
Abstract
Digital radiography is a promising non-destructive testing tool for powder metallurgy (PM) parts, in which transmitted X-rays are recorded to generate data for an advanced defect detection system. An important part of this system is the data processing platform for pattern recognition in X-ray images. Combinations of advanced techniques for noise reduction, contrast enhancement and image segmentation are employed. Algorithms of registration for images in regions of interest are discussed, e.g. the scale invariant feature transform (SIFT). Modern pattern recognition methodologies such as smoothing, moment representation, image alignment and optical flow towards feature classification are evaluated. The proposed defect detection and classification capability for automatic analysis of digital radiographic images from PM parts potentially allows integration into multiple-view inspection systems, which should enhance quality control in the PM manufacturing and production environment. Defect detection systems able to work at the speed of current production lines are of great interest to both PM manufacturers and users.
Currently, digital radiography can provide reliable defect detection (see Ref. 1 and references therein).The radiography process can be divided into three major stages: the X-ray source, the interaction of radiation with the material, and the imaging process. The initial X-ray beam model considers the extent (spreading) of the beam and its energy spectrum because of the energy dependence of the interaction between the X-ray beam and penetrated material. A raster of point sources defines the focal spot in terms of its size and radiation density distribution. Energy spectra can be defined by measured data, or tabulated like line spectra of gamma sources, for instance. The radiation–material interaction with its stochastic processes of photo-electric absorption and Compton and coherent scattering (and pair production for energies >1·02 MeV) can be described by the Boltzmann transport equation. A detailed solution (e.g. using Monte Carlo methods) for arbitrary part geometry is difficult and computing time intensive. Simplified approaches are widely exploited, such as ray-tracing 2 and voxel-based simulation. 3 Optimised coupling of X-ray source, collimation, inspected parts, and X-ray detector defines the quality of the inspection system.
In general, defect detection can be considered as an inverse problem, affected by many parameters of generation, propagation and detection of X-rays. Volterra kernel series can be considered as an analytic description for the radiography imaging, to give the relationship between the ideal image G(x,y) and the sensed image F(x,y) using some operator. For specific cases of linear shift-invariant imaging system, it is sufficient to consider the expansion of the sensed image intensity up to the first order of the Volterra two-dimensional space kernel

The present paper deals with advanced image contrast enhancement and grey-scale manipulation algorithms, which are not constrained by the space invariance condition. The applied algorithms include:
smoothing with a fast bi-exponential edge-preserving filter
elastic registration of two images, by unwarping a source image so that it is made to resemble a target image. The distortion model is made of cubic splines, which ensures smoothness and versatility. The registration criterion includes a vector-spline regularisation term to constrain the image distortion to be physically realistic
optic flow, including analysis of a displacement map from a sequence of consecutive images and with relation to a golden image generally.
Image subtraction for defect detection
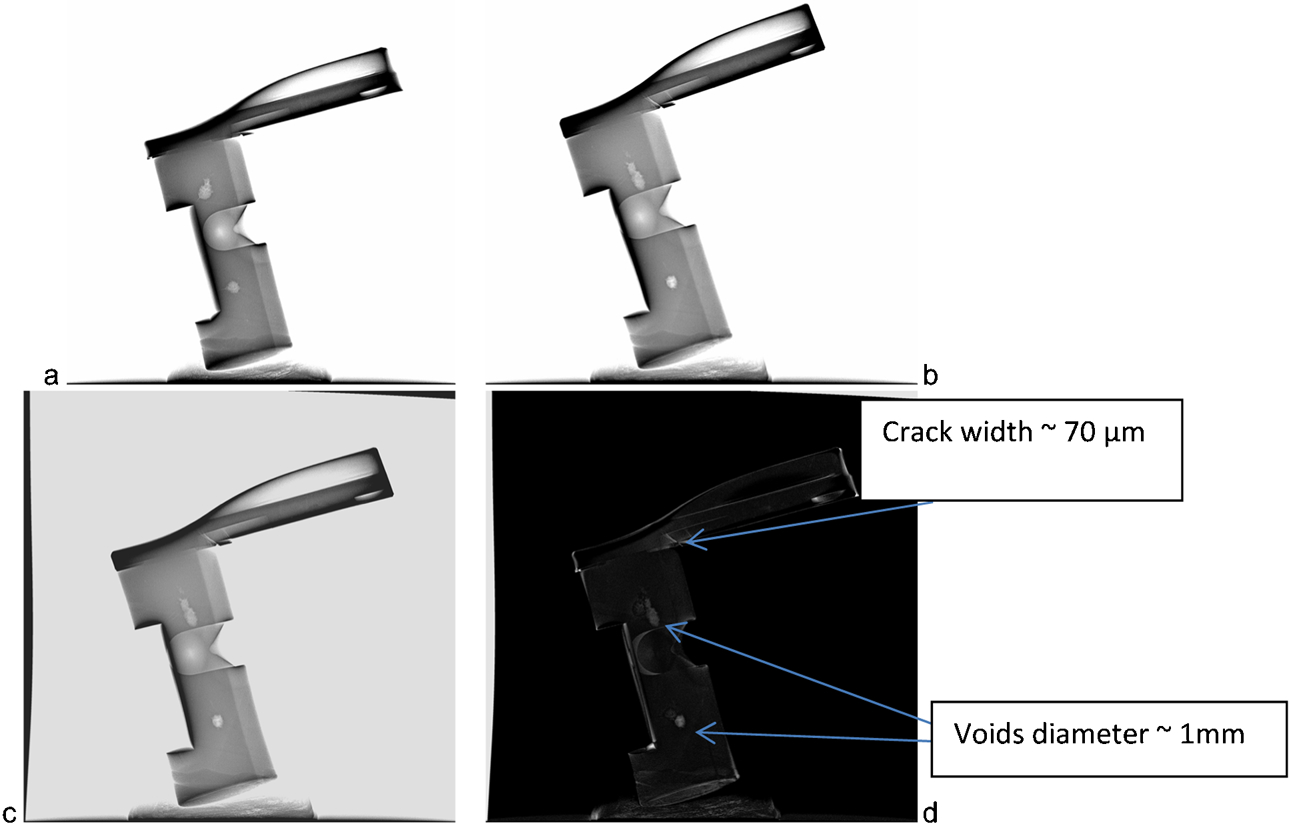
The most straightforward way of searching for defects is to analyse images by subtracting a smoothed image from the initial one. Here it is demonstrated how a defect in a PM part (manufactured by metal injection moulding: MIM) can be detected using a modern smoothing system: a bi-exponential edge-preserving smoother (BEEPS).
Applying BEEPS with adaptive weights for filtering
BEEPS is an image-processing filter that transforms an input image into an output image of the same size. The BEEPS approach smooths irrelevant details of the image without compromising strong edges; therefore, its effect is close to that of a bilateral filter. What is important is that BEEPS is much faster than the bilateral filter. The amount of filtering is controlled by adjusting a so-called range filter, and the amount of spatial smoothing. It is suggested that the range filter is of Gaussian or sech (hyperbolic secant) type. The effect of the range filter is controlled by its standard deviation: an increase of the standard deviation results in a broad range filter that has a weak effect and allows the smoothing of all but the strongest edges; a decreased standard deviation corresponds to a narrow range filter that produces a strong effect and strictly preserves the smoothing of most edges.
The level of spatial smoothing is controlled by the decay parameter of the bi-exponential filter. Practical decays are in the interval (0, 1). In the case of slow decay (near 0), the filter has a long-range influence and the spatial smoothing is strong. If the decay is fast (close to 1), the filtering is essentially local and the spatial smoothing is weak. A detailed description of this smoothing filter can be found elsewhere. 4
Moment preserving thresholding
Moments can be represented as projections of intensity function on an orthogonal basis


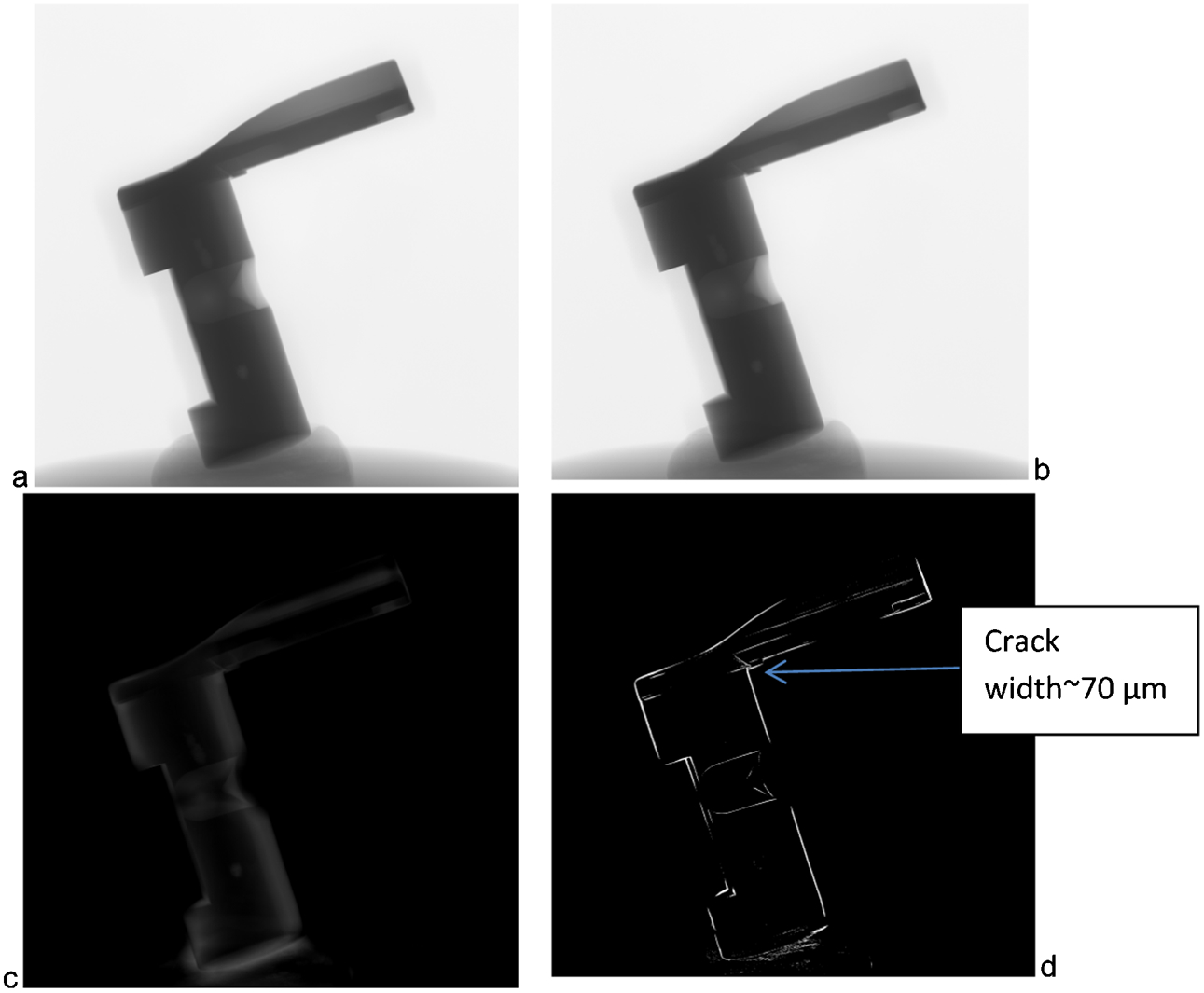
Image processing of MIM green part (safety lock):
Defect detection using images from different views
In radiography it is important to compare images with reference images and other images from different views, which requires efficient alignment (registration) of images. The registration has limits, one of which is that it can require significant computing time to reach the specified precision. One modern methods of registration is described and examples are shown bellow.
Registration using snakes
Snake registration aligns two images, considering one image (the source image, Is(x,y)) as an elastically deformed version of the other (target) image, It(x, y). Thus


Aligning two images consists in finding the c1,i,j, c2,i,j coefficients that minimise the distance (energy Eimg) between the target image and its deformed source image



Elastic registration of radiographic images of MIM green part (safety lock):
Methods currently in the testing phase should allow faster simultaneous registration of multiple images, based on the scale-invariant feature transform (SIFT) algorithm. 9 It is known that simple subtraction, even with high precision prior registration, cannot be a reliable algorithm for defect detection and classification. Therefore, advanced methods of the highest possible classification reliability are being considered, one of which is outlined below.
Optical flow–displacement map analysis
A very promising method to analyse flow of parts on a conveyor system is to produce an optical flow– displacement map from a sequence of consecutive images and in relation to a golden image. Various advanced optical flow methods are in the test phase. Tracking speed and performance measures will be estimated for real cases as soon as related sets of images have been obtained. Optical flow algorithms integrated in the NI Labview Vision Builder will also be used.
The process of feature selection and classifier optimisation is specific to each set of images and will be adjusted to specific image sets to optimise speed and precision.
The nearest neighbour classifier
In decision theory, objects are described by an N-dimensional feature vector and the decision can be made using a distance in the feature space. Nearest neighbour classification is a very general and popular approach. Having Nt training vectors
through the Nt training vectors, search for the K vectors closest to
From the K-closest neighbours, find the number Ki of the vectors that belong to class Wi, it is clear that K1+K2…+Kc = K
Currently there are up to 1000 feature types and hundreds of different classification methods in use in the pattern recognition community. It is intended to select optimal classifiers and feature sets, on the basis of a representative data set of images. This set of images will be obtained during the training phase of the system. To date, boosting has been found to give one of the highest classifier performance.
The AdaBoost algorithm is initiated by adopting a classifier that works a bit better than a random guess (in the two-class case, the error rate is a slightly less than 0·5). Furthermore, it is an iterative algorithm that makes a final classification using a series of base classifiers constructed in a sequence. The idea of the algorithm is that on the Mth classifier training phase (at the Mth classifier step) each training vector
Conclusions
In this study, algorithms for detection of cracks and cloud-like discontinuties have been demonstrated on green parts (manufactured by MIM) by applying both relatively conventional image processing techniques and more modern data processing methods such as bi-exponential edge-preserving smoother (BEEPS) with adapting weights and elastic registration with optimisation of B-spline expansion.
Optic flow and boosting have been suggested for efficient real-time defect detection via analysis of a sequence of consecutive images (on the production conveyer), ideally in relation to a golden image. It is anticipated that the developed quality control system based on digital radiographic inspection will be a versatile method for non-destructive evaluation suitable for adoption by the wider powder metallurgy community (amongst other industry sectors). In particular, the defect detection and pattern recognition capability will be useful for integration in defect detection systems.
Footnotes
Acknowledgements
The research leading to these results has received funding from the European Union's Seventh Framework Programme managed by REA Research Executive Agency http://ec.europa.eu/rea/ (FP7/2007-2013) under grant agreement no 283288. The AutoInspect project is a collaboration between the following organisations: Brunel Innovation Centre of Brunel University, Accent Pro 2000 srl, MIMTech ALFA SL, Polkom Badania, InnotecUK, TWI Ltd, and Vienna University of Technology (![]() ). This paper is based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden on 15–18 September 2013.
). This paper is based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden on 15–18 September 2013.