
Abstract
This study elucidates the effects of key injection moulding and sintering factors on the dimensions and mechanical properties of 316L stainless steel metal injection moulded compact. Sintered parts of optimal quality can be produced by properly setting the process parameters. Taguchi method and principal component analysis are performed initially to elucidate and optimise the key control factors that affect the qualities of metal injection moulded compact. Next, a feasible process window is tested by observing the powder and binder distribution of green parts, for various control factors of injection moulding. Experimental findings show that, first, a proper injection speed facilitates mould filling during injection moulding and so improving the quality of sintered parts; second, temperature critically determines the rate of dimensional shrinkage, density and hardness of sintered parts; Third, optimal parameters setting can efficiently improve the quality of 316L metal injection moulded compact.
Introduction
Combining injection moulding and powder metallurgy procedures, metal injection moulding (MIM) involves the injection moulding of feedstock by blending metal powder and binders, debinding, and sintering. Injection moulding is critical to MIM; in particular, the injection moulding dominates the geometry of MIM compact and the distribution of powder and binder inside injection moulded parts (green parts). Zhang et al. 1 suggested that the flowing orientation of the feedstock during injection moulding can result in non-uniform rates of shrinkage of the green parts during cooling, producing ‘crack’ defects. The orientation also leads to anisotropic shrinkage and deformation during subsequent sintering.2,3 Yoon and Wang4 stated that the major factors that govern polymer orientation are barrel temperature, mould temperature, injection speed and holding pressure. In particular, barrel temperature and speed critically affect the release of internal stress. A proper injection speed helps to ensure complete mould filling, but a high injection speed can has many shortcomings, causing jetting, the trapping of air, short shots and peeling.5 Accordingly, injection moulding parameters importantly determine the quality of green parts and should be effectively controlled. One of the goals in this study is to determine a feasible process window of injection moulding, in which neither ‘short shots’ nor ‘flash’ defects are produced, and to observe the distribution of powder and binder inside the green parts by varying the injection moulding parameters.
Hwang et al. 6 suggested that liquid phase sintering increases the density of 316L MIM compact via the capillary force and that the liquid phase is an effective media for the proliferation of molecular dispersion. Shu et al. 7 studied the effect of sintering temperature on the dimensional stability of PF-20F 316L stainless powder in liquid phase sintering, and found that the liquid state improves the density of the sintered parts, but causes dimensional instability. They also posited that a low sintering temperature setting helps to produce dimensionally stable compact. White and German8 found that increasing the holding time enhances the density of the sintered parts. The main parameters in the sintering process are sintering temperature, heating rate, property of the atmosphere and cooling rate.9
Many works have adopted the Taguchi method to improve the quality of MIM compact.9–11 However, the above experimental design method is commonly used to target a single quality characteristic and optimise the process parameters. In reality, seeking the ideal process parameters while focusing on multiquality characteristics is difficult but typically necessary. In a study of multiquality characteristics, meaning many correlated quality characteristics, information collected experimentally may be confused and data analysis may be difficult. The principal component analysis (PCA) allows data on multiquality characteristics to be converted into numerous independent quality indicators. Some of these indicators are then adopted to construct a composite quality indicator, which is a mathematical function of the required multiquality characteristics. The PCA can be further integrated with the Taguchi method as practical and efficient means of solving problems of multiquality characteristics.12 Few works have sought optimal process parameters for multiquality characteristics in MIM.13–15 In this work, the PCA and Taguchi methods are applied to optimise simultaneously the dimensional shrinkage rate, density, and hardness of MIM compact.
Methodology
To optimise the qualities of 316L MIM compact that are produced by injection moulding and sintering, this work comprises three phases:
seeking a process window for injection moulding
performing a sintering experiment using the Taguchi and PCA methods
performing a confirmatory experiment.
Phase 1: Seeking process window for injection moulding
Phase 1 contains four steps:
select injection moulding control factors: the barrel temperature and injection speed which markedly affect the qualities of green parts, are chosen in this study as the factors that control the process window
perform tablet–specimen injection moulding: tablet specimens that are 100 mm long, 10 mm wide, and 2 mm thick are produced to study the effect of the injection moulding control factors on dimensional shrinkage rate, density and hardness of sintered parts
identify injection moulding process window: the criteria for identifying an injection moulding process window is based on whether short shot or flash defects are observed for various settings of the control factors
optimise process parameters: the optimal combination of the barrel temperature and injection speed control factors is identified by examining the dimensional shrinkage rate, density and hardness of the green parts for various settings of control factors.
Phase 2: Performing sintering experiment using Taguchi and PCA methods
Phase 2 contains six steps:
define quality characteristics: the three qualities of the sintered parts to be optimised in this work are dimensional shrinkage rate which must be minimised, density which must be maximised, and hardness which must be maximised
select sintering control factors and their levels: the selected control factors for sintering are sintering temperature, heating rate and holding time
design Taguchi orthogonal array: a Taguchi L9 orthogonal array is adopted in this experiment to set the three control factors and the three levels
S/N ratio analysis: the observed data in the L9 orthogonal array are initially normalised to dimensionless values that fall in the range between 0 and 1. Normalisation of the first quality is based on the smaller-the-better; those of the second and third are based on the larger-the-better. These normalised data are then used to calculate the S/N ratio
perform PCA analysis: this step consists of normalising measurements, calculating eigenvalues and eigenvectors, determining principal component indicators and the composite quality indicator, plotting the response diagram and conducting analysis of variance
optimise the combination of process parameters.
Phase 3: Performing confirmatory experiment
This phase experimentally evaluates the effect of the optimal process parameters on the qualities of sintered parts, and compares it to the effect of the initial settings of process parameters, which were obtained in phase 1. If the improvement is insignificant, return phase 2 to select other sintering control factors and levels.
Experimental setup
To evaluate the qualities of 316L MIM compact for various process parameters of injection moulding and sintering, the following experimental setup, described with reference to powder, binder, blending, injection moulding and sintering, is used.
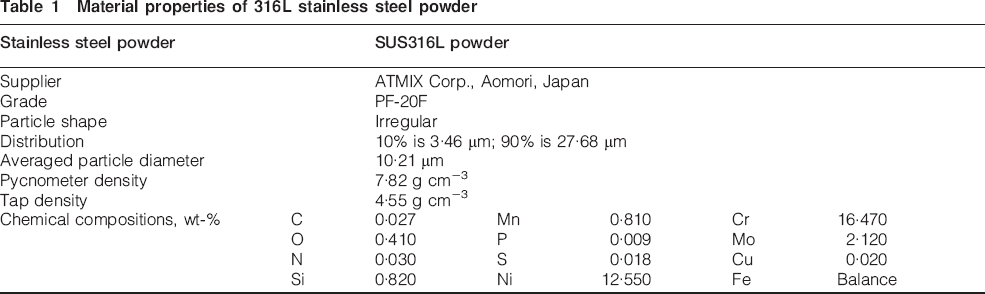
Table 1 presents the material properties of a 316L stainless steel powder. The powder was PF-20F using a water atomisation device made from the ATMIX Company. Table 2 provides the material properties of the compact of the binder that is used in this experiment. The binder comprises three compact, which are paraffin wax (PW) filler, stearic acid (SA) surfactant and high density polyethylene (HDPE) based backbone polymer.
Material properties of 316L stainless steel powder
Material properties of binders

In this study, the blending equipment used is Sigma-7L double arm kneader by Shuenn-Diing Machine Corp. Taiwan, with an operation volume of 7 L. The mixing mechanism contains a pair of s-shaped long arms and in between an extruder. Initially, the 316L stainless steel powder is blended for 30 min at 150°C and a rotational speed of 10 rev min−1, such that the water evaporates from the surface of the powder. The powder is blended with backbone polymer for 1 h at 200°C and 40 rev min−1. Next, the filler and surfactant PW and SA are added to the powder and blended for 30 min at 150°C and 40 rev min−1. The heater is then turned off and the system is allowed to cool naturally to room temperature; meanwhile, the feedstock is extracted using an extruder. Finally, the feedstock is pulverised into grains with a typical length of 3 mm, to be fed into the injection moulding machine.
In the injection moulding process, a tablet specimen test is performed to evaluate the effect of injection moulding process parameters on the dimensional shrinkage rate, density, and hardness of green parts and sintered parts. The tablet specimen is 100 mm long, 10 mm wide, and 2 mm thick. A two-cavity injection mould of a fan gate, a semicircular runner, and two-inlet, two-outlet cooling channels with a diameter of 11 mm is utilised in this study. Figure 1 plots the dimensions of a typical tablet specimen and the layout of a sprue gate runner system for the injection mould. Injection moulding experiment was carried out on a FCS AE-50 precision injection machine by FCS Machinery Manufacture Co. Ltd. Taiwan, with an injection volume of 42 mL. To evaluate experimentally the process window of injection moulding of the tablet specimen from its surface quality, barrel temperature and injection speed are chosen as the control factors. Barrel temperatures are set to 170, 180 and 190°C as the moulding of HDPE made by TAISON Corp. Injection speeds are set to 8, 12, 20, 40, 80, 120, 160 and 200 mm s−1 with account taken of the speed limit of the moulding machine. The mould temperature is set to 45°C, which is below the melting temperature of the binder. Additionally, two-stage holding pressures are set – 350 kgf cm−2 for 2 s in the first stage, followed by 270 kgf cm−2 for 1 s in the second stage. The cooling time is set to 30 s.
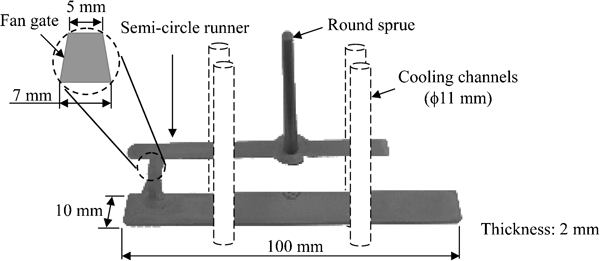
Dimensions of typical tablet specimen and layout of sprue gate runner system for injection mould
The debinding process has two stages: debinding of solvent followed by thermal debinding. In the solvent debinding stage, the green parts are doused in n-heptane solvent for 6 h at 60°C to dissolve the binders PW and SA from the green parts. In the thermal debinding stage, the residual binders PW, SA and HDPE are converted into gas and eliminated; the processing conditions are the first and second sequences in Table 3.
Process conditions for debinding and sintering sequences

As to sintering, Song et al.16 suggested that sintering at high temperature causes rapid shrinkage and yields a high relative density. Therefore, the sintering temperature of the 316L stainless steel powder herein is raised at 5 K min−1 to 1380°C, and hold at which it is held for 3 h during the experiment. The compact are then directly cooled to room temperature. The experiments in this stage are developed using a Taguchi L9 orthogonal array to evaluate the effect of the optimal process parameters on the quality of the sintering tablet specimens. The geometrical and mechanical quality of the sintered parts is controlled by the selected factors, sintering temperature, heating rate and holding time. The sintering temperature is set to 1320, 1350 and 1380°C, and the heating rate is set to 1, 5 and 10 K min−1, following Shu et al. 7 The holding time is set to 1, 2 and 3 h according to White and German.8
Results and discussion
The results of the three experiments described in the preceding section are presented and discussed below.
Phase 1: Seeking process window for injection moulding
Figure 2 presents the surface quality of green parts by varying key process parameters. Initially, the experiment is performed at a low barrel temperature of 170°C and a low injection speed of 20 mm s−1, and all of the green parts are in good quality. Reducing the injection speed from 20 to 8 mm s−1, generates short shot, cracks, or frozen clump defects on the surface of the moulded parts. Short shot defects can be formed by a low injection speed, which causes flowing retardation and reduces the melt temperature, both of which effects reduce the capacity to flow and causes partial solidification of the melt plastics before the mould filling is complete. Meanwhile, crack defects are formed by the pushing of frozen plastics against each other. In contrast, gradually increasing the injection speed to 200 mm s−1, causes a slight flash defect to appear at 160 mm s−1, and a serious flash defect at 200 mm s−1. When the barrel temperature is increased to 180 and 190°C, the results are consistent with those at 170°C. The process window at which high quality green parts can be produced is sought as a barrel temperature in the range 170–190°C and an injection speed in the range 12–120 mm s−1.
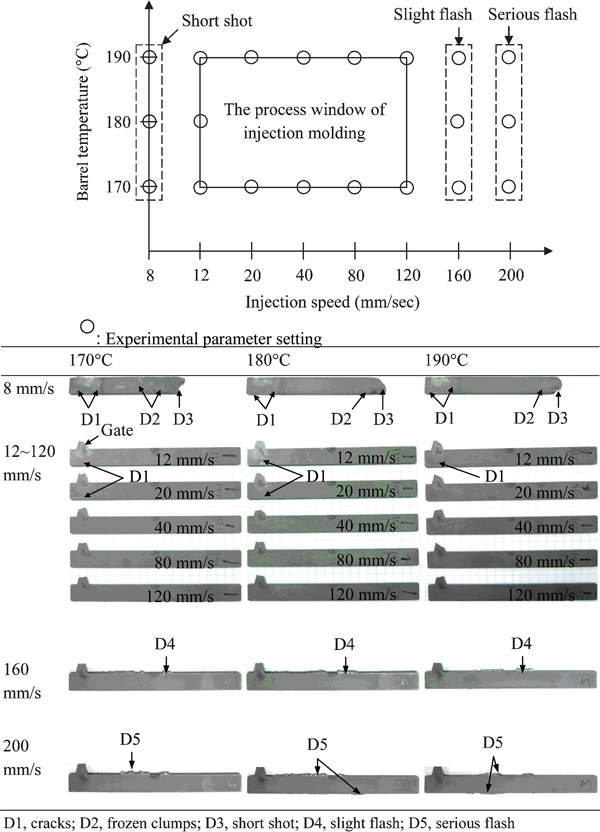
Process window of injection moulding
Analysis of dimension
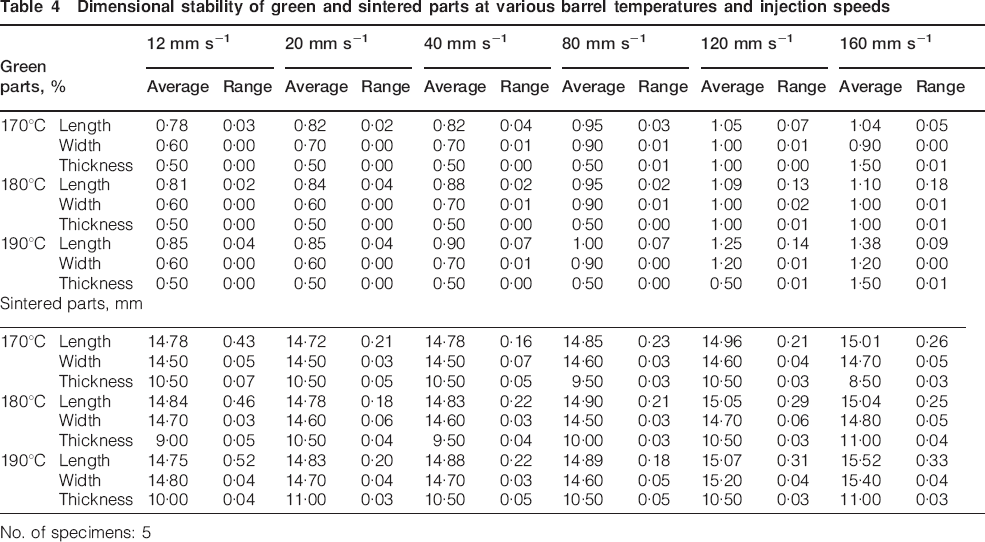
Table 4 presents the dimensional stability of green parts and sintered parts at various barrel temperatures and injection speeds. The results show that a high injection speed yields the worst dimensional stability of the injection moulded parts, since high injection speed increases the shear rate, and thereby increasing the shrinkage rate and promoting the deformation of green parts. For green parts that are produced at a barrel temperature of 180°C, the dimensional variation in the long direction becomes worse as the injection speed is increased, as a result of the strong flow orientation introduced by high injection speed filling. Thus, high the barrel temperature setting increases the shrinkage rate of the green parts and inhibits dimensional control.
Dimensional stability of green and sintered parts at various barrel temperatures and injection speeds
No. of specimens: 5
With respect to the dimensional control of sintered parts, the experimental results indicate that the accuracy depends on a properly set injection speed. For example, a low filling speed of 12 mm s−1 increases the percentage of low melt temperature polymer that forms a solid layer on the mould surface and results in a non-uniform distribution between binder and powder. Additionally, it reduces the capacity of the used polymer to support the geometry of green parts during sintering, reducing dimensional accuracy. A high filling speed of 120–160 mm s−1 causes a shear stress, which separates the binder from the powder, leading to poor dimensional accuracy. In the experiment, sintered parts are produced with accurate dimensions when the barrel temperature is set to 180°C and the injection speed is set to 20–80 mm s−1 in injection moulding.
Analysis of density and hardness
Table 5 presents the relation between the stability of the density of the green parts and the sintered parts and the barrel temperature and injection speed. Generally, increasing the injection speed from 12 to 160 mm s−1 increases the average density of these green parts that are produced at a barrel temperature of 170, 180 or 190°C. The results can be explained by the fact that increasing the injection speed increases the injection pressure, and thereby forces more powder to be injected into cavities. Accordingly, the percentage of powder in the green parts increases, and so the density of the green parts also increases. In fact, a stable density of the green parts is obtained by setting the barrel temperature to 170°C and the injection speed to 80 mm s−1. The relative density of the sintered parts increases with the injection speed and is most stable when the barrel temperature is 180°C and the injection speed is 40 mm s−1.
Density of green and sintered parts produced at various barrel temperatures and injection speeds*
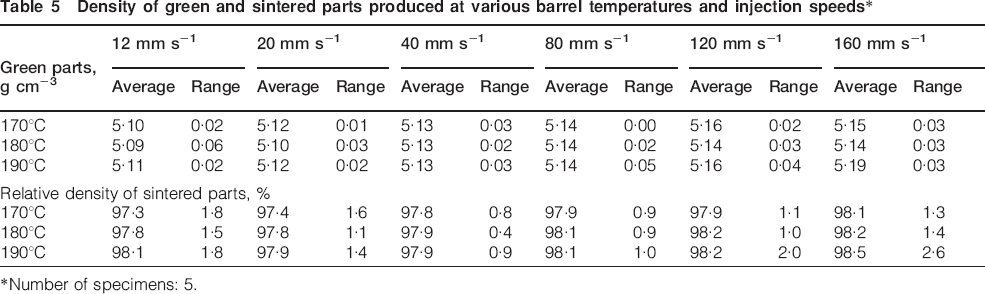
*Number of specimens: 5.
Table 6 shows the relationship between the hardness of the sintered parts that are produced at various barrel temperatures and injection speeds. High injection speed promotes the average hardness of the sintered parts. In addition, the produced sintered parts are hardest under a proper injection speed setting at 80 mm s−1 with barrel temperature at 170–180°C.
Hardness of green and sintered parts produced at various barrel temperatures and injection speeds
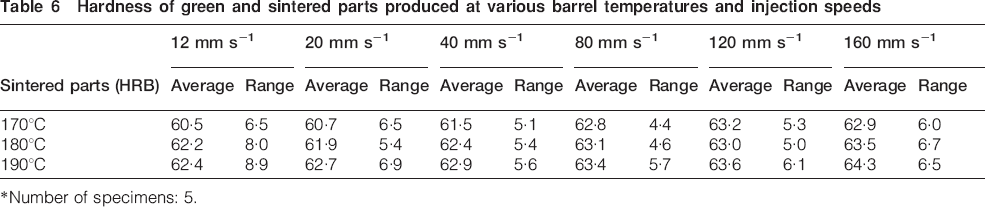
*Number of specimens: 5.
Processing window of injection moulding
The experimental results show that injection moulding at 180°C and 40–80 mm s−1 yields products of good quality. Parts produced at 80 mm s−1 are better than those produced at 40 mm s−1. Hence, an injection speed of 80 mm s−1 and a barrel temperature of 180°C are set to optimise the combination of injection moulding parameters in this investigation. The produced green parts are sintered in phase 2.
Figure 3 presents SEM plots of green parts produced at injection speeds of at 12, 80 and 160 mm s−1. The barrel temperature is set to 180°C. The cross-section plots of the near gate location in the x direction all look the same. However, the SEM plots of the at-centre and the far-from-gate locations differ. The low injection speed of 12 mm s−1 reduces the melt temperature and thereby the dissolution of the binder; the binder thus tends to agglomerate in green parts, as evident at the centre and the far-from-gate locations. The high injection speed at 160 mm s−1 enables more coarse powder to be pushed farther during mould filling. Therefore, the average density of the green parts is improved. Meanwhile, the increased weight of the second half length of the green parts and the shear heat that is introduced by injection at high speed reduces the capacity of low melt temperature PW to support the loading of coarse powder during sintering. The sintering process undertaken at high temperature increases the rate of dimensional shrinkage in the sintered parts.
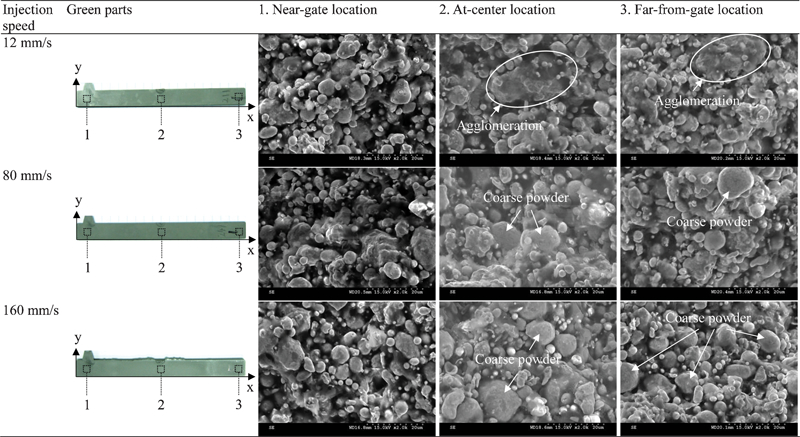
Scanning electron microscopy plots of green parts produced at various injection speeds
Generally, the sintered parts produced using an injection speed of 80 mm s−1 are of higher than those produced using an injection speed of at 120 or 160 mm s−1. Only a little coarse powder appeared at the centre and the far-from-gate location, and the quality of the sintered parts is promoted. In contrast, an excess much coarse powder worsens the quality of the green and sintered parts.
Phase 2: Performing sintering experiment using Taguchi and PCA methods
Table 7 presents the Taguchi L9 orthogonal array for the sintering experiment and the corresponding S/N ratio analysis with normalised observations and Fig. 4 plots the S/N response diagram for each quality. Figure 4a indicates that the sintering temperature (control factor A) is the most important factor in determining the dimensional shrinkage rate; the heating rate (control factor B) is the second, and the holding time (control factor C) is the third. Their optimal combination is A1B3C1, representing a sintering temperature of 1320°C, a heating rate of 10 K min−1, and a holding time of 1 h. Figure 4b reveals that the sintering temperature is the most important factor in determining the density of sintered parts; holding time is the second, and heating rate is the third. Their optimal combination is A3B2C2, representing a sintering temperature of 1380°C, a heating rate of 5 K min−1, and a holding time of 2 h. Figure 4c shows that sintering temperature is the most important factor in determining the hardness of sintered parts; holding time is the second, and heating rate is the third. Their optimal combination is A3B1C2, representing a sintering temperature of 1380°C, a heating rate of 1 K min−1, and a holding time of 2 h.
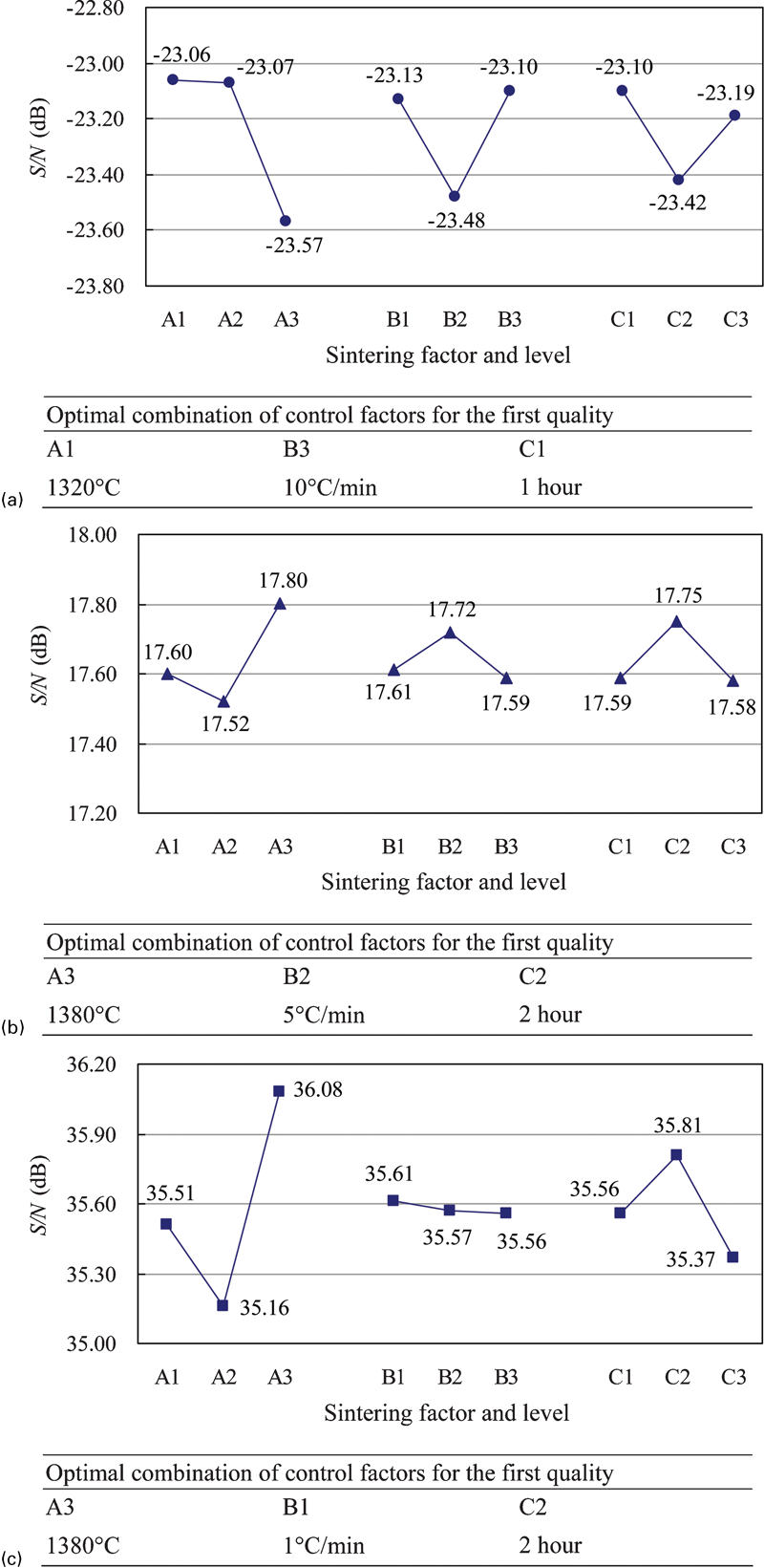
Response diagrams for various qualities
Taguchi L9 orthogonal array with experimental results*
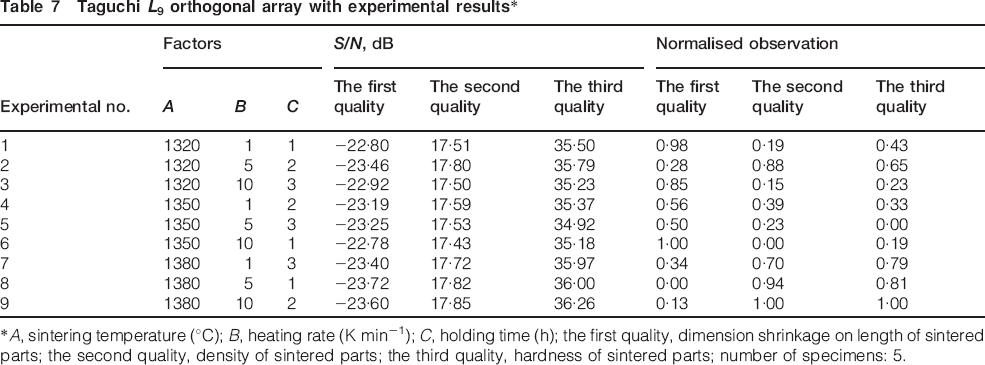
*A, sintering temperature (°C); B, heating rate (K min−1); C, holding time (h); the first quality, dimension shrinkage on length of sintered parts; the second quality, density of sintered parts; the third quality, hardness of sintered parts; number of specimens: 5.
Sintering temperature is crucial to determining the qualities of dimensional shrinkage rate, density, and hardness of sintered parts, so this control factor should be the first to be adjusted in the pursuit of quality. Table 7 indicates that no single best combination optimises each quality in the nine combinations of Taguchi's orthogonal array. To meet all quality requirements, composite quality indicators must be derived. Herein, the optimal combination of process parameters is identified.
The S/N ratios for the three qualities were normalised and were used to construct the variance–covariance matrix and then to yield the eigenvalues through PCA.12 The eigenvectors of the three qualities with the corresponding weightings of the first, second, and third principal components, were [0·568, −0·604, −0·559]T, [−0·665, 0·063, −0·744]T, and [0·485, 0·794, −0·366]T respectively. These vectors were used to calculate the first principal component φ1, the second principal component φ2, and the third principal component φ3. The accountability proportions that correspond to the first, second and third principal components are 0·902, 0·092 and 0·006 respectively. The quality observations made in the L9 experiment were converted into φ1, φ2 and φ3 using PCA. Since the second cumulative accountability proportion is 0·994, the composite quality indicator φ given is evaluated as the sum of φ1 and φ2.
Table 8 is the results of analysis of variance for the composite quality indicator φ. The table indicates that sintering temperature and holding time govern the composite quality indicator. The effect plot in Fig. 5, from the L9 experiment, suggests that the combination of process parameters that optimises φ is A2B3C3, representing a sintering temperature of 1350°C, a heating rate of 10 K min−1, and a holding time of 3 h.
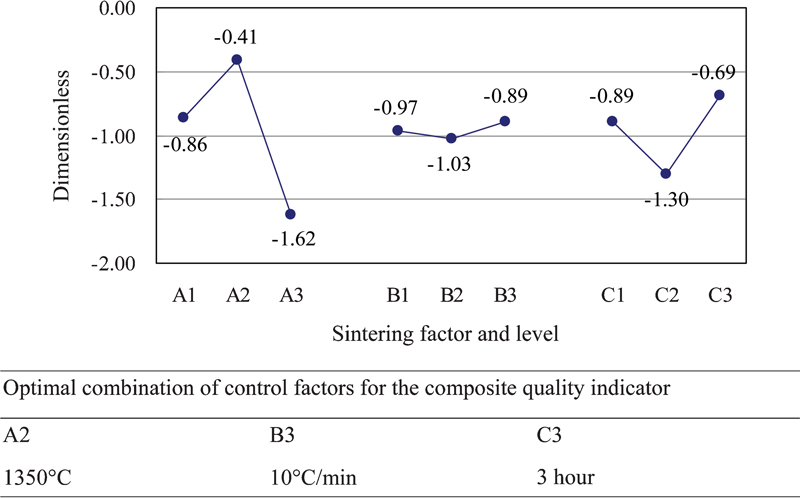
Response diagram of composite quality indicator
Analysis of variance of composite quality indicator*
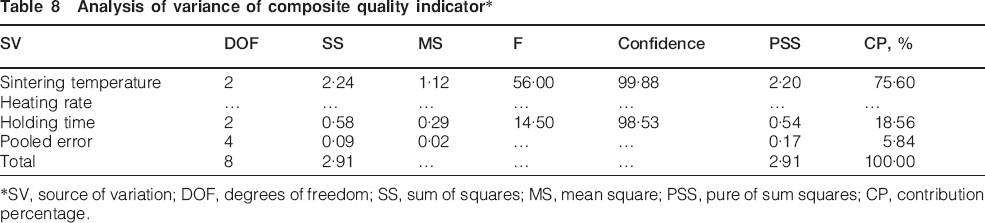
*SV, source of variation; DOF, degrees of freedom; SS, sum of squares; MS, mean square; PSS, pure of sum squares; CP, contribution percentage.
Phase 3: Performing confirmatory experiment
Table 9 shows the results concerning sintering quality obtained with the initial and optimal settings of the process parameters for multiquality characteristics. The optimal process parameters, obtained by the Taguchi and PCA methods, efficiently improve the quality of the MIM compact – dimensional stability from 0·21 to 0·10 mm, density stability from 0·9 to 0·5%, and hardness stability from HRB 4·6 to HRB 0·6.
Results of confirmatory experiment*
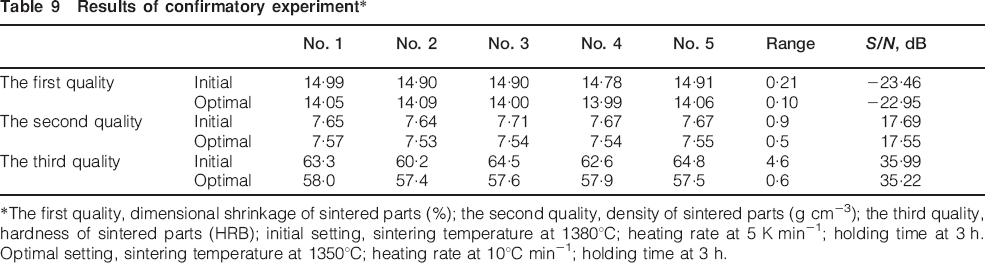
*The first quality, dimensional shrinkage of sintered parts (%); the second quality, density of sintered parts (g cm−3); the third quality, hardness of sintered parts (HRB); initial setting, sintering temperature at 1380°C; heating rate at 5 K min−1; holding time at 3 h. Optimal setting, sintering temperature at 1350°C; heating rate at 10°C min−1; holding time at 3 h.
Figure 6 plots the quality of sintered parts obtained with the initial and optimal settings of the process parameters. The optimal settings improve the dimensional deviation in the length direction, density and hardness all by over 40%. The SEM plots also indicate that the pore structure obtained with the optimal settings was finer and more uniformly distributed than that obtained with the initial settings. Overall, the experimental results show that this setting method for optimising process parameters to optimise the multiple qualities of sintered parts is effective.
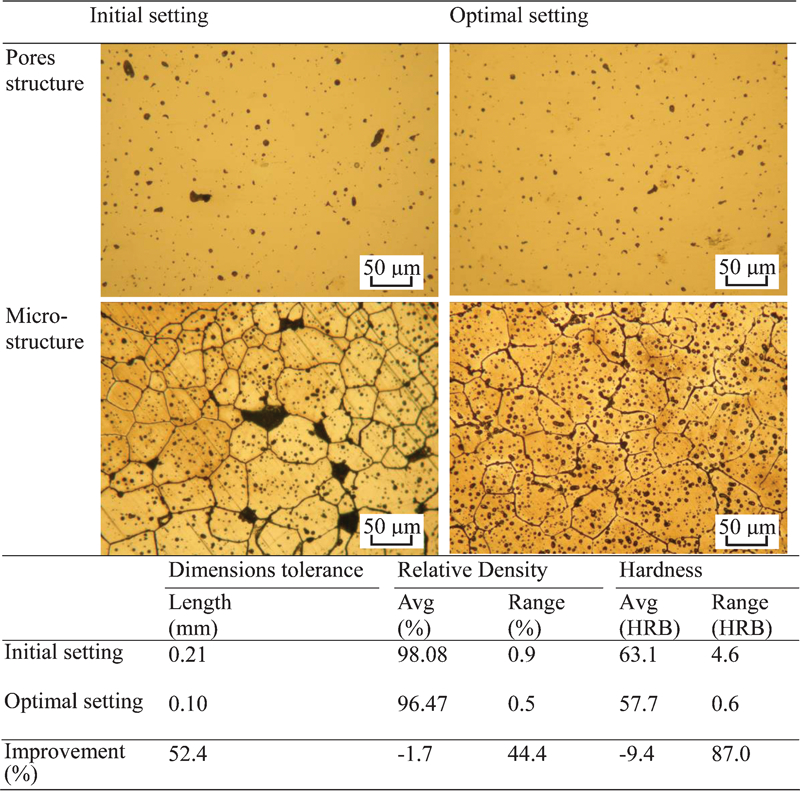
Qualities of sintered parts that correspond to initial and optimal settings of process parameters
Conclusions
This study explores the effects of key injection moulding parameters and sintering parameters on the dimensions and mechanical properties of 316L stainless steel MIM compact. The experimental findings reveal the following.
1. The process window of injection moulding 316L stainless steel powder is a barrel temperature of 170–190°C and an injection speed of 12–120 mm s−1, which yield products of high quality.
2. MIM parts of optimal qualities can be produced with properly processed parameters. The proper injection speed stabilises mould filling and thereby enhances the quality of the sintered parts. In this work, an injection speed that was too low caused mass agglomeration, and one that was too high injection produced coarse powder in the tablet specimen. Also, the sintering temperature essentially determines the qualities of shrinkage, density, and hardness of sintered parts.
3. Taguchi and PCA methods were applied to optimise the process parameters to improve the quality of MIM compact – with a dimensional stability improved from 0·21 to 0·10 mm, with a density stability improved from 0·9 to 0·5%, and with a hardness stability improved from HRB 4·6 to HRB 0·6. The pore structure obtained with the optimal settings was finer and more uniform than that obtained with the initial settings. Thus, results of this study demonstrate the effectiveness of this approach in optimising the process parameters to improve the multiple qualities of sintered parts is expected to be practical.