
Abstract
The utilization of natural fibers in polymer biocomposites is on the rise owing to their ready availability, lightweight nature, excellent mechanical strength and eco-friendly characteristics. In this study, a solution casting method was performed to synthesize biodegradable composite films based on polyvinyl alcohol (PVA) with 10 to 30% polyethylene glycol loading (PEG, matrix) and 10% untreated or alkali treated coir fiber (reinforcement). SEM, FTIR, XRD, mechanical properties and contact angle studies were used to examine how the alkaline treatment affected the structure and characteristics of the synthesized films. Alkali treatment on coir fiber removed hemicellulose, lignin, and pectin and significantly improved its crystalline nature from 38.3% to 69.5%, confirmed by the XRD test. Adding 10 wt% polyethylene glycol with alkali treated coir fibers attained the highest tensile strength which was 38.6% greater than untreated coir fiber and demonstrated the best reinforcing effects of treated coir on these biocomposite films. According to our research, coir fiber’s alkali treatment considerably enhances its ability to interact with polyvinyl alcohol polymer and polyethylene glycol polymer blends, making it possible to fabricate composite films with improved mechanical properties.
Introduction
An increase in plastic waste generated by the modern-day human beings has led researchers to develop natural fiber-reinforced polymer composites. 1 While synthetic fiber-based polymer composites possess good mechanical properties. These fibers have a significantly negative impact on the surroundings due to their hazardous nature, non-biodegradability, waste generation. In contrast, natural fiber bio-based polymer composites are environmentally friendly, low-cost, lightweight, non-toxic and recyclable. 2 Various natural fibers, including ramie, coir, hemp, jute, banana leaf fiber, consist of cellulose, hemicellulose, lignin, pectin, wax.3–5
Adeniyi AG et al. 6 reported the coir fiber consists of cellulose (36%–43%), lignin (41%–45%) and hemicellulose (0.2%) and due to the high lignin content, it is durable, relatively water resistant and can be chemically modified. Coir is the seed-hair fiber obtained from the exterior covering or husk of the coconut. 7 Its cross-section has 30-300 cells on average. Crystalline cellulose is arranged helically in a matrix to form coir cells. There is also a noncrystalline cellulose-lignin complex. 8
Moreover, it has high durability, low cost and outstanding biodegradability with many more advantages than other natural fibers. Coir has a higher extension at break than the other natural fibers. This property allows it to absorb strain more than other natural fibers. However, a disadvantage is that coir has a relatively high moisture intake, resulting in inadequate interfacial bonding with water-resistant matrix polymers. 9 India and Sri Lanka are the leading exporters of coconut fibers accompanied by Thailand, Vietnam, Philippines and Indonesia. Around 5,00,000 tonnes of coconut fibers are produced annually worldwide with India and Sri Lanka being the main producers, according to the official Web site of the International Year for Natural Fibers 2009. More than 90 countries grow coconuts. The Philippines, Indonesia, India and Sri Lanka produce around 78% of the global supply.10,11
Pretreatment is an essential step in transforming cellulose. The main objective is to remove the noncellulosic components by breaking the lignin seal. Silane treatment, acetylation treatment, isocyanate treatment, benzoylation treatment, alkaline treatment, and permanganate treatment are some treatment techniques. Alkali treatment is regarded as a potential pretreatment technique that modifies the structural characteristics, such as crystallinity and availability of the fiber surface area, which enables its compatibility with the matrix material to make the biocomposite film. The most common alkaline treatment uses sodium hydroxide (NaOH).12,13
Among available biodegradable polymers such as polyhydroxyalkanoates,
14
polyvinyl alcohol (PVA),
15
polylactic acid (PLA),
16
polyhydroxy butyrate (PHB
Polyvinyl alcohol has strong hydrogen bonding, high mechanical properties, significant film-forming ability, excellent thermostability, physical properties, non-toxic and high crystallinity.26–28 Due to strong hydrogen bonding, it reacts efficiently with the hydrophilic surfaces of the biomaterials and is processed with suitable combinations with cellulosic and nanocrystalline cellulosic materials to synthesize biocomposites. 29 Owing to excellent properties, PVA composite films have many applications in food packaging, pharmaceutical packaging and biodegradable packaging.30,31 PVA composite films are often used in food packaging due to their excellent barrier properties against oxygen and carbon dioxide, which help to preserve food freshness. In pharmaceutical packaging, due to their non-toxicity and biocompatibility, are used to package drugs, 32 especially those that need to be delivered at a controlled rate. PVA composite films are ideal for creating biodegradable packaging materials.
Polyvinyl alcohol has been chosen as a thermoplastic for developing blends 33 and composites with polyethylene glycol (PEG), chitosan, starch, alginate, and tara gum and different compositions of various polymer blends which have resulted in the desired properties of the material. 34 Polyethylene glycol (PEG) has a strong plasticization effect on PVA. Therefore, the PVA properties can be improved by blending with PEG. 35 Due to its high affinity for cellulose fibers, PEG functions as a binding mediator to encourage effective contact with the reinforcing material and polymer matrix. 36 According to Falqi FH et al., 37 making films was not possible at greater than 40% PEG in the PVA/PEG blend due to phase separation. Faradilla RF et al. 38 showed that the PEG molecular weight significantly affected the properties of banana pseudostem nanocellulose films.
This study investigates, how 5% NaOH treatment affects the coir fiber (reinforcement) with polyvinyl alcohol and polyethylene glycol polymer blends (matrix). The morphology, crystallinity and mechanical properties of alkali-treated coir composite films with various PEG were examined and compared with composite films synthesized with untreated coir fibers with PEG from 10 to 30%.
Experimental Methods
Materials and chemicals
Coir was collected from the fibrous husk of the coconut procured from local suppliers near the Durga Kund temple, Varanasi, Uttar Pradesh, India. Polyvinyl alcohol was from HiMedia, 86%–89% hydrolyzed and polyethylene glycol with a 6000 average molecular weight, both procured from Merck. Laboratory-grade sodium hydroxide was purchased from “Indiamart” in pellet form and distilled water required for this research work was generated in our research laboratory through a distilled water unit.
Isolation of cellulose fibers
In this process, coir fiber was cut and washed with distilled water. The coir fibers were exposed to sunlight for 4 to 8 days to dry completely. To remove residual moisture, the fibers were further dried in an oven, at 60°C for 24 h. The dried coir fibers were crushed with a Wiley mill. Crushed coir fibers obtained from the Wiley mill were powdered with a grinder (Philips HL7536/01-500 W) and sieved through a 120 mesh sieve to get the untreated coir fiber.
Pretreatment (Alkali) of coir fibers
Powdered coir fibers (25 g) were immersed in 500 mL of 5% (w/v) sodium hydroxide (NaOH) solution and heated on a magnetic stirrer for 45 min at 80°C and 250 r/min. Then, vacuum filtration was used to wash the coir fibers with distilled water until a pH 7 was achieved. After being washed, coir fibers were completely dried in a 60°C oven. Treated coir fibers that had been dried further were powdered with the grinder (Philips HL7536/01-500 W) and sieved through 120 mesh sieves. Figure 1 shows the alkali treatment process. Process diagram illustrating the alkali treatment of coir fiber.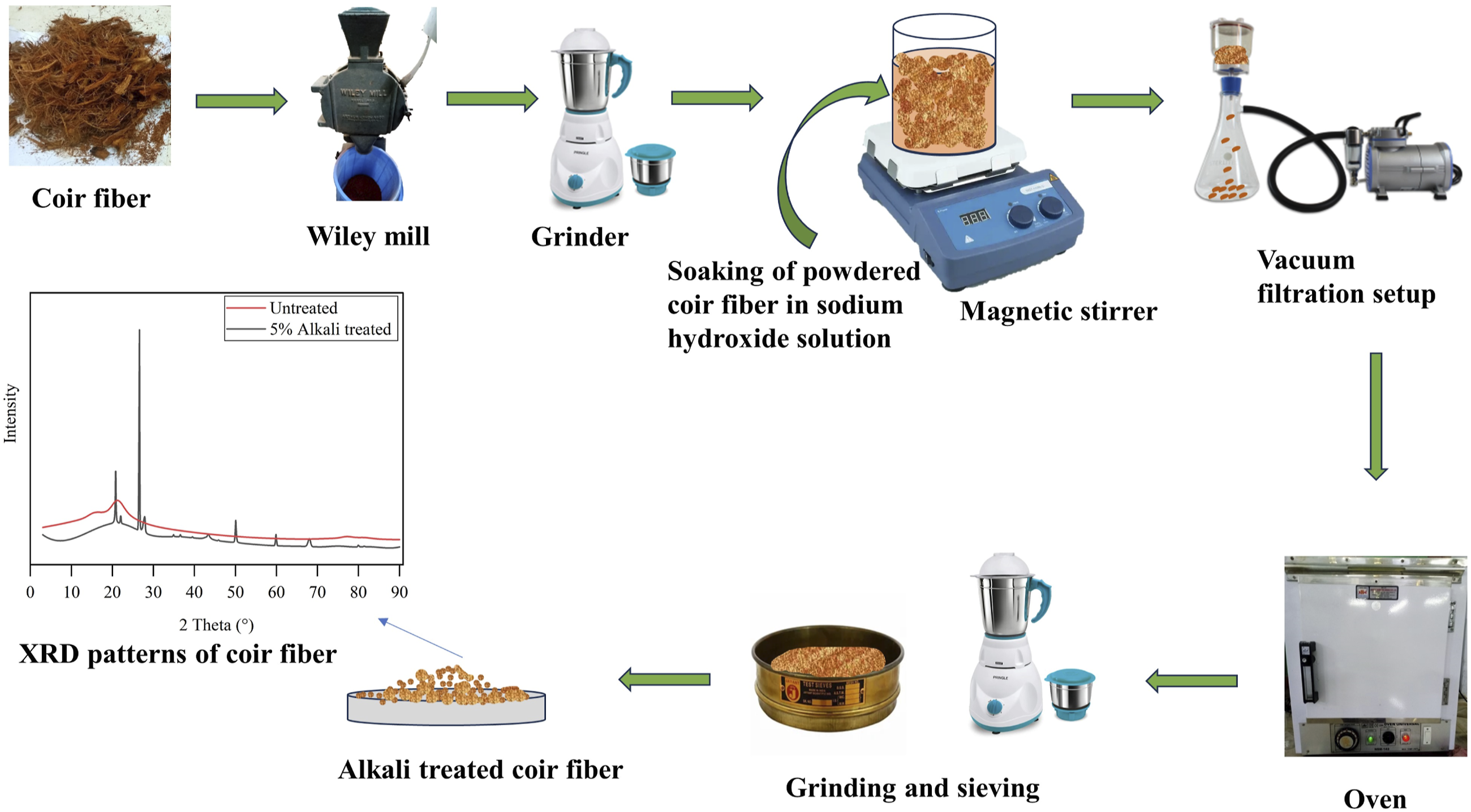
Fabrication of biocomposite films
Sample formulations of biocomposite films.
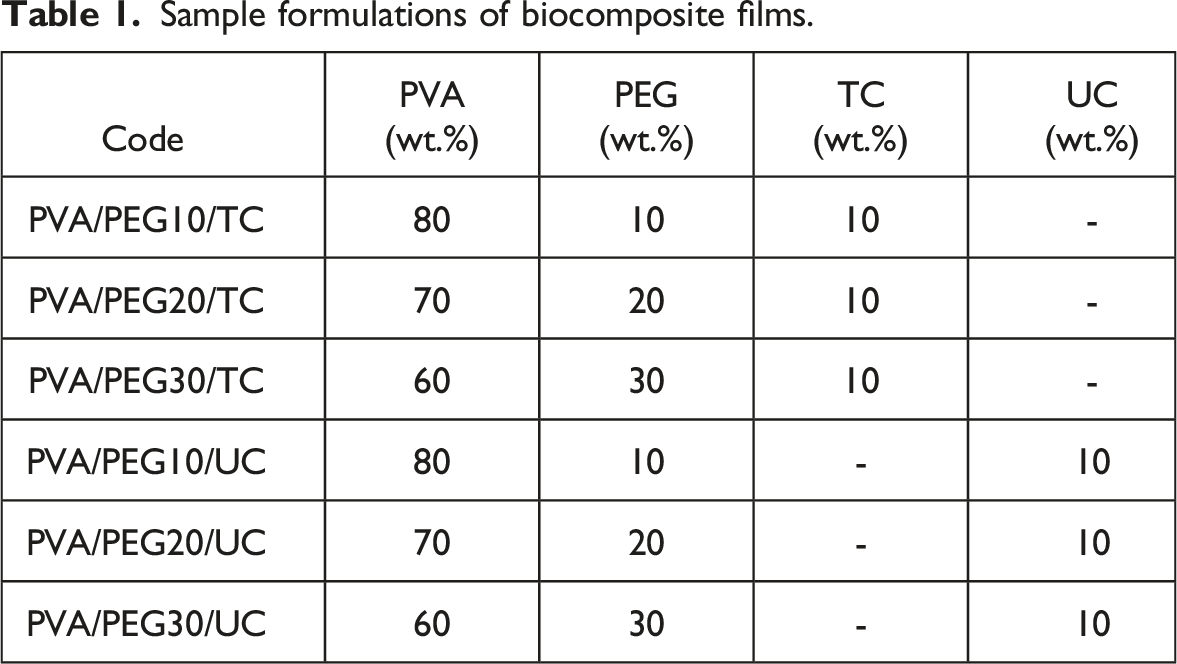
Further, 10 wt% untreated coir fiber was added in each prepared PVA/PEG10, PVA/PEG20 and PVA/PEG30 blend solutions in a 80/10/10, 70/20/10 and 60/30/10 mass ratio. Similarly, 10 wt% alkali treated coir fiber was added in each prepared PVA/PEG10, PVA/PEG20 and PVA/PEG30 blend solutions in a 80/10/10, 70/20/10 and 60/30/10 mass ratio (Table 1). The prepared polymer blend solutions with untreated and alkali treated coir fibers were stirred continuously at 125°C at 250 r/min for 2 h using a magnetic mixer until homogeneous solutions were formed. The glass casting plates (120 mm × 120 mm × 2 mm) were used to cast the solutions. The casting plates were left to dry for 2 days at ambient temperature until the composite films were completely dry and ready to peel off from the glass casting plates.
39
Figure 2 shows the coir fiber reinforced PVA/PEG blend composite film process. Process diagram illustrating the fabrication of coir fiber reinforced-PVA/PEG composite films.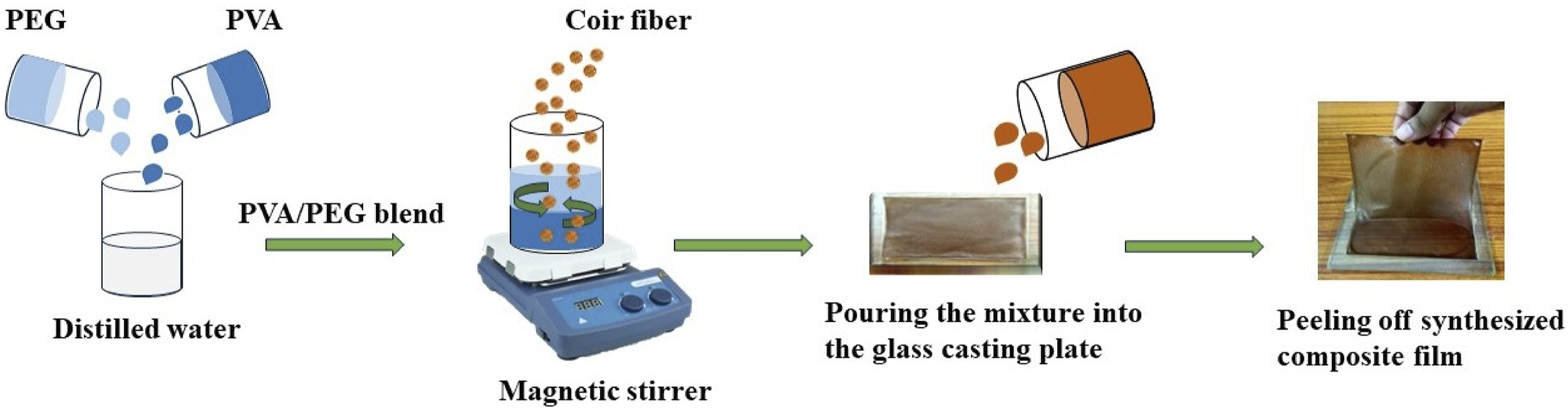
Characterization of biocomposite films
X-ray diffraction (XRD) analysis
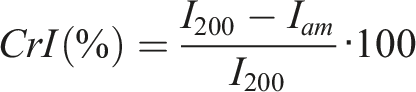
The XRD analysis analyses crystalline and amorphous nature of a material. Hence, the crystallinity of the untreated coir fiber, alkali treated coir fiber, PVA/PEG/UC and PVA/PEG/TC composite film was investigated using X-ray diffractometer (XRD, model Ultima IV, Rigaku, Japan). In this test, copper was used as the target material with a known wavelength (1.5481 Å) to produce monochromatic X-rays. These X-rays were directed on the sample, and the reflected X-rays were recorded. The patterns were run at 40 kV and 40 mA and an analysis was carried out at 2°/min from 5° to 80°.
Scanning electron microscopy (SEM) studies
The morphological analysis of the untreated coir fiber, alkali treated coir fiber, PVA/PEG/UC, PVA/PEG/TC composite films was done with scanning electron microscopy (SEM, Model: EVO - Scanning Electron Microscope MA15/18, Company: CARL ZEISS MICROSCOPY LTD) at a 20 kV voltage with magnification at 300× and 6000×.
FT-IR spectroscopy analysis
Fourier-transformed infrared spectrophotometer was used to characterize the PVA/PEG/UC and PVA/PEG/TC composite films. All spectra were recorded using a Thermo-Nicolet’s iS5 model from 4000-500 cm−1 and at 4 cm−1 resolution. The resulting FTIR spectra were compared to evaluate the effects of untreated and alkali treated coir filling in the PVA/PEG films based on the vibrational bands intensities and shift.
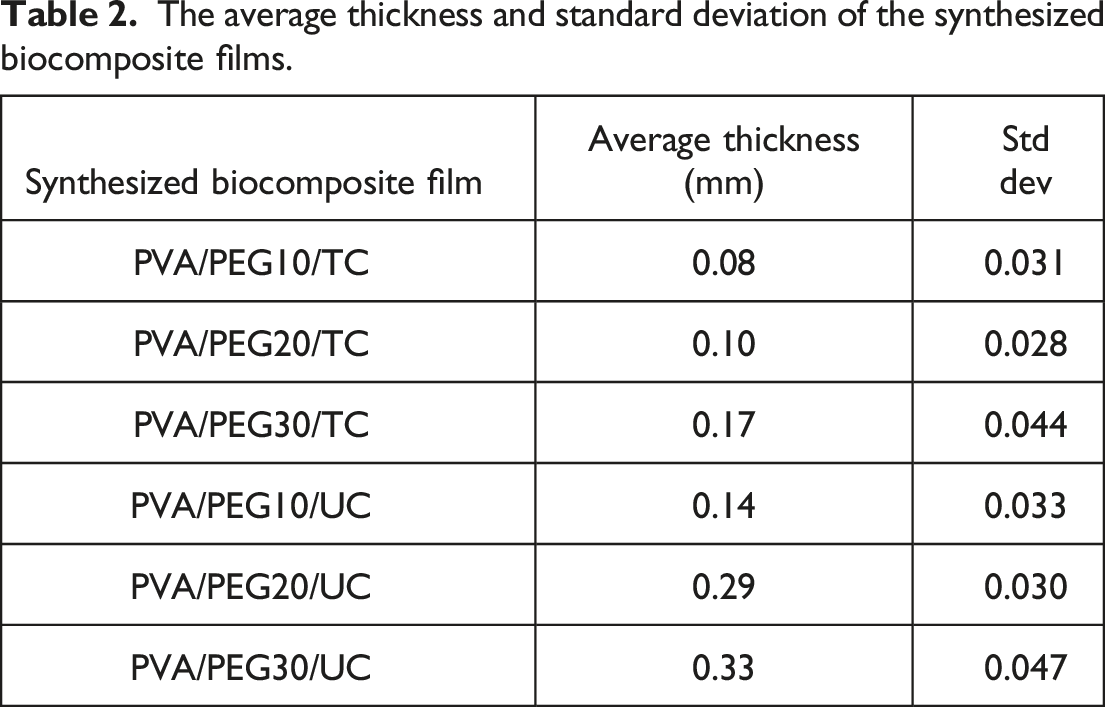
Film thickness
The composite films thickness was measured using a nickel-plated brass screw gauge (0–25 mm/0.01 mm). To ensure accuracy and account for any potential variations in the composite film’s thickness, measurements are taken at five different points on each composite film. The five measurements are then averaged to obtain a single, representative thickness value for each composite film. Average thickness values with standard deviation were reported.
Swelling behaviour
To study the composite film’s water absorption properties, a swelling behaviour test was performed. A 20 mm × 20 mm square was cut from the dried film and dipped in distilled water at 35°C for 20 s before each measurement. Excessive moisture on the film surface was wiped away with filter paper and immediately weighed. Five samples of each composite film were tested and average values with standard deviation were reported.
Contact angle
In order to determine the hydrophilic behaviour of films, contact angle measurements of PVA/PEG/UC and PVA/PEG/TC composite films were examined by sessile drop technology (KRUSS DSA25 Series, Germany) at room temperature. In this measurement, the film surface was exposed to a water droplet and given one second to interact with the water drop. Following this, the water contact angle was captured immediately. This procedure was repeated five times, and the average contact angle with standard deviation was calculated. 41
Mechanical properties
The mechanical testing was done with a Universal Tensile Machine (model number AEC112-ACD), Asian Engineers Company, India. The mechanical testing was performed using ASTM D882 with 80 mm × 20 mm samples, at 2 mm per second. The samples were less than 1 mm thick. Five film samples were tested and average values with standard deviation were reported.
Results and Discussion
X-ray diffraction analysis (XRD)
Figure 3(a) shows the XRD diffractogram for the alkali treated and untreated coir fibers powders. The crystallinity can be seen in the treated coir XRD, which shows the characteristic peaks related to increase cellulosic fibers crystallinity with peaks at 2θ = 20.8° and 26.6°.
42
The untreated coir with a peak at 21.28° is related to lignocellulosic fibers with the rest of the region being amorphous. According to Ayeni et al.,
43
who showed the 2θ = 22.50° peaks for 5% NaOH treated coir fiber correspond to cellulose while at 17° and 35° for untreated coir fiber indicate amorphous material. Figure 3(b) shows XRD studies of PVA/PEG/UC and PVA/PEG/TC films. The PVA/PEG10/UC peak at 2θ = 19.84° signifies its crystalline nature. This is consistent with El-naggar et al.,
44
who confirmed the peak at 2θ = 19.5° for 10 wt% PEG in 70%PVA/20%PVP/10%PEG blend with various loading of SnS2/Y. This crystalline nature decreased as the PEG loading increased for PVA/PEG20/UC depicted by the 18.7° and 23.02° peaks due to hydrogen bonding between the constituents and the rest of the region was amorphous. The peak for PVA/PEG30/UC film at 23.02° shows a decrease in crystallinity and the amorphous nature was the 18.7° peak. (a) XRD patterns of untreated and treated coir fibers, (b) XRD patterns of synthesized PVA/PEG/UC and PVA/PEG/TC films.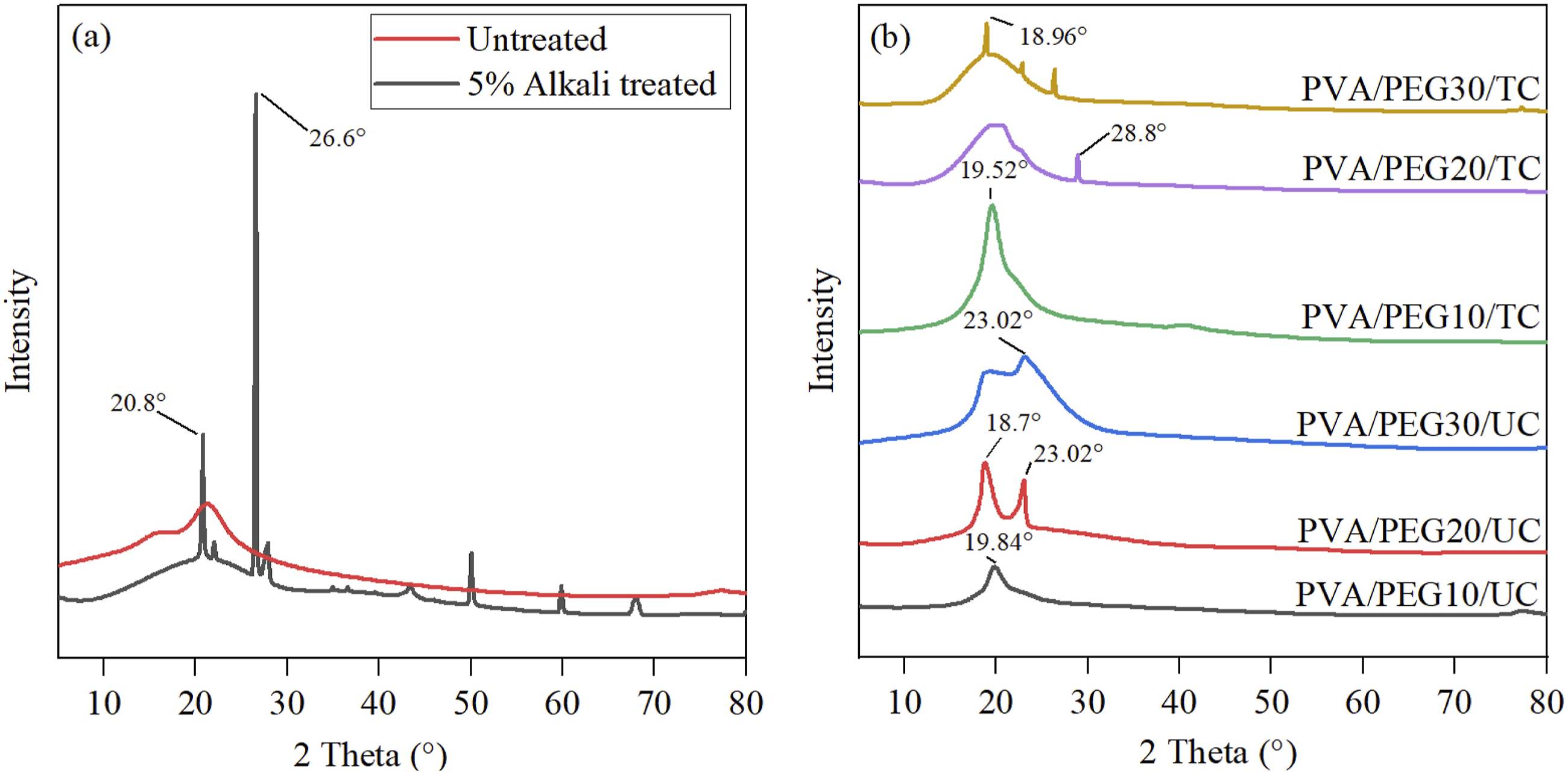
Similarly, PVA/PEG10/TC 19.52° peak depicts the highly crystalline behaviour
45
compared to all PVA/PEG/UC and PVA/PEG/TC films due to the excellent chemical hydrogen bonding of treated coir fiber, PVA and PEG, which resulted in a highly ordered structure in the film. For PVA/PEG20/TC film, the 2θ = 28.88° peak represents the film crystalline nature46,47 and the amorphous region is at around 2θ = 19.68° and 20.78°. At 30 wt% PEG, the peaks at 2θ = 18.96°, 22.84° and 26.34° showed the PVA/PEG30/TC composite film semicrystalline behaviour.
48
The crystallinity index is: • 38.3% for UC • 69.5% for TC • 67.5% for PVA/PEG10/UC • 62% for PVA/PEG20/UC • 59.6% for PVA/PEG30/UC • 85.4% for PVA/PEG10/TC • 73.7% for PVA/PEG20/TC • 61% for PVA/PEG30/TC.
Morphological analysis of biocomposite films
Figure 4 shows SEM images for untreated and 5% NaOH treated coir fiber. The untreated surface is covered with noncellulosic components such as lignin, pectin, wax and impurities (Figure 4(a)). Ng YR et al.
49
reported a similar observation that impurities such as wax, pectin, oil and lignin covered the untreated coir. Figure 4(b) shows that after alkaline treatment, the surface is clear as these impurities were removed. The surface pores are where the surface impurities were removed from the surface. SEM micrographs of (a) Untreated coir fiber, (b) Treated coir fiber with 5% NaOH.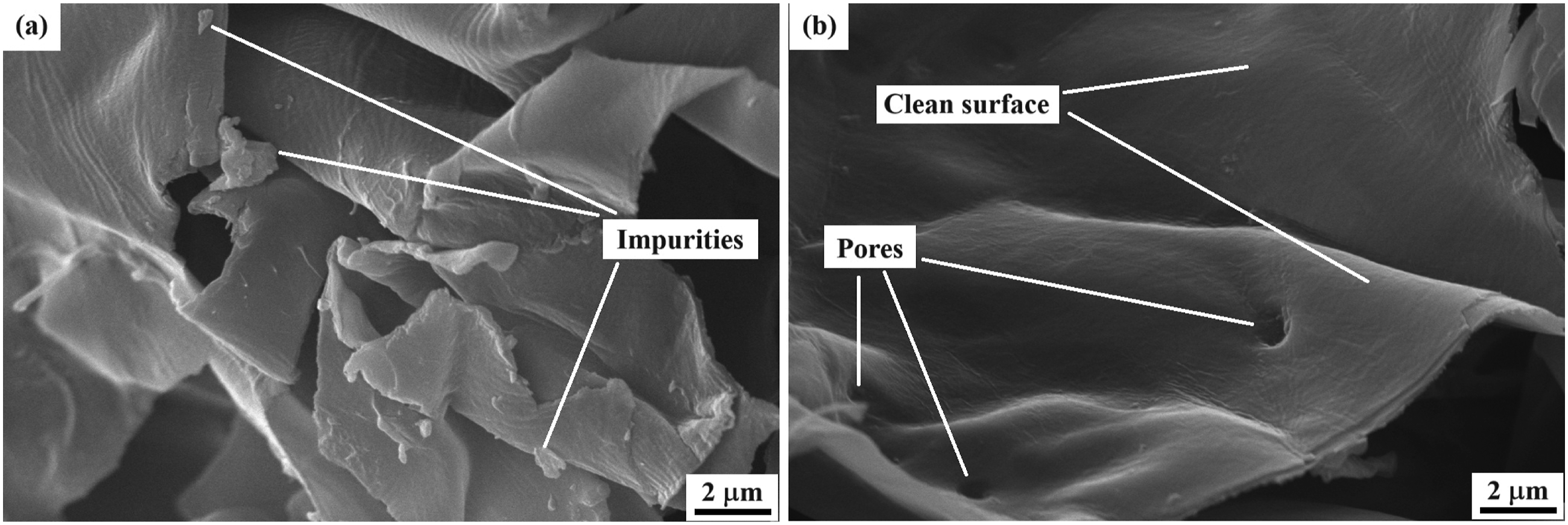
Figure 5 has the SEM images of PVA/PEG, PVA/PEG/UC and PVA/PEG/TC film surfaces. The SEM micrographs demonstrated that the film surface had altered from smooth to uneven due to apparent crosslinking between the constituents.
50
The SEM images of PVA/PEG10 and PVA/PEG20 films resulted in a smooth surface while the surface of PVA/PEG30 film was rough. The PVA/PEG20/TC film showed a smooth surface due to excellent compatibility among the constituents, while the PVA/PEG10/TC film resulted in significant pores on its surface. Considerable phase separation was evident in the PVA/PEG30/TC films.
51
Compared to PVA/PEG20/UC and PVA/PEG30/UC films, PVA/PEG10/UC film was smooth as a result of fatty, oily and waxy substances present in coir fiber. The PVA/PEG20/UC film indicated lower compatibility with PVA, thus slightly decreasing tensile strength compared to the PVA/PEG10/UC film. Whereas on further increasing the amount of PEG, similar significant phase separation and pores can be seen in PVA/PEG30/UC film like PVA/PEG30/TC film, observed with a significant decrease in tensile strength.
52
SEM micrographs of synthesized film (a) PVA/PEG10, (b) PVA/PEG20, (c) PVA/PEG30 (d) PVA/PEG10/UC, (e) PVA/PEG20/UC, (f) PVA/PEG30/UC, (g) PVA/PEG10/TC, (h) PVA/PEG20/TC, (i) PVA/PEG30/TC.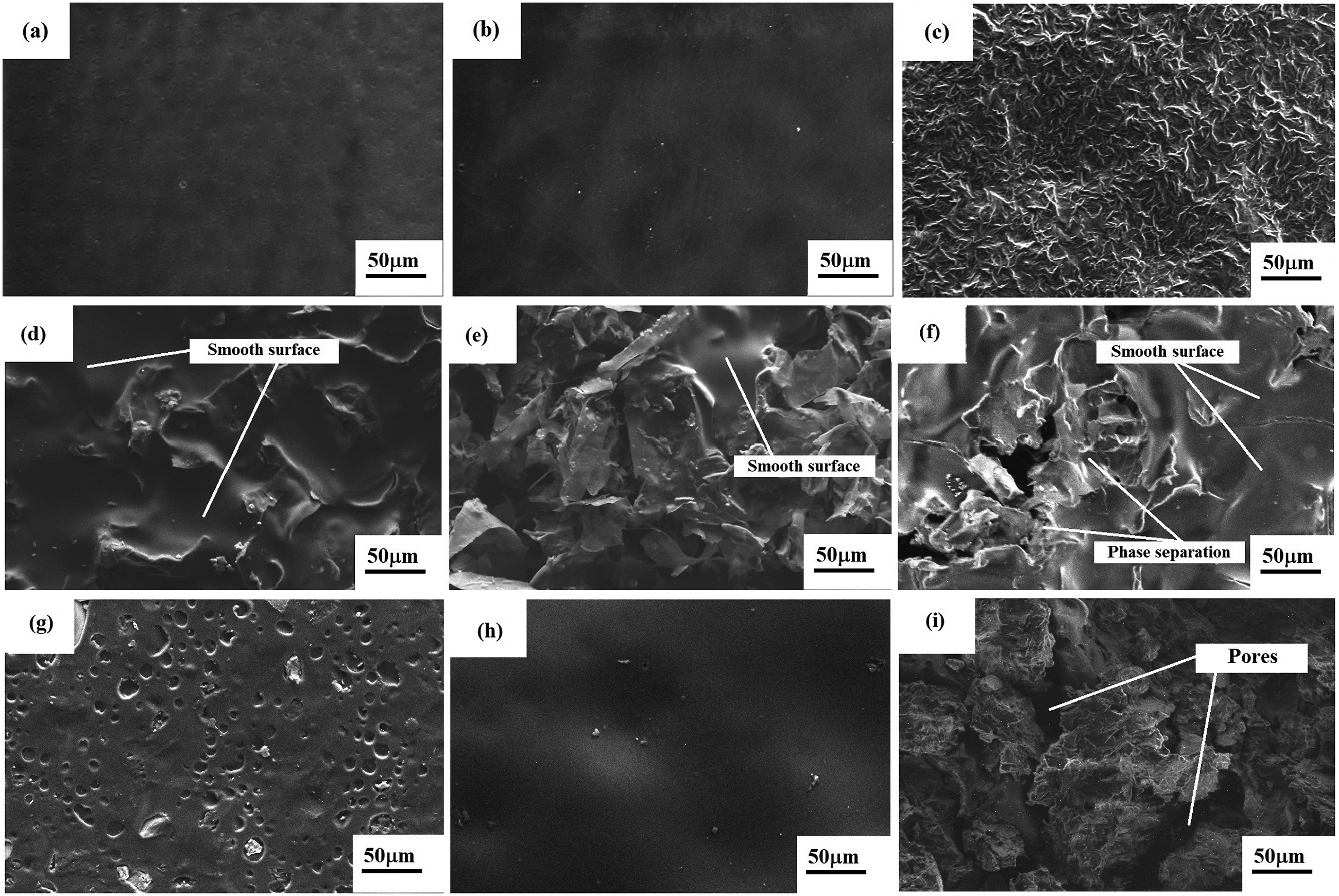
Fourier-transform infrared spectroscopy analysis
Figure 6 is the FTIR spectra for PVA/PEG/UC and PVA/PEG/TC films from wave number (4000 to 500 cm−1). The PVA/PEG/TC and PVA/PEG/UC films spectra demonstrate significant hydrogen bonding from the 3500-3100 cm−1 wavenumber range. In the PVA/PEG10/UC and PVA/PEG10/TC films, the wave numbers for the OH group stretching vibrations are around 3276 cm−1 and 3270 cm−1.
53
FTIR spectra showed nearly identical absorption bands across the entire wavelength range. However, there was a modest shift in the peak location and the comparative magnitude for the OH group stretching vibration for PVA/PEG/UC and PVA/PEG/TC films, which is due to the hydrogen (-H) chemical bonding reaction between PVA, PEG and untreated coir fiber for PVA/PEG/UC films
37
and between PVA, PEG and treated coir fiber for PVA/PEG/TC films at different PEG loading. The absorption peaks for all the synthesized films were seen in the 2910-2880 cm−1, 1088 cm−1, 1455-1200 cm−1 and 1711 cm−1 wave number bands corresponding to -CH stretching,
54
-C-O stretching, CH, OH bending and -C=O stretching, respectively.53,55–57 The 2906 cm−1 (-CH stretching) and 2925 cm−1 (-CH2 stretching) peaks for PVA/PEG10/UC shifted to 2904 cm−1 and 2927 cm−1 for PVA/PEG10/TC film. The 1088 cm−1 (C-O stretching) peak was somewhat broader in PVA/PEG10/TC film than for the PVA/PEG10/UC film. The 1088 cm−1 (-C-O stretching) peak for PVA/PEG20/UC moved to 1091 cm−1 for PVA/PEG20/TC film. FTIR spectra of synthesized PVA/PEG/UC and PVA/PEG/TC films.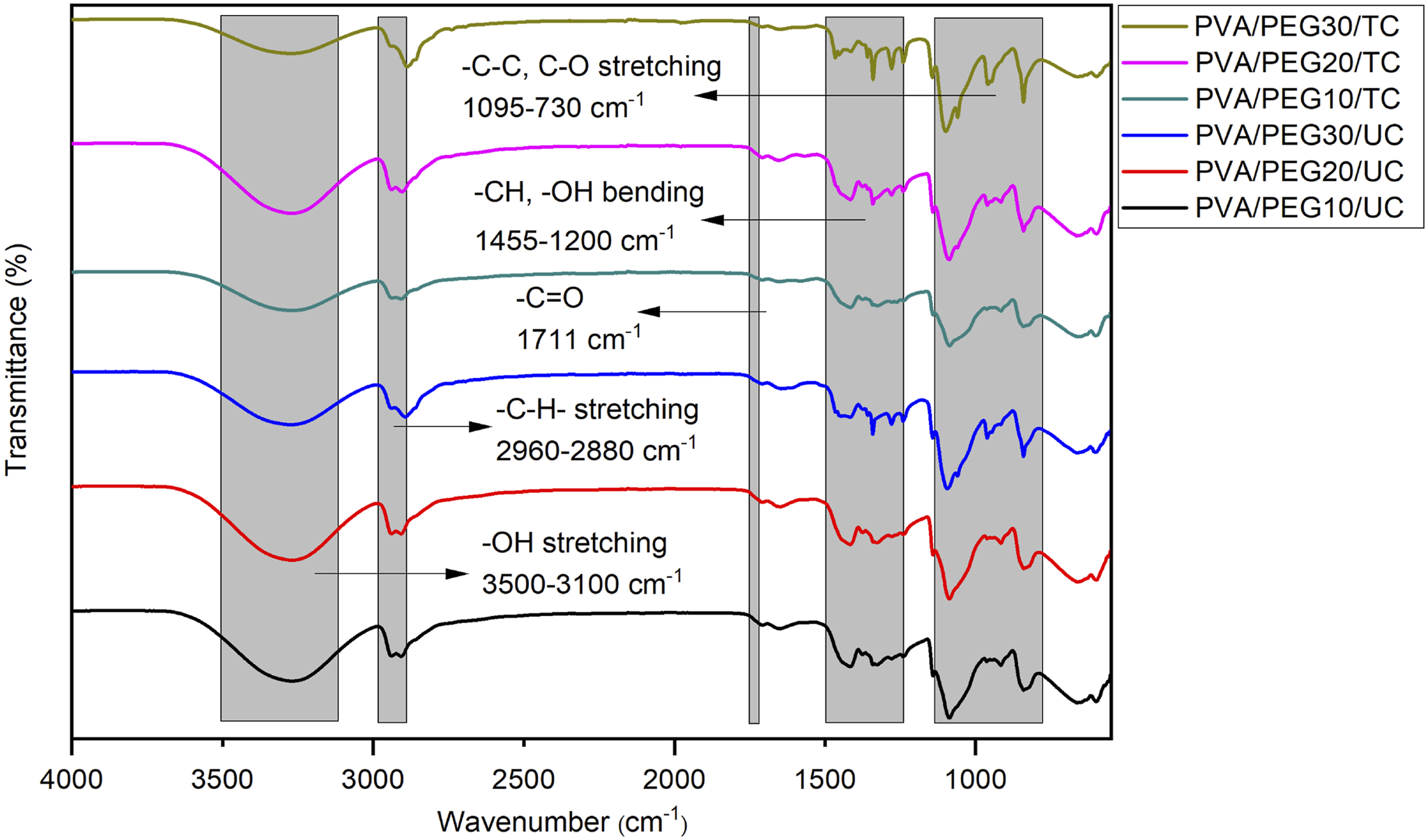
Film thickness
The average thickness and standard deviation of the synthesized biocomposite films.
Swelling behaviour
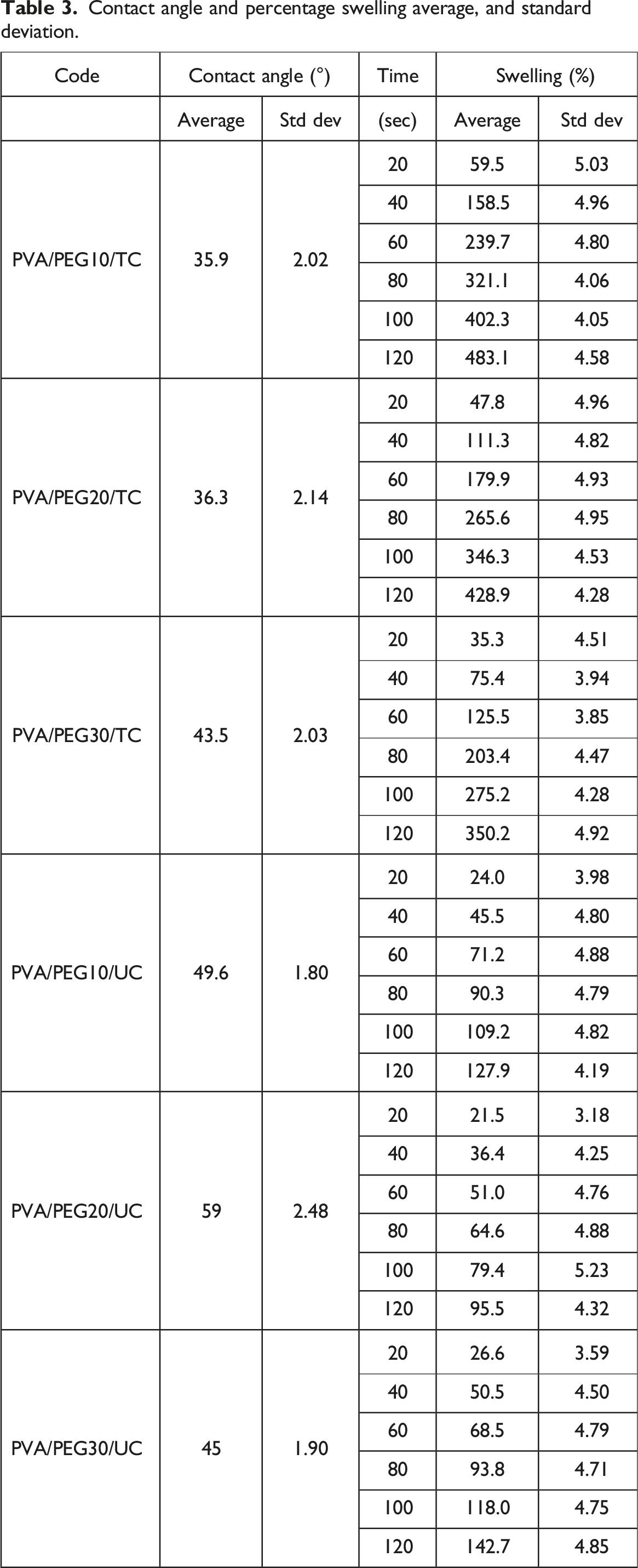
Figure 7(a) shows the percentage swelling of the PVA/PEG/UC and PVA/PEG/TC films. The treated coir films swelled more significantly than the untreated coir films (Table 3) due to removing the lignin content and, impurities, and opening the pores, and changed pore size. Mahato DN et al.
58
investigated the increase in water content on alkali treatment of coir fiber. The percentage swelling is highest for PVA/PEG10/TC film than PVA/PEG20/TC and PVA/PEG30/TC films indicating the strong attraction of water molecules for -OH groups existing in the PVA/PEG10/TC film whereas PVA/PEG20/UC film resulted in the lowest percentage swelling which might be the result of excellent reactivity of PVA, PEG and untreated coir fiber.
59
It can be seen that the hydroxyl groups present in the PVA, PEG and untreated coir fiber were involved in the intermolecular hydrogen bonding, hence PVA/PEG/UC films led to less hydroxyl groups causing decreased percentage swelling than with the PVA/PEG/TC films.60,61 Nazi et al.
62
reported that the NaOH treatment of coir pith resulted in increase in water absorption rates versus raw coir pith. (a) Percentage swelling behaviour of the synthesized PVA/PEG/UC and PVA/PEG/TC films with various PEG loading, (b) Effect of treated coir, untreated coir and polyethylene glycol on contact angles of the synthesized composite films. Contact angle and percentage swelling average, and standard deviation.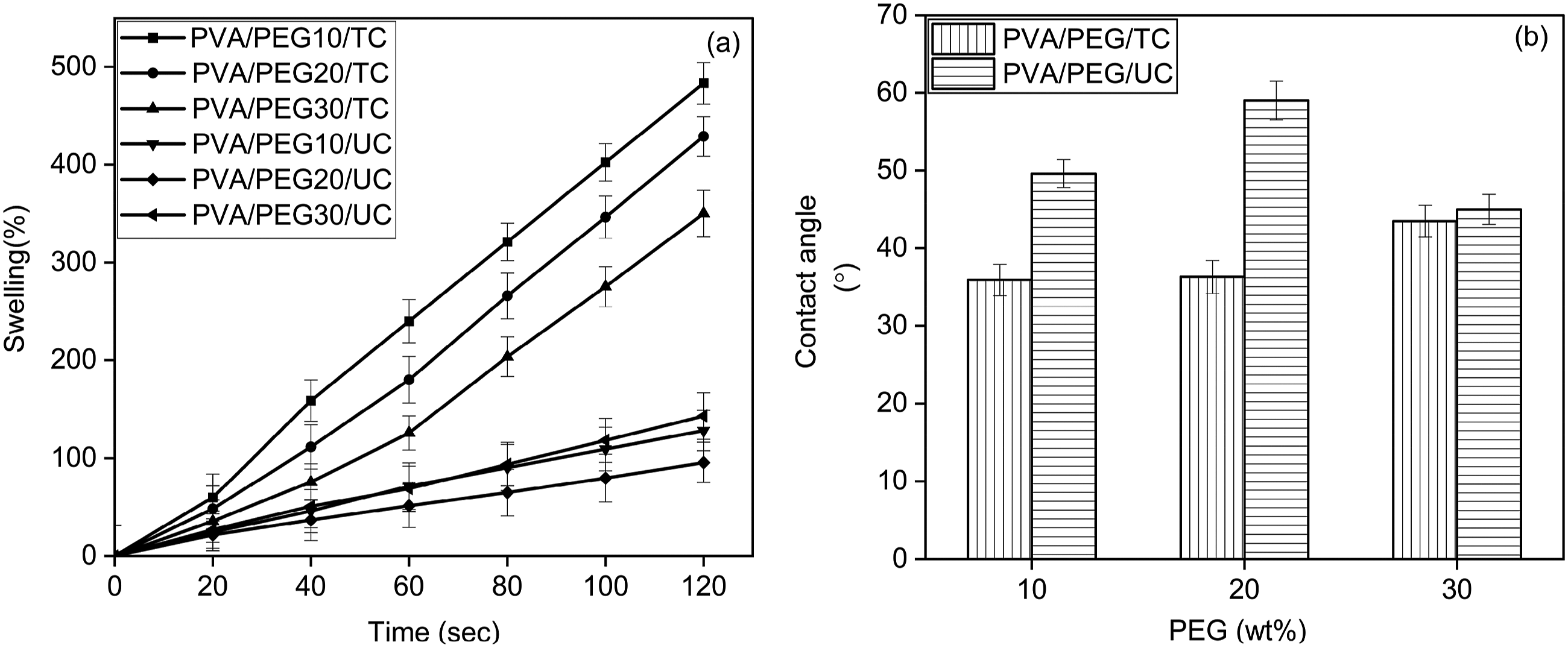
Contact angle
Figure 7(b) shows the surface hydrophobic property of the composite films determined by the water contact angle measurement. The treated coir composite films contact angles are lower than untreated composite films due to destruction and lignin removal, the increased pores available after the coir fiber treatment of and also the multiple hydroxyl groups to interact with water molecules. The swelling test also confirmed this. According to Abdul Khalil et al. 63 lignin is present in coir in higher amount (43%–49%) than other components such as cellulose (32%–43%) and hemicellulose (10%–20%) etc. Rozman et al. 64 showed that the greater lignin in coconut fiber decreases the water absorption of the composites. Treating fibers with alkali reduces the composite hydrophilic nature. This is typically caused by the removal of lignin, hemicelluloses and the reaction of cellulose hydroxyl groups with NaOH, which lowers the fiber’s capacity to absorb water and thus increases the contact angle. This study also showed that alkali treated coir composite films resulted in a lower contact angle than the untreated coir composite films. Therefore, alkaline treatment shows two different effects: first, it increases the water sorption after lignin removal and second, it reduces water absorption by reacting the NaOH with OH- groups present in the cellulose. Hence, due to the higher lignin content than the cellulose in untreated coir, the PVA/PEG/UC films showed a decrease in percentage swelling (Figure 7(a)). Thus, the contact angles increased. Treating coir with alkaline removed the lignin and increased the water absorption 65 and accordingly, for its composites. Therefore, the contact angles for treated coir composite films were lower (Table 3).
Mechanical behaviour of synthesized films
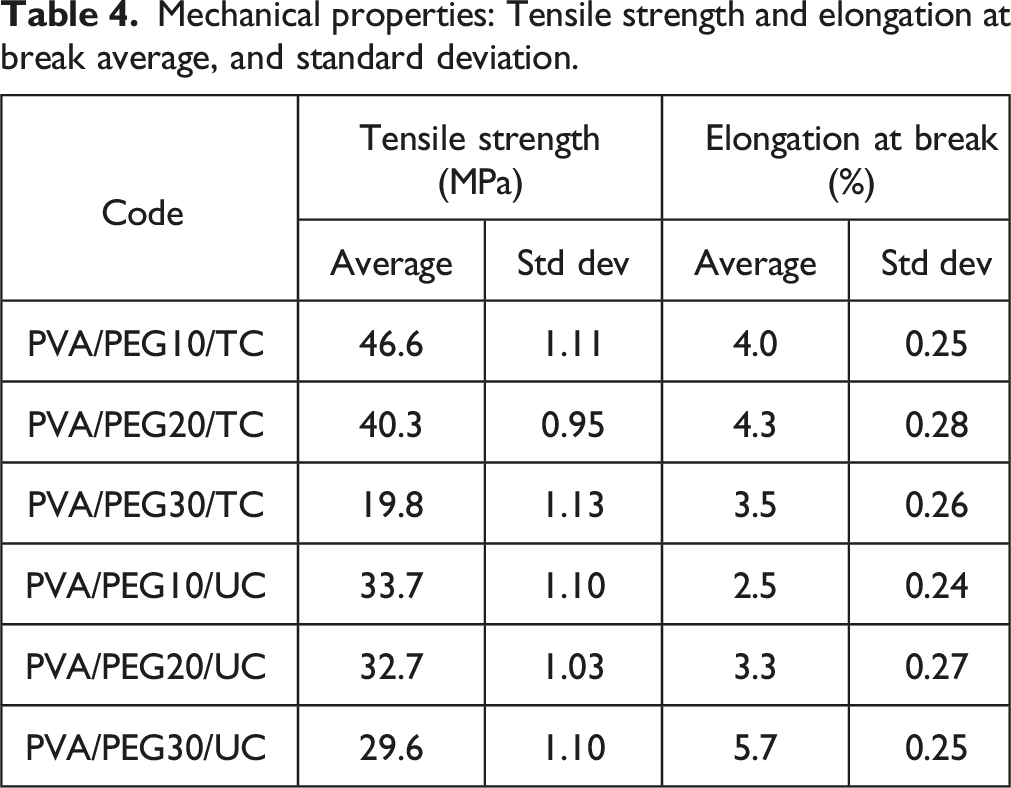
Figure 8(a) illustrates the tensile strength (TS) and Figure 8(b) shows the elongation at break (EB). The mechanical properties are higher for treated coir fiber films than untreated coir fiber films up to 20 wt% PEG loading (see Figure 8). At 30 wt% PEG in PVA/PEG/UC and PVA/PEG/TC films the TS decreases due to poor interaction.
66
The highest TS (46.6 MPa) and EB (4%) was for PVA/PEG10/TC film due to better interlocking among the PVA, PEG and treated coir fiber which is higher than the PVA/PEG10/UC film. A slight decrease in TS from 33.7 MPa to 32.7 MPa and 46.6 MPa to 40.3 MPa was seen for PVA/PEG20/UC and PVA/PEG20/TC films compared to PVA/PEG10/UC and PVA/PEG10/TC films, while the EB increased from 2.5% to 3.3% and 4% to 4.3% was reported for the same (Table 4). Chemical compositions, mainly lignin and cellulose in the coir fiber greatly influence the composite’s film mechanical properties. Therefore, higher lignin content than the cellulose in untreated coir fiber makes it less hydrophilic than the treated coir due to lower -OH groups present in cellulose.64,67 The lower hydrophilic nature of untreated coir fiber and the greater hydrophilic nature of the PVA/PEG matrix can be considered as two different phases, resulting in weak bonds.
68
Hence, the mechanical properties of the untreated coir PVA/PEG10/UC and PVA/PEG20/UC films are lower than treated coir PVA/PEG10/TC and PVA/PEG20/TC films. (a) Tensile strength, (b) Elongation at break of the synthesized PVA/PEG/UC and PVA/PEG/TC films. Mechanical properties: Tensile strength and elongation at break average, and standard deviation.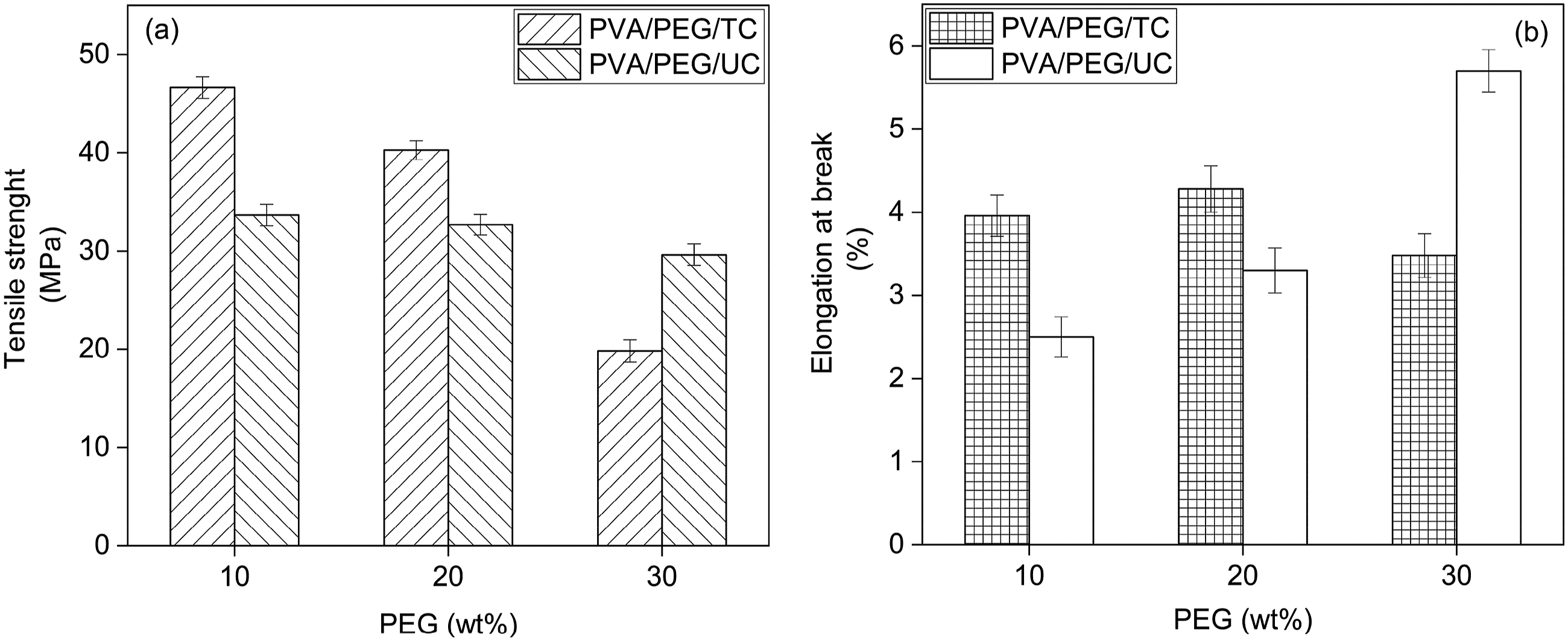
Conclusions
In the present work, the biocomposite films were fabricated successfully with untreated, treated coir fiber and polyvinyl alcohol/polyethylene glycol blends via solution casting. XRD confirmed that the alkaline treatment of coir fiber greatly influences the crystallinity of the synthesized films. Hence, an increase in crystallinity by 81.5% with respect to untreated coir was observed after pretreating the coir fiber with an alkaline (5% NaOH) solution. Also, the PVA/PEG10/TC film resulted in highest crystallinity index. The FTIR spectra and SEM images showed significant cross-linking via hydrogen bonding between the coir fibers and polymer blends. Alkaline treatment effectively removed the coir fiber impurities, as seen in the SEM images. The contact angle and percentage swelling test confirmed that the hydrophobicity of the treated coir composite films decreased due to the lignin removal from coir fiber and the presence of hydrophilic PVA and PEG polymers. The mechanical characteristics showed that adding NaOH treated coir fiber with the PVA/PEG blend gave the higher tensile strength versus the untreated coir with the PVA/PEG blend films. Hence, adding treated coir to PVA/PEG10 blend increased the tensile strength 39% compared to untreated coir, which was noticeably more than reported by other published research. Consequently, a blend of PVA and PEG (up to 20 wt%) with added treated coir, facilitates the composite film synthesis with significant improvement in mechanical properties and characteristics.
Footnotes
Acknowledgments
The authors express sincere gratitude to the Department of Chemical Engineering & Technology, Indian Institute of Technology (BHU) Varanasi, India, for offering a laboratory facility to conduct the research work.
Author contributions
Vandna: methodology; data collection; material preparation; writing the original draft; conceptualization; V. L. Yadav: supervision; validation of results; reviewing and editing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
All data used during the study appear in the submitted manuscript.