
Abstract
Biocompatibility, bone-like mechanical properties, and good bone-to-implant anchorage are current requirements for permanent implants. Porous titanium can satisfy these requirements provided that sufficient porosity, large enough pores and interconnections allowing bone ingrowth can reliably be obtained with controlled processes. In the present work, porous parts are processed from titanium hydride based feedstocks containing space holders. Two formulations have been developed: a feedstock with a polyethyleneglycol based binder and NaCl space holders, and a feedstock with a paraffin based binder and PMMA space holders. Depending on the sintering conditions, porosity levels between 30 and 60% and open porosity between 10 and 40% are obtained, with pore sizes in the range 50–500 μm. The microstructure, porosity and mechanical properties of porous titanium sintered at various temperatures have been characterised by scanning electron microscopy and compression tests.
Porous titanium is used as implant material because of its high specific strength, bone-like stiffness, biocompatibility and good osseointegration. 1 An elastic modulus similar to that of human bone (10–20 GPa) is important to prevent the phenomenon of stress shielding and bone resorption. In addition, osseointegration improves anchoring between implant and adjacent bone, provided that sufficient open porosity, pore size and pore interconnections allow bone cell ingrowth and vascularisation.2,3 Osteoblasts, which are the cells responsible for the production and deposition of bone, have typical cell sizes in the range 10–25 μm. The average diameter of a capillary blood vessel is close to that of a single red blood cell, which is in the range 6–8 μm. Available data from clinical and animal studies show that the open pore size of a permanent implant must be in the range 100–500 μm for effective bone ingrowth. 1
Powder metallurgy has been successfully used to produce titanium-based foams with tailored properties using the space holder method.1,4–8 Recently, Ti grade 4 has been obtained by powder injection moulding (PIM) of titanium hydride, which is cheaper and less reactive than pure titanium. 9 The feasibility of a novel route combining TiH2 and space holders to produce porous titanium is explored in the present work.
Experimental
Base powder and space holders
The starting powder was angular titanium hydride from AG Materials Inc., Taiwan (TIH 020A grade, Fig. 1). The particle size distribution was determined by laser diffractometry in a Malvern Mastersizer 2000 apparatus as: Dv10 = 11·18 μm, Dv50 = 20·26 μm, Dv90 = 34·94 μm, D[4,3] = 21·82 μm. The interstitials content measured by melt extraction was 0·07 wt-% for oxygen, 0·14 wt-% for nitrogen and 0·013 wt-% for carbon. The hydrogen content of the TiH2 was estimated as 4·0 wt-%.
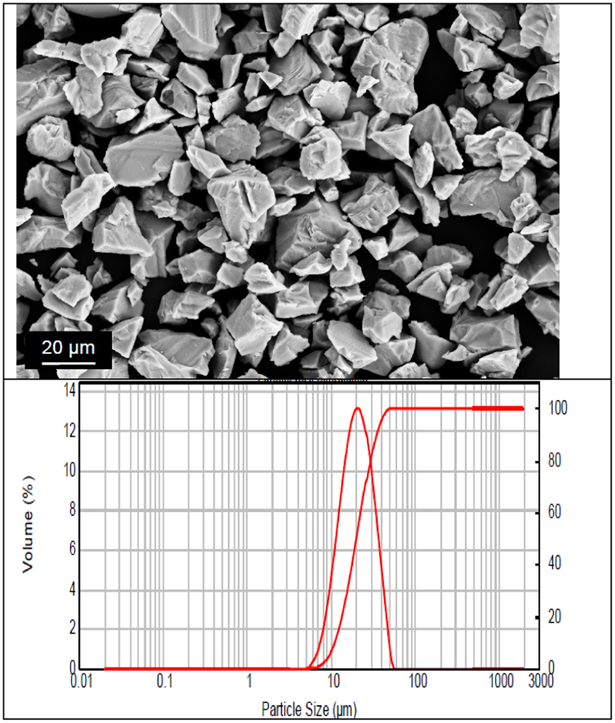
Scanning electron micrograph and particle size distribution of TiH2 powder
Two types of space holders were used (Fig. 2): NaCl (rock salt, Schweizer Rheinsaline, CH) which consisted of blocky shaped particles, sieved to 300–500 μm; and PMMA (polymethylmethacrylate, Goodfellow, UK) supplied as spherical particles of Dv50∼600 μm.
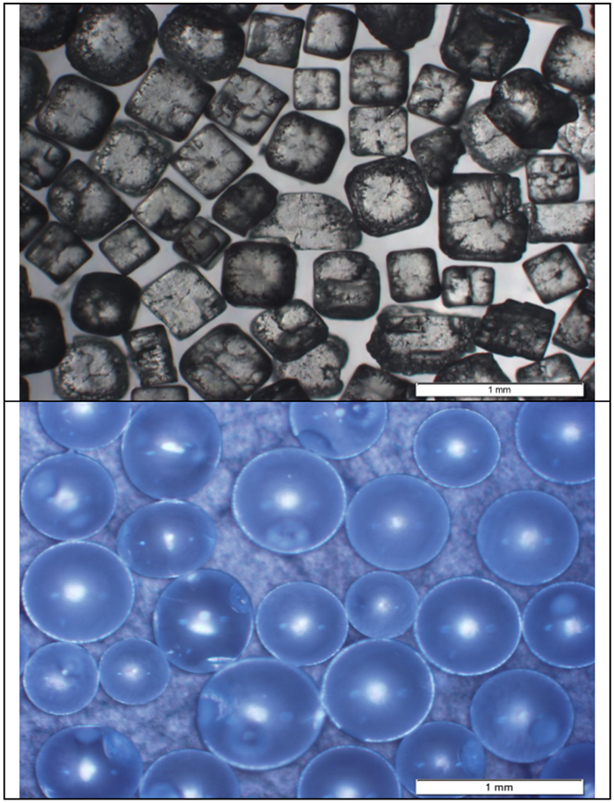
Optical microscopy of NaCl (top) and PMMA (bottom) space holder particles
Powder injection moulding
Feedstocks for PIM were prepared with multicomponent binders. The main binder component was chosen to allow simultaneous dissolution with the space holder in a single solvent debinding step.
For feedstocks with NaCl space holders, a polyethylene glycol based binder was used. The binder composition was 65 wt-% polyethylene glycol (Sigma Aldrich GmbH, Buchs, Switzerland), 20 wt-% low density polyethylene (LDPE Riblene MP30, Polimeri Europa, Italy), 10 wt-% paraffin wax and 5 wt-% stearic acid (Sigma Aldrich GmbH, Buchs, Switzerland).
For feedstocks with PMMA space holders, the main binder component was paraffin wax. The binder composition was 55 wt-% paraffin wax, 35 wt-% low density polyethylene and 10 wt-% stearic acid.
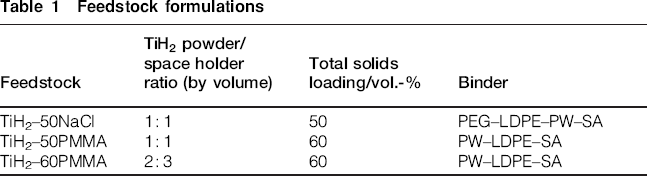
Mixing was performed in a Coperion LUK 1·0 sigma blade mixer (Werner&Pfleiderer, Stuttgart, Germany) at 140°C for 4 h. Then, feedstock granules were obtained by cooling and crushing the mixture by slow shearing. Three feedstock formulations (Table 1) were prepared with solids loadings including different volume proportions of powder and space holders.
Feedstock formulations
Compression test specimens (10 mm in diameter and 10 mm in height) were injection moulded in a 221 K 350–100 machine (Arburg GmbH+Co KG, Lossburg, Germany). After shaping, the parts were subjected to successive treatments of solvent debinding, thermal debinding, dehydrogenation and sintering.
TiH2–50NaCl green parts were solvent debinded in water at 50°C for 40 h, which was found to dissolve 92 wt-% of PEG and NaCl. For TiH2–50PMMA and TiH2–60PMMA green parts, solvent debinding was performed in acetone at 35°C for 40 h, which removed between 90 and 100 wt-% of paraffin wax, stearic acid and PMMA.
The thermal debinding, dehydriding and sintering steps were accomplished in a single thermal cycle in a Nabertherm VHT8–16MO MIM furnace, equipped with molybdenum heating elements and a debinding retort.
A typical thermal cycle, which was performed under a 1 bar argon atmosphere continuously renewed with flowing gas at a rate of 100 L h−1, is shown in Fig. 3. Thermal decomposition of non-dissolved binder, especially the LDPE backbone polymer, was accomplished in two steps: 2 h at 250°C and 2 h at 450°C. Dehydriding begins during the second debinding step. Hydrogen removal proceeds and is completed during the subsequent heating to the sintering temperature. Sintering was performed at 1000°C and 1200°C respectively for 4 h.
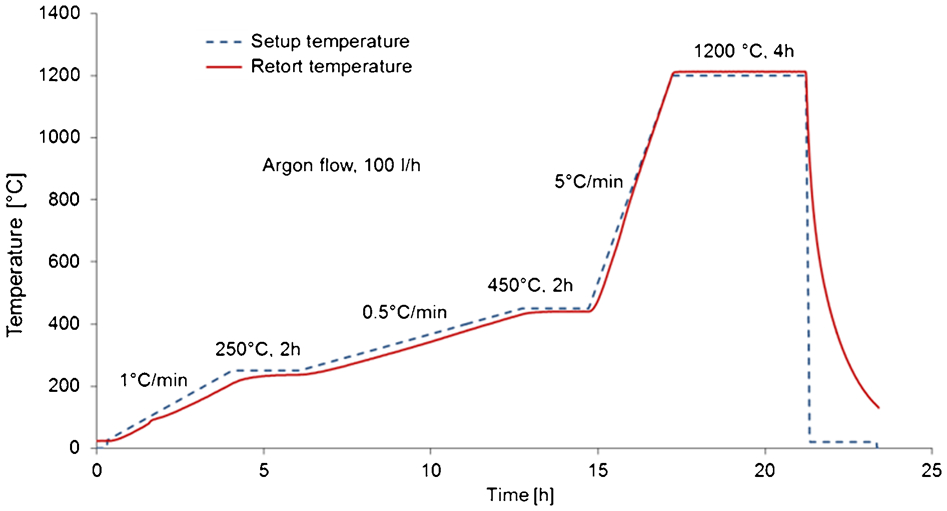
Thermal cycle for thermal debinding, dehydriding and sintering
Materials characterisation
The density of sintered parts was measured by the Archimedes method and reported as a percentage of the theoretical density of titanium according to MPIF Standard 42, except that isopropyl alcohol was used instead of water. Measurements performed on dry and impregnated samples were used to determine total and open porosity. Metallographic preparation of sintered samples was performed by diamond polishing followed by attack polishing with a suspension containing colloidal silica and hydrogen peroxide. Mechanical properties were characterised by compression tests in a Zwick 1475 machine. Scanning electron microscopy was performed in a LEO 1525 microscope. Quantitative analysis was performed on both base powders and sintered parts by melt extraction using a LECO TCH 600 apparatus for oxygen, nitrogen and hydrogen, and a LECO CS 230 for carbon.
Results and discussion
Green and sintered porous titanium parts processed from the feedstocks listed in Table 1 are shown in Fig. 4. Specimens from feedstocks containing PMMA space holders show better shape preservation compared with those obtained from feedstocks containing NaCl space holders.
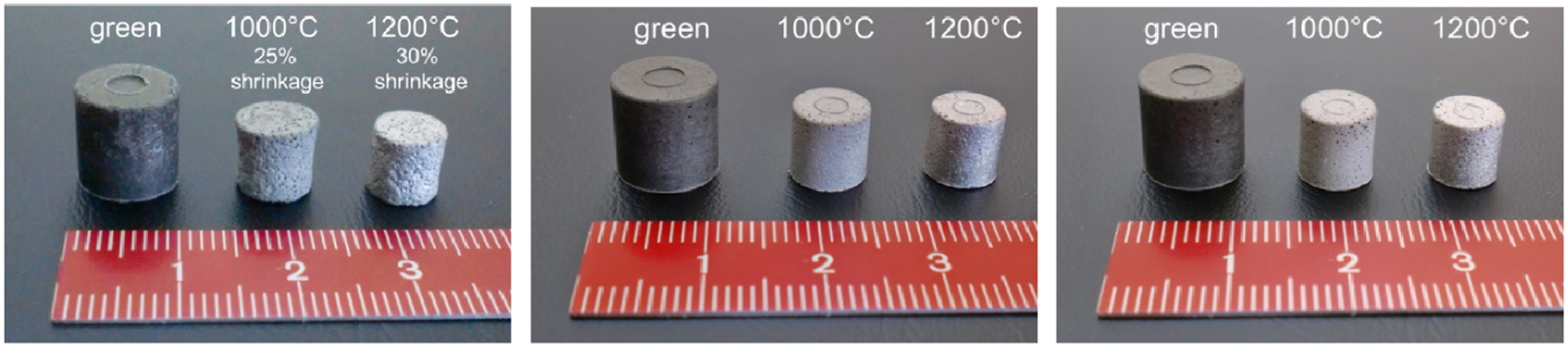
Green parts and porous titanium parts sintered at 1000 and 1200°C (TiH2–50NaCl left, TiH2–50PMMA centre, TiH2–60PMMA right)
Total porosity and open porosity values are summarised in Fig. 5. For specimens sintered at 1000°C, the total porosity is close to the relative volume of space holders in the solids loading of PIM feedstocks: about 50 vol.-% for Ti (50NaCl) and Ti (50PMMA), and about 60 vol.-% for Ti (60PMMA). The closed porosity was about 30 vol.-% and 40 vol.-% respectively.
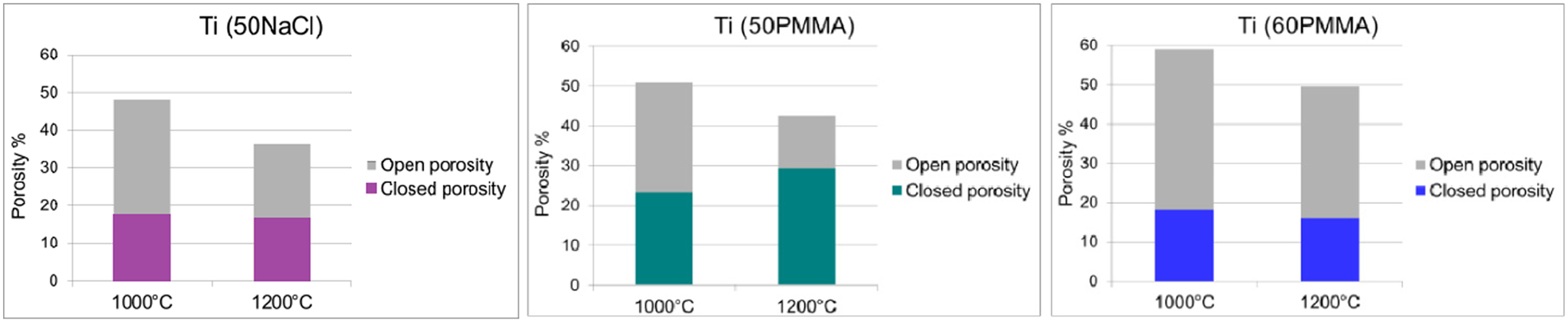
Total porosity and closed porosity of porous titanium parts sintered at 1000 and 1200°C
SEM observations of the cross-section of sintered specimens showed that the porosity was uniformly distributed (Fig. 6) and that pore sizes were between 50 and 500 μm (Fig. 7). The pore morphology is irregular if NaCl space holders are used and spherical in the case of PMMA space holders. A detailed view of interconnected porosity with interconnections up to 200 μm mean diameter is presented in Fig. 8.
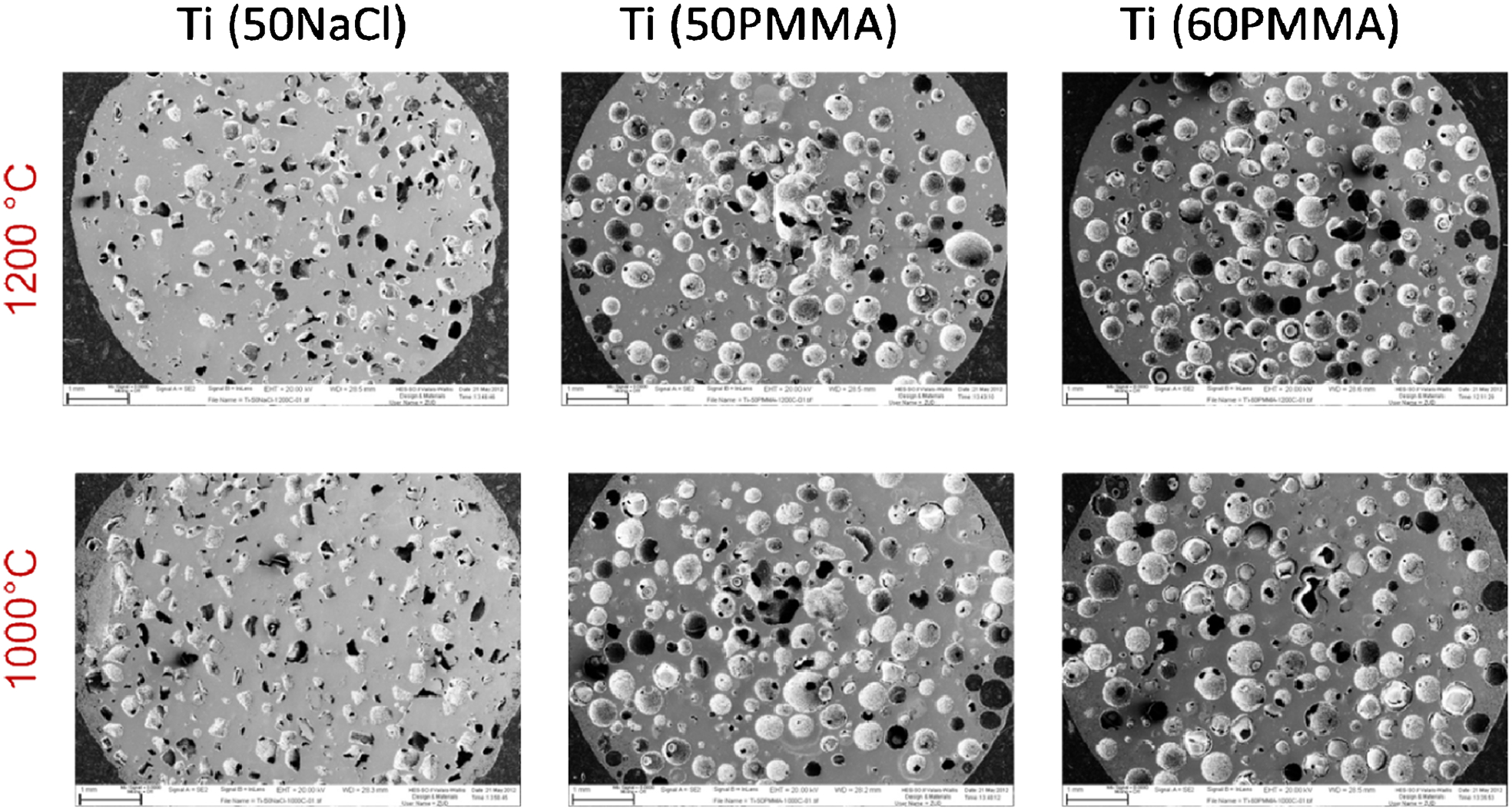
Cross-section of porous PIM-Ti parts sintered at 1200°C (top) and 1000°C (bottom) from given feedstocks (see Table 1): scale bars represent 1 mm
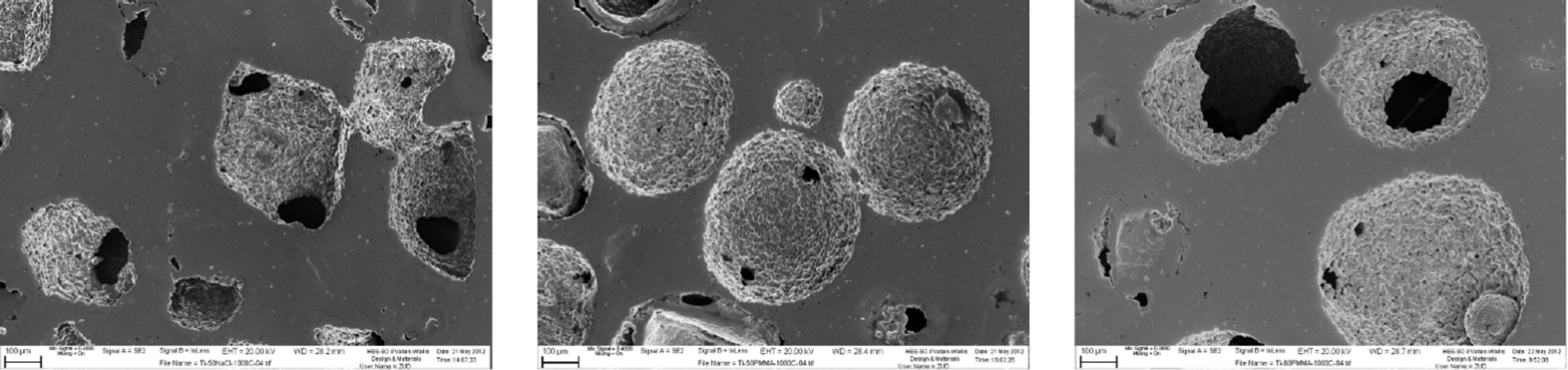
Detail of pore morphology for titanium specimens sintered at 1000°C: Ti (50NaCl) left, Ti (50PMMA) centre and Ti (60PMMA) right; scale bars represent 100 μm
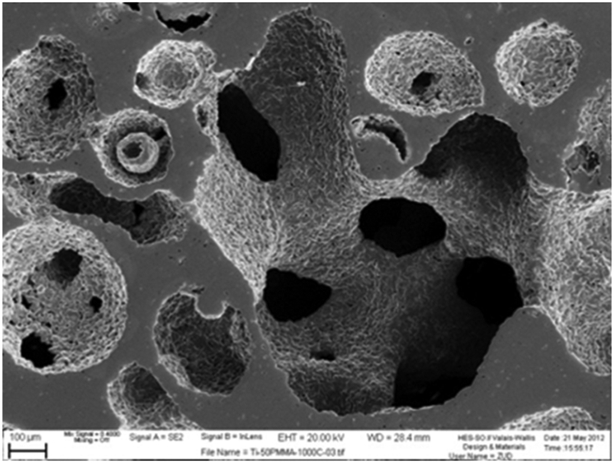
Interconnected porosity in Ti (50PMMA) specimen sintered at 1000°C
Typical stress–strain curves measured by compression testing are shown in Fig. 9; compressive strength at 0·2% and 50% strain, and elastic modulus values are summarised in Table 2. Elastic modulus was in the range 4–22 GPa, close to that of human living cortical bone.1,10
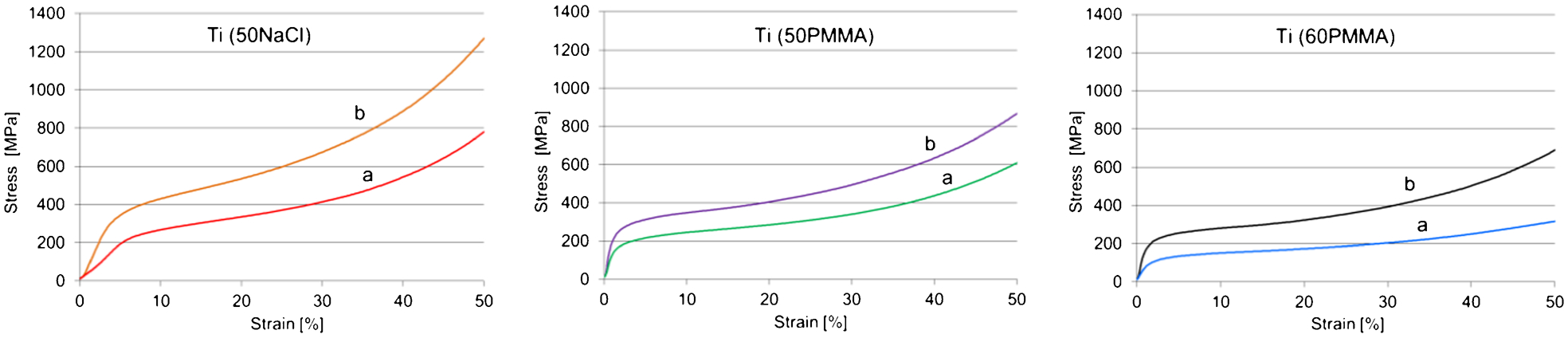
Compression behaviour of porous titanium parts sintered at 1000°C (a) and 1200°C (b)
Mechanical properties of porous titanium parts measured in compression

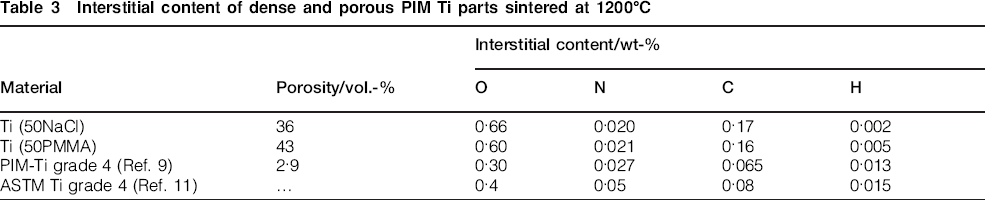
The impurity content in porous Ti specimens is high compared with dense Ti grade 4 sintered from the same titanium hydride powder (Table 3). This is attributed to a high active surface area of porous parts, which results in contamination during high temperature sintering.
Interstitial content of dense and porous PIM Ti parts sintered at 1200°C
Concluding remarks
Porous titanium parts have been processed by a novel route from low cost TiH2 base powder. The use of PMMA space holders provides better shape preservation of sintered parts, but lower compressive strength than the use of NaCl space holders. The elastic modulus is close to that of human living cortical bone.
Pore size was in the range 50–500 μm, which meets a key requirement for osseointegration. Open porosity and interconnection diameters could be optimised by varying the space holder volume fraction and sintering conditions.
Footnotes
Acknowledgements
This work has been funded by University of Applied Sciences and Arts Western Switzerland under grant MaCHoP 06–11 and the Erasmus Program. The technical support of D. Zufferey and H. Girard is gratefully acknowledged. The authors thank Professor A. Várez (Universidad Carlos III, Madrid) for fruitful discussions. Based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden on 15–18 September 2013.