
Abstract
Metal injection moulding was applied to fabricate Ti–22Nb alloy as a low modulus material for biomedical applications. Tensile test specimens were injection moulded, followed by debinding and sintering. Sintering was at 1500°C for 4 h under vacuum (10–3 Pa). Selected as-sintered Ti–22Nb samples were hot isostatically pressed at 915°C/100 MPa for 2 h. The nature of the titanium carbide precipitates in the as-sintered Ti–22Nb alloy was investigated. Selected area electron diffraction patterns revealed that the carbides are Ti2C with a fcc structure. The calculation of the phase diagram showed a significant decrease of carbon solubility in Ti–22Nb compared with that in Ti from 500 to 1500 °C, contributing to the carbide precipitation in Ti–22Nb. Due to the carbide precipitation, the as-hipped Ti–22Nb alloy exhibited higher tensile strength but lower elongation than conventionally processed Ti–22Nb.
Titanium alloys, particularly β- or near β-Ti alloys without cytotoxic element additions, are the most studied metallic biomaterials, owing to their excellent reputation for corrosion resistance, high specific strength and superior biocompatibility. 1 Niobium (Nb) is not only an important β-phase stabiliser, but also highly biocompatible. Furthermore, it is reported that Ti–Nb alloys have lower elastic modulus than other binary Ti-based alloys. 2 They have thus increasingly attracted attention as promising implant materials. 3
Utilisation of Ti alloys as implant materials is limited, due to the high costs of raw materials, the complex fabrication process, and associated geometry design constraints. 4 Metal injection moulding (MIM) combines the shaping efficiency of polymer injection moulding with the capability of PM, and thus could be an attractive choice to overcome these problems. 5 Several attempts in MIM of Ti–Nb alloys have been made in recent years. It was reported that Ti–17Nb binary alloy was successfully fabricated by MIM. 6 The ultimate tensile strength of this alloy, about 770 MPa, was much higher than that of hot-rolled Ti–17Nb (700 MPa). Moreover, the alloy exhibited a Young's modulus of ∼85 GPa, which was 20 GPa lower than that of cp-Ti Grade 2 according to ASTM F67. Zhao et al. 7 investigated the influence of Nb content on microstructure and mechanical properties of MIM Ti–Nb binary alloys. Unexpected titanium carbide (TiCx) precipitation in MIM Ti–Nb alloys was observed for the first time. A clear dependence of porosity, carbide area fraction, tensile strength, elongation and Young's modulus on Nb content was found.
In the present study, MIM was used to fabricate Ti–22Nb binary alloy. The purpose was to continue the study on the titanium carbides in MIM Ti–Nb, 7 and to understand the mechanism of carbide precipitation. The effects of titanium carbides on mechanical properties of Ti–Nb alloy have also been investigated.
Experimental
The Ti powder (<45 μm) and Nb powder (<110 μm) used in this study (Fig. 1) were supplied by TLS Technik GmbH, Germany, and MHC Industrial Corp., China respectively.
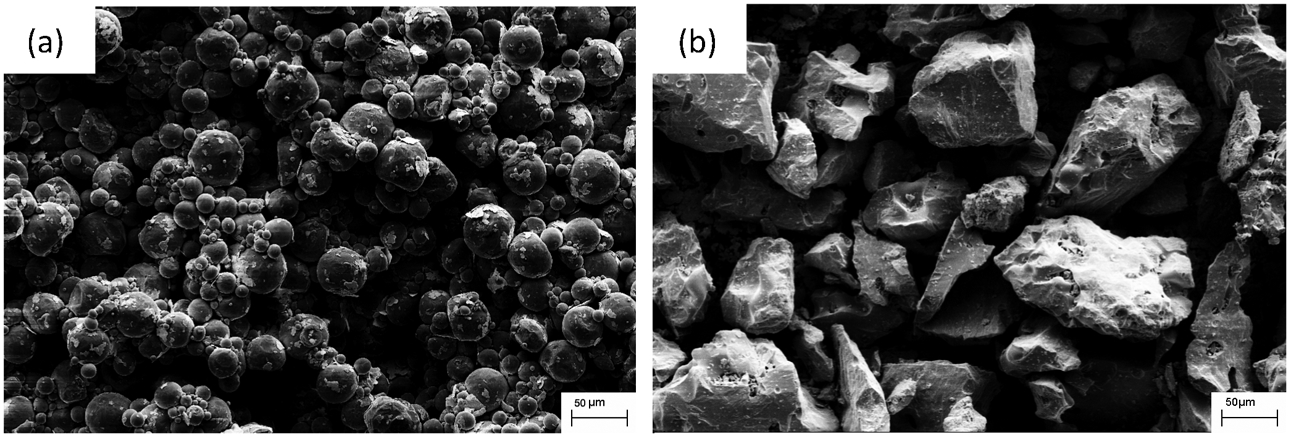
Scanning electron micrographs of a Ti and b Nb powders
Specimens of composition Ti–22Nb (wt-%) were produced by a MIM process. The feedstocks were produced by blending elemental Ti powder, Nb powder and a polymer binder (31 vol.-%). The binder system contained 60 wt-% paraffin wax, 35 wt-% polyethylene vinyl acetate and 5 wt-% stearic acid. The binder and powders were mixed in a Z-blade mixer at 120°C for 2 h under argon to form a batch of feedstock materials.
After granulation, the feedstocks were injection moulded as standard ‘dog-bone’ tensile specimens, with a nominal length of 89 mm and gauge thickness of 4·9 mm, using an Arburg 320S machine. The paraffin was removed by chemical debinding with hexane at 40°C for 20 h in a LÖMI EBA50 debinding device. Final removal of the remaining binder and subsequent sintering were carried out in a XERION XVAC 1600 furnace in one cycle under vacuum (10–3 Pa). The maximum sintering temperature was 1500°C, and the holding time at the maximum temperature was 4 h. Afterwards, selected as-sintered Ti–22Nb samples were subjected to hot isostatic pressing (HIP) at 915°C for 2 h under a pressure of 100 MPa, to obtain fully dense samples.
The densities of the as-sintered and the as-hipped samples were determined by the immersion method (Achimedes principle) outlined in ASTM B311. A conventional LECO melt extraction system was used to determine the impurity levels of carbon, oxygen and nitrogen. Constituent phases of the samples were characterised by X-ray diffraction (XRD), which was conducted on a conventional diffractometer using Cu Kα radiation.
The solubility of carbon in Ti–22Nb was calculated using Thermo-Calc software to elucidate the evolution of the carbide precipitates.
Transmission electron microscopy (TEM: FEI Tecnai F20, operated at 200 kV) and scanning electron microscopy (SEM: Zeiss-DSM962) were used for microstructural examination and fracture analyses. TEM samples were prepared using a precision ion polishing system (PIPS) at –50°C. An energy dispersive spectroscope (EDS) attached to the TEM and SEM instruments were employed to obtain compositional information. Tensile tests were performed on a servohydraulic test machine equipped with a 100 kN load cell using a strain rate of 1·2×10–5 s–1 to measure tensile strength, elongation and Young's modulus.
Results and discussion
To assess the influence of the impurity elements C, O and N on mechanical properties, as-sintered and as-hipped Ti–22Nb samples were analysed (Table 1). The deviation in these impurity levels of both alloys was not significant. In terms of oxygen and carbon contents, the values were in the range for cp-Ti Grade 2 according to ASTM F67.
Impurity levels of as-sintered and as-hipped MIM specimens/wt-%

XRD spectra of the as-sintered and the as-hipped Ti–22Nb alloys (Fig. 2) showed both to be composed of α- and β-phase. No TiCx peaks were observed.
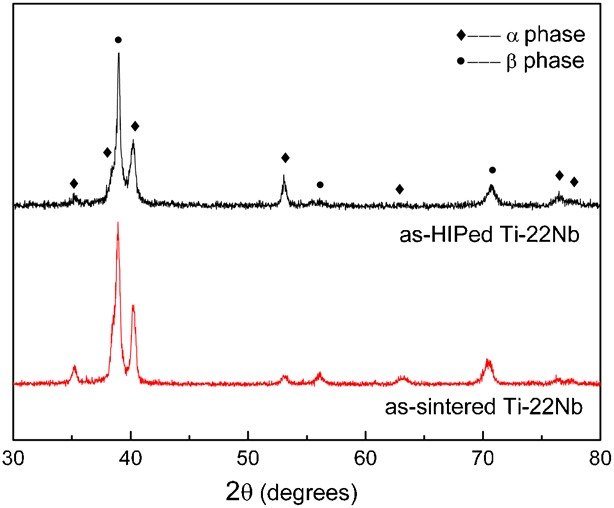
XRD results for as-sintered and as-hipped Ti–22Nb alloys
The observed precipitation of TiCx particles in MIM as-sintered Ti–Nb alloys was unexpected. 7 The TiCx precipitates in as-sintered Ti–22Nb were characterised by EDS and SAED (selected area electron diffraction) in the TEM (Fig. 3). EDS of the precipitates marked in Fig. 3a indicated a composition of 60·1Ti–3·2Nb–36·7C (at.-%), a similar Ti/C ratio as described in previous work. 7 SAED of the TiCx precipitates (Fig. 3b) suggested a face-centred cubic (fcc) structure with a = 0·86 nm. There is an orientation relationship between the TiCx precipitate and β-phase (Fig. 3d).
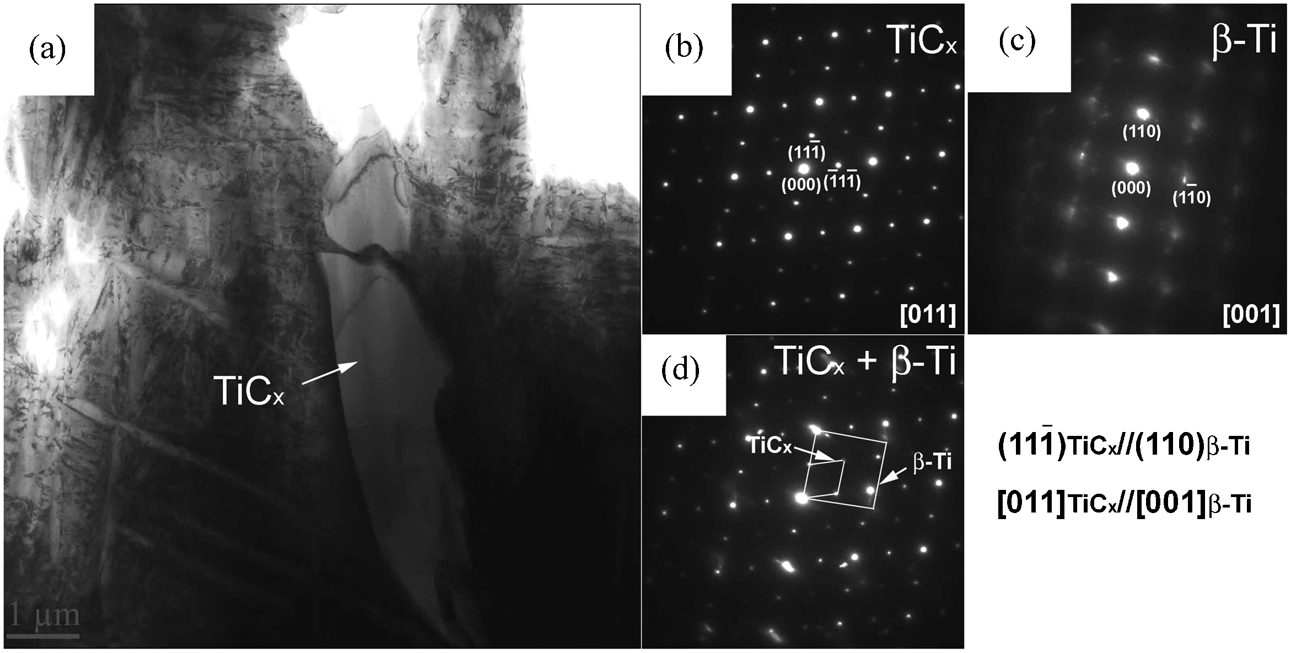
TEM micrograph and SAED patterns of as-sintered Ti–22Nb: a bright field image; b [011] SAED pattern showing TiCx reflections; c [001] SAED pattern showing β-Ti reflections; d SAED pattern showing both TiCx and β-Ti reflections
It has been reported that TiCx adopts the cubic NaCl structure over a broad composition range (δ-TiCx, 0·48≤x≤1·00). The lattice parameter gradually decreases as more substitutional vacancies become distributed on the carbon sublattice sites. 8 Moreover, the lattice parameter of cubic Ti2C, as identified by neutron diffraction studies, 9 is 0·86 nm, equal to that of TiCx in the as-sintered Ti–22Nb alloy. Wanjara et al. 10 observed a complete transformation from stoichiometric TiC to Ti2C in Ti–6Al–4V composites containing 20 vol.-% of TiC particles sintered at 1500°C for 0·5 h, suggesting that Ti2C is more stable at 1500°C than TiC. Consequently, according to the SAED results, the TiCx precipitates in the present as-sintered Ti–22Nb alloy exhibited a fcc structure of stoichiometric Ti2C particles.
Interestingly, although carbon contents of as-sintered Ti–Nb alloys were very similar to that of as-sintered cp-Ti, precipitates were found only in the Ti–Nb alloys. 7 To better understand the mechanisms of the carbon solubility difference between Ti–22Nb and Ti, pseudo-binary phase diagram of Ti–22Nb–C were calculated using Thermo-Calc software (Fig. 4, in which the Ti–C binary phase diagram 11 is presented for comparison). The solubility of carbon in both α- and β-phase could be predicted with the underlying CALPHAD approach. Here, thermodynamic parameters of the C–Nb–Ti system reported by Lee et al. 12 have been used for the calculation.
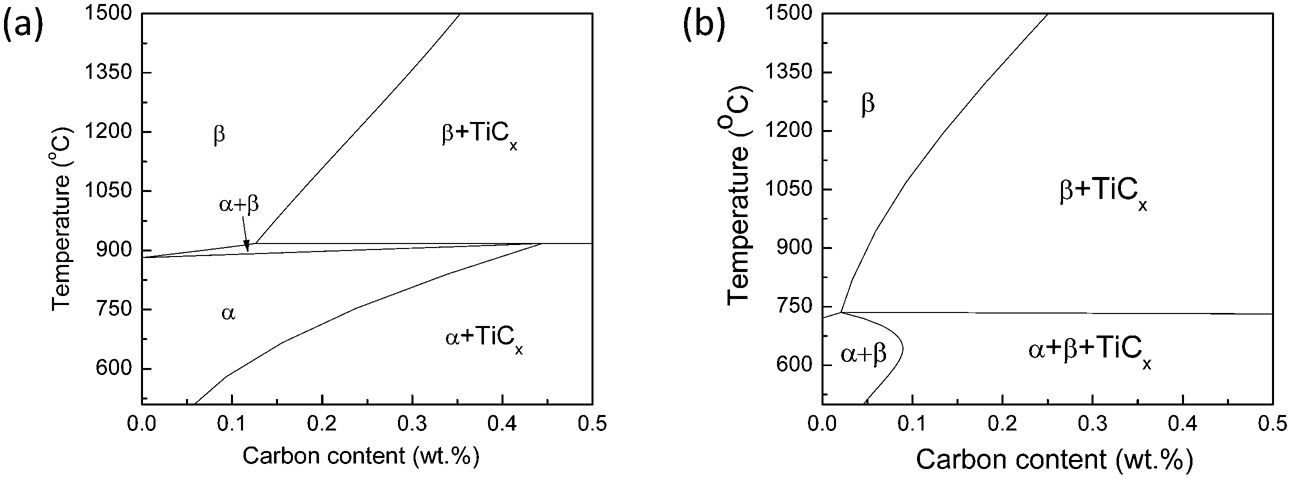
Predicted phase diagrams of a binary Ti–C 11 and b pseudo-binary Ti–22Nb–C obtained using Thermo-Calc software
It appears from Fig. 4 that the addition of 22 wt-% Nb reduces the α–β transformation temperature by 161 K and leads to a significant decrease of carbon solid solubility. From Fig. 4b, since the total carbon content in the as-sintered Ti–22Nb was 0·05–0·07 wt-%, all carbon should be in solid solution as interstitial atoms and no titanium carbides should form at the sintering temperature of 1500°C. During final cooling in the sintering step, from 1500 to 735°C, the solubility of carbon in Ti–22Nb decreases from 0·251 to 0·021 wt-%. At lower temperatures, the solubility of carbon increases again, reaching a maximum of 0·089 wt-% at 641°C. As the temperature further decreases, the solubility of carbon gradually decreases. Thus, the Nb addition should promote precipitation of TiCx in the as-sintered Ti–Nb alloys; the effect can be understood fully in terms of equilibrium thermodynamics and no contributions of precipitation kinetics or other effects need to be considered.
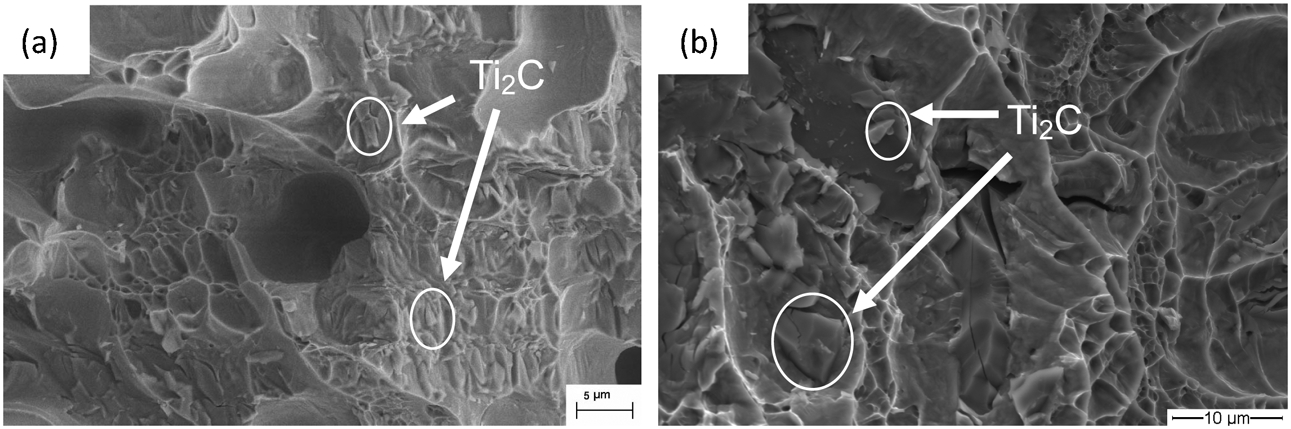
Tensile properties are summarised in Table 2. The as-hipped Ti–22Nb showed a higher strength and Young's modulus but similar elongation to the as-sintered alloy. The measured densities of the as-sintered and as-hipped Ti–22Nb alloys were 4·786 and 5·080 g cm–3 respectively. This would account for the increased strength and Young's modulus of the hipped material as a result of pore reduction and closure. The ultimate tensile strength of the as-hipped Ti–22Nb was 80–90 MPa higher than that of the alloy without titanium carbides produced by conventional processing. 13 This suggests that the Ti2C particles enhance the tensile strength of the as-hipped Ti–22Nb alloy.
Tensile properties of as-sintered and as-hipped Ti–22Nb specimens
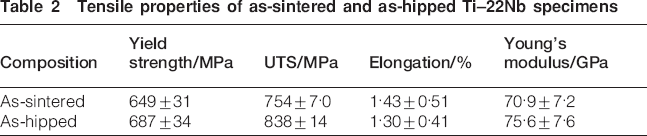
However, there was almost no influence of porosity on the ductility of the Ti–22Nb samples. Fractography of the failed tensile specimens (Fig. 5) found particles on the fracture surfaces of both alloys which EDS revealed were Ti2C precipitates. The low ductility of both as-sintered and as-hipped Ti–22Nb alloys is thus attributed to this large presence of carbides.
Fracture surface of a as-sintered and b as-hipped Ti–22Nb: Ti2C particles were observed in both conditions
Conclusions
No TiCx precipitates were observed by XRD in either as-sintered or as-hipped Ti–22Nb specimens, which possessed an α+β microstructure.
TEM results revealed that the TiCx precipitates in as-sintered Ti–22Nb were stoichiometric Ti2C with an fcc structure.
The addition of Nb to Ti not only lowered the α–β phase transformation temperature, but also significantly decreased carbon solubility in the matrix, resulting in Ti2C precipitation in the as-sintered Ti–Nb alloys.
The Ti2C particles increased the tensile strength of the as-hipped Ti–22Nb alloy.
A distinct relationship between Ti2C precipitation and the low elongation of both as-sintered and as-hipped alloys was observed. Fractography revealed that carbide particles were responsible for fracture initiation.
Footnotes
Acknowledgements
This paper is based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden on 15–18 September 2013.