
Abstract
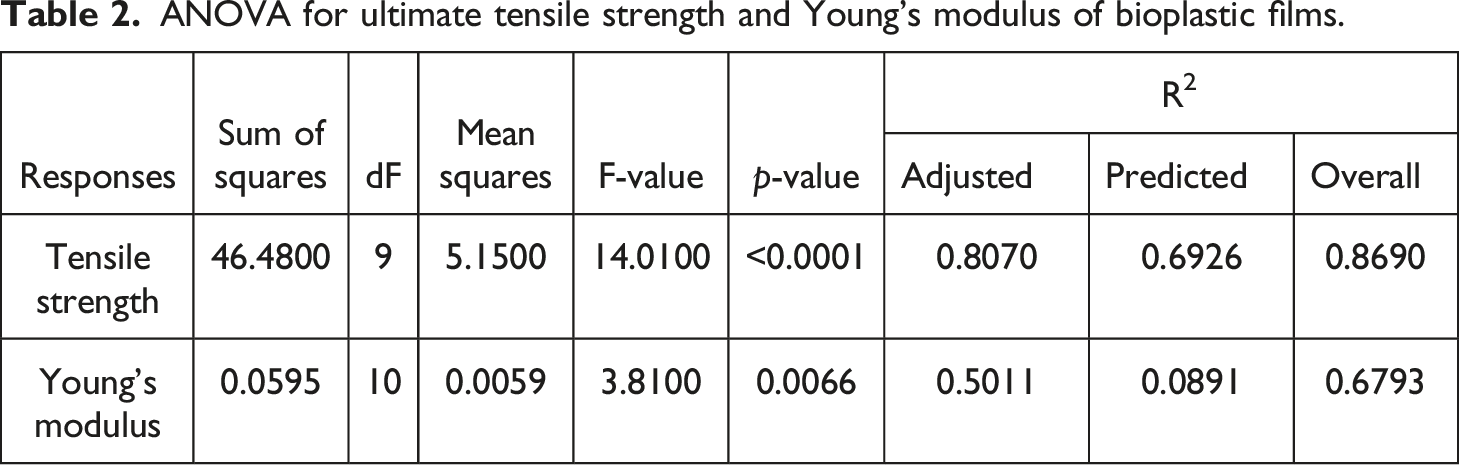
This investigation was centered on the intricate processes of fabricating and fine–tuning the concentration of microcellulose derived from oil palm empty fruit bunch (OPEFB). The objective was to employ it as a reinforcing agent, with sorbitol serving as a plasticizer, and chitosan acting as both a plasticizer and a strengthening agent for the formulation of bioplastic films to gain higher value mechanically. The cellulose extraction involved a methodical delignification approach, extracting lignin and hemicellulose from OPEFB to yield brown pulp. Subsequent double peroxide bleaching was employed to reduce the lignin concentration in the pulp. Leveraging the Box–Behnken experimental within a response surface methodology framework, the study scrutinized the influence of independent parameters (additive concentrations) on the ultimate tensile strength and Young’s modulus of the fabricated bioplastic films. Noteworthy variations in ultimate tensile strength and Young’s modulus were discerned, underscoring the impact of microparticle loading on the mechanical attributes of the bioplastic films. The quadratic polynomial model derived from experimental data exhibited coefficients of determination (R2) of 0.8690 for ultimate tensile strength and 0.6793 for Young’s modulus, affirming the adeptness of the models in navigating the optimization space. Microcellulose was isolated (30 – 40) wt.% of OPEFB as the white pulp which revealed a homogenous dispersion with chitosan in the corn starch matrix. The superior tensile strength and Young’s modulus were observed at 6.84 MPa and 21.94 MPa respectively.
Introduction
The utilization of plastics has achieved extensive global adoption, with production experiencing a consistent annual growth of approximately 9% since 1950. By the year 2020, the annual production of plastics had soared to an impressive 367 million tons (MT). 1 The plastic industry has experienced remarkable growth primarily due to the wide range of available plastics and their cost-effective production from petroleum. Plastics, known for their exceptional mechanical and barrier properties, possess low bulk density and inertness, making them highly desirable materials for numerous applications. A report in 2014 estimated that an astounding 311 MT of plastic were produced in a single year, representing 6% of the world’s oil production utilized as feedstock for polymer synthesis and packaging applications accounted for 26% of the total plastic volume, yet only a mere 5% of this plastic was recycled, resulting in an economic loss ranging from £62 to £92 billion. 2
Since then, researchers have faced difficulties in monitoring the production and disposal of plastics. In 2017, the initial worldwide evaluation of mass-produced plastics revealed alarming figures. It estimated that manufacturers had generated a staggering 8300 MT of virgin plastics, resulting in 6300 MT of plastic waste. Shockingly, only 9% of this waste was recycled, with 12% being incinerated, while the remaining portion accumulated in landfills or found its way into the environment. The scarcity of comprehensive data on plastic production and waste management highlights the challenges faced in understanding and addressing the global plastic pollution crisis.
3
Figure 1 illustrates the global production of non-fiber plastics encompasses various polymers, with polyethylene (PE), polypropylene (PP), polyvinylchloride (PVC), polyurethane (PUR), polyethylene terephthalate (PET), and polystyrene (PS) being the primary components. PE constitutes 36% of non-fiber plastic production, followed by PP at 21% and PVC at 12%. The remaining polymers, including PUR, PET, and PS, each account for less than 10% also bio-based less than 1%.
3
Prediction of future destinations of all plastics produced in 2020 by the year 2035 (excluding plastic fibers).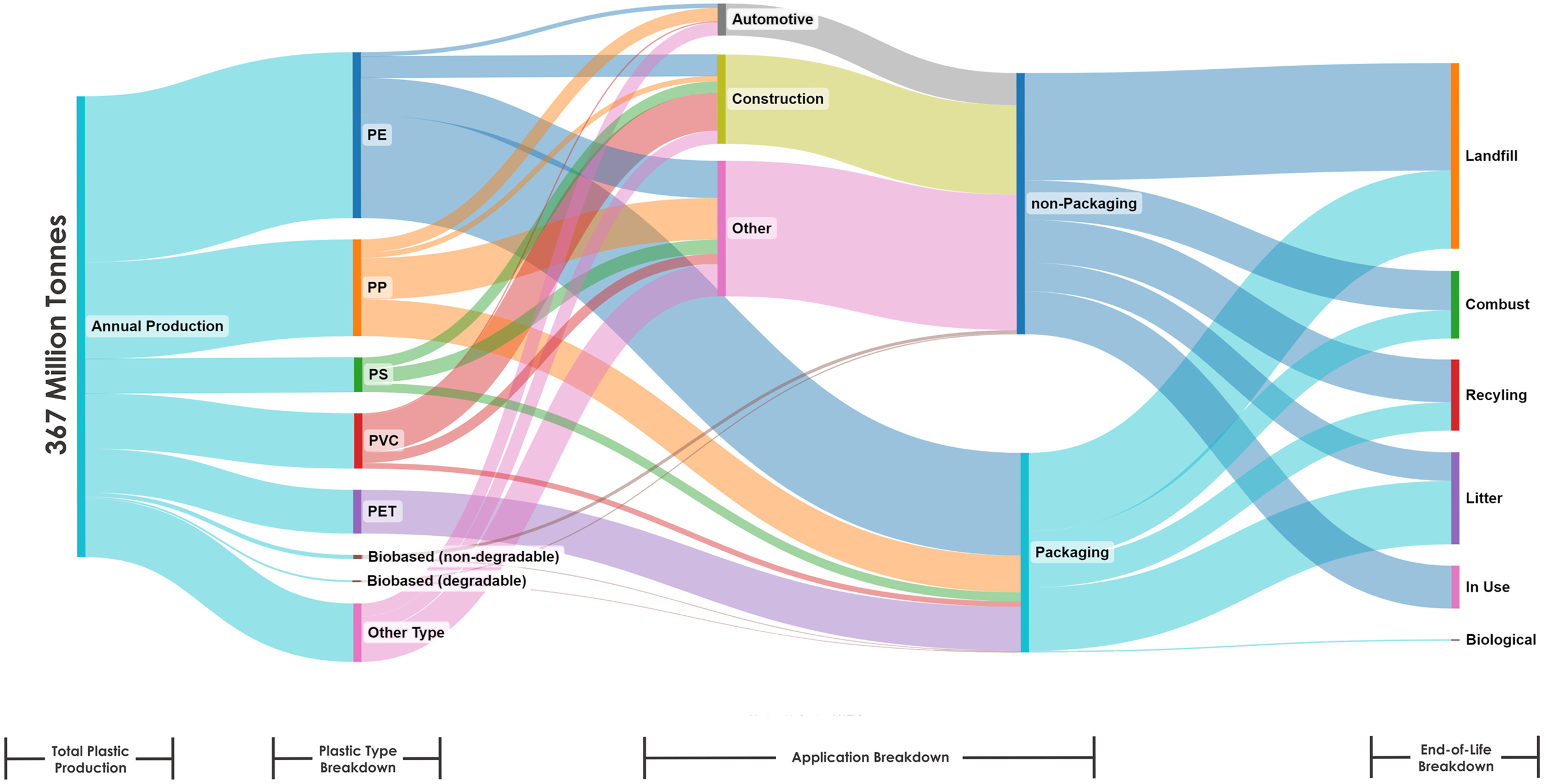
The breakdown of polymer types is based on Europe data,1,4 while the end-of-life destinations are estimated based on existing literature.1,3,5 Polyester, polyamide, and polyacrylic fibers dominate in fiber production, with PET contributing to 70% of this category. These six non-fiber polymers and fibers collectively represent approximately 92% of all plastics ever manufactured. Packaging applications are the largest consumer, utilizing 42% of non-fiber plastics, predominantly PP, PE, and PET. The building and construction sector comes next, consuming 31.69% of all PVC and 19% of total non-fiber plastics (see Figure 1). 3
The production of conventional plastics heavily relies on energy and petroleum resources, which are increasingly scarce. 6 In contrast, bioplastic production is characterized by low energy consumption, potentially reducing our dependence on oil. Moreover, bioplastic production generates minimal carbon emissions and can even achieve carbon neutrality due to the absorption of CO2 by the biomass components used in their production. Another advantage is that the utilization of natural materials in bioplastic production reduces the need to employ toxic substances associated with conventional plastic manufacturing. 7
This study represents a significant leap in the realm of bioplastic synthesis, pushing boundaries by incorporating cellulose from oil palm empty fruit bunches (OPEFB). The analysis’s prowess shines through its adept integration of reinforcement and plasticization agents, contributing to an innovative approach to enhance the mechanical properties of polymers. The successful exploration of OPEFB content as a means of augmenting these properties underscores the study’s commitment to advancing sustainable materials with practical applications. 8 Hence, delving into the incorporation of OPEFB into polymer combinations becomes an intriguing avenue for exploration.
The annual accumulation of oil palm empty fruit bunch (OPEFB) in Indonesia’s mills reaches around 11 million metric tons containing 38.73 ± 4.28% of cellulose, 19.55 ± 2.51% of hemicellulose, and 21.00 ± 6.19% of lignin.9,10 Traditionally, OPEFB is either incinerated, landfilled, or composted for organic fertilizer production. However, due to environmental concerns, burning OPEFB is prohibited. The use of lignocellulosic in bioplastic production offers a sustainable solution for a greener environment with a lower footprint. 11 Therefore, it is crucial to optimize the utilization of OPEFB to address these issues and simultaneously extract valuable resources from this abundant biomass.
Due to its high cellulose content, OPEFB shows significant potential as a raw material for cellulosic-derived products, including cellulose fiber,12,13 nano cellulose, 14 glucose, 15 xylitol and ethanol. 16 However, cellulose itself lacks plasticity, requiring modifications for its use in bioplastic production. Various derivatives of cellulose have been employed in bioplastic synthesis, such as cellulose nanocrystals (CNC),17,18 nanofiber cellulose (NFC), 19 cellulose acetate butyrate, 20 cellulose acetate, 21 bio-(PE, PP, PET), 22 and polylactic acid (PLA). 8 The incorporation of OPEFB’s cellulose derivatives into the biopolymer matrix aims to improve the overall performance of bioplastics for different applications.
Various investigations have explored the amalgamation of starch with bio-composite, natural fibers, and even ternary compositions involving cellulose, chitosan, sorbitol, and starch. A notable challenge yet to be addressed pertains to their inadequate robustness, wherein their performance exhibits significant variability in environmental conditions. This ranges from heightened fragility in arid settings to increased flexibility in excessively humid environments. Despite the abundance of literature on chitosan/fiber bio-composite films,23–29 there exists a research gap concerning the application of the response surface method to investigate the influence of cellulose isolated from OPEFB fibers and sorbitol on mechanical properties. This study, adopting a box Behnken experimental design, addresses this gap by systematically varying the compositions in the production of chitosan/fiber bio-composite films. The solution casting technique was employed for sheeting the film in the experiment.
This study seeks to enhance bioplastic composite formulations by employing Box-Behnken design. It specifically explores the use of oil palm empty fruit bunches’ cellulose, in conjunction with chitosan, sorbitol, and corn starch within the matrix. The overarching objective is to optimize the mechanical and sustainable characteristics of the resulting biocomposite material (see Figure 2). Graphical sequence of bioplastic film production.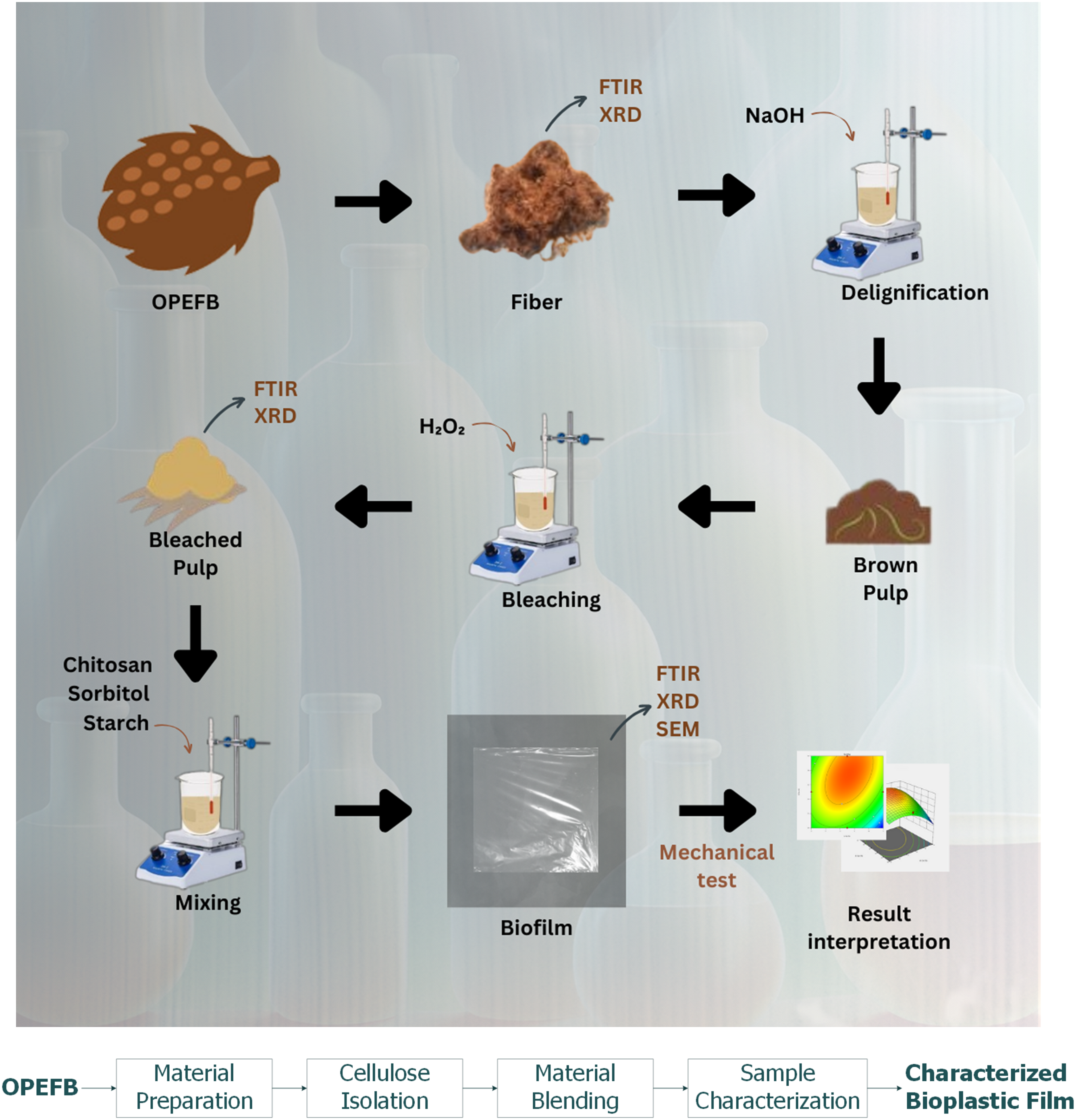
Methodology
This research focuses on the development of bioplastic film production utilizing oil palm empty fruit bunch (OPEFB) microcellulose as the filler through the solution casting method. The bioplastic films were created by incorporating corn starch as a matrix, chitosan, and sorbitol as a plasticizer and film-forming agents. The primary objective of this study was to determine the optimal composition for constructing bioplastic films from cellulose by incorporating chitosan, sorbitol, and corn starch statistically using the Box Behnken experiment design.
Material and method
This study utilized empty fruit bunches obtained from Rokan Hulu, Riau. The materials employed in this research included 12% NaOH (Sigma-Aldrich) solution, 10% H2O2 (Sigma-Aldrich) solution, sorbitol (Sigma-Aldrich), chitosan (Sigma-Aldrich), corn starch (Cargill), distilled water (Hatenboer-Water), glacial acetic acid (Sigma-Aldrich), and mold-release wax. Figure 2 illustrates bioplastic film production which involves five stages.
Material preparation
The preparation of oil palm empty fruit bunch (OPEFB) fiber involves several steps. Initially, the fiber was dried for approximately 7 days to reduce the moisture content. Subsequently, the fibers were cleansed of impurities using a water faucet. Following the cleansing process, the fiber was further dried in an oven at 90°C for 24 h then reduced to sizes ranging from 1 to 2 cm, facilitating the milling process. Finally, the fine OPEFB fiber were separated by passing them through a 60-mesh sieve. 30
Cellulose isolation
In the initial, 50 g of dried oil palm empty fruit bunch (OPEFB) fiber underwent delignification using a 12% (w/v) NaOH solution. The process took place for 3 h at temperatures between 90 and 95°C.31,32 The resulting delignified solution was filtered, leading to the creation of brown pulp. This delignated cellulose underwent a bleaching step with 10% H2O2 (v/v) twice for 90 min each between 80 and 90°C to reach the bleached pulp (less lignin cellulose). 33 Afterwards, the cellulose was neutralized with distilled water and dried at 105°C for 6 h to achieve a low water content.
Bioplastic film blending and printing
The bioplastic film production method employed in this study is solution casting, a process in which a solution is poured onto a non-adhesive flat surface (mold) and allowed to evaporate until the solvent completely dissipates. The bioplastic film material should be prepared before they are blended, chitosan was dissolved in a 1% acetic acid solution (50 mL) and stirred vigorously at 100 r/min for 30 min. Simultaneously, corn starch was dispersed in 50 mL of distilled water and heated at 80°C for 30 min to achieve gelatinization. Both solutions were then mixed while adding cellulose to the mixture, which was stirred for an additional 30 min at 70 °C–80 °C. Sorbitol was subsequently added, and the solution was thoroughly blended for a half hour to ensure homogeneity by applying ultrasonication. 34 Ultrasonication has been observed to enhance the mechanical properties, water resistance, and film formation of bioplastic materials. This treatment facilitates the uniform dispersion of fibers within the starch matrix, resulting in improved material homogeneity. By subjecting the bioplastic mixture to ultrasonic waves, the fibers were effectively dispersed and integrated, leading to enhance structural integrity and improving overall performance. 35
Once the solution was homogeneously prepared, it was printed onto a cleaned plate coated with mold-release wax using a compact tape casting coater (see Figure 3). The coated plate with the solution was then dried in an oven at 50 °C–55 °C for 90 min, resulting in a bioplastic film with a thickness ranging from 0.1 to 0.5 mm. Subsequently, the bioplastic film was cured at 40°C for 6 h in an oven. After the solution was completely dried and solidified, the film was carefully peeled from the flat plate under ambient conditions. Bioplastic film printing through casting coater.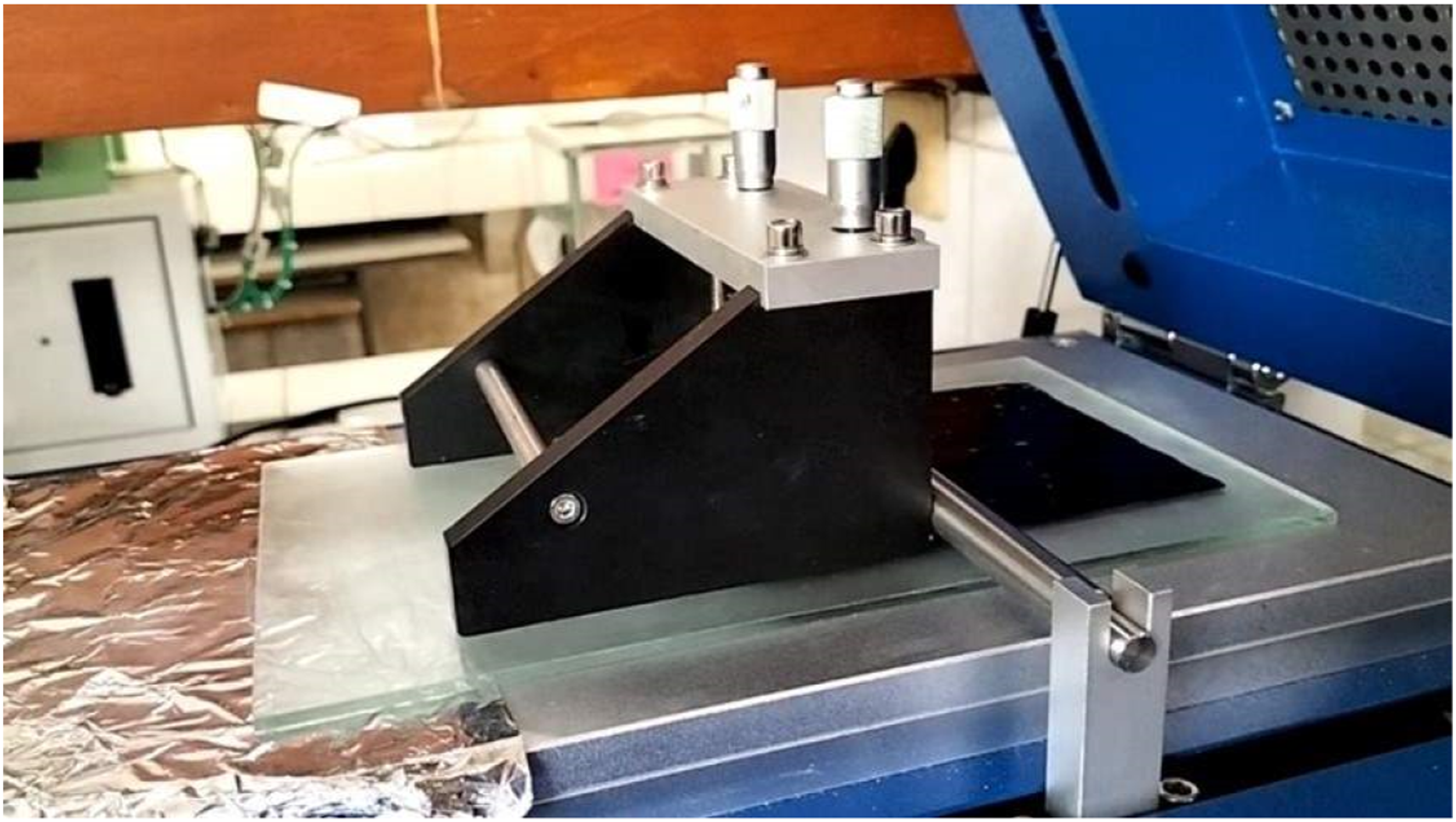
Sample characterization
Qualitative characterization of microcellulose content involved advanced analytical techniques. X-ray diffraction (Shimadzu type 600) was employed to determine the crystallinity size of cellulose. Fourier Transform Infrared Spectrophotometer (Shimadzu type FT-IR8201 PC) was utilized to identify functional groups based on the bonds present in cellulose. 36 Fourier transform infrared spectroscopy (FTIR) analysis was conducted to assess the reduction of lignin in cellulose following the delignification process with a scan between 600–4000 cm−1. 37 Scanning electron microscopy (SEM) with an attached Energy Dispersive X-ray spectrometer (EDS) was employed to visualize the morphology of both untreated and treated oil palm empty fruit bunch (OPEFB) samples and detect any elemental distribution on the corn starch surface. 38 These analytical techniques provide valuable insights into the chemical composition, structure, and surface properties of cellulose and its derivatives, aiding in the characterization and evaluation of cellulose-based materials.
Method analysis
Design of experiment
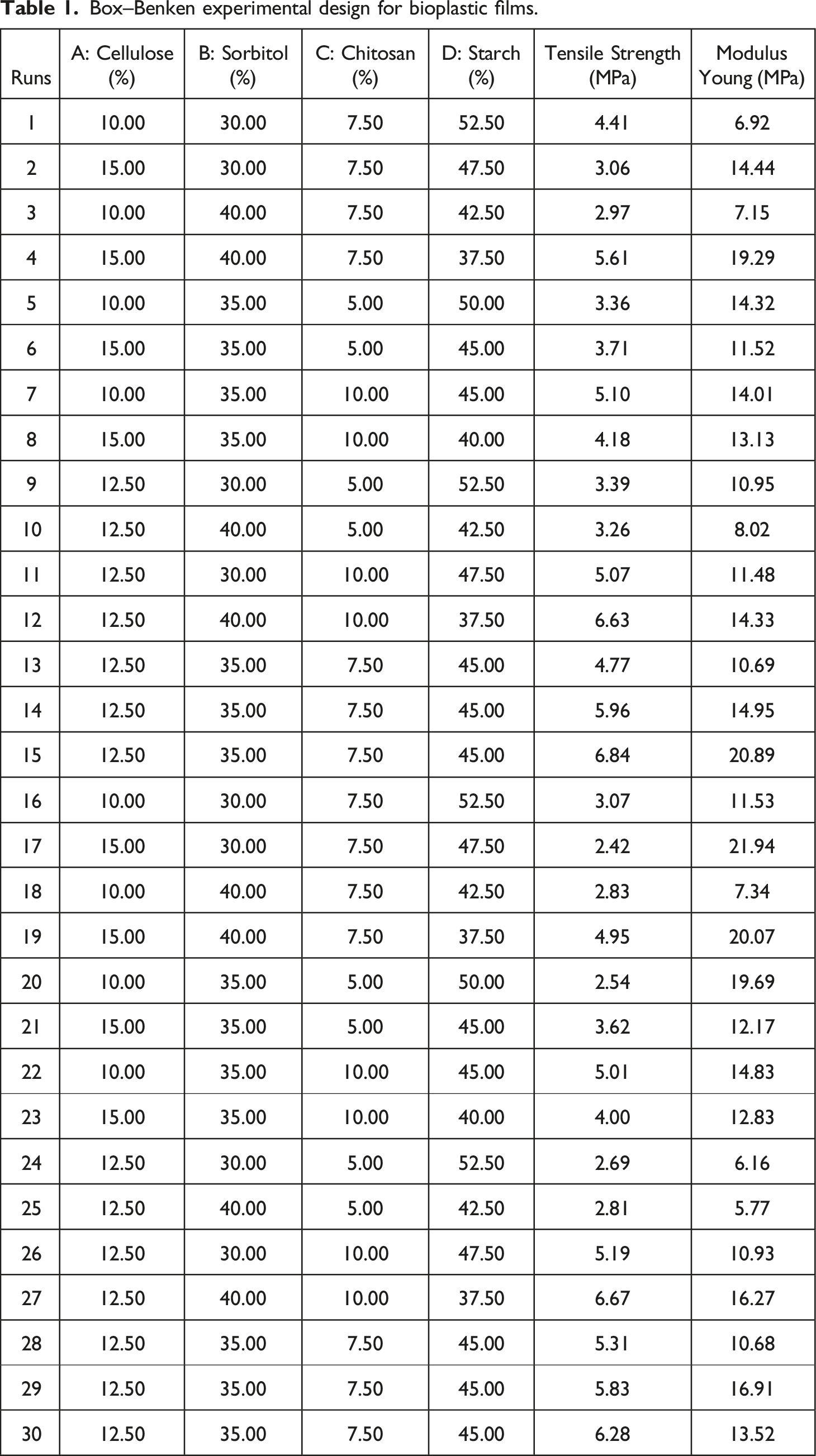
Box–Benken experimental design for bioplastic films.
Mechanical test
This study aimed to evaluate the mechanical properties of the bioplastic films: tensile strength, elongation at break, and Young’s modulus. Elongation at break refers to the capacity of a bioplastic film to stretch until it reaches its breaking point, reflecting its flexibility and stretchability. The measurement aligned with the standard procedures outlined by ASTM 638–14.
41
The bioplastic film sample was cut according to the specified dimensions and securely clamped onto grips within an autograph. The autograph automatically recorded the difference in elongation (ΔL) of the film. This parameter mathematically represented by .
Tensile strength represents the maximum force that a bioplastic film can withstand before breaking. A tensile strength test was conducted to evaluate the bioplastic film’s ability to resist vertical loads or forces until failure. Similar to the elongation test, the bioplastic film sample followed the ASTM 638–14 standard.
41
Both ends of the sample were clamped, and the initial length was recorded. The length was then measured again after applying the specified load. Equation (2) demonstrates the expression for tensile strength calculation.
The data obtained from the tensile strength and elongation tests were analyzed by dividing the tensile strength value by the elongation value. This ratio represents the relationship between stress and strain in the bioplastic film and was mathematically shown in equation (3). This parameter provides insights into the bioplastic film’s mechanical behavior under load, reflecting its ability to withstand deformation and elongation before rupture.
By employing these standardized testing procedures and mathematical representations, a comprehensive understanding of the bioplastic film’s elongation at break, tensile strength, and the relationship between stress and strain can be obtained. These parameters play a crucial role in characterizing the mechanical properties and performance of the bioplastic film, facilitating further research and development of bioplastics with desired properties for various applications.
Results and discussion
The cellulose isolation process successfully yielded between 30% and 40% by weight of oil palm empty fruit bunch (OPEFB) on a dry basis, boasting an impressive alpha-cellulose content of 80.0% cellulose following ASTM D1103-60 standards.
42
Figure 4 shows the bioplastic films produced. Notably, OPEFB is a valuable agricultural residue from oil palm cultivation, and its efficient utilization for cellulose extraction showcases the potential for sustainable resource utilization in the palm oil industry. Optical photograph results of bioplastics film (non-replicate).
Fourier transform infrared spectroscopy
The infrared spectroscopy analysis of lignin within Oil Palm Empty Fruit Bunch (OPEFB) fibers reveals significant insights into structural changes induced by chemical treatments. Figure 5(a) illustrates the FTIR spectra of both untreated OPEFB fibers and microcellulose fibers, providing essential insights into their structural changes. FTIR spectra (a) and overlapping (b) of OPEFB, Cellulose, and Bioplastic film.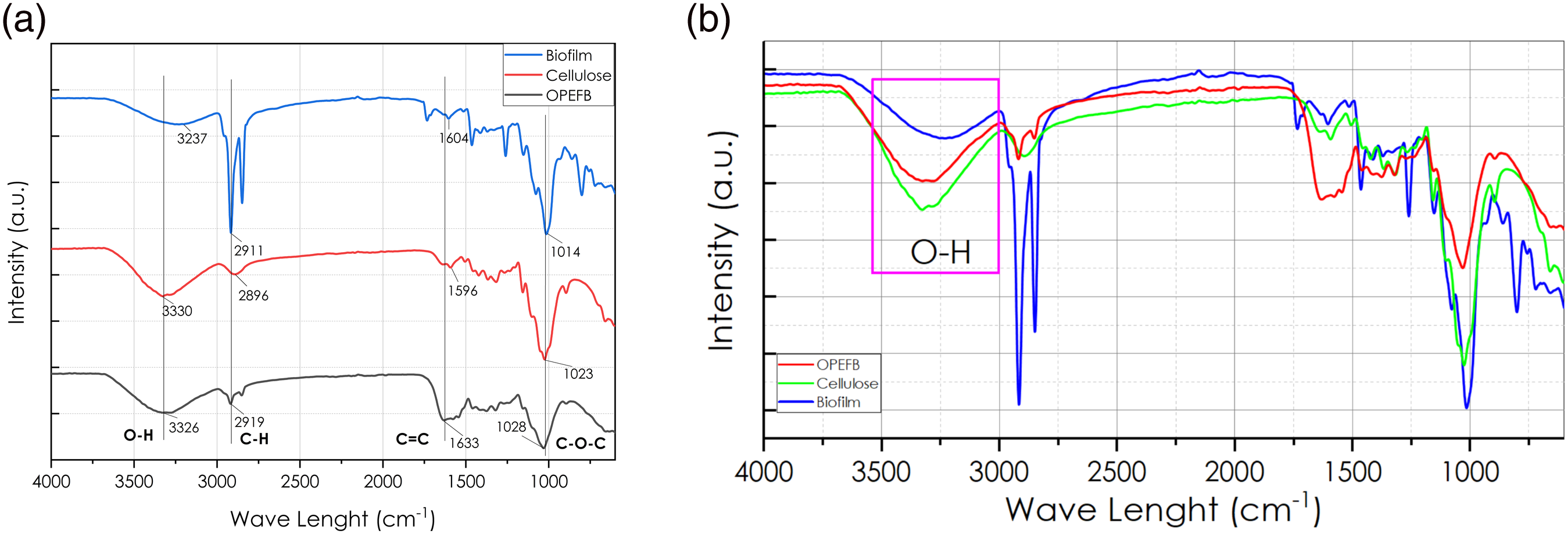
In Figure 5(a), both untreated and treated fibers exhibit distinct absorption regions: one between 500–1750 cm−1 and the other between 2800–3500 cm−1. This finding aligns with the research conducted reinforcing the consistency of our observations. 43 In the OPEFB fiber, characteristic vibrational peaks are observed at 1604 cm−1, attributable to C = C stretching in carboxyl groups, and at 1604 cm−1, arising from benzene ring C = C bonds. 44 Additional features include a distinctive peak of 1028 cm−1, associated with C–O–C stretching in aryl-alkyl ether. 45 Remarkably, after subjecting the OPEFB fibers to sodium hydroxide treatment followed by acid hydrolysis, C = C peak vanish from the spectra and vice versa to C–O–C peak. This disappearance underscores the effective removal of lignin, as these treatments are renowned for their lignin extraction capabilities, offering valuable insights into lignocellulosic biomass modification.
In the infra-red spectrum analysis of the delignification process, the presence of hydroxyl groups (O-H) was observed in the absorption area at 3330 cm−1. The spectrum indicated that the O–H vibrations exhibited a strong and well-defined intensity. Additionally, the absorption at 2896 cm−1 corresponded to the stretching vibrations of aliphatic groups (C-H) present in the lignin structure. 46 Alterations observed in the distinctive spectral bands signal the physical blending of two or more substances, revealing chemical interactions. The FTIR results revealed that plasticized films exhibited spectra closely resembling the control film, aligning with an earlier study, 47 which attributed this similarity to shared functional groups between starch and the plasticizers employed.
An increase in the intensities of absorption peaks was noted in both pure starch-based and chitosan-reinforced starch-based bioplastic films relative to that of the corn starch and the chitosan powders as illustrated in the inset of Figure 5(b). This resulted from the overlapping of chemical bonds, indicating the presence of strong interaction between the molecules of different material components such as starch, chitosan and sorbitol.
X-ray diffraction
Figure 6 shows the X-ray diffraction patterns of the oil palm empty fruit bunch (OPEFB) bulk, cellulose bulk, and bioplastic film. Both fibers and film had diffraction peaks at around 2θ = 22.2° and 2θ = 20.8°, representing the presence of crystalline (in microcellulose) and amorphous (in OPEFB) structure, respectively. The crystallinity index of OPEFB fiber was 13.6% while that of microcellulose fiber was 25.5%. X-ray diffraction patterns of OPEFB, cellulose, and bioplastic film.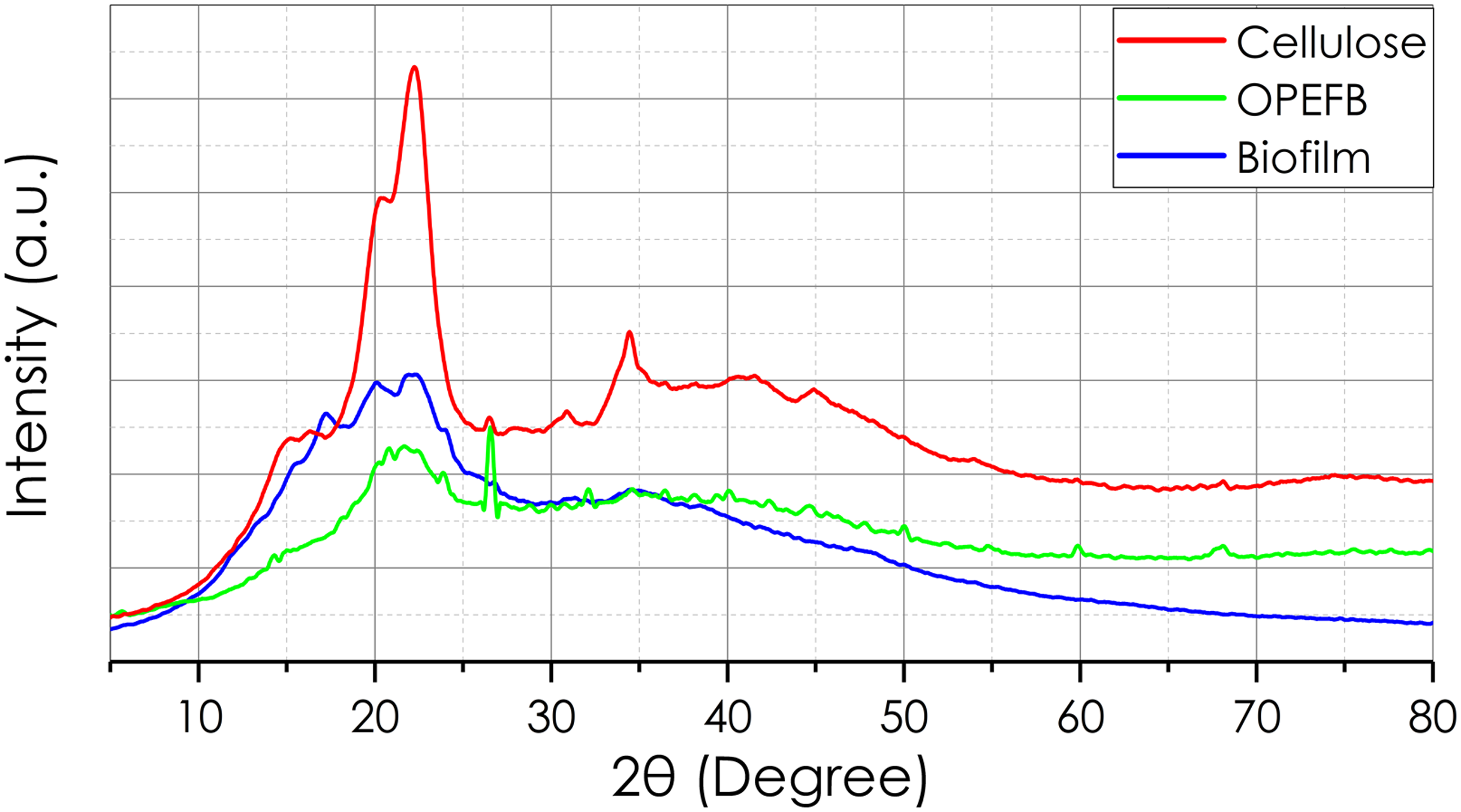
In contrast to Rosli et al.’s study, 48 this research demonstrates that cellulose derived from OPEFB fiber exhibits weakened crystallinity, surpassing 40%. 48 This divergence occurred because they employed a hydrolysis process with sulfuric acid. Wherein sulfuric acid cleaved glycosidic bonds within the amorphous region, facilitating the release of individual crystallites. The weakened crystallinity observed in the current study suggests the efficacy of the hydrolysis process, emphasizing the role of sulfuric acid in selectively targeting the amorphous areas, thereby enhancing the overall structural integrity and crystalline characteristics of cellulose derived from OPEFB fiber.49,50
Meanwhile, based on Figure 6, the crystallinity index of bioplastic film was 22.2%. It has been shown that the presence of cellulose fibers in blend film essentially elevated the crystallinity of the bioplastic film. The crystalline regions of the films behave as barriers and any change in crystallinity may affect the final properties of the bioplastic film, a higher degree of crystallinity than blend film, a higher water resistance would be expected and higher tensile strength.46,51
Scanning electron microscopy
The fracture mechanism of bioplastic films was meticulously examined using Scanning Electron Microscopy (SEM) with Energy-Dispersive X-ray Spectroscopy (EDX). Figure 7 shows the SEM images, which reveal the surface characteristics of the fabricated films. A noteworthy observation from these images is the homogeneous dispersion of the filler components, namely chitosan and microcellulose, within the corn starch matrix. This uniform distribution and firm bonding result in a surface that is relatively smooth. Micrographs of SEM reveal the surface microstructure of the bioplastic film (V4).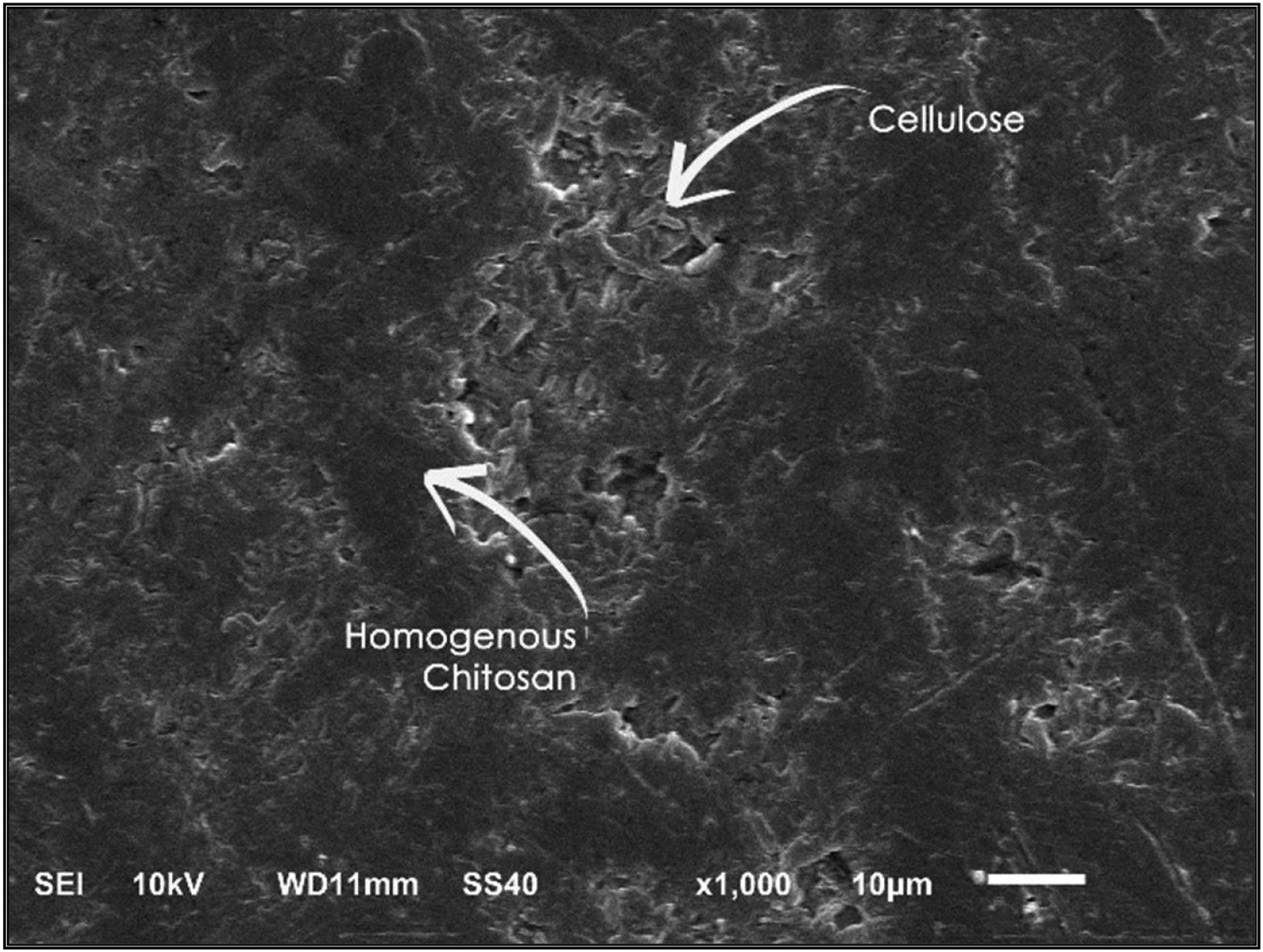
The structural formulation of these bioplastic films can be linked to their enhanced mechanical properties, specifically their tensile strength and Young’s modulus. The incorporation of chitosan and microcellulose into the bioplastic matrix is not merely a filler, it plays a crucial role in the overall mechanical performance of the films. These components may form an interlocking structure within the matrix, which could induce a higher strain on the material. This interlocking structure enhances the material’s ability to withstand higher loads. Despite its increased dimensions, microcellulose demonstrates the capacity to generate biofilms characterized by elevated specific surface area, superior elastic modulus, heightened thermal conductivity, reduced mass, commendable biodegradability, and outstanding barrier properties, thereby affirming its multifaceted utility in diverse applications. 52
Consequently, this leads to an increase in both the strength and Young’s modulus of the bioplastic films. Therefore, the strategic loading of chitosan and microcellulose fillers within the corn starch matrix not only contributes to a smoother surface but also significantly improves the mechanical properties of the resulting bioplastic films.
Optimization of bioplastic and filler for fabrications of bioplastic films
The investigation employed the Design Expert software, utilizing the Box–Behnken experimental design framework. The study encompassed four independent variables: cellulose (Cel) within the range of (10 – 15) wt.%, sorbitol (Sor) spanning (30 – 40) wt.%, chitosan (Chi) fluctuating between (5 – 10) wt.%, and corn starch (by different). Tensile strength and Young’s modulus of elasticity served as the designated response variables. Employing three center points per block, the Design Expert software generated a total of 30 experimental runs (single replicate), as detailed in Table 1.
The outcomes derived from the study were subsequently employed to derive optimal equations (refer to equations (4) and (5)), delineating the interdependence between the tensile strength and Young’s modulus of the bioplastic films and their diverse components.
ANOVA for ultimate tensile strength and Young’s modulus of bioplastic films.
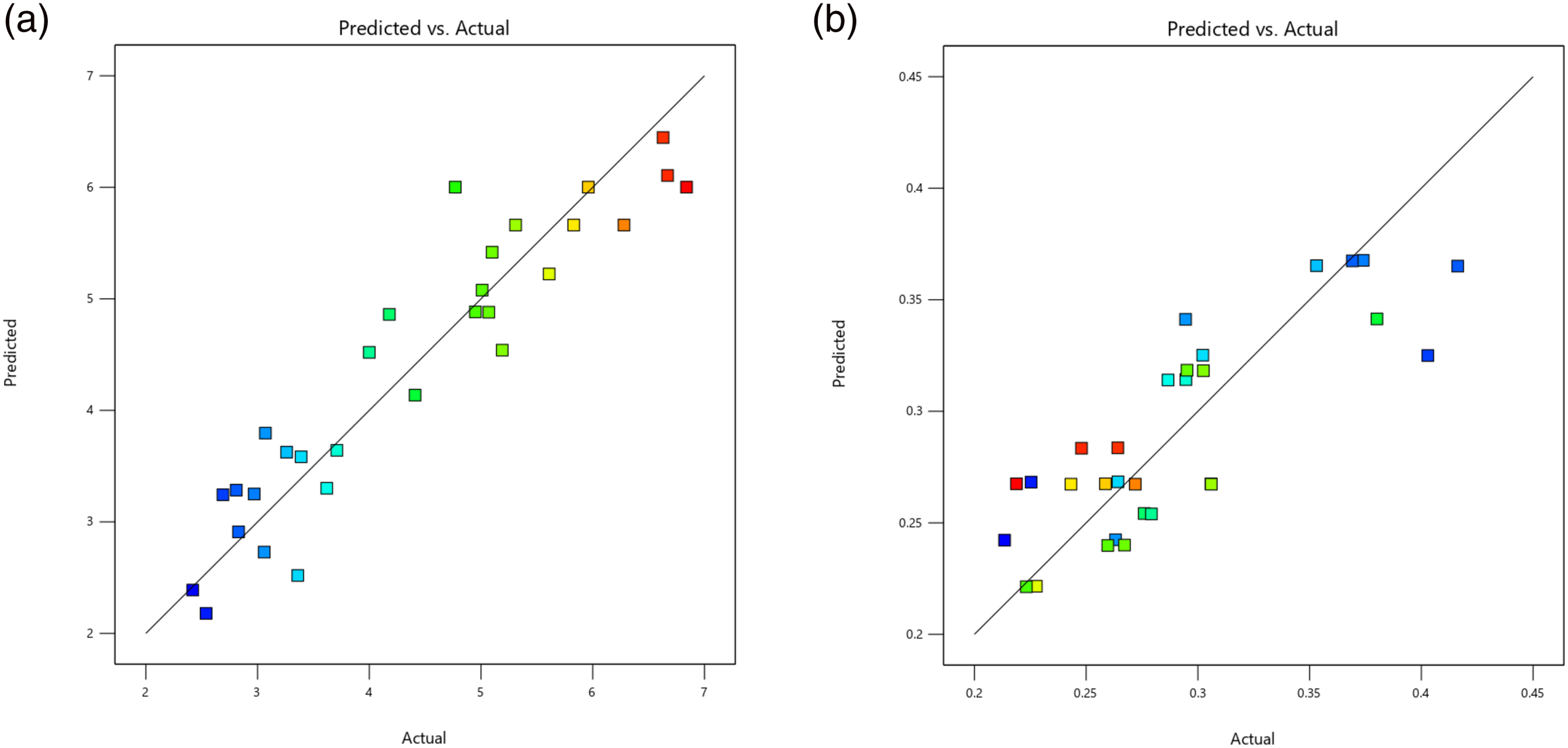
Predicted versus actual values of tensile strength (a); Young’s modulus (b).
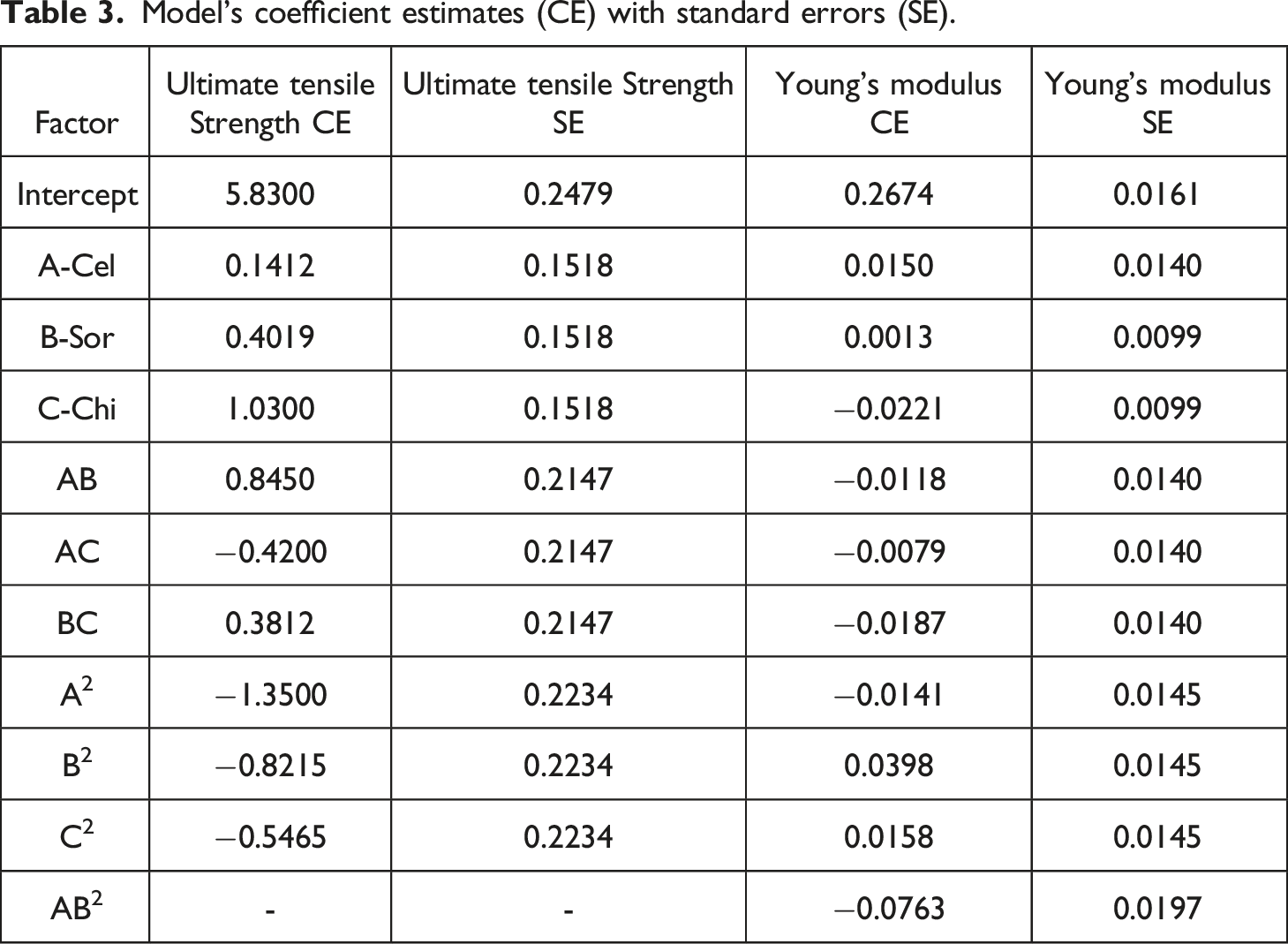
Model’s coefficient estimates (CE) with standard errors (SE).


The influence of variables on tensile strength and Young’s modulus
The scrutinization of the intricate interplay between cellulose, sorbitol, and chitosan on a starch (matrix) in the design of bioplastic films revealed a notable interaction effect on mechanical properties. Figures 9(a) and 10(a) depict the impact of cellulose and sorbitol concentrations on tensile strength and Young’s modulus, respectively. At a lower loading concentration of 12.5 wt% cellulose, 35 wt% sorbitol, and 45 wt% of starch, a remarkable tensile strength of 6.84 MPa was achieved, showcasing an optimal combination for enhanced mechanical properties. The 3D surface and contour plot of tensile strength as a function of cellulose, sorbitol, and chitosan concentrations: Combine influences of sorbitol and cellulose (a); chitosan and cellulose (b); chitosan and sorbitol (c). The 3D surface and contour plot of Young’s modulus as a function of cellulose, sorbitol, and chitosan concentrations: Combine influences of sorbitol and cellulose (a); chitosan and cellulose (b); chitosan and sorbitol (c).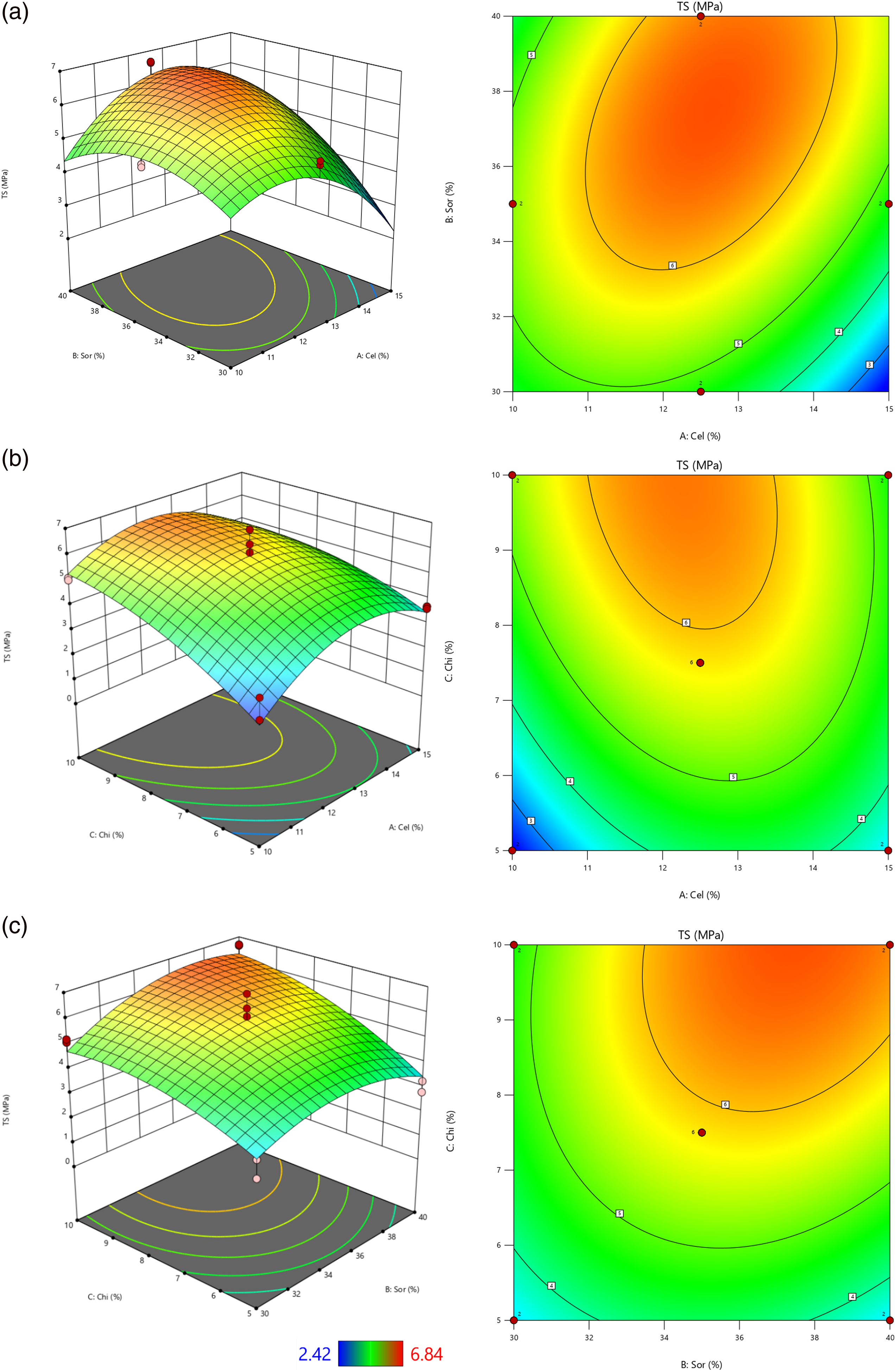
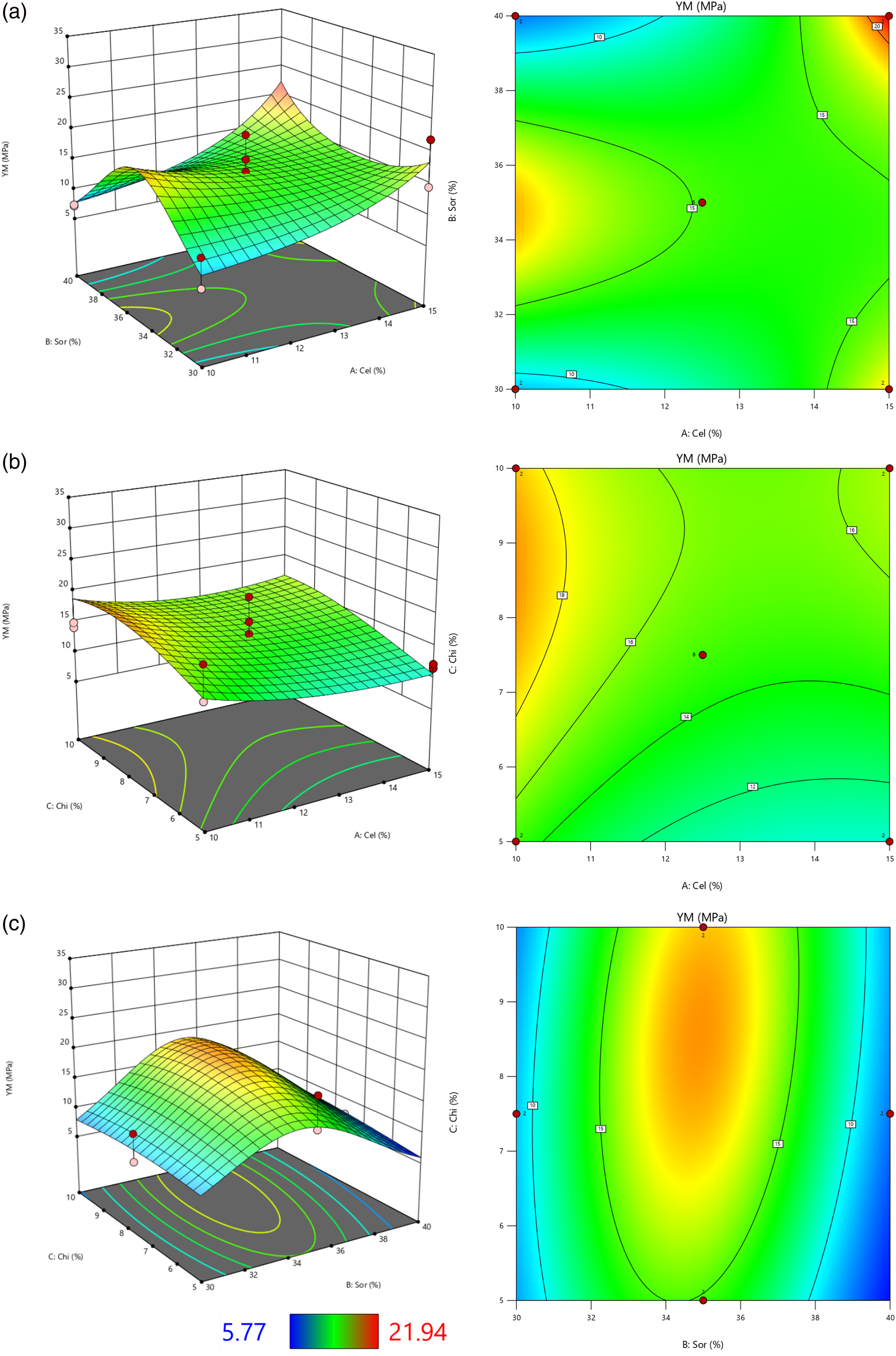
Intriguingly, Figure 10(a) illustrates a consistent trend for Young’s Modulus, with the loading of 15 wt% cellulose and 30 wt% sorbitol on 47.5 wt% of starch yielding a maximum Young’s modulus of 21.94 MPa. This observation highlights the delicate balance required in the composition to achieve superior mechanical performance. The decline in tensile strength beyond 12.5 wt% cellulose loading can be attributed to microparticle aggregation and the cumulative loading impact of other components, resulting in a weakened structure and diminished tensile strength. 53
Expanding the investigation to the synergistic influence of cellulose and chitosan (derived from shrimp shells) on mechanical attributes, Figures 9(b) and 10(b) unveil intriguing insights. A discernible enhancement in tensile strength is observed with a judicious loading of 12.5 wt% cellulose and 7.5 wt% chitosan on 45 wt% of starch, emphasizing the efficacy of moderate microparticle loading.
Interestingly, achieving superior Young’s modulus necessitated a higher cellulose loading (15 wt%), underscoring the nuanced relationship between composition and its mechanical properties. The carbon-based nature of both cellulose and chitosan, with inherent catenation capabilities, rationalizes their observed performance. These additives facilitate chemical linkage, creating robust atomic chains and reinforcing bonds, thereby augmenting the film’s re silience to external tensile forces. 53 Moreover, the improved mechanical strength and stiffness can be attributed to the compatibility of these reinforcements, elucidating a cohesive interplay between cellulose and chitosan within the matrix (starch). This intricate synergy contributes to the overall structural integrity of the bioplastic film, enhancing its resistance to mechanical stresses.
The interactive influence of sorbitol and chitosan on the composition of bioplastic films illustrated in Figures 9(c) and 10(c). Optimal tensile properties were observed with a 35 wt% sorbitol and 7.5 wt% chitosan loading, while the highest Young’s modulus was attained at 30 wt% sorbitol and 7.5 wt% chitosan on 45 wt% starch. This observed pattern closely aligns with the trends delineated in Figures 9(b) and 10(b). The introduction of chitosan, concomitant with the incorporation of sorbitol at its intermediate level, yields optimal tensile strength.
In the context of these findings, it is crucial to underscore the additional influence of corn starch addition on the mechanical properties of each variation. Corn starch, as a key component, introduces unique characteristics that further contribute to the overall performance of the bioplastic film. Careful consideration and analysis of corn starch’s impact will provide a comprehensive understanding of the multifaceted relationships within the designed bioplastic system, ultimately guiding the optimization of mechanical properties for diverse applications.
Conclusion
In conclusion, the successful development of bioplastic films from oil palm empty fruit bunch cellulose was accomplished through the application of the solution casting method. This investigation delved into the formulation models for crafting bioplastic films with optimal ultimate tensile strength and Young’s modulus. Through the scrutiny of microcellulose, sorbitol, and chitosan concentrations (cellulose: 10 – 15 wt%, sorbitol: 30 – 40 wt%, chitosan: 5 – 10 wt%) on corn starch as by different, we observed heightened mechanical properties resulting from the collaborative integration of each component into corn starch. The resultant bioplastic films exhibit outstanding characteristics, boasting a superior 6.84 MPa of tensile strength and 21.94 MPa of Young’s Modulus. This marks a significant advancement in the realm of sustainable bioplastic materials.
Footnotes
Acknowledgments
The author(s) would like to express their sincere gratitude to the Undergraduate Study Program of Chemical Engineering Universitas Sebelas Maret for invaluable support and guidance throughout the completion of this research. Their contributions have been instrumental in the success of this work. The authors are grateful to the Capacity Building Research Group LPPM Universitas Sebelas Maret: 228/UN27.22/PT.01.03/2023 for funding this research
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Universitas Sebelas Maret; 228/UN27.22/PT.01.03/2023.