
Abstract
A novel plasma spraying method, direct write thermal spray (DWTS), is demonstrated for strain gauge manufacturing. Sprayed and laser finished strain gauges were subjected to cyclic loading and performance was compared with that of commercial strain gauges. The main differences observed are in sensitivity and zero point drift and it is suggested that these differences can be significantly reduced. Thus, it is proposed that DWTS is a potential novel method for strain gauges integration within strained structures for monitoring purposes.
Direct write thermal spray (DWTS) is a miniature plasma spraying technique for depositing embedded sensors directly onto two- or three-dimensional surfaces without excessive tooling or masking. 1 Depending on the material, the sprayed line width can be between 100 and 3000 μm. The thickness of the line can be varied at tolerances between 10 μm and 1 mm. DWTS was first demonstrated in State University of New York at Stony Brook and has been commercialised by MesoScribe Technologies. 2 The technique can be used to spray insulating layers, conductive layers, and semiconducting layers by using various metallic, ceramic, and polymeric powders. 3 DWTS has been used successfully to fabricate embedded thermocouples, heat flux sensors, strain gauges, wirings, antennas, etc. directly from precursor powders. In the present work DWTS was used to manufacture embedded strain gauges for torque measurement. Strain gauges were subjected to cyclic loading and performance was compared with that of commercial strain gauges.
Experimental
The aim was to produce low cost embedded sensors for shaft torque monitoring. The sensor should also be able to survive harsh conditions. DWTS (Fig. 1) was used to spray two strain gauges on opposing sides of three different 20 mm diameter AISI329 stainless steel shafts (Fig. 2). The strain gauges were identified as E, F, G, H, I and J. A standard strain gauge structure was used as a model, i.e. HBM 1-XY41-6/350.

DWTS cell at VTT

Sprayed spinel and Ni–20Cr layer on top of stainless steel shaft
A typical spraying sequence was to deposit an insulating layer (MgAl2O4), a strain sensitive layer (Ni–20Cr) and copper pads for wire contacts. Fine structures were cut with a laser (Fig. 3).
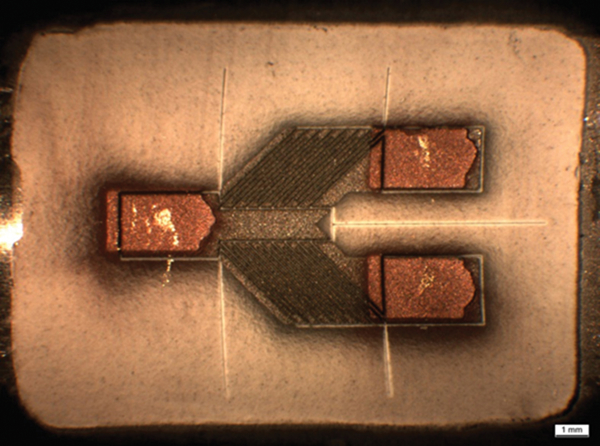
DWTS strain gauge on shaft surface: fine lines of grids were finished with laser
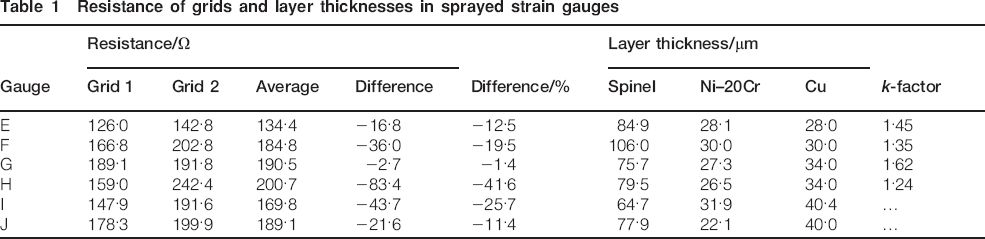
Layer thicknesses were measured using an eddy current coating thickness tester. Strain gauge resistances were measured using a standard multimeter. Resistance measurement showed considerable difference between grids (Table 1). The k-factor variation was also relatively low.
Resistance of grids and layer thicknesses in sprayed strain gauges
Two shafts (strain gauges E and F, as well as G and H) were subjected to a pulsating torque of 395 Nm, which produced elastic torsion amounting approximately 2° (Fig. 4). The results were compared with those for standard strain gauges (HBM 1-XY41-6/350). A good correlation was found between the performance of DTWS sprayed strain gauges and commercially produced strain gauges (Fig. 5). However, zero point drift was observed to take place in sprayed strain gauges (Fig. 6.)
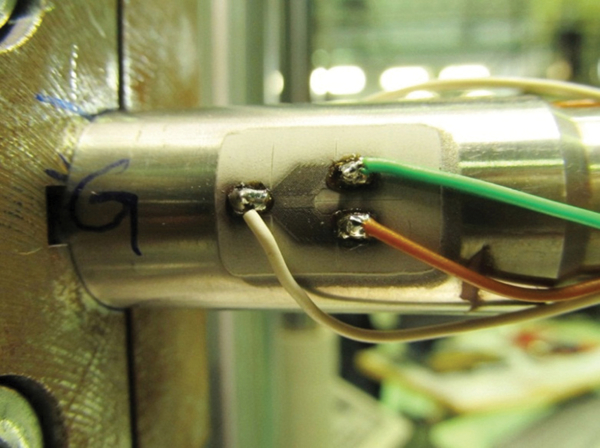
DWTS strain gauge in test bench
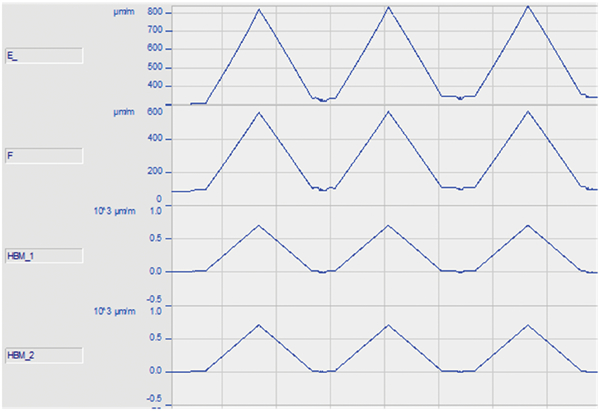
Comparison of signals from two sprayed strain gauges (E and F) and two commercial strain gauges (HBM 1-XY41-6/350): note zero point drift, especially on gauge E
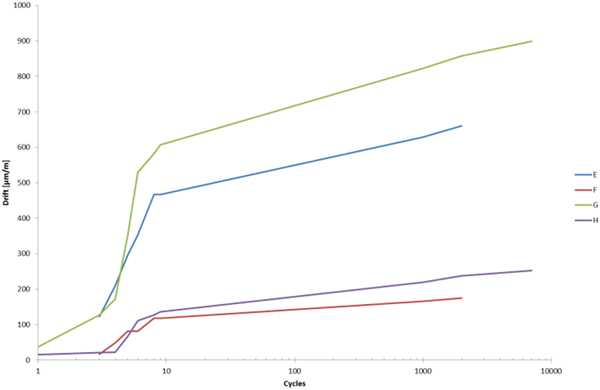
Comparison of drift between sprayed sensors with number of cycles (from top: G, E, H, F): drift is smallest with gauges F and H
Discussion
All the strain gauges survived dynamic testing. Sprayed strain gauges provided similar signals to commercial strain gauges. The sensitivity of sprayed strain gauges (approximately 1·4) was somewhat smaller than that of commercial gauges (approximately 2). Relatively large zero point drift took place during the early phase of testing. The drift diminished as the number of cycles increased. The data obtained were relatively limited for reliable statistical treatment, but it appears that the drift is dependent on thickness of the sprayed layers (spinel layer and Ni–20Cr layer). Thus, it is suggested that the properties of sprayed strain gauges may be optimised by selecting spraying parameters on the basis of statistical analysis.
Thermal spray coupled with laser micromachining provides an emerging and potentially useful approach to fabricate integrated and embedded sensors in a variety of engineering applications. There are several ways to integrate DWTS system as a part of automated production systems.
The spraying of sensing component for harsh environments and on sculptured surfaces is quite easy. No demanding surface quality restrictions or treatments are required before the spraying operation. Sensors and required wiring can be sprayed directly onto the workpiece surface. A post-processing operation is not necessarily required. Although the results obtained are encouraging, further research is required to improve the quality, efficiency and reproducibility.
Summary
Strain gauges were sprayed with DWTS on opposing sides of 20 mm diameter shafts for torque measurement. The insulating layer was a MgAl2O4 spinel, onto which Ni–20Cr strips were sprayed as well as copper pads for wiring. The fine structures of grids were finished with a laser.
The results showed that direct write thermal spray is a viable process to produce strain gauges that can be used for dynamic torque monitoring. The results are comparable with those for commercial strain gauges. Observed zero point drift stabilised after a certain number of cycles. It was also observed that layer thickness had an effect on zero point drift. Thus, it will be possible to optimise spraying parameters for better performance.
Footnotes
Acknowledgements
This paper is based on a presentation at Euro PM 2012, organised by EPMA in Basel, Switzerland on 16–19 September 2012. The research work was carried out by VTT Technical Research Centre in a research project financed by TEKES (Finnish Funding Agency for Technology and Innovation) and various companies.