
Abstract
In this paper, a mathematical model of forward roll for coating a thin viscoplastic fluid onto a moving porous web is developed when the web passes through a small gap between the two rigid rolls. The conservation equations in the light of lubrication approximation theory are non-dimensionalized and solutions for the velocity profile, flow rate, pressure distribution are calculated numerically by using Range-Kutta-Fehlberg’s method. It is found that by changing (increasing/decreasing) the material parameters, one can really control the engineering quantities like velocity distribution, flow rate, pressure distribution, and penetration depth The velocity graphs show that the gap between the velocity curves decrease, as fluid moves toward the separation point. This has a significant effect on the final volume of fluid flowing as at the separation point the fluid splits evenly. It was also found that the degree of fluid penetration is affected by the web flexibility and permeability. It has also been found that viscoelastic parameter and ratio of viscous to elastic forces have great impact on the emerging parameters, furthermore, the pressure gradient has been significantly affected with the variation in permeability and deformability. It is worth mentioning that the present study is a quick reference for the engineer working in coating industries and to compare the results with experimental data. Some results are shown graphically.
Introduction
Coating is usually used for many purposes. It is difficult to think of an item that does not have a coating of one type or another that is applied to protect the materials from detrimental effects of the ambient atmosphere and also from the corrosion. They are also used to beautify by changing surface properties such as gloss, color, slipperiness, and overall look. Adhesive coatings are used in laminating and preparing. Other coatings serve as barriers for glass and liquid. Coating, inks and adhesives use many of the same raw material, making them more similar than different. The wide range of application techniques, coating types, and purposes makes coating technology an extremely diverse field. As general technology pushes the envelope, new coatings and applications are needed.
During coating, a liquid film is continuously deposited on a moving, deformable or rigid substrate. Coating is done on metal, paper, photographic films, audio, and video tapes. In the roll coating process liquid covers and follows all the moving boundaries. The flow character at the separation point has a huge impact on the dynamics. In a limited system, it will eventually depend on the rheology and the structure of liquid. Typical coating processes incudes wire coating, dip coating, knife coating, slide coating, curtain coating and roll coating
Deformable permeable webs are commonly found in many industrial procedures, for example in printing, coating, and compounds pultrusion, for the built-up of paper, plastic sheets, textiles, filters, and to electronic films and solar cells. Such coating methods are categorized by the application and infiltration of a thin fluid layer onto a moving porous web; which is generally achieved by applying arrangements of rotating or stationary rollers as well as moving or stationary non-cylindrical parts. During the process, the thin fluid film is mostly located in the narrow uneven gap designated by the porous web that moves in close vicinity to the rotating/stationary parts of the machine.
The process was addressed by many authors for coating Newtonian fluids,1–6 where the web and the roll were moving with the same speed. Following Middleman’s work, a good attempt was made by different scholars to improve the model. 6 The textbook by Middleman 7 bridges the results up to 1977. Souzanna et al. 8 applied lubrication theory to give numerical conclusion in roll coating over a web. Sullivan and Middleman 9 analyzed film thickness of a viscous/viscoelastic fluid in blade coating process and adopted the lubrication approximation. They obtained results for Newtonian and non-Newtonian liquids and analyzed these results both experimentally and theoretically. Greener and Middleman 10 used viscoelastic fluid with a blade coating process. Ross et al. 11 made observations on the behavior of a power-law fluid in the blade-coater geometry and made conclusions for weak non-Newtonian fluid behavior, the pressure and blade load either tended to increase or decrease as compared to their Newtonian fluid values and all that depended on the blade shape and the coater height ratio. Blade coating of power-law fluids, the approximate solutions for the flow were suggested in the study of Hwang, 12 Dien and Elrod. 13 For convected Maxwell model in a simple blade coater, the flow was analyzed by Tichy 14 and a weak viscoelastic behavior was observed by him. His analysis concluded that the pressure increase or decrease depends on the viscoelastic effects. Moreover, the separating force analysis of Newtonian and viscoelastic fluids in blade coater was demonstrated by Hsu et al. 15 who used the lubrication theory. Further, they compared their results which were obtained through both theoretically and experimentally. Zahid et al. 16 use lubrication approximation theory to find the coating thickness of third grade fluid during roll coating process. The development of a mathematical model of forward roll coating of a thin film of a non-Newtonian material when it passes through a small gap between the two counter-rotating rolls under lubrication approximation theory has been discussed by Zahid et al. 17 Z. Xie et al. 18 studied the micro interface lubrication regimes of water lubricated bearing. They also investigate the static and dynamic lubrication parameters of the floating ring bearing in. 19 Modified lubrication models considering the effects of various coupling factors are proposed. Readers are referred to some interesting studies regarding different fluids and their complexities on the governing differential equations.24–32
Problem formulation
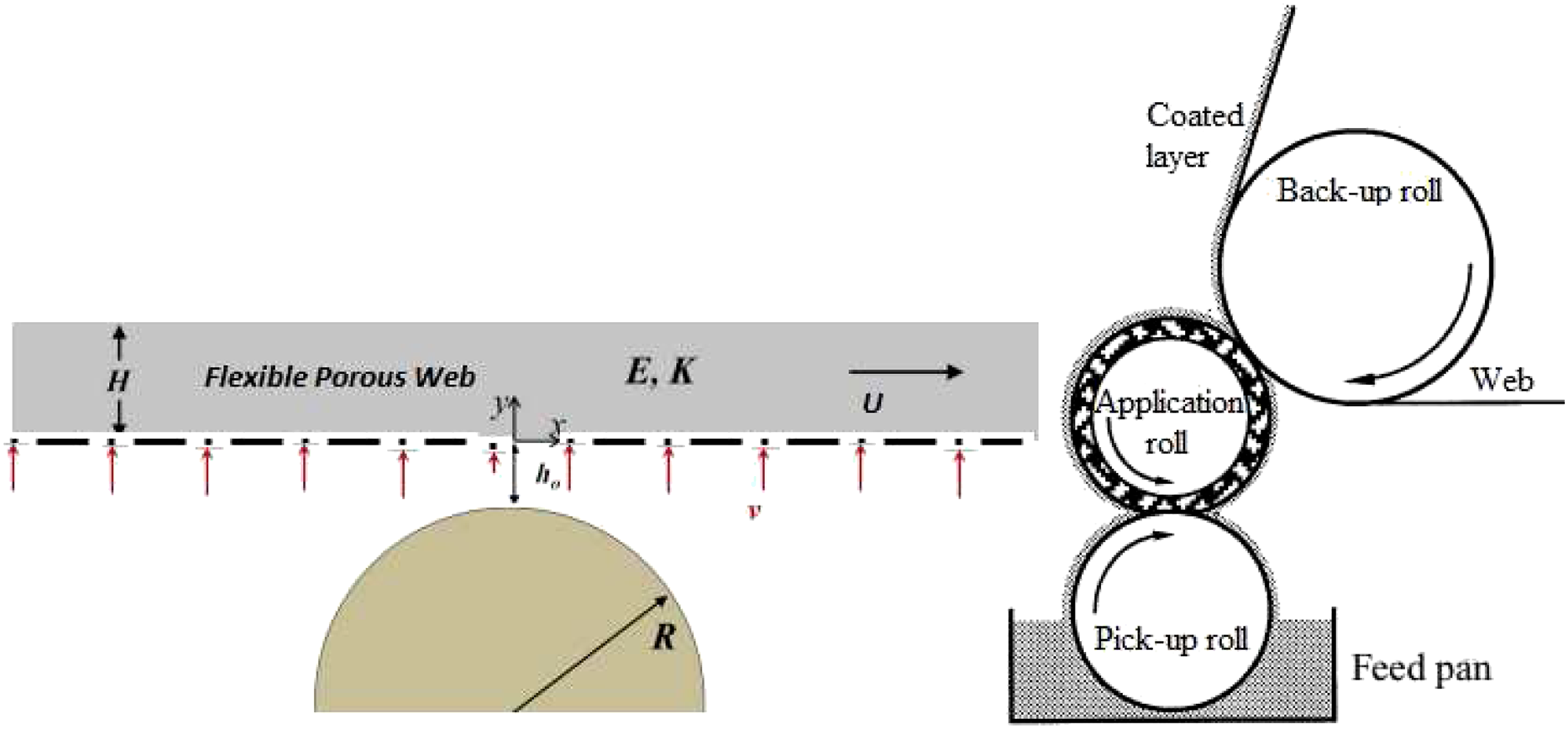
Schematic representation of the problem.
The horizontal dashed line represents the web surface in an unreformed state. The fluid penetrates into the web with the constant velocity v denoted by the small vertical arrows. For the limiting case when


here 
From the above equation we can write
Using equation (4) and setting 


We begin with the LAT argument that the most important dynamic events occur at the minimal roll separation or the nip region. In that region, and extending to either side (i.e. the ±x direction) by a distance of the order of 
From the physics of the problem, the appropriate boundary conditions are

We neglect the capillary pressure to 
Above equation represents that the fluid penetration is induced by the developed hydrodynamic pressure in the gap. Now we write penetration velocity as 
In order to develop the differential equation for the pressure, based on LAT analysis carried out previously, we first need to define the following dimensionless variables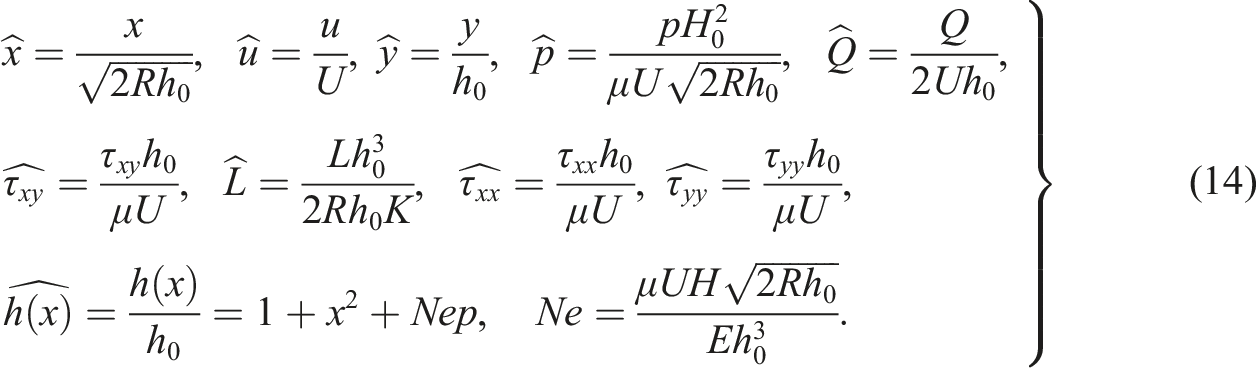
In above equation 

Now integrate the equation (15) twice using the given boundary conditions the velocity profile becomes
In above equation, 
For convenience, the above has been written in dimensionless form by setting the dimensionless variables using a length scale as 
The parenthesis of equation (18) corresponds to the flow rate 
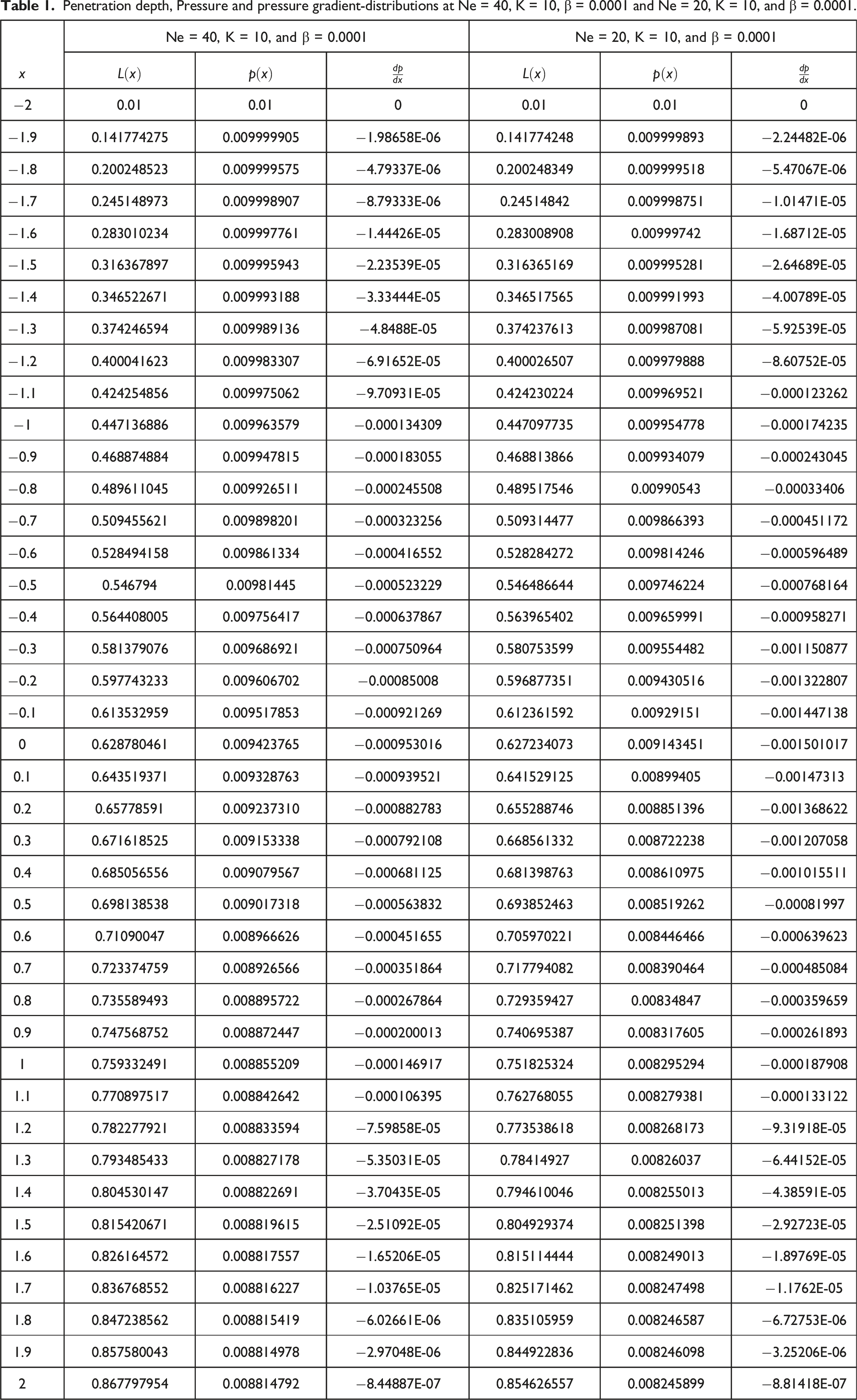
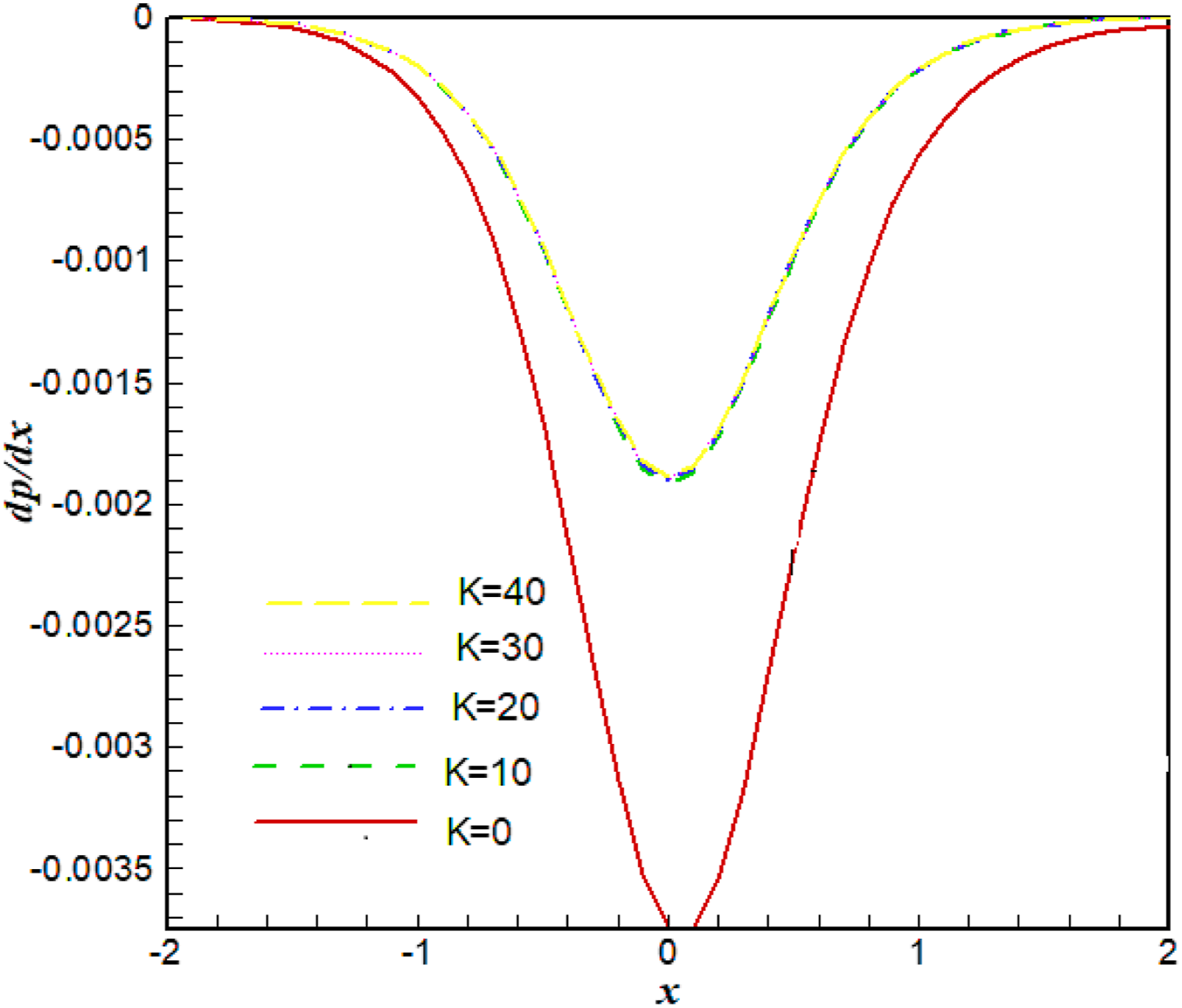
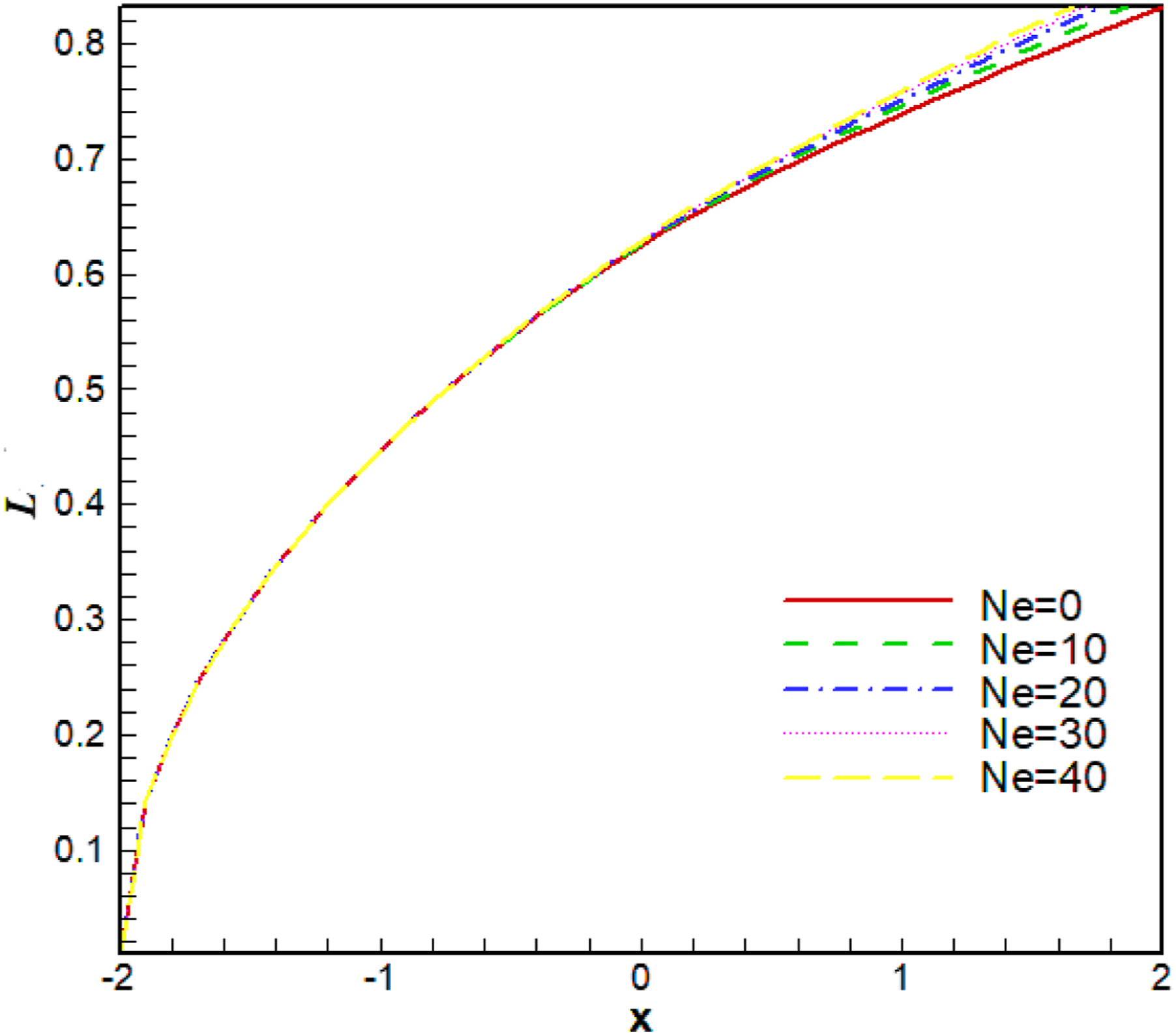
Penetration depth, Pressure and pressure gradient-distributions at Ne = 40, K = 10, β = 0.0001 and Ne = 20, K = 10, and β = 0.0001.
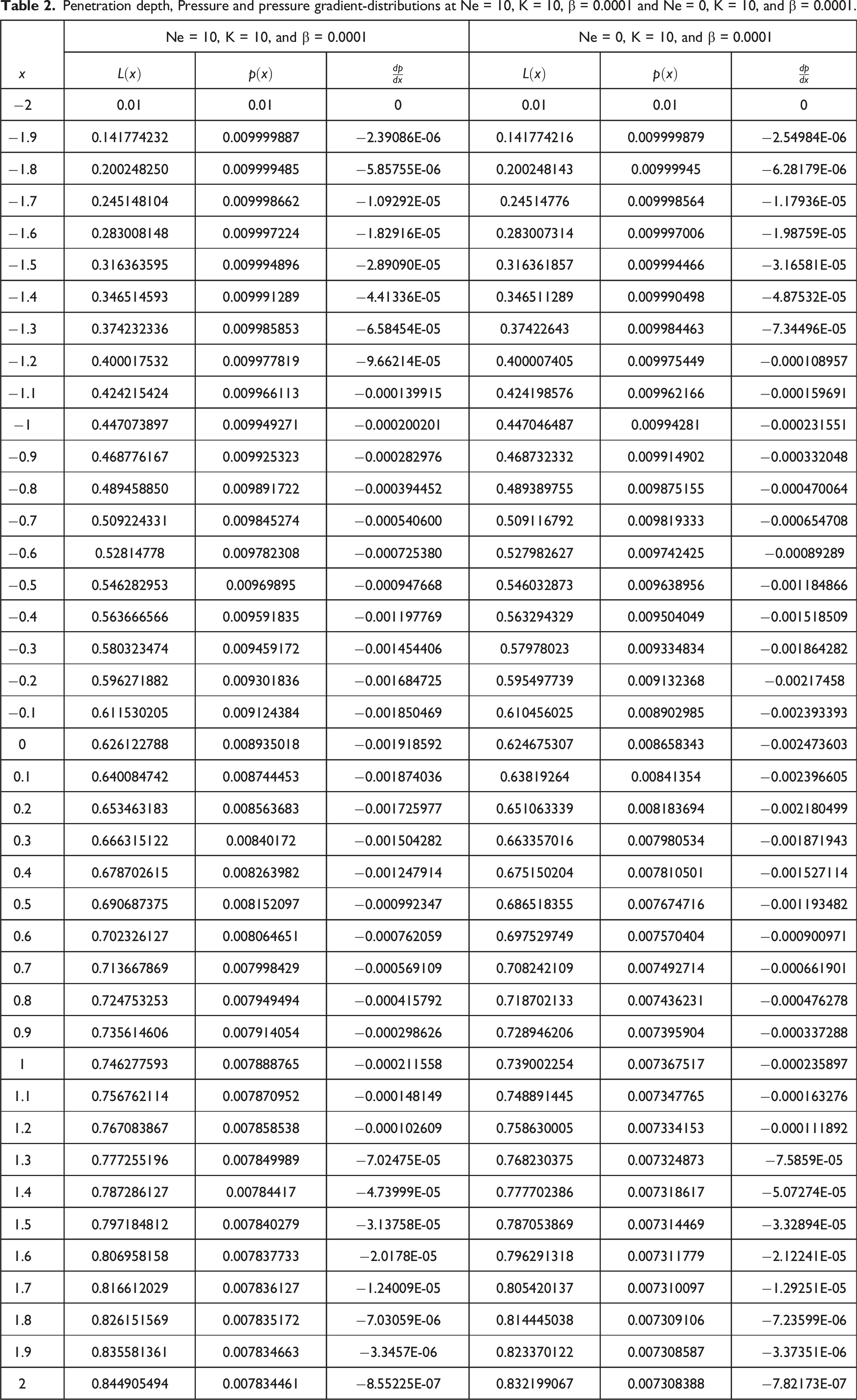
Penetration depth, Pressure and pressure gradient-distributions at Ne = 10, K = 10, β = 0.0001 and Ne = 0, K = 10, and β = 0.0001.
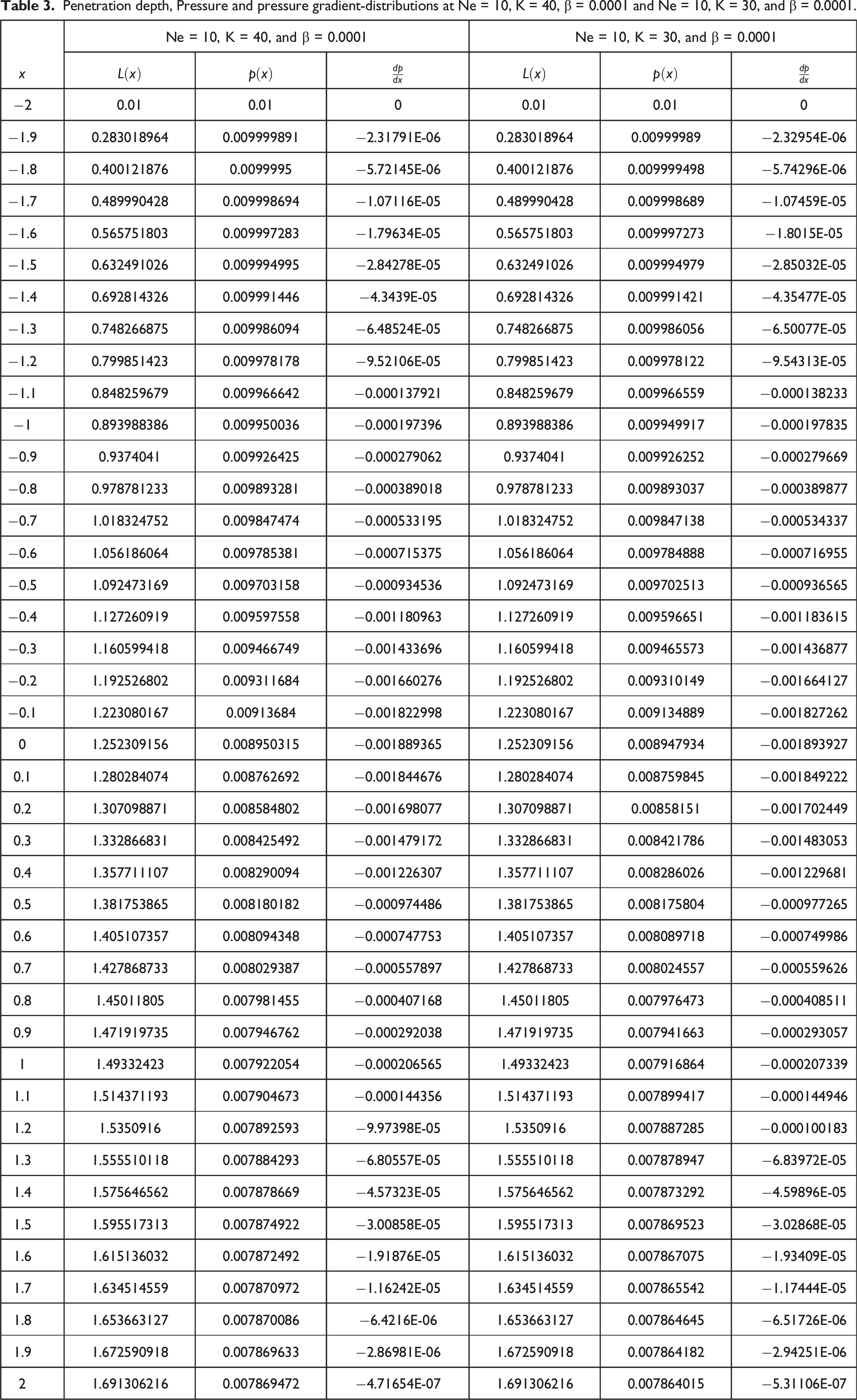
Penetration depth, Pressure and pressure gradient-distributions at Ne = 10, K = 40, β = 0.0001 and Ne = 10, K = 30, and β = 0.0001.
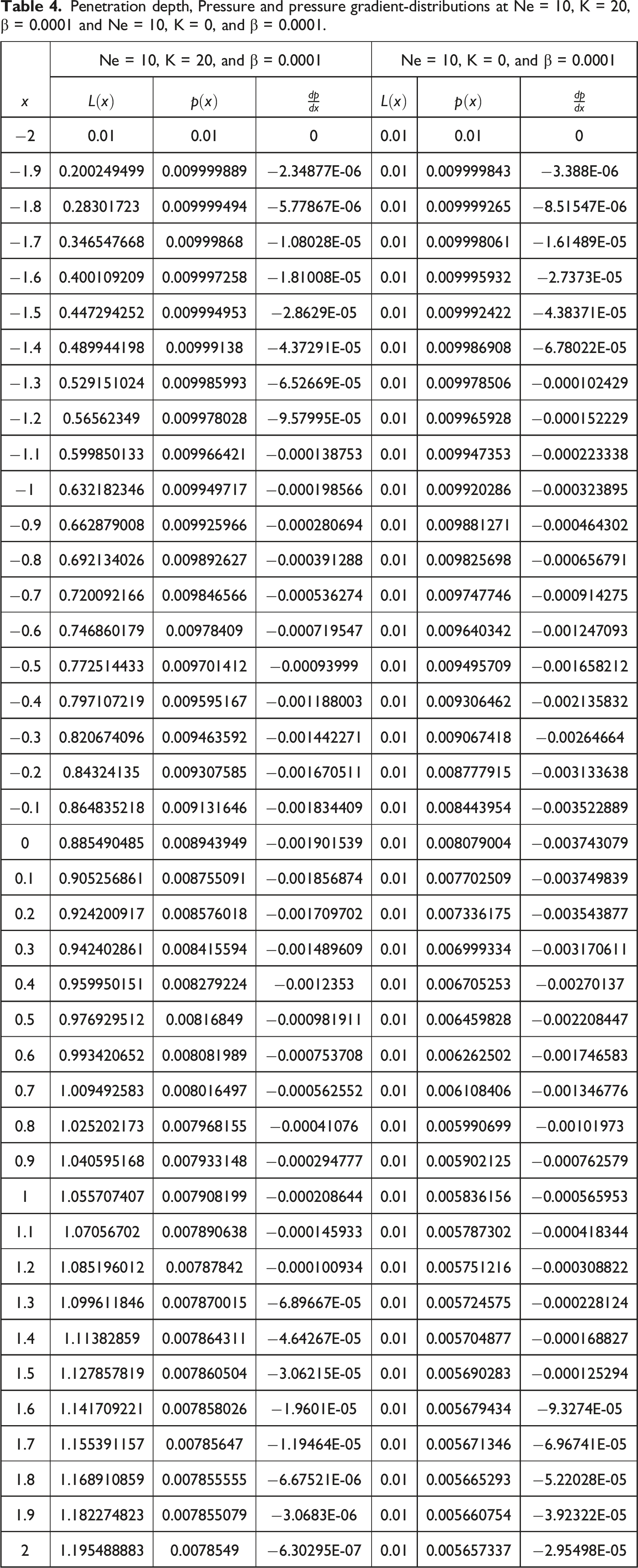
Penetration depth, Pressure and pressure gradient-distributions at Ne = 10, K = 20, β = 0.0001 and Ne = 10, K = 0, and β = 0.0001.
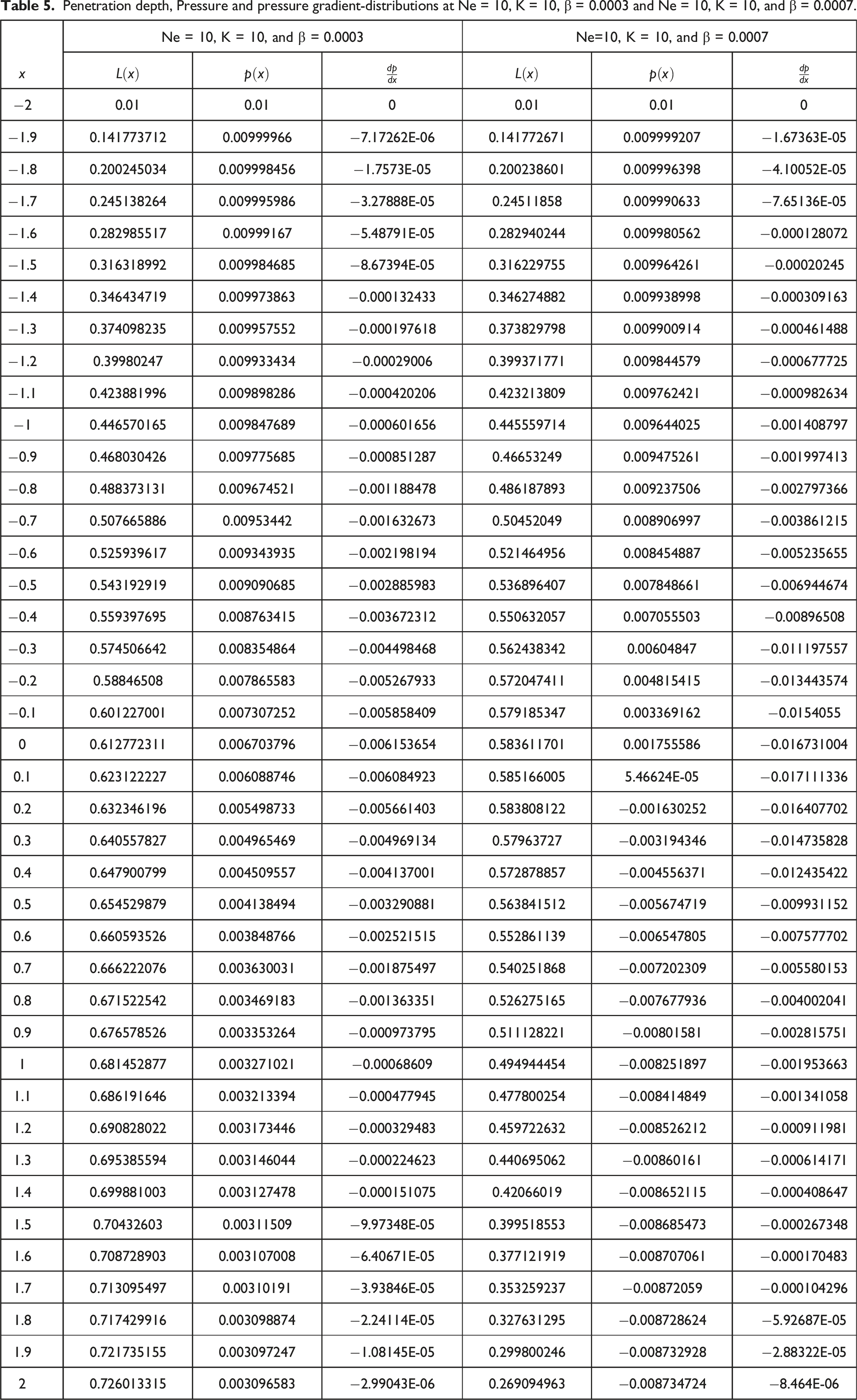
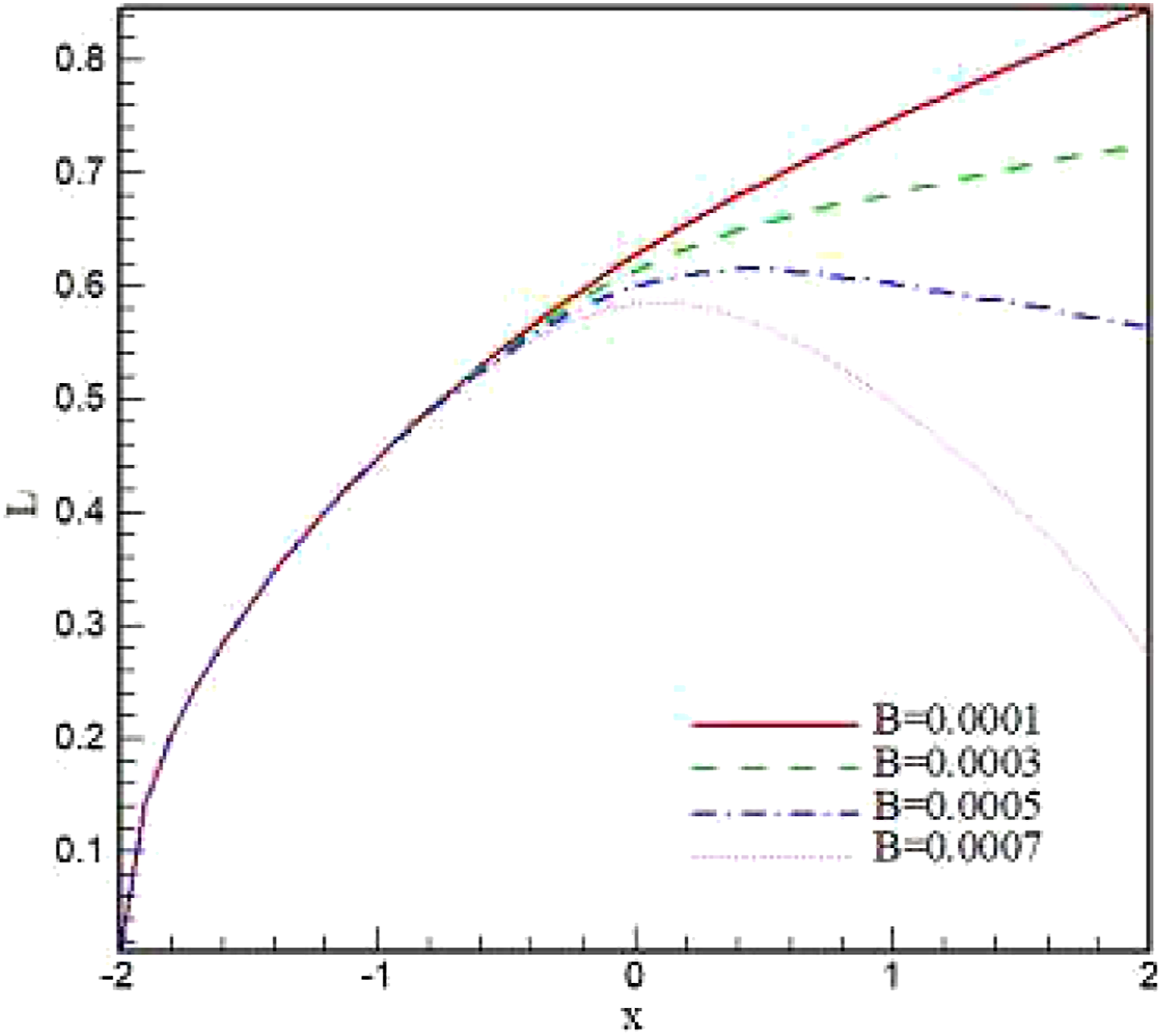
Penetration depth, Pressure and pressure gradient-distributions at Ne = 10, K = 10, β = 0.0003 and Ne = 10, K = 10, and β = 0.0007.
Numerical results and discussion
This theoretical study considers the influence of the permeable web on the forward roll-coating method of the viscoplastic material. LAT is used for resulting governing equations. The Range-Kutta-Fehlberg’s method is used to find the numerical solution to the governing boundary value problem. Results are performed numerically, some are tabulated in Tables 1–5, and some are presented graphically including pressure distribution. Figures 2–15Have the graphical results. Effect of Beta on pressure distribution at Ne = 0.05.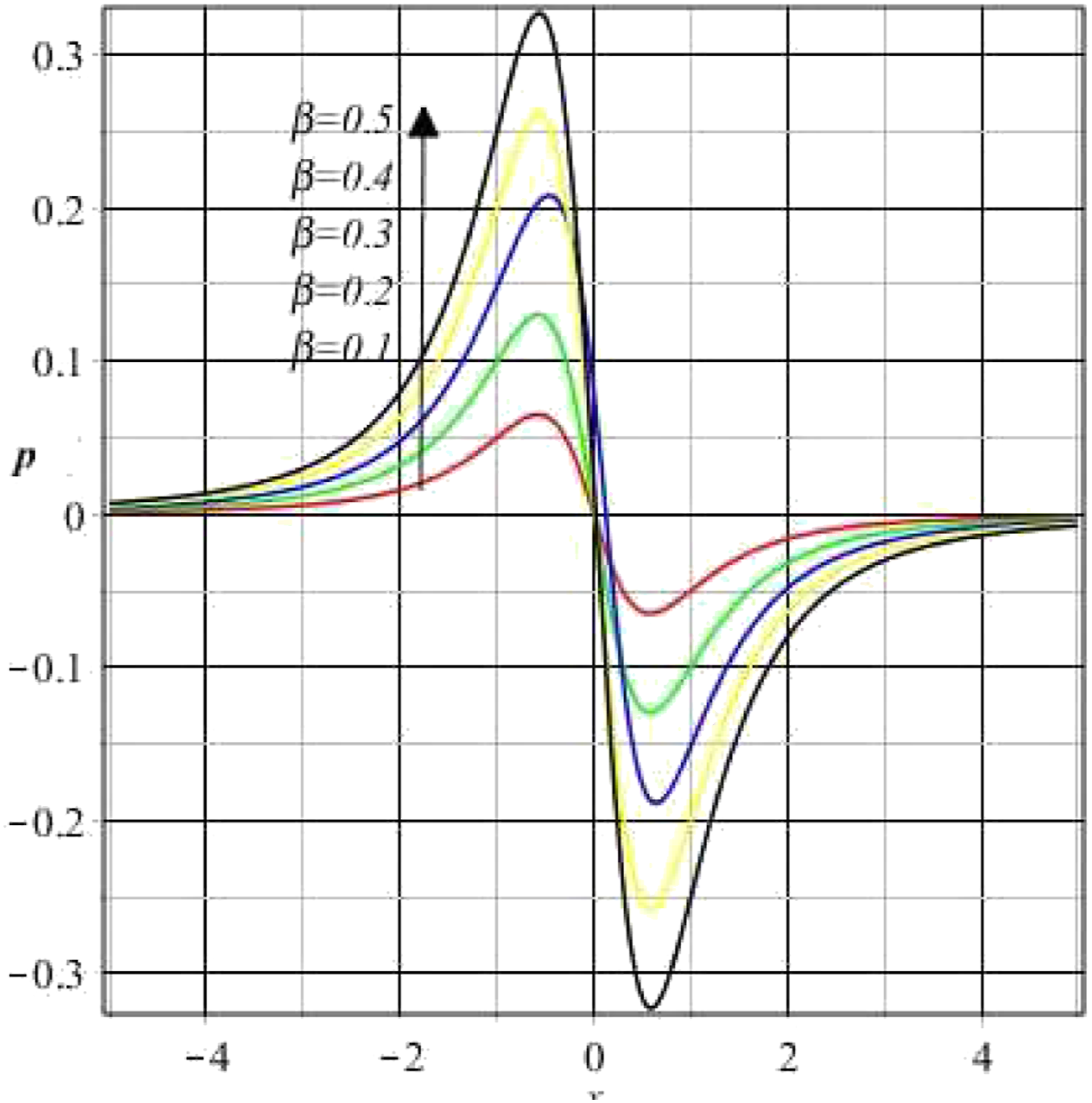
To understand the process we start our discussion with the limiting case of non-permeable Pressure (p)versus x for Ne (viscous to elastic force ratio) from 0.1 to 0.5 with β = 0.5.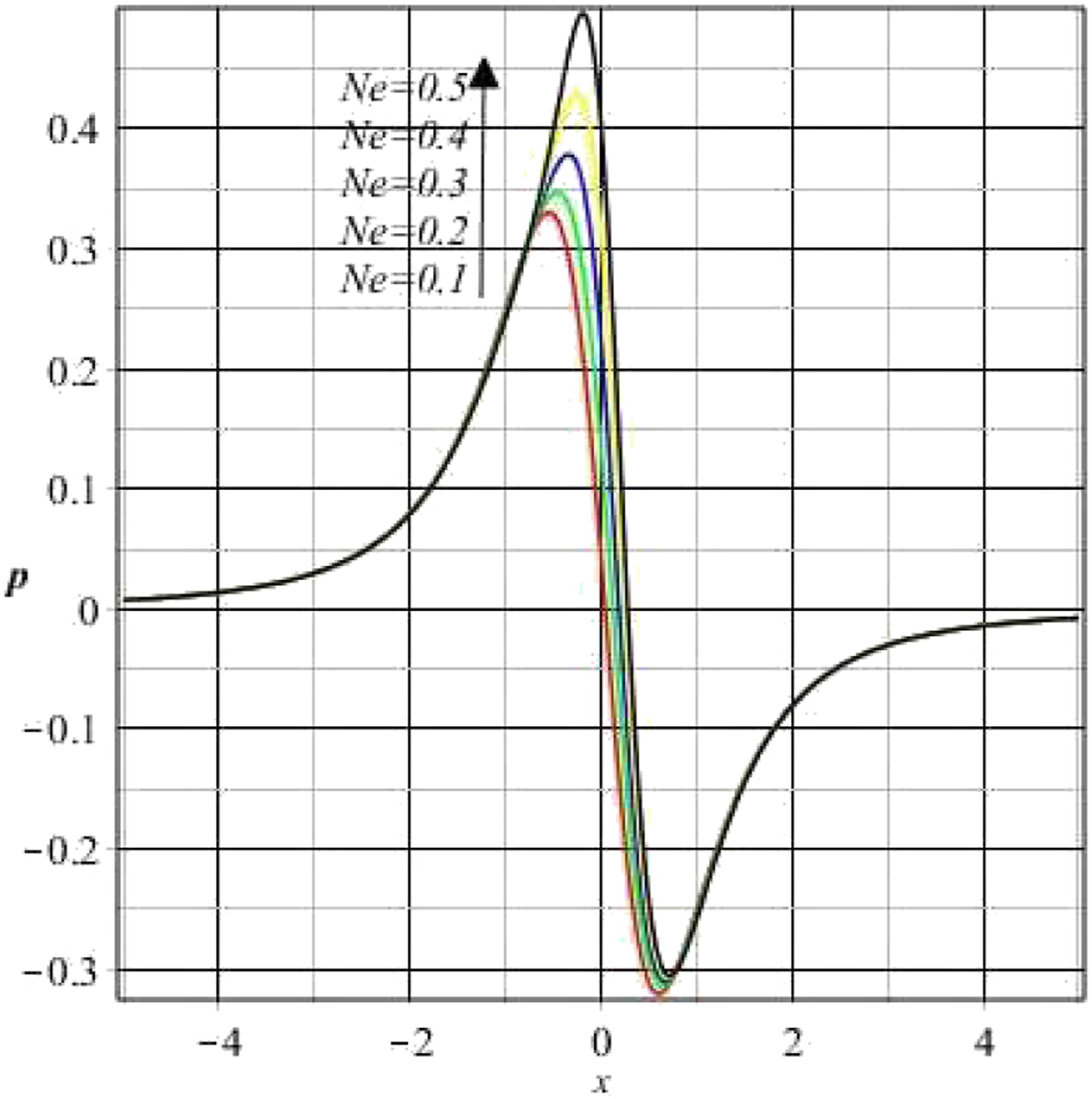
Figures (−) - 5 show the pressure gradient distribution –. The solid red lines in Figure 4 and 5 represents the pressure gradient distributions for the rigid and non-permeable web. It can be seen that as Ne and K increase the pressure gradient distribution increases, which is obvious from the Physics of the problem, that is by increasing the deformability the pressure gradient distribution increases, similar effect has been observed in the case when one increases the web permeability, as it the ratio of viscous to elastic forces. Figure 6 shows that the penetration depth increases as the permeability parameter increases. This effect is more prominent after the nip-region as fluid crosses the small gap, where as in Figure 7 an opposite behavior on penetration has been observed by changing the viscoplastic parameter. Pressure gradient (dp/dx) versus x for Ne (viscous to elastic force ratio) from 0 to 40. Pressure gradient (dp/dx) versus x for K (Web permeability) from 0 to 40. Penetration depth L versus x for Ne (viscous to elastic force ratio) from 0 to 40. Penetration depth (L) versus x for the viscoplastic parameter (B) from 0.0001 to 0.0007.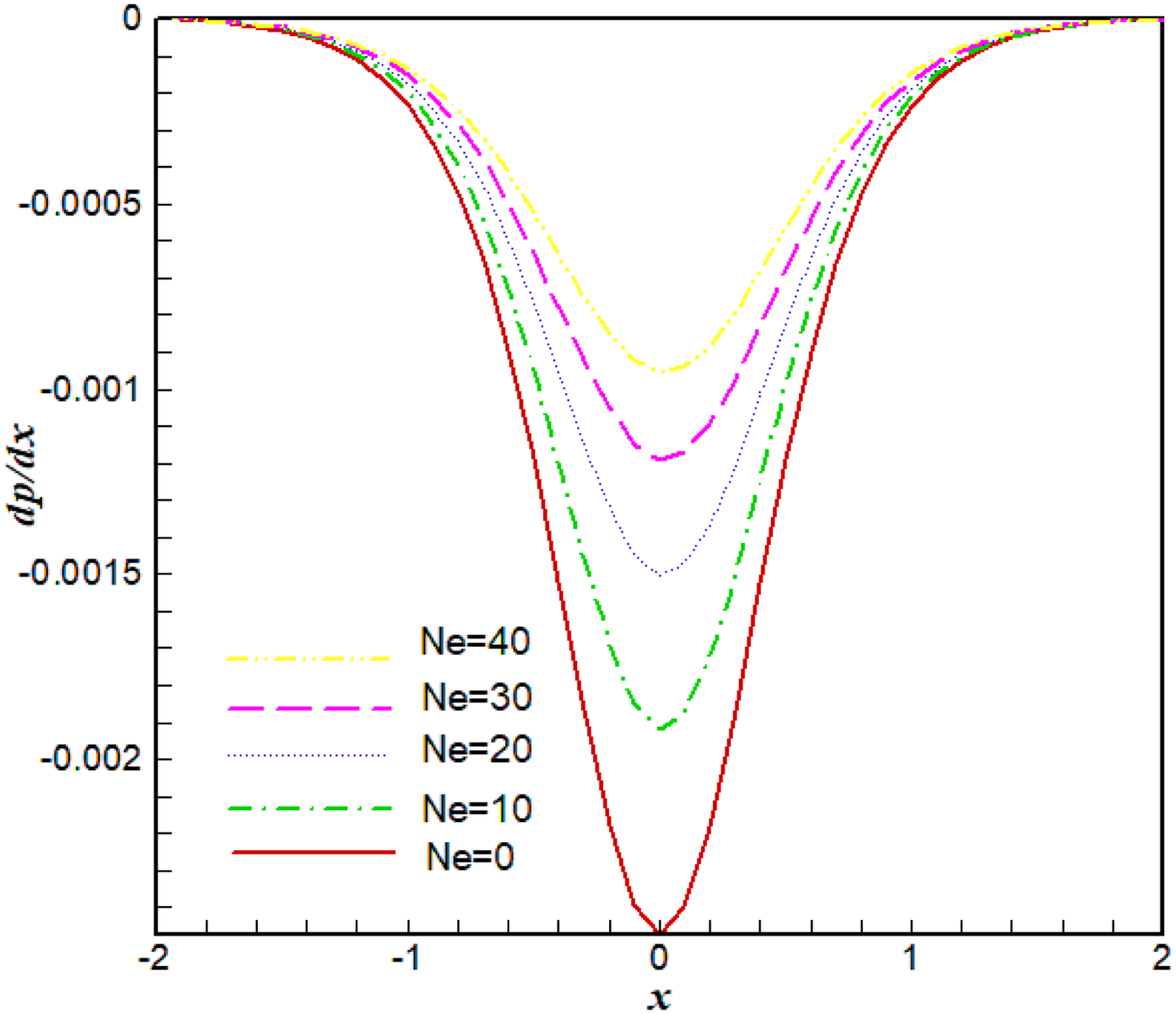
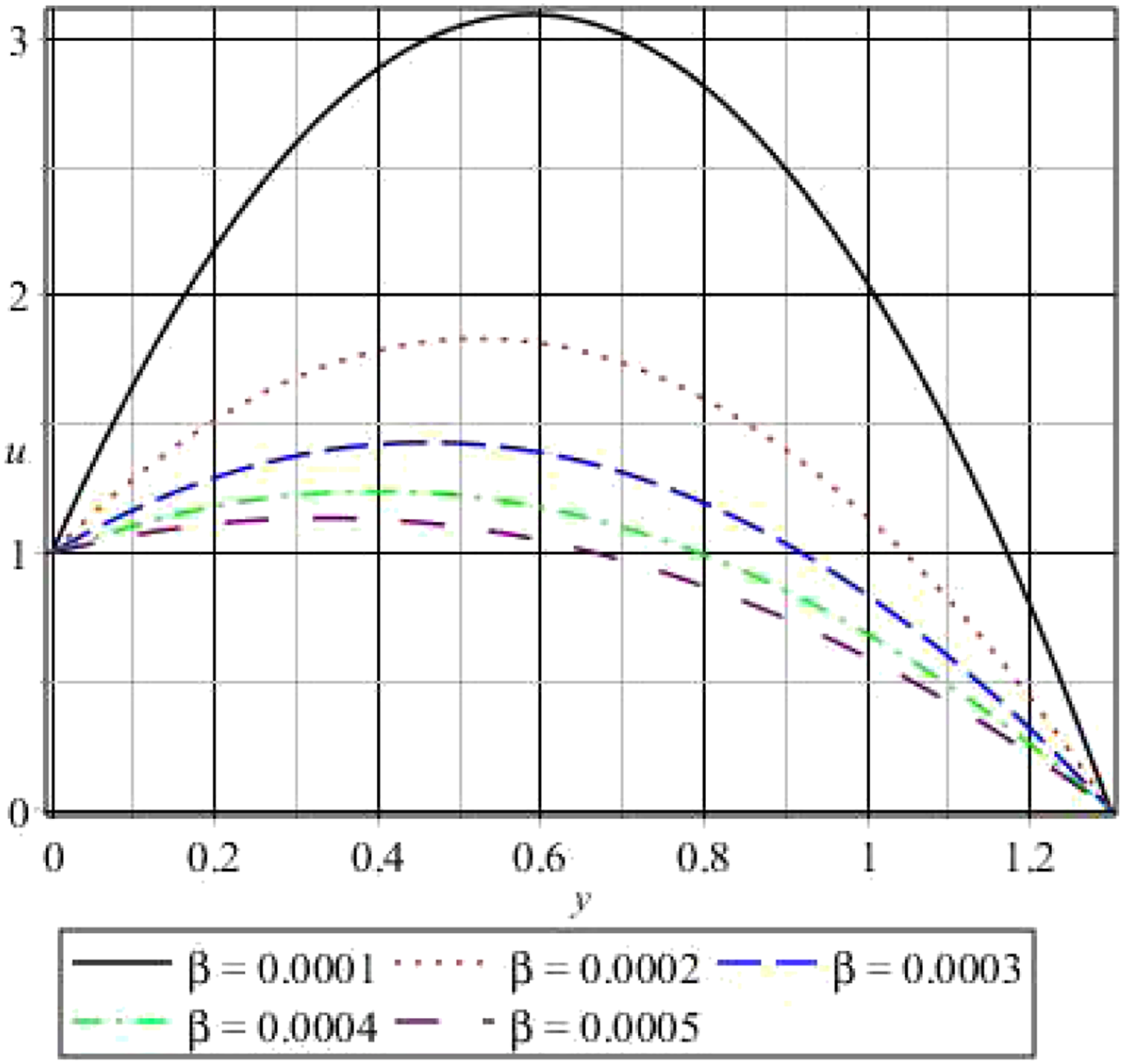
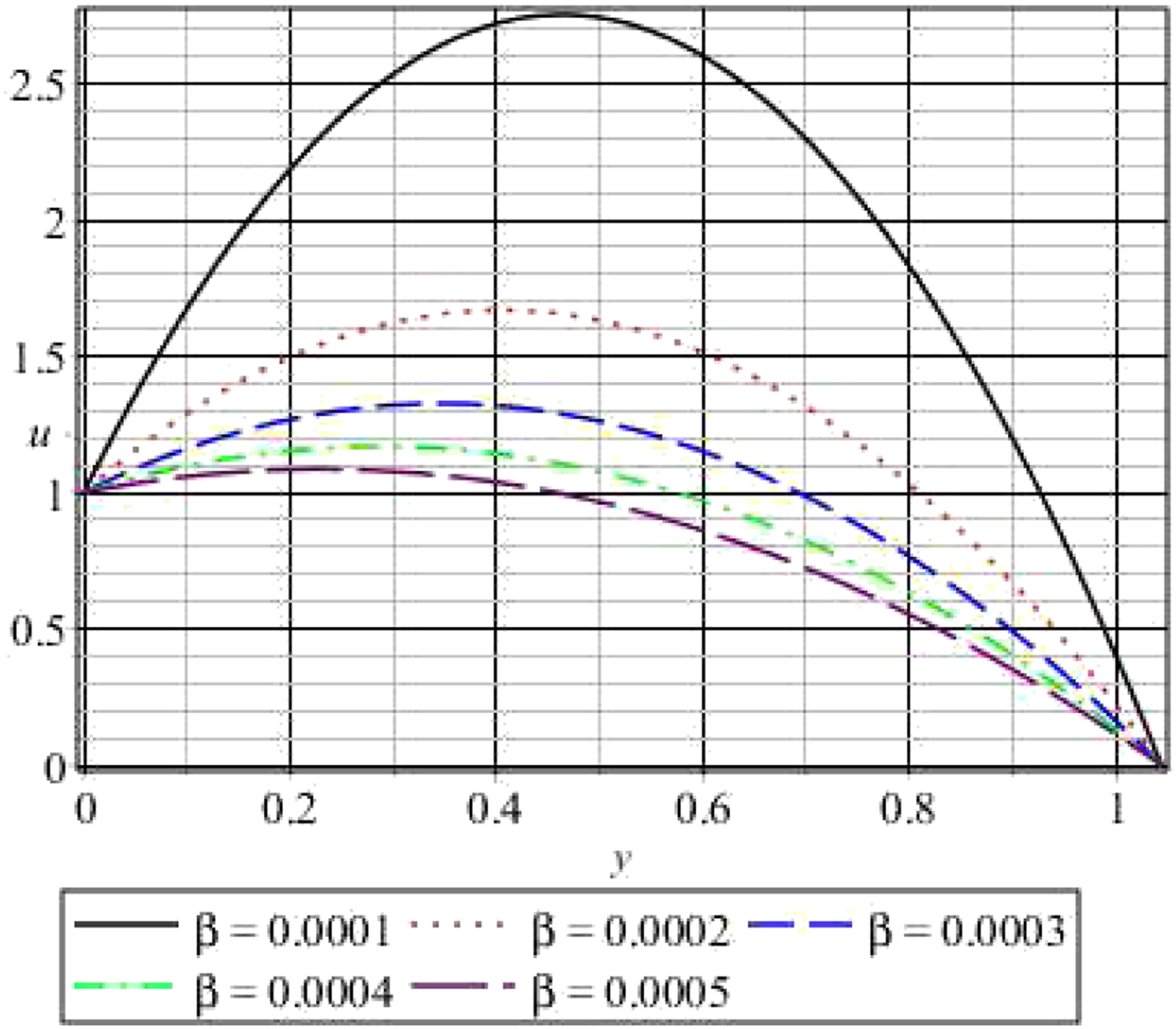
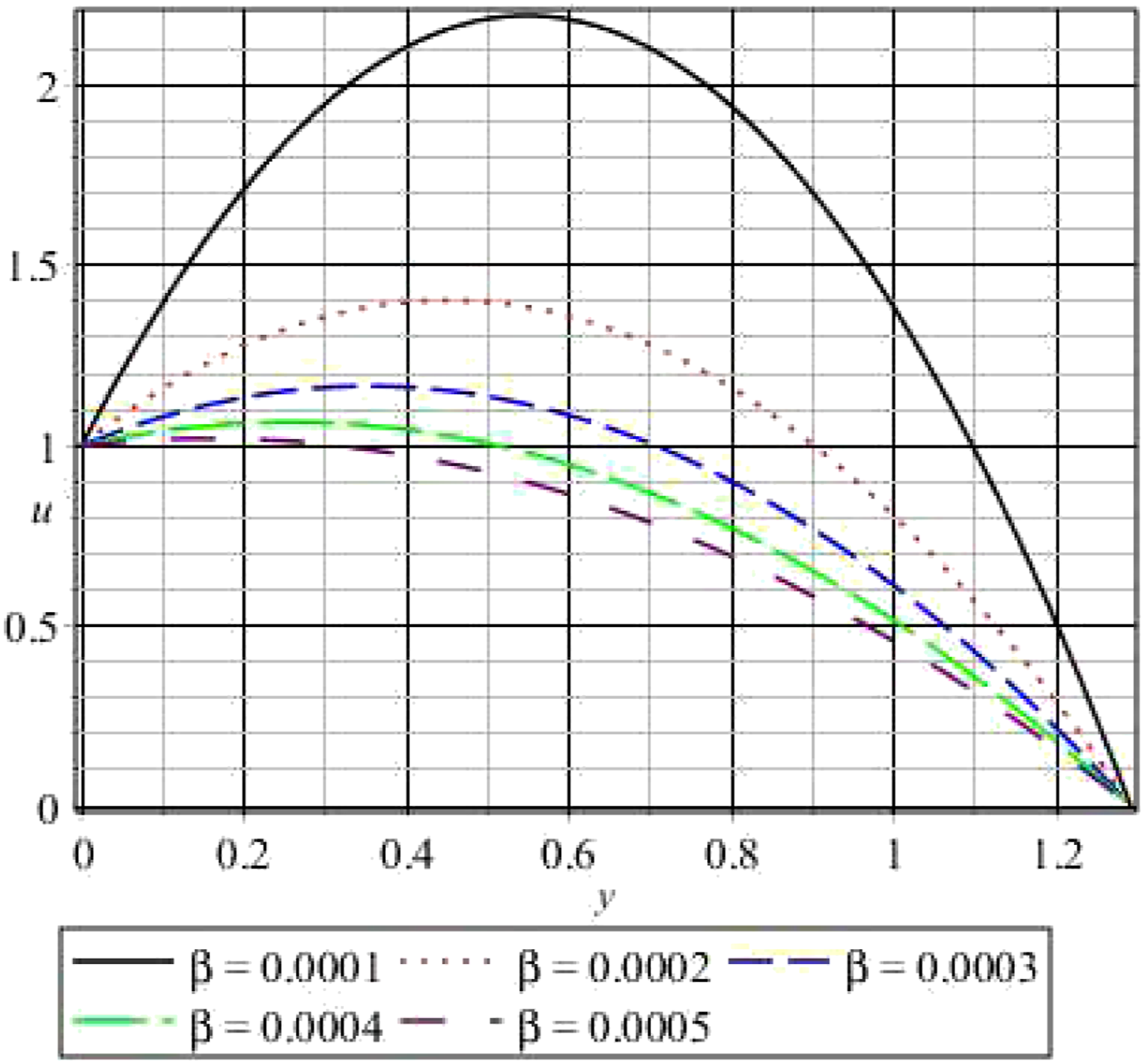
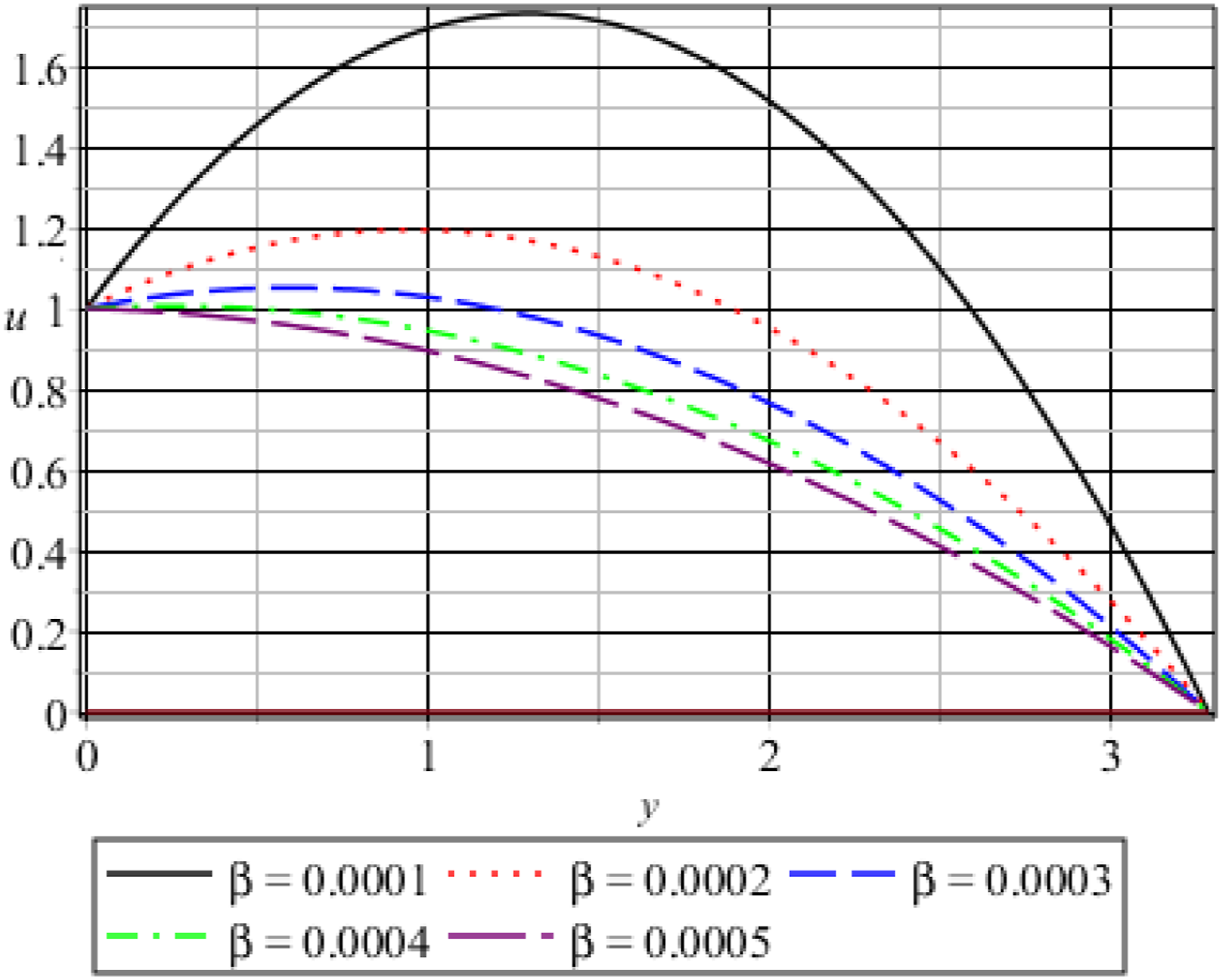
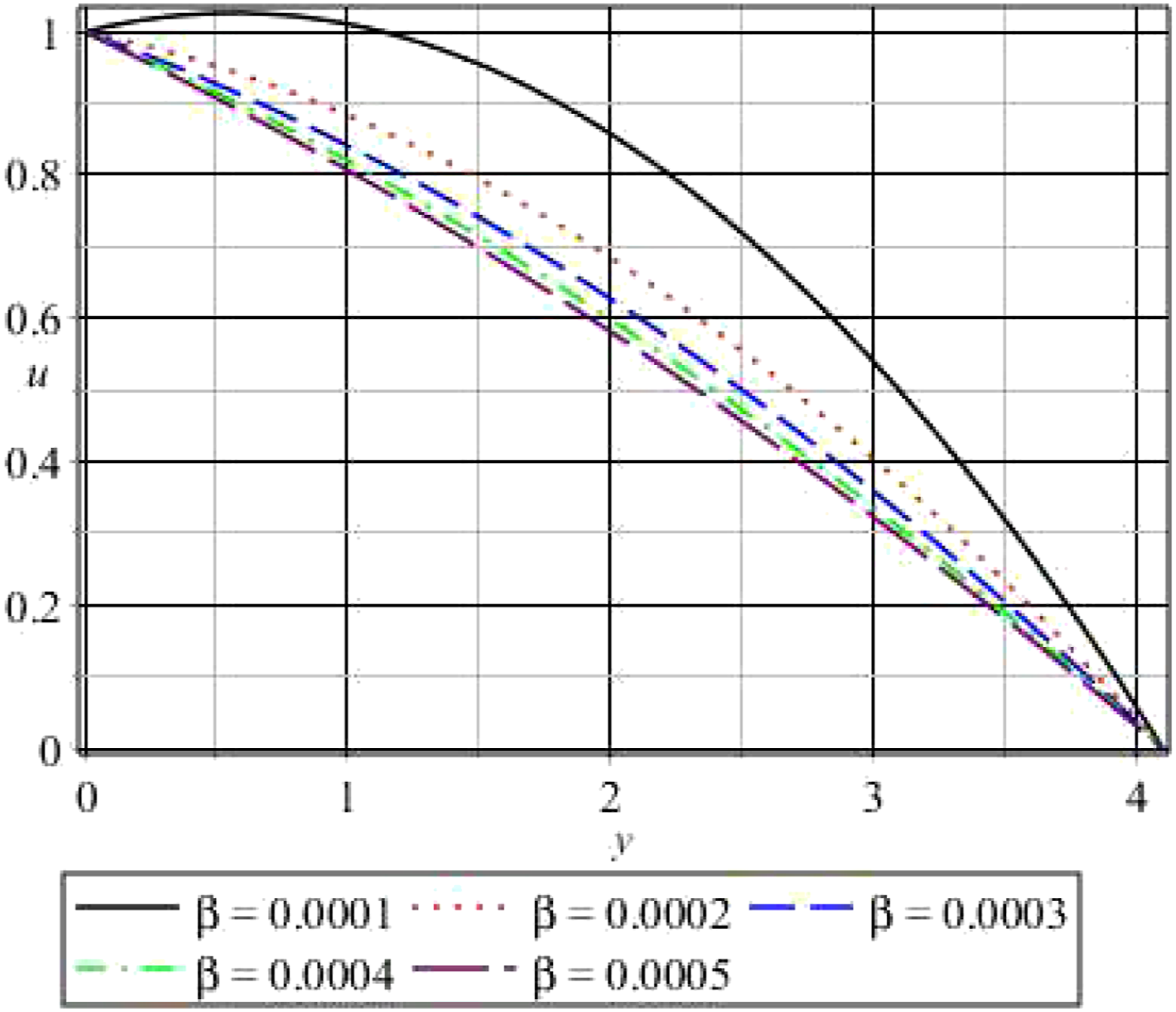
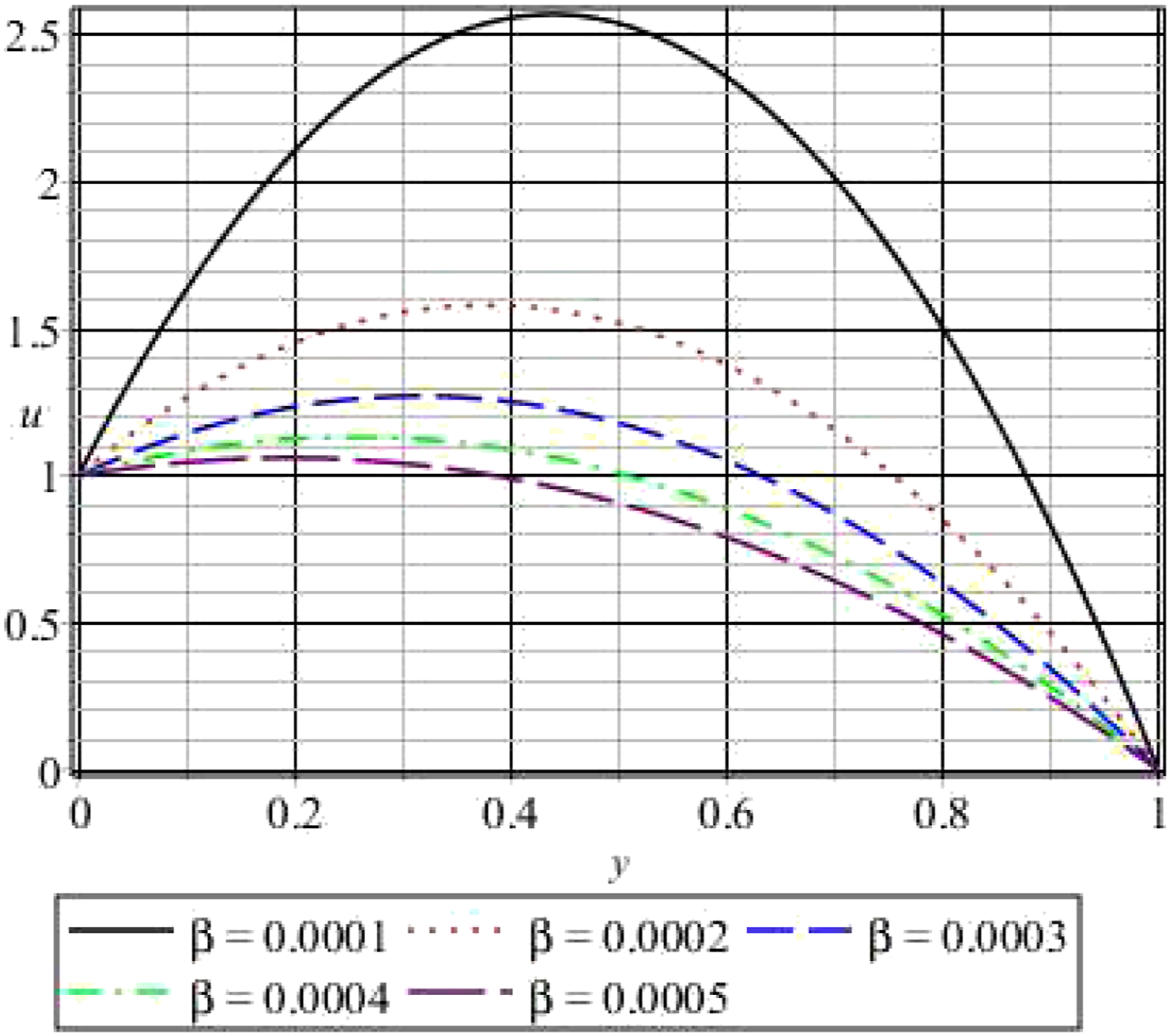
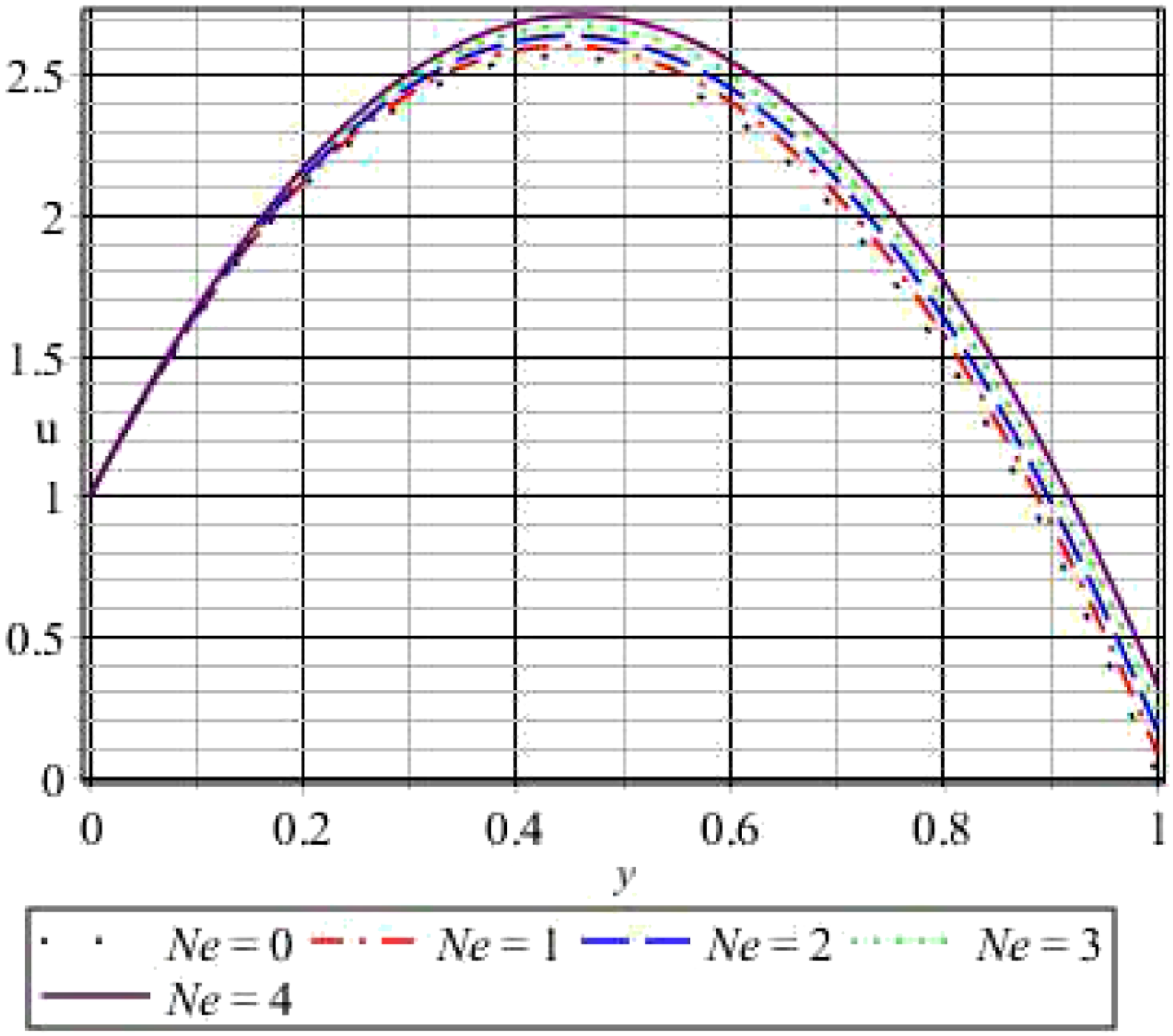
Figures 7–15 show the velocity distribution at different positions of forward roll coating process. It is observed that starting from the mid-region (y=0) and moving towards the surface of the roll, the velocity decreases and the minimum velocity is that of the roll velocity. The maximum velocity has been observed at mid-region. From these graphs one can see that by increasing the viscoplastic parameter the velocity distribution decrease which is obvious as the fluid becomes more viscous. As Velocity (u) versus y for the viscoplastic parameter β from 0.001 to 0.0005 at x = −1.5 and Ne (viscous force/elastic force) = 5. Velocity (u) versus y for the viscoplastic parameter β from 0.0001 to 0.0005 at x = −0.5 and Ne (viscous force/elastic force) = 5. Velocity (u) versus y for the viscoplastic parameter β from 0.0001 to 0.0005 at x = 0 and Ne (viscous force/elastic force) = 5. Velocity (u) versus y for the viscoplastic parameter β from 0.0001 to 0.0005 at x = 0.5 and Ne (viscous force/elastic force) = 5. Velocity (u) versus y for the viscoplastic parameter β from 0.0001 to 0.0005 at x = 1.5 and Ne (viscous force/elastic force) = 5. Velocity (u) versus y for the viscoplastic parameter β from 0.0001 to 0.0005 at x = 1.75 and Ne (viscous force/elastic force) =5. Velocity (u) versus y for the viscoplastic parameter β from 0.0001 to 0.0005 at x = 0 and Ne (viscous force/elastic force) =0. Velocity (u) versus y with the deformability parameter Ne (viscous force/elastic force) from 0 to 4 at x = 0 β = 0.0001.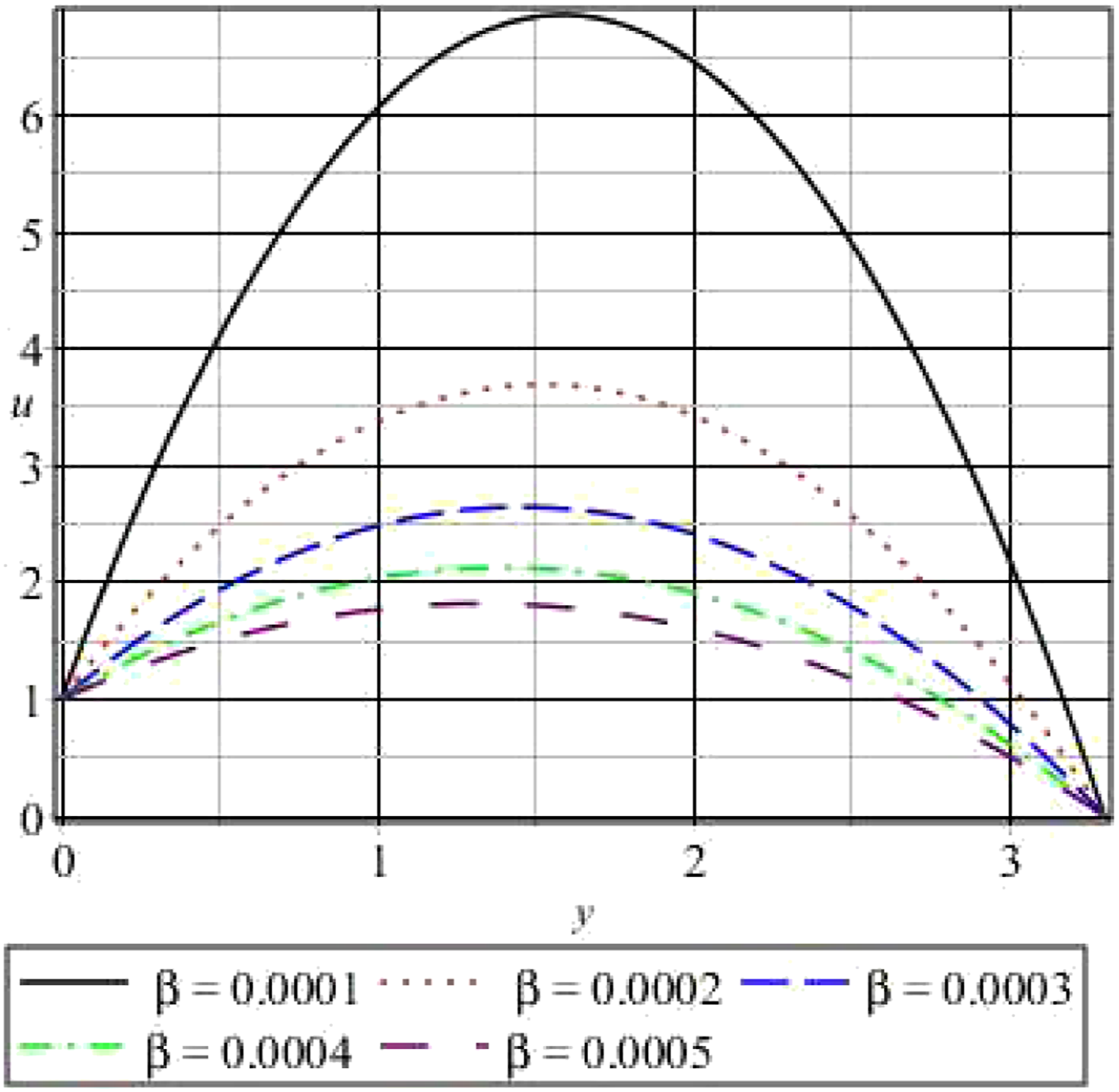
Tables 1–5 tabulate the numerical finding for penetration depth, pressure, and pressure gradient distributions for Flexible and permeable web by using Range-Kutta-Fehlberg’s method for versus Ne, K, and
Tables 3 and 4 is for
Conclusion
The theoretical development for forward roll coating a viscoplastic substance onto a Permeable Web is described in this paper. Analytical solutions for the velocity profile and flow rate are discovered. The conservation equations are non-dimensionalized in light of LAT (lubrication approximation theory), and numerical solutions for the velocity profile, flow rate, and pressure distribution are derived using Range-Kutta- Fehlberg’s technique.
The key deductions from this analysis are as follows: • It can also be seen that as Ne (viscous to elastic force ratio) increases, the pressure gradient increases and looses its symmetric form near the separation point. • As Ne approaches zero, the findings will be for the rigid web. • Starting from the mid-region (y=0) and advancing towards the roll’s surface, the velocity drops, and the minimum velocity is the roll velocity. • As the viscoplastic parameter increases, the velocity distribution decreases, as the fluid gets more viscous. The highest velocity was measured in the mid-region. Furthermore, when x approaches the separation point, the gap between the velocity curves at different viscoplastic parameter narrows. • As the material deformability and permeability increase, so does the pressure gradient distribution. • The pressure gradient builds until the nip-region and reaches its maximum value precisely at the nip, then begins to decrease beyond this point and becomes zero at the separation point. • As K decreases, penetration depth and pressure distribution decrease, and the pressure gradient increases. • As viscoplasticity rises, penetration depth and pressure distribution decrease while pressure-gradient increases. • The model under study can be extended in future by considering variable suction at the substrate.
Footnotes
Acknowledgements
The authors extend their appreciation to Deanship of Scientific Research at King Khalid University, Saudi Arabia for funding this work through General Research Project under grant number GRP/93/43.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.