
Abstract

Delegates were welcomed by the conference chairs, Ulf Engström of Höganäs AB and Lars Nyborg of Chalmers University, who paid tribute to the work of the Technical Committee, chaired by Karin Frisk of Swerea Kimab AB. The wide ranging programme attracted some 470 delegates and, including the exhibition, a total attendance of about 700. The technical sessions, consisting of over 120 oral presentations plus extensive poster sessions, were complemented by five special interest seminars on the final morning of the meeting on: ‘New and innovative applications of PM HIP’; ‘Novel coating technologies for machining and wear applications’; ‘Quality and productivity in MIM’; ‘State of the art and emerging markets for additive manufacturing’ (see below); and ‘New alloying methods for PM low alloy (lean) steels’.
During the opening plenary session, EPMA Distinguished Service Awards were presented to three stalwarts of the PM community: Bryan Roebuck (NPL, UK); John Dunkley (Atomising Systems Ltd, UK); and José Manuel Torralba (Universidad Carlos III, Madrid). The inaugural winners of the EPMA Keynote Awards were also recognised. All four winning keynotes, chosen by the Technical Committee as the outstanding contributions in each topical area, appear elsewhere in this issue (pp. 351–387).
Winners of the inaugural EPMA Keynote Paper Awards, sponsored by Powder Metallurgy, with (right) EPMA President Philippe Gundermann: from right, Per Lindskog (Sweden), Inigo Iturriza (CEIT, Spain), Markus Haydn (Plansee SE, Austria), Helen R. Dugdale (Rolls-Royce, UK). All four keynote papers appear elsewhere in this issue

In his presentation, EPMA President Philippe Gundermann reviewed the status of the Association and the European industry. He noted an increasing emphasis on the development of PM for new applications, driven by the advantages the technology offers of material and energy savings, shorter lead times and the ability to provide near net shaping with considerable design freedom in materials that cannot easily be processed by competitor technologies. Many of these advantages are favoured by the long term trends of more expensive energy and raw materials, particularly in Europe.
European parts production was 202 000 t in 2012, of which 82% (by weight) was ferrous structural parts, 6% non-structural ferrous, 8% hard materials, 3% PM-HIP and 1% MIM. Total European powder shipments had been ∼170 000 t, a reduction of about 10% on 2011; iron powder shipments for Q1 of 2013 were similar to Q4 of 2012. Car production remained below 2008 levels, although there were positive signs in the growth of light vehicle production in the USA.
European hard materials production had fallen relative to 2011, to ∼15 000 t in 2012; growth for diamond tooling in niche sectors was noted. MIM sales grew by ∼10% in 2012 relative to 2011, to €225 m, while PM-HIP activity remained at a similar level to 2011.
The plenary lecture was given by Jan-Eric Sundgren, Executive Vice President Public and Environmental Affairs at Volvo AB, the second largest manufacturer worldwide of trucks, buses and construction equipment (the group is no longer associated with the Volvo automotive brand).
Sundgren addressed the role of materials in future challenges for sustainable transport. Of a truck's environmental impact over its lifetime, 12% relates to production, 5% to maintenance, 58% to fuel and 30% for exhaust gases (with a 5% credit for recycling). The main opportunities to reduce impact are to increase energy and system efficiency (e.g. in manufacturing and maintenance) and fuel economy, and to modify driving norms and behaviour. Significant advances have already been made; typical fuel consumption for trucks has been halved since 1976, from 46 to 25 L/100 km in 2012.
Sundgren identified the areas where materials developments can make the greatest contribution as:
weight reduction
recycling and reuse
friction and wear reduction, e.g. via surface engineering.
Friction is a particular issue for heavy vehicles: for a truck travelling at 90 km h−1, only 38% of energy contributes directly to propulsion as opposed to overcoming friction.
PM has, he said, the potential to make contributions to weight reduction and manufacturing efficiency, to reduced friction through improved bearing performance, and in facilitating more complex rail systems (e.g. the latest generation of 2400 bar fuel injection units). Another active area is thermoelectric regeneration to recover energy from exhaust and braking systems, where research involves high performance nanostructured thermoelectric materials such as Mg2Si and MnSi, produced via a powder route.
Increasing emphasis is being put on hybrid vehicles, and from 2014 Volvo will produce only hybrid buses. For urban routes where stops and starts dominate, hybrids have significant advantage in energy consumption (chemical plus electric) relative to diesel systems. Battery performance is a major bottleneck in making further progress, and this is another area where powder technology can contribute.
Additive manufacturing
The growing industry interest in metal based additive manufacturing (AM) was recognised by the formation earlier this year of an EPMA sectoral group, the European AM Group (EAMG), which held its first meeting in Gothenburg. AM was also the topic of a special interest seminar on the final morning of the conference, chaired by Claus Aumund-Kopp of Fraunhofer IFAM, Dresden and Ralf Carlström of Höganäs AB, the co-chairs of the EAMG.
Aumund-Kopp gave an overview of R&D activity in metal based AM. He stressed that this is a mature technology capable of producing complex, functional geometries with wall thicknesses down to 0·2 mm. He gave examples of recent applications developments: BEGO, a German company that produces over 2000 precision dental restoration parts each night from customers’ CAD files, manufacturing being run automatically on four platforms; the EU Compolight programme (www.compolite.dti.dk), one achievement of which has been to redesign a complex hydraulic crossing with internal channels – the new design, which can be fabricated only by AM, has reduced its weight from 20 to <1 kg; new stent designs with complex geometry, involving selected laser melting (SLM) AM followed by electropolishing to reduce wall thickness further; and IN718 microturbine blades where AM is competing with investment casting.
Current R&D activity focuses on both electron beam (EB) and laser melting AM, of which EB has higher productivity (up to fourfold higher build rates) but requires vacuum or partial vacuum conditions as opposed to protective atmospheres for laser. The quality of EB melted structures tends to be better, but surface finish is poorer. The dominant approach in both cases is to deposit successive layers of the component as a powder bed, then melt, although alternatives such as blown powder (primarily a repair technique) and wire melting are also active. Aumund-Kopp identified key R&D priorities:
powder characterisation and qualification
powder specification: good flow properties, hence roundness and smoothness
improved powder bed and melt pool control
powder handling: development of continuous and closed loop systems
faster build-up, implying use of multiple beams and higher power
ability to process a wider range of materials, e.g. hardmetals, high temperature materials, magnesium
larger build envelopes, e.g. continuous, endless manufacturing
improved inline control
enhanced design and simulation packages.
Phil Reeves of Econolyst, a UK consultancy specialising in AM and 3D printing, gave an excellent overview of the business drivers in the sector. He reminded the audience that metal based AM is not a new process: its history goes back over 25 years, during which time it has evolved from a rapid prototyping tool to a set of technologies for the manufacture of production parts. It is one of a spectrum of layer manufacturing processes that can be classified as chemical (largely for polymers); thermal; and joining of cut layers.
The drivers influencing industry to adopt AM were identified as:
economic low volume production, e.g. the classical example of tooling, but also applications such as short run medical devices
increased geometrical freedom, allowing innovation through features impossible by other means, e,g, non-linear holes or reinforcement around holes, leading to weight savings or enhanced performance at the same weight
increased functionality: achieving properties from design, not microstructure, e.g. hip implants with tailored surfaces to promote bone growth in defined regions, surfaces for enhanced heat transfer, lattice structures for energy absorption
personalisation: particularly effective in medical applications such as hearing aids and dental and orthopaedic implants
environmental benefits through raw materials savings, weight reduction and through-life benefits
retail: allowing customers to ‘design and print’ tailored items.
It is, he said, important to analyse environment benefits over the life cycle. For example, the redesign of a non-critical aerospace component, the monitor arm for first class seats, taking advantage of the flexibility offered by AM, had reduced its mass from 0·8 kg for a machined component (from a 3 kg billet) to 0·37 kg. Although the AM part was five times as expensive, the reduced fuel consumption owing to the weight saving produced payback in about 2 years of the parts’ 7 year design lifetime. Interestingly, the energy input required to atomise the powder has little impact on the life cycle analysis, nor do the much discussed benefits of local manufacturing: it is the manufacturing process per se that dominates.
Reeves cautioned that AM does not constitute a revolution; constraints exist to its wider adoption:
∼90% of parts are not suitable for AM on economic grounds
the manufacturing process is not ‘rapid’
issues remain with surface finish, accuracy and process variation
lack of standards and robust procedures for QA and validation
underdeveloped supply chains from powder production onwards
issues relating to scaling up to production requirements.
Nevertheless, there is clear interest of market growth. Industry R&D investment is running at $350m/year and the market for materials, equipment and services is estimated at $2·2bn, predicted to rise to $20bn by 2020. There are believed to be some 150 electron beam and 850 laser layer manufacturing units currently in industrial organisations.
Reeves estimated that the current total market for powders for AM is <300 t annually, equating to sales of the order of $100m. He noted recent growth in the AM of precious metals for jewellery and catalyst applications. (It is worth noting also that various surveys have identified issues with materials specification and costs, and the fact that even future demand may not be at levels that powder manufacturers see as economic to supply.)
He concluded with the interesting observation that liquid metal jetting, AM by ‘ink jet printing’ of liquid metal, is potentially a highly disruptive competitor to powder based AM.
Georg Schlick of MTU Aero Engines reviewed the potential of AM for jet engine components. MTU's civilian business is split between engine manufacture and maintenance. The company has four production direct laser melting machines and two machines for technology development. Relatively small numbers of parts are currently manufactured but it is intended that the next generation of AM parts will have large production runs. Materials currently processed are nickel and cobalt based superalloys and steels.
MTU's roadmap to implement AM proceeds from manufacturing of tooling together with rig and development hardware; through substitution of existing parts, mainly castings, on grounds of cost and ease of manufacture; to the AM of new ‘bionic’ functional structures to give weight and cost reductions. The parts considered for substitution require, depending on their complexity, varying degrees of process and technology development (see figure). The first substitute part in production is a boroscope boss, a part external to the engine that is ∼100 mm in largest dimension; there are eight per engine set. Several new components are in development.
Feasibility and technology development required for substitution of cast components by AM (©MTU Aero Engines)
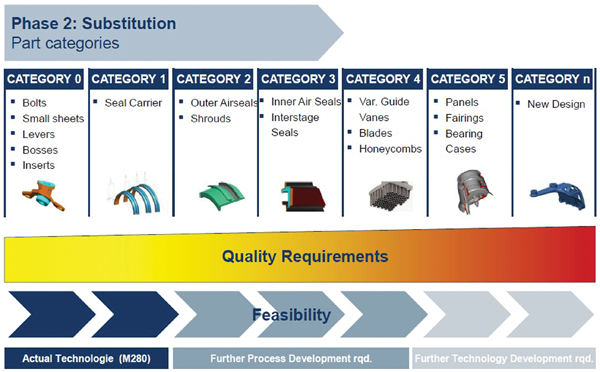
Effective quality assurance procedures are, said Schlick, vital, comprising powder quality and handling protocols and online process control to prevent cracking, coupled with NDI of the final component by fluorescent penetrant testing, X-radiography, visual inspection and mechanical testing. The layered structure of the component may offer forensic advantages in that process data for the layer in question can be correlated with the presence of voids or cracks to optimise process parameters.
He too went on to identify opportunities and challenges:
cost reductions for low volume production
high degrees of automation to increase productivity
a wider materials database
improved process understanding and control, coupled with QA systems
further development of design and training tool
rig and development hardware, established as standard for tooling, must be extended to development of parts.
In the discussion, he commented that AM parts have lower porosity levels than castings but work is still required to achieve the mechanical properties specified for high performance parts. MTU does not use EB processes because of the inferior surface quality relative to laser melted parts and problems with qualification and powder recycling of the expensive powders. Layer thickness in the MTU laser processes is typically 20–50 µm which is similar to the particle size of the powders employed. Post-HIP of AM parts is an option, though not one that MTU is currently considering.
Ralf Carlström described the layer deposition approach adopted by Digital Metal AB, part of the Höganäs group. This approach consists of inkjet printing of metal powder plus a binder to form a 3D part that is debound and sintered in a manner similar to MIM parts, then if necessary given a secondary finishing operation to enhance the surface finish. The process involves no tooling, hence has low initial costs and rapid turnaround times. The part is withdrawn as deposition proceeds. Digital Metal's current machines have a ‘build box’ volume of 250 cm3 whereas two new machines on order will be 500 cm3. Build rates are, said Carlström, about 1 cm h−1.
Production is currently mainly of stainless steel parts, with an emphasis on complex geometries, but an increasing range of alloys is being processed. Shrinkage during sintering is similar to MIM, ∼20%, to densities of 95–97%.
Digital Metals is examining business strategies that focus both on parts production and the licensing of its technology as a production platform. There is felt to be some scope for competition with MIM producers at low production runs.
EAMG
Adeline Riou of Erasteel, briefly reviewed the activities and objectives of the European AM Group recently formed by EPMA:
to increase awareness of AM technology, with a focus on metal powder based products
to enable the benefits of joint action, e.g. through research programmes, workshops, benchmarking and exchange of knowledge
to improve understanding of the benefits of metal based AM technology by end users, designers, mechanical engineers, metallurgists and students
to assist in the development of international standards for the AM sector.
A steering group consisting of the two co-Chairs, Keith Murray of Sandvik Osprey, Olivier Coube, Technical Director of EPMA, and herself had been formed to establish the Group. Those interested in participating should contact Dr Coube (oc@epma.com). An initial survey had shown a good level of interest from all sectors of the PM community and a promotional leaflet has been produced that can be downloaded at http://www.epma.com/european-additive-manufacturing-group. This page also hosts a diary of forthcoming events related to AM. It was noted that MPIF has announced an inaugural AMPM conference to run in parallel with its PM World Congress next May in Orlando.
The next meeting of the EAMG is planned to take place at Frankfurt Airport on 6 February 2014.