
Abstract
The effect of additions of transitional refractory metals on the structure and properties of Al–Zn–Mg alloys, made by ingot and PM routes, was investigated. The strength of the ingot alloys especially is increased by scandium and zirconium. The modifying action of scandium inhibits recrystallisation and precipitation of the fine-grained coherent Al3(Sc1–xZrx) phase. The effect is weaker in PM alloys where the ultra-high cooling rate during high pressure water atomisation produces the fine-grained structure. PM semi-products of the base composition Al–5Zn–3Mg and alloys without scandium are not recrystallised during heating to 500°C, whereas cast alloys of similar composition recrystallised on the hot extrusion stage at 400–450°C. Of the Sc alloys, Al–5Zn–3Mg–0·5Mn–0·7Zr–0·3Sc showed the highest strength (UTS = 651 MPa, YS = 596 MPa), whereas of the PM alloys without scandium Al–5Zn–3Mg–0·85Zr–0·22Cr–0·17Ni–0·15Ti alloy showed UTS = 618 MPa and YS = 553 MPa. At melt cooling rates of 105–106 K s–1 the total content of transitional refractory metals must not exceed 1·5–1·7 wt-% and total content (Zn+Mg) should be <8 wt-% at a Zn/Mg ratio of 5:3.
The deformable, heat treatable, weldable Al–Zn–Mg alloys are a widely used class of construction materials, owing to their favourable combination of mechanical properties and corrosion resistance and their high manufacturability. They are inferior in strength to the unweldable Al–Zn–Mg–Cu alloys, but have better corrosion resistance.
Weldable Al–Zn–Mg alloys have for many decades been the subject of research at the All-Russian Institute of Light Alloys with the participation of the All-Russian Institute of Aviation Materials, of the E.O. Paton Electric Welding Institute et al. An important development being the high strength ingot alloy 1970 (Russian specification). Semiproducts from this alloy, after quenching and aging to peak strength, show ultimate tensile strength (UTS) up to 520 MPa, yield strength (YS) up to 490 MPa and elongation (El) of 11%. 1
Further advance is possible by increasing the basic alloying content of Zn and Mg (which are relatively soluble in aluminium), and by transition refractory and rare earth metal additions (little or no solubility in aluminium). This is feasible by rapid solidification (RS) to create non-equilibrium supersaturated solid solutions. Rapid solidification also prevents the formation of coarse phases and restrains the coarsening of strengthening phases in subsequent processing and service.
For aluminium and its alloys, gas atomisation (GA) is widely used as an industrial RS route, 2 providing cooling rates up to 105 K s–1. However, GA carries the risk of explosion and special safety measures are required that considerably raise manufacturing costs.
The spinning cup water granulation process (Gr) is explosion proof (owing to the absence of ultrafine and fine particles) and easy to operate. 3 In combination with water cooling of the molten particles, the Gr process enables cooling rates in the range 103–104 K s–1 to be achieved. The Gr alloy 01949 (RF specification; composition given below in Table 2) had the best properties. Mechanical properties of 01949 rods after quenching and aging to peak strength were 4 UTS 400–570 MPa, YS 430–490 MPa, El 6–10%. This alloy possesses high corrosion resistance and excellent weldability, but in respect of constructional strength is somewhat inferior to semi-products of the standard weldable ingot alloys.
Hardness and tensile properties of Al–5Zn–3Mg alloys, produced by PM and ingot routes, in T6 condition
*Granule technology 01949 alloy, composition: Al–(4·5–5·5)Zn–(2·5–3·5)Mg–(0·7–1·0)Zr–(0·15–0·3)Cr–(0·1–0·2)Ti–(0·1–0·25)Ni–(0·0002–0·05)Be
New possibilities are opened by PM water atomised powders (WA-N), 3 which can reach melt cooling rates up to 106 K s–1.
The present paper focuses on the effect of the main alloying elements and transition metal alloying additions on the structure and mechanical properties of PM Al–Zn–Mg alloys in comparison with ingot alloys of the same compositions.
Experimental
PM Al–Zn–Mg alloys of the compositions given in Table 1 were chosen for the experiments. Ingot alloys of the same compositions were produced for comparison.
Nominal compositions of experimental alloys and mean cell and second phase size in longitudinal sections of extruded rods in T6 condition
The production of the experimental PM alloys, based on water atomisation RS technology, 3 comprises the following steps
preparation of the charge for melting from master alloys
melting in an induction furnace
atomising of the melt by jets of high pressure cooled water
hydraulic classification of suspended powder into specified size fractions
dehydration of deposited powders by filtration under vacuum
drying the wet powder in a thin layer with continuous intermixing
degassing of the green compacts under vacuum at an elevated temperature
on completion of degassing, consolidation of the preforms by hot extrusion.
The same alloys were cast from the induction furnace through a hole with a stopper in the crucible bottom into copper water-cooled moulds 25 mm in diameter and 100 mm in height. The cooling rate of the melt is ∼45 K s–1.
Both ingot and sintered preforms were hot extruded in air at 350–400°C with a die speed of 0·3 mm s–1 at an extrusion ratio of 12·4–12·7 to produce rods 7 mm in diameter. Specimens of 3 mm diameter and 15 mm length were prepared from the extruded rods for tensile testing. The specimens were quenched following annealing in air at 450°C, water quenched and aged at 120°C for 86·4 ks (24 h).
Mechanical properties of the powder alloy semiproducts were evaluated by static tensile and Vickers hardness testing. The aging process was monitored by hardness measurements. The powders and semiproduct microstructure was studied by optical (OM), transmission electron (TEM), and scanning electron (SEM) microscopy. The alloy interfaces and microchemistry were studied by OM and SEM. Specimens for mechanical testing, structural investigations and hardness measurements were electrolytically polished and following chemical etching. The melt cooling rate was calculated from the dendritic structure 4 using the average cell size of the dendrite framework determined as the square root of the cell area.
Results and discussion
Microstructure of semiproducts
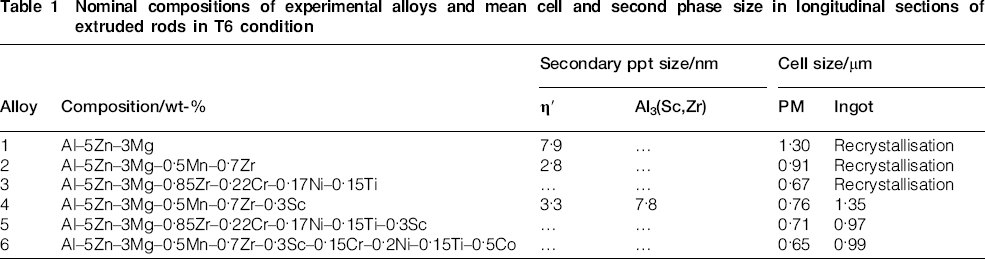
In the manufacture of semiproducts, recrystallisation of the ingot alloys (both base composition and without scandium) had occurred by the hot extrusion stage, whereas the PM alloys were not recrystallised even after heating to 500°C. Micrographs of longitudinal sections of alloy 2 extruded rods (Fig. 1) illustrate the recrystallised structure of the ingot alloy as a result of heating during extrusion and annealing, and the absence of recrystallisation in the PM alloy which exhibits a fine fibrous structure with the fibre diameter <10 μm.
Optical micrographs of extruded rod longitudinal sections of alloy 2: a ingot alloy; b PM technology
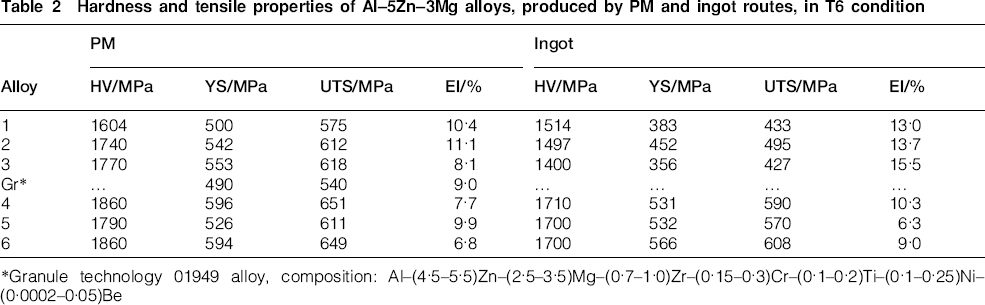
Alloying with scandium (alloy 4) retards the recrystallisation of fibrous structure in the hot extruded rods made from ingot alloy at extrusion temperatures of 350–400°C (Fig. 2a). In PM alloy (Fig. 2b), scandium addition results in some thinning of the fibres, compared with alloy 2 (Fig. 1b). The effect of scandium in modifying structure variability is less strong in the WA-N PM alloys because the rapid cooling of the melt plays the major role in forming a fine grain structure.
Optical micrographs of longitudinal section of alloy 4 extruded rods: a ingot alloy; b PM technology
Characteristic microstructures of PM alloy rods after T6 treatment are presented in Fig. 3. A cellular dislocation structure with cell sizes in the range 50–300 nm is observed. The dislocation density is increased in the cell walls. A disorientation of the cells is observed, which facilitates improvement of mechanical properties. The of cell size in alloy 4 (Fig. 3b), alloyed with transitional refractory metals, is diminished notably relative to the base alloy (Fig. 3a).
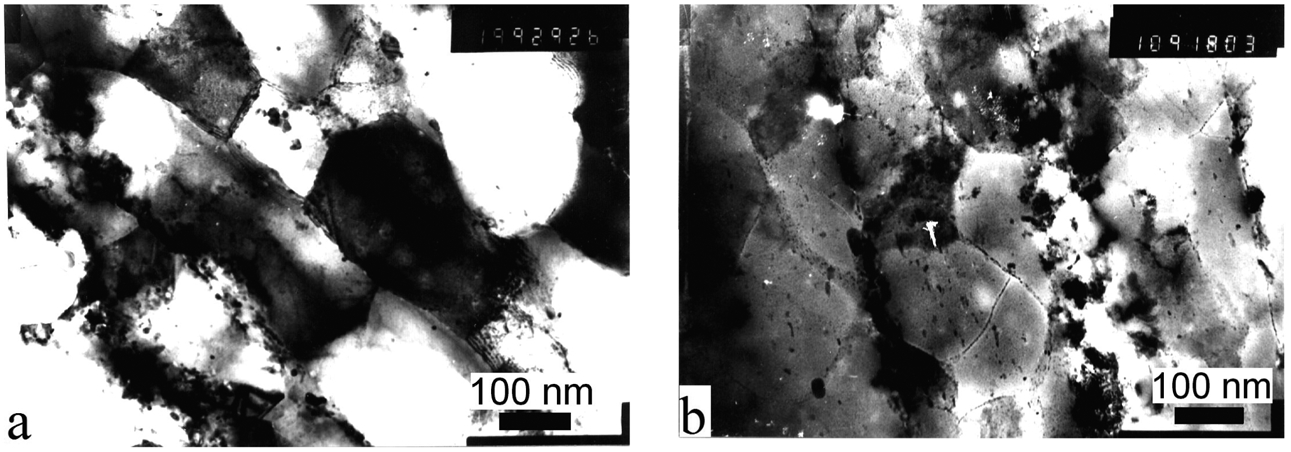
TEM microstructure of PM rods in T6 condition in longitudinal section: a alloy 1; b alloy 4
Average cell and second phase sizes in the microstructure of extruded rods are also reported in Table 1. The cell size in both PM and cast alloys generally diminished with increasing alloying addition. At the same time the PM alloy 3, which has a total transition refractory metal content of 1·39 wt-% but no scandium, the cell size is less than in alloys 4 and 5 with scandium and greater total alloying additions. Only in alloy 6 with a total transition refractory metals content of 2·5 wt-% is the cell size slightly smaller.
Alloying with scandium retards recrystallisation of the ingot alloys: all the scandium-free cast alloys, including alloys with zirconium, were recrystallised.
Mechanical properties of specimens
The tensile properties and hardness obtained at room temperature for PM and ingot alloy rod specimens in T6 condition are summarised in Table 2. It can be seen that the values of ultimate tensile strength and yield strength rise with increasing transition refractory alloying element contents up to 1·5 wt-%. Further increase of alloying addition to 2·5 wt-% has little effect on strength, but reduces ductility. The retention of sufficiently high levels of plasticity appears to be linked to optimum correlation of the strengthening Al3(Sc1–xZrx) and η′ phases. Alloying with scandium increases the strength of the ingot alloys particularly, owing to its modifying action in reducing grain sizes and inhibiting recrystallisation. However, scandium additions have less effect in increasing the strength of PM alloys. As noted above, the rapid solidification plays leading role in the structural refinement of these alloys. In addition, the Al3(Sc1–x Zrx) phase contributes to increasing the recrystallisation temperature and preserving the cellular structure.
The results in Table 2 suggest that the strengths of PM semiproducts from water atomised powders substantially exceed those of ingot alloys of analogous composition. This effect is especially marked in the scandium-free alloys (1–3). The PM alloys are also stronger than the industrial 1970 ingot alloy mentioned above, additionally alloyed with scandium (composition 5·0–5·8%Zn, 1·8–2·2%Mg, 0·20–0·45%Cu, 0·15–0·5%Mn, 0·05–0·12%Zr, 0·15–0·25%Sc, ≤0·20%Fe, ≤0·10%Si). This alloy possesses the highest level of mechanical properties reported to date among weldable alloys of the Al–Zn–Mg system: 1 UTS = 480–510 MPa, YS = 400–450 MPa, El = 10–12%. The 01949 alloy with the highest strength level among Al–Zn–Mg alloys, developed by granule technology, 4 is less strong than the PM alloy with the closest composition (alloy 3 in Table 2).
Weldability
Strip samples were tested for weldability in three different ways. First, a strip material in the butted strip zone was melted via an argon arc burner. Strip samples were then exposed to a thermal test which consisted of heating to 550°C for 2 h. These tests model welding conditions are used to estimate degassing quality. The microstructure of as tested samples was shown to be pore-free, providing evidence of low gas content. As a final stage, strip samples were argon arc welded before tensile testing. As can be seen from Table 3, the strength of the weld seams was close to that of the base metal. The results of mechanical tests agreed well with microstructural observations. The weld seam was found to have a fine, equiaxed microstructure without columnar crystallites, while no recrystallisation was observed in the heat affected zone.
Ultimate tensile strength of base metal and butt welded strips*

*UTSweld data for butt welded strip courtesy of Professor Shmakov.
Conclusions
Extruded rods of the present Al–Zn–Mg alloys show a cellular polygonal structure in which cell size is significantly diminished by transition refractory metal alloying additions in both PM and ingot alloys.
In the absence of scandium, extruded semiproducts of ingot Al–5Zn–3Mg system alloys are recrystallised during hot extrusion, whereas the equivalent PM alloys are not recrystallised even on heating to 500°C. Alloying with scandium increases the strength, especially of the ingot alloys, due to the modifying action of scandium in lowering grain size and inhibiting recrystallisation. The effect of scandium increases is less strong in PM alloys because rapid solidification during water atomisation plays a leading role in structural refinement.
The extruded PM alloys from water atomised powders have substantially higher tensile strength properties than alloys of analogous composition produced by ingot and granule technologies. The difference is especially marked in scandium-free alloys.
Among the alloys developed by PM technology, Al–5Zn–3Mg–0·5Mn–0·7Zr–0·3Sc (alloy 4) has the highest tensile properties, which for extruded rods after quenching and aging to peak strength are: UTS = 651 MPa, YS = 596 MPa, El = 7·7%.
Footnotes
Acknowledgements
The authors are grateful to Dr A. Sirko for assistance in the mechanical properties studies, to Dr N. Danilenko for assistance in TEM and to Dr A. Sameljuk for assistance in SEM. This paper is based on a presentation at Euro PM 2012, organised by EPMA in Basel, Switzerland on 16–19 September 2012.