
Abstract
It would be useful to be able to produce brass and bronze components made from prealloyed powders by supersolidus liquid phase sintering. The microstructures obtained in such alloys are sensitive to constituent alloying elements and small change in sintering temperature. Although the formation of liquid during sintering is potentially attractive for densification, the effects of gravity on the liquid phase can result in graded densification. Evaporation of alloying elements and their solubility in the base metal also affect the extent to which heterogeneous cross-sections are obtained. The aim of the present study was to examine the effect of alloying and sintering temperature on the mode of particle rearrangement, and consequently on graded densification, by microstructural and fractographic analysis. Comparing the fracture morphology from top to bottom of the fracture surface is also helpful in developing a model to describe the phenomena during sintering of similar alloys.
Gravity provides a progressive stress gradient on powder compacts during sintering that induces settling and shape distortion. Numerous researchers have studied gravity effects on liquid phase sintering (LPS) of mixed powders during the past few decades, beginning with Kohara and Tatsuzawa. 1 In particular, there are a large number of theoretical and experimental studies of microstructure and macrostructure in normal gravity and micro-gravity conditions.2–8 It is well known that isolated particles settle with a velocity of the order of the Stokes velocity. 9 Liu et al. 10 developed a model describing skeletal settling in the case of mixed powders from studies of LPS microstructure as a function of position. The pressure due to gravity will break weak bonds, giving greater settling of isolated grains. Also, the gravitational force will generate compressive stresses at the contact points between grains; the increased stress at these sites results in a greater solubility, resulting in transfer of material away from the contact points and thus allowing grain shape accommodation.
Most studies of gravitational effects on LPS have been performed on mixed elemental powders. In contrast, when using prealloyed powder the density difference between solid and liquid is very small and the factors that control viscous flow during supersolidus LPS are not well understood. A few studies have focused on gravitational effects in supersolidus LPS. German and co-workers studied densification and distortion, introducing a softening parameter for shape retention during supersolidus LPS only for bronze prealloyed powder. 11 It has also been shown that microstructural changes and graded densification of brass alloy as a result of gravitational effects during isothermal supersolidus LPS depend on small changes in sintering temperature. 12
In the present study the influence of gravity in generating graded structure during LPS of prealloyed brass and leaded bronze was examined using fractographic and microstructural analysis.
Materials and methods
Water atomised prealloyed brass and leaded-tin bronze powders with particle size of 40–100 μm (particle fraction obtained by sieving according to ASTM E11), provided by Tabriz Powder Metallurgy Co., were used as the base materials. After characterisation of the flow behaviour (to ASTM B213) and apparent density (based on ASTM B212), the brass and leaded-tin bronze powders were mixed separately with 0·75 wt-% lithium stearate as lubricant in a V shaped mixer at 65 rev min–1 for a period of 60 min. The powder mixes obtained were compacted into Charpy bars 55×10×10 mm in size (ISO 5754) in a uniaxial hydraulic press, using a tool with floating die. The green density was calculated by measuring the compact weight and dimensions. The length of samples was determined by a caliper with 0·02 mm precision. To avoid the compacts sticking together during sintering and to reduce the evaporation rate of Zn and Pb, the compacts were placed in a ceramic boat filled with alumina powder. The heating cycle included a 30 min dwell in the dewaxing zone at 540°C for delubrication followed by sintering for 60 min in the high temperature zone at temperatures in the range 900–950°C for brass and 770–810°C for leaded bronze. A small pusher type laboratory furnace (type, TFS/25–1250; heat resistant steel muffle) was used with an argon flow of 2 L min–1 maintained throughout the cycle. After sintering the boat was pushed into the water-jacketed exit zone of the furnace.
The sintered specimens were characterised by measuring the density through water displacement by the Archimedes method (DIN ISO 3369); this technique is more precise than calculating the density from the dimensions as was done with the green compacts. The sintered specimens were sectioned parallel to the pressing direction, polished and etched (8 g FeCl3, 25 mL HCl, 50 mL H2O). Microstructural examination of the etched specimens was conducted using an optical microscope and a CAM SCAN 2300 scanning electron microscope (SEM). Fractography and linear analysis of the fracture surfaces of impact test samples were performed using the SEM equipped with an energy dispersive X-ray (EDX) microanalyser. To investigate the distribution of liquid phase during sintering, which contributes to density gradients, sections of samples at three height levels on each fracture surface (top, centre, bottom corresponding to distances of 1·6, 4·9, and 8·2 mm from the upper surface of the sample) were individually analysed.
Results and discussion
The characteristics and the morphology of the starting brass powder as well as the chemical composition are given in Table 1 and Fig. 1.
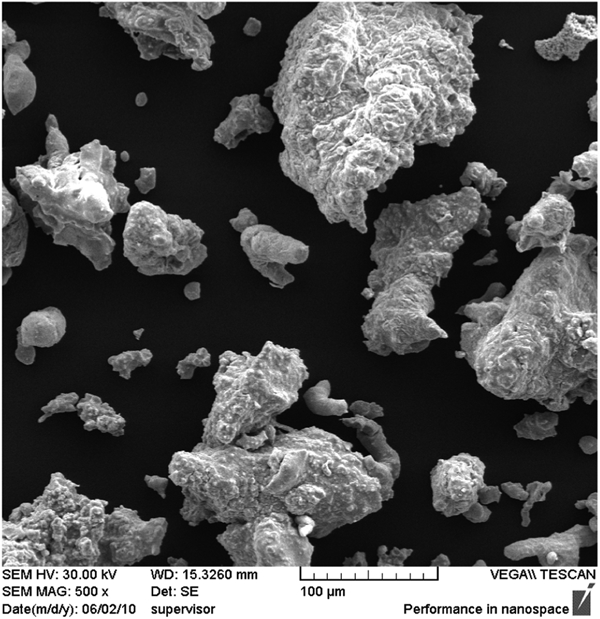
Typical morphology of brass powder
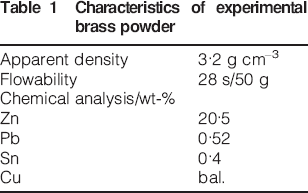
Characteristics of experimental brass powder
As the powder used is prealloyed, the sintering mechanism is supersolidus LPS. When studying the microstructure of the sintered brass (Fig. 2), the main interest was in pore elimination. Grain growth and pore enlargement were also observed with increasing sintering temperature.
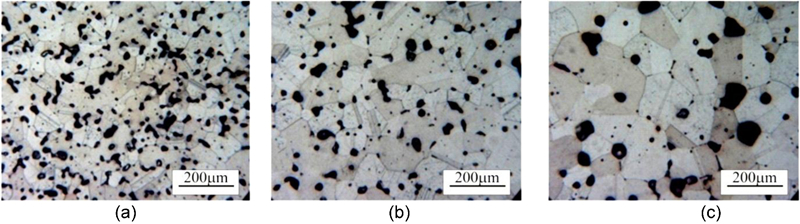
Microstructure of brass compacts sintered for 60 min in Ar atmosphere at: a 910°C, b 930°C, c 950°C
With increasing sintering temperature, rearrangement of grains from fragmented powder particles as a result of further liquid phase formation leads to higher densification and spheroidisation of grains. In spite of the decreasing number of pores, pore growth and grain growth occur concurrently with shape accommodation so that small grains are dissolved and reprecipitated on large grains through Ostwald ripening or grain coalescence. Grain and pore growth is likely to be the cause of the decrease of sintered density observed after sintering at temperatures >930°C. The maximum density of 7·99 g cm–3 was obtained after sintering at 930°C (from a green density of 7·30 g cm–3), which corresponds to 50% densification, where the densification parameter was calculated as

Due to formation of excess liquid phase, some events such as settling of liquid under gravity occurred. This feature was evaluated by studying various regions of each fracture surface. Fracture surface images of sintered specimens show that the porosity decreases and grain size increases from top to bottom at each temperature (Fig. 3), as a result of liquid phase settling at the bottom of the sample.
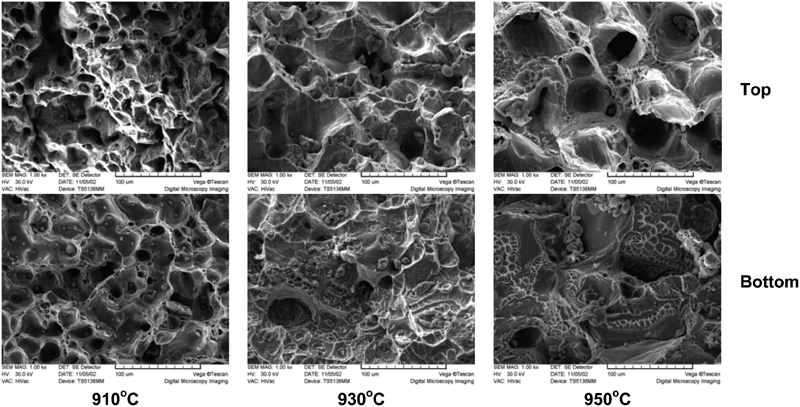
Fracture surface of brass specimens sintered at given temperatures
It has been reported 11 that gravity causes a vertical force on the specimen that affects the sintered microstructure. The pressure caused by each particle's mass causes preferential densification of the bottom of the compact relative to its top (Fig. 4). The stress at any point is given by σ = ρgh (for a compact of uniform cross-section) where ρ is density, g the acceleration due to gravity and h distance from the upper surface of the compact.
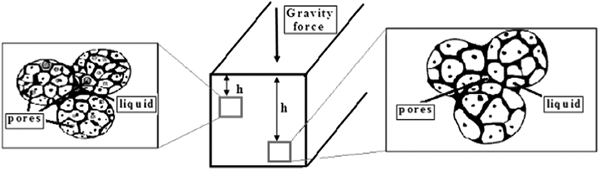
Schematic depiction of liquid phase settling to bottom of compact as a result of gravity
The higher pressure lower down the compact results in liquid accumulation and more densified structure, which should result in lower contiguity at the bottom. As shown in Fig. 3, the morphology at both top and bottom of the sintered compact at 910°C is non-uniform. Fracture occurs in grain boundary regions, where the initial liquid phase forms, and no transgranular fracture was observed. Furthermore, at this temperature the grains at the bottom of the compact are coarser than at the top, due to liquid phase settling. It should also be taken into consideration that because of the higher porosity and lack of full densification at 910°C, capillary penetration of the melt into the pores occurs: at higher temperatures, because of the lower porosity levels due to greater liquid formation, the capillary force decreases and thus gravity effects dominate. 11
At 930°C more liquid phase is formed and the porosity decreases relative to 910°C. The rearrangement of fragmented powder particles arising as a result of liquid phase formation leads to a significant increase in load bearing cross-sectional area. Here, the difference in morphology from top to bottom of the fracture surface is more evident, in that the upper side contains mostly large dimples. At the bottom of the sample, fracture tends to occur through liquid phase regions and small dimples are dominant. At 950°C there is almost full coverage of grain boundaries and particle contacts by the melt. It can be seen in Fig. 3 that fracture at the bottom occurs through a virtually fully dense material; furthermore, the differences between top and bottom are very pronounced.
To compare and reveal the response of liquid phase to gravitational effects in other systems, the microstructural gradient of an elaborated composition including an immiscible element (Pb) in prealloyed Cu–Sn powders was investigated during isothermal sintering. In this alloy settling and accommodation of grains during sintering could be easily studied by observation of lead spreading between the particles/grains over the cross-section. Here, Pb acts as an indicator to reveal the repacking and rearrangement of grains.
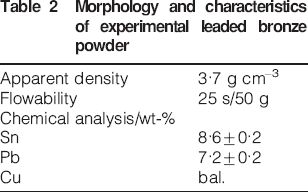
The properties and the morphology of the starting powder are given in Table 2 and Fig. 5. In contrast to the composition of the prealloyed starting powder, EDX surface analyses of diverse particles showed an absence of Pb. It was found that during powder production, lead, being immiscible in the matrix, is trapped as a core inside a shell of Cu–Sn alloy.
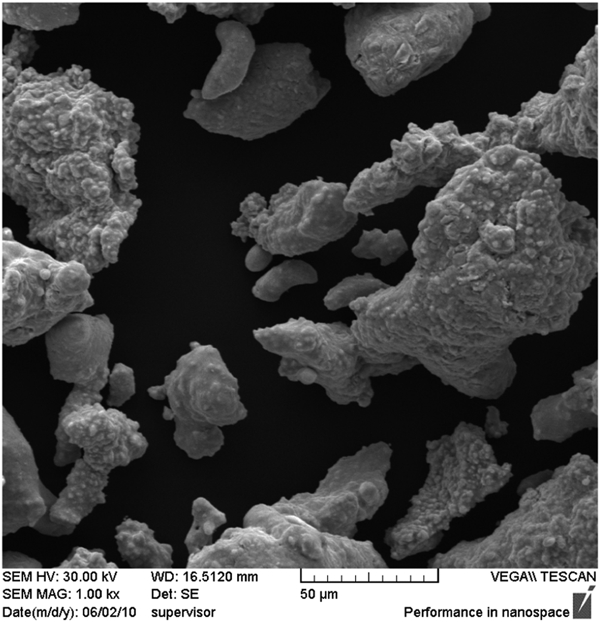
Morphology of experimental leaded bronze powder
Morphology and characteristics of experimental leaded bronze powder
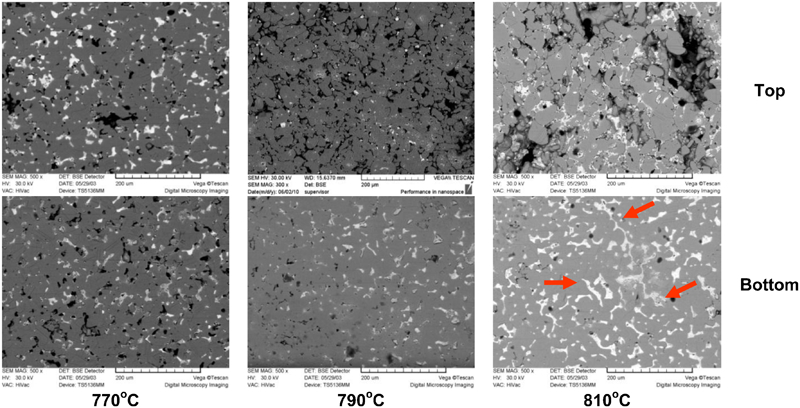
The sequence of the transformations occurring during heating may be described as follow. Melting of lead starts at 327·5°C. Reaction in the Cu–Sn–Pb system would be expected to be confined to tin and copper because copper and lead do not react with each other. According to the phase diagram, the peritectic point of Cu–Sn is 798°C. At temperatures below the peritectic, solid state Cu–Sn interactions prevail over sintering effects, whereas above the peritectic, supersolidus LPS dominates. To evaluate the behaviour around the peritectic temperature, the samples with a green density of 7·01 g cm–3 were sintered at 770, 790 and 810°C (Fig. 6).
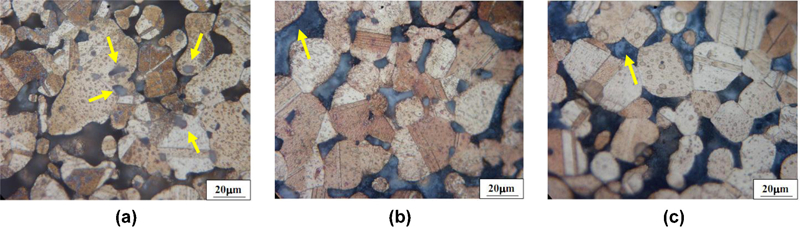
Microstructure of leaded tin bronze sintered at a 770°C, b 790°C, c 810°C: arrows designate Pb
The mechanism of reaction at 770°C can be represented as persistent LPS. The lead particles are essentially all located inside the particles (Fig. 5a). It can be seen from Fig. 7 that a homogeneous microstructure was obtained from top to bottom of the section. The density of specimens sintered at 770°C was 7·66 g cm–3. The maximum sintered density of 7·72 g cm–3 was achieved at 790°C, equivalent to a densification parameter of 35·57%.
Microstructure of Cu–Sn–Pb specimens sintered at given temperatures
The effect of collapse of the Cu–Sn shell as a consequence of supersolidus LPS and extension of the previously explained persistent liquid phase (Pb) along the fragmented Cu–Sn particles can be seen by comparing Fig. 6a and b. Spreading of the entrapped Pb located inside the particles to the fragmented particle boundaries results in capillary forces acting on the semisolid particles.
A decrease in density is seen after sintering at 810°C. The densification parameter at this temperature is 27·41%. The results demonstrate that an optimum amount of liquid formation during sintering is required to maximise sintered density.
Increasing temperature resulted in higher fragmentation of the Cu–Sn shell, allowing the Pb islands in adjacent particles to merge and promoting accommodation between the fragmented Cu–Sn grains. Consequently, the contiguity of Cu–Sn grains decreases (cf. Fig. 6b and c). Grain growth also occurs with increasing sintering temperature.
The influence of gravitational force on liquid phase settling is also evident in the leaded bronze system (Figs. 7 and 8). Comparing the micrographs from top and bottom of the sintered samples at higher temperatures demonstrates the effect of gravity in promoting pore filling and formation of larger lead islands at the bottom of sintered sample at 810°C. It is clear in Fig. 8 that the samples sintered at higher temperatures exhibit more settling of liquid phase than those sintered at lower temperatures.
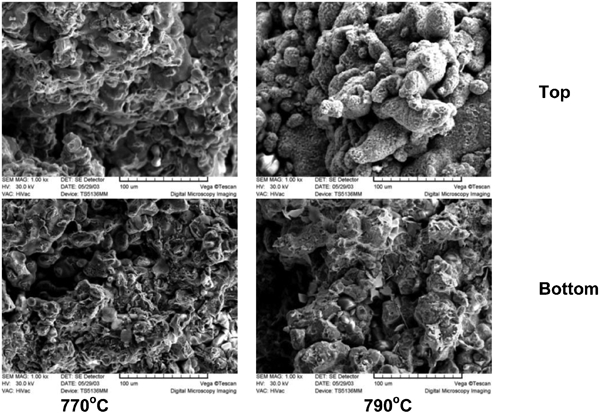
Fracture surfaces of bronze samples sintered at given temperatures
Where the hydrostatic pressure is sufficiently low (at the top of section), the fragmented solid Cu–Sn particles pack to a volume fraction close to the maximum loose packing achievable for powder.
The low solubility of lead in copper raises the possibility of visualising the phenomena during fragmentation in supersolidus LPS of Cu–Sn (Fig. 8, 790°C, top). When the hydrostatic pressure is higher, the fragmentation of Cu–Sn is less pronounced, which allows time for sinter bonds between Cu–Sn grains to form a skeleton. In this case, a thick layer of lead is distributed inside partially fragmented Cu–Sn particles and in their surroundings (Fig. 8, 790°C, bottom).
Conclusions
Sintering temperature is the main parameter determining sintered density and dimensional precision. For the Cu–Zn and Cu–Sn–Pb alloys investigated the optimum sintering temperatures were 930 and 790°C respectively (in the present equipment and conditions).
Fractography and microstructural analysis have revealed clearly the influence of gravitational effects on graded densification especially at higher sintering temperatures.
In studying the effect of manufacturing parameters on the properties of alloy systems in which LPS occurs, metallographic and fractography analyses taken from random points on sections, without considering their location within the specimen, may result in misleading data and interpretation. When considering the structural differences from top to bottom, at least for LPS materials sintered at higher temperatures, it would be appropriate to perform evaluations at a clearly defined level, i.e. distance from the top of the examined section.
Footnotes
Acknowledgements
This paper is based on a presentation at Euro PM 2012, organized by EPMA in Basel, Switzerland, on 16–19 September 2012.