
Abstract
The most important use of fine spherical iron powders is for metal injection moulding (MIM). For many applications, the high costs of powder based on the carbonyl or atomising production route are a limiting factors. An alternative two-step hydrogen reduction process using a granulated hematite powder, which is a recycling product from steelmaking, has been developed to produce <25 µm spherical powder. The morphology and properties of the powder have been found to depend strongly on the second temperature step of the reduction process. A further important step is enclosed powder processing by milling and sieving to remove agglomerates. The powder properties and sintering behaviour as a function of heat treatment and processing parameters are reported and discussed.
Currently fine spherical iron powders are produced by the carbonyl process or by atomisation. With gas atomisation fine particle sizes can be achieved using high gas velocities. Under argon atomisation, metal powder with an average particle diameter d50 of 10–80 μm can be manufactured.1–3 Usually the fine particle fraction will be separated by sieving. The manufacturing of iron powders <10 μm in diameter is based on the iron carbonyl process. 4 Both technologies are expensive and costs of the powder produced are in the range €7–10/kg. These powders are used as binder matrix in diamond tools, for magneto-rheological fluids and for microwave absorber materials, but mainly for metal injection moulding (MIM). For special slurry based processing routes such as manufacturing of parts by direct typing or hollow spheres the powder price is a limiting factor. This is particularly the case with growing part dimensions, where the powder cost as a proportion of the whole increases considerably. Therefore it can be anticipated that the development of a new low cost powder processing route would grow the market for these products and applications. A key issue is to obtain the required powder characteristics. Especially for MIM applications a fine spherical particle shape is a prerequisite to achieve an injectable feedstock with high powder loading and low tool wear characteristics. The low particle size ensures, in addition to >95% as sintered density, high part precision and low surface roughness.5,6
A new method for producing fine iron powders from iron oxide that is a byproduct of refined pickling slurries from steelmakers is described and the relationship between the modification of powder morphology by powder processing and the sintering properties will be discussed.
Experimental procedure
Hydrogen reduction process
Iron oxide (Fe2O3) can be reduced at 500–600°C by hydrogen to a Fe powder with low oxygen content. However, the resulting powder has a very high specific surface area (>1 m2 g−1), which leads to immediate re-oxidation. For this reason, the powder is classified as pyrophoric and cannot be used in practice. 7 Higher reduction temperatures lead to higher oxygen contents, but only very high temperatures (>1000°C) reduce the oxygen content to acceptable values. 8 At these high temperatures the fine powder particles are mostly sintered to strong cake that is difficult to break down. The production of fine powders by reduction under H2 atmosphere is not possible in the present state of the art.
To overcome these problems granulation of the oxide powder and a two-step heat treatment is necessary. 9 The process (Fig. 1) starts with granulation of the iron oxide powder with a mean particle size of <1 μm. The powder is mixed in a ball mill with binder, plastificator and dispersant to prepare a slurry for the enclosed spray drying process. The spray dried granules are sieved to a fraction <32 μm and placed as a powder bed of 20 mm thickness in a ceramic crucible for the two-step heat treatment in a ceramic tube furnace. In the first step the powder is reduced at 500°C for 1 h under hydrogen after heating to temperature at a rate of 5 K min−1. During this stage the powder is pyrophoric because of its high specific surface. Therefore the temperature is increased for the second reduction step, carried out in the range 700–850°C for up to 24 h. At this temperature (optimum 850°C) the primary particles in the reduced granules are sintered to a dense spherical particle whereas the reduced granules do not sinter to each other (or only slightly). The reason for these phenomena is the dependence of the sintering activity on the surface energy, which increases for smaller particle diameter. The theoretical final powder particle diameter amounts to ∼68% of the granule diameter as a result of shrinkage by volume loss during reduction and the densification of the reduced granules by sintering in the second temperature step. Therefore from granules <30 μm, a powder <20 μm in size can be expected.
Process steps of new method to manufacture fine spherical iron powders
The reduction of hematite (Fe2O3) under hydrogen is a two-step reaction: first, hematite to magnetite



The kinetics of the reduction reaction at low temperatures is determined by the different speed of the two reactions.
10
It is assumed that the reaction rate of Fe2O3 to Fe3O4 is higher than that of Fe3O4 to Fe and thus rate determining.
11
FeO is not involved in the reduction process.
12
For the complete reduction of hematite a partial pressure ratio
 must be ensured.13,14
must be ensured.13,14
Powder processing
After the reduction the iron sinter cake was milled and sieved to a powder fraction <32 μm to remove the remaining agglomerates. For this purpose three milling units were evaluated: a mortar grinder (GM), a planetary ball mill (PBM) and a Nara Hybridizer (NH). The aim was to separate the agglomerates of the sinter cake to the smallest possible particle size by the impact of high shear stresses. The milling conditions were adjusted to prevent plastic deformation as far as possible, to retain the spherical shape of the powder particles. The particle size distribution was measured by laser diffraction using a Horiba LA 950 (Standard ISO 13320). For this purpose the iron powder was dispersed in a liquid suspension.
The principle of the mortar grinder ensures high shear stresses. A pestle with a large grinding surface grinds the powder against the wall and bottom of the mortar bowl. The mortar bowl is turned by a gear motor and drives the pestle with its freely rotating bearing through friction. The rotation speed was 75 rev min−1 with a milling time of 5–20 min.
Ball mills are often used for powder processing, especially planetary ball mills which have high shear forces and simultaneously very low impact forces as a result of their low rotation speed. To prevent deformation of the particles, initially a moderate rotational speed of 100 rev min−1 was used. All powders were ground dry in steel jars with 10 mm diameter steel balls under an argon atmosphere.
Initial trials for 10, 60 and 120 min suggested that milling for 120 min produced the best result. To characterise the effect of rotation speed and time, the time was doubled to 240 min and the speed was increased to 150 rev min−1.
The Nara Hybridizer is an innovative grinding system. This technology is designed for surface modification especially for rounding of the powder particles. The raw material is dispersed in a high speed gas flow and processed by a mechanical impact force (Fig. 2).
Schematic diagram of grinding prosess in the Nara Hybridizer
A rotation speed of 16 000 rev min−1 and a milling time of 4 min under argon resulted in a spherical powder with a small, tight particle size distribution. This short, but intensive treatment suggests that the hybridiser is an efficient powder processing technology.
Sintering
For comparison of the sintering behaviour, cylindrical samples were prepared from reduced powders as well as atomised spherical iron powder and iron carbonyl powder. The powders were compacted with a mixture of 0·5 wt-% binder (PVP) in a press under a pressure of 100 MPa, which correlates with the injection pressure for a MIM process. The samples were sintered at 1320°C for 3 h under hydrogen in a tube furnace. The as sintered sample density, the porosity (by image analysis of metallographic sections) and the shrinkage (by measurement of the dimensions before and after sintering) were determined.
Results and discussion
Powder manufacturing
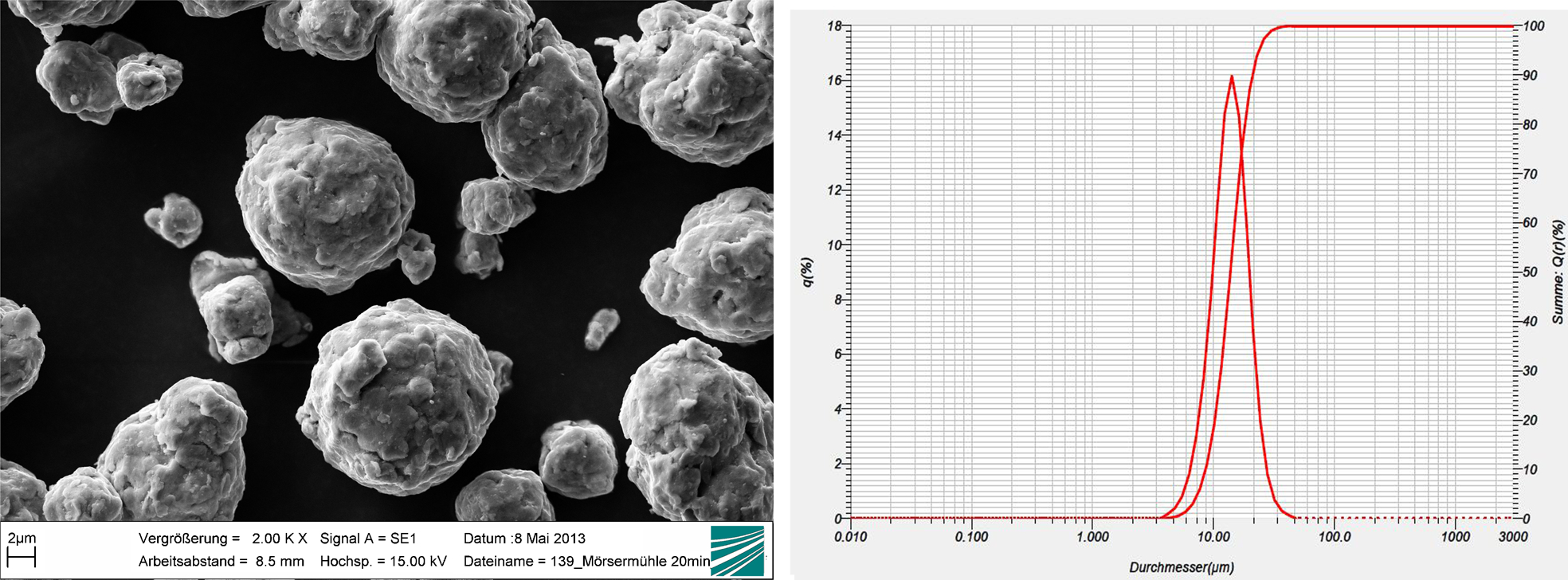
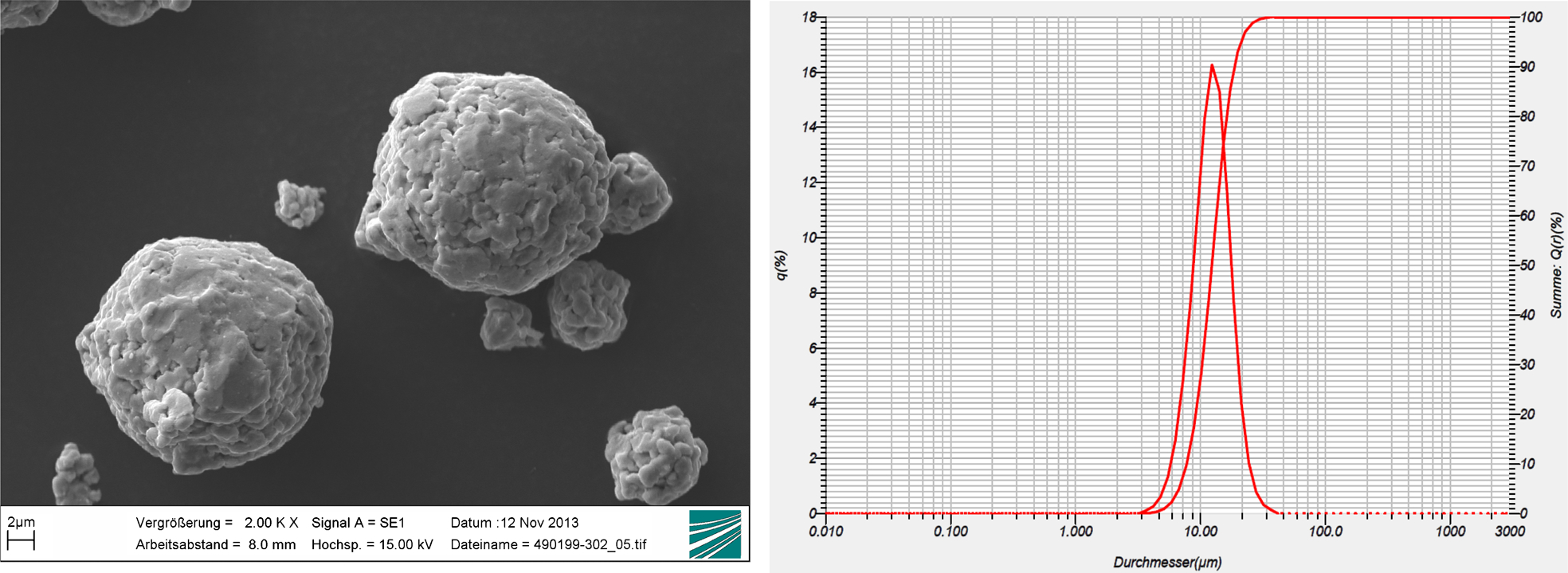
In most of the reduction experiments the first step of reduction, which is necessary to remove the oxygen, was conducted at a constant temperature of 500°C for 1 h under hydrogen, because no significant influence of temperature in the range 400–600°C was observed. The temperature of the second step has a significant impact, especially with respect to the powder morphology. In the range 700–900°C two main powder qualities were observed. Below 700°C, the specific surface of the powder produced was >3 m2 g−1, which results in a pyrophoric powder. On increasing the temperature the inner porosity caused by granulation of the fine primary iron oxide particles and by oxide reduction during the first step will be reduced by sintering. At temperatures over 850°C the sintering process between the reduced granules is also reinforced, such that the sinter cake cannot be processed to a fine powder. Thus, process temperatures for the second step between 700 and 850°C were indicated to produce fine iron powder. The spherical powder obtained after reduction at 500°C for 1 h followed by 700°C for 24 h is shown in Fig. 3. The reduced granules exhibit a high amount of porosity as well as very high roughness, which originate from the primary oxide particles. This morphology correlates with the measured high specific surface and low apparent density compared with state of the art carbonyl and atomised iron powders (Table 1). The second powder type reduced at 500°C for 1 h then at 850°C for 1 h is characterised by almost no internal porosity and a smooth surface (Fig. 4). Therefore the apparent density is higher and the BET value lower than that of the powder reduced at 700°C (Table 1). The oxygen and carbon content for both reduced powders is in the range of the state of the art. The particle size distribution is broader, but considering that after milling, a sieving process could be used to remove the agglomerates, a comparable particle size distribution to that of the atomised iron powder could be achieved.
SEM images of sinter cake after reduction at 500°C for 1 h+700°C for 24 h under hydrogen: cross-section (left) and topology (right)
SEM images of sinter cake after reduction at 500°C for 1 h+850°C for 1 h under hydrogen: cross-section (left) and topology (right)
Comparison of properties of reduced powders with state of art carbonyl and atomised iron powders
Powder processing
After the reduction step a further powder processing step is necessary to separate agglomerates and to refine the powder particles by mechanical forces. It is an important goal to get nearly spherical fine powders, which promise good flowability and high sintering activity. The challenge is to separate the agglomerated particles while retaining the spherical shape and to prevent deformation. With higher temperature in the second step of the reduction process, on the one hand the inner porosity decreases which reduces the shrinkage of the sintered part, but on the other hand sintering necks between the particles grow which results in a stronger sinter cake. In this case higher shear force is needed for the milling process, with a growing risk of particle deformation.
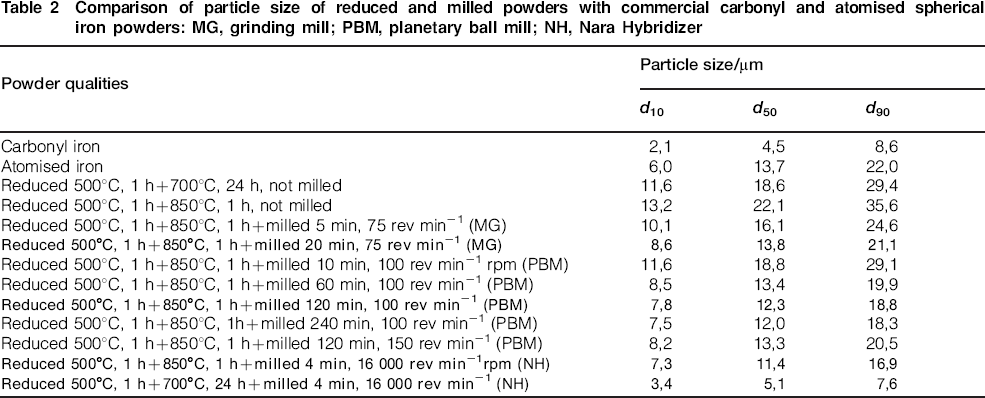
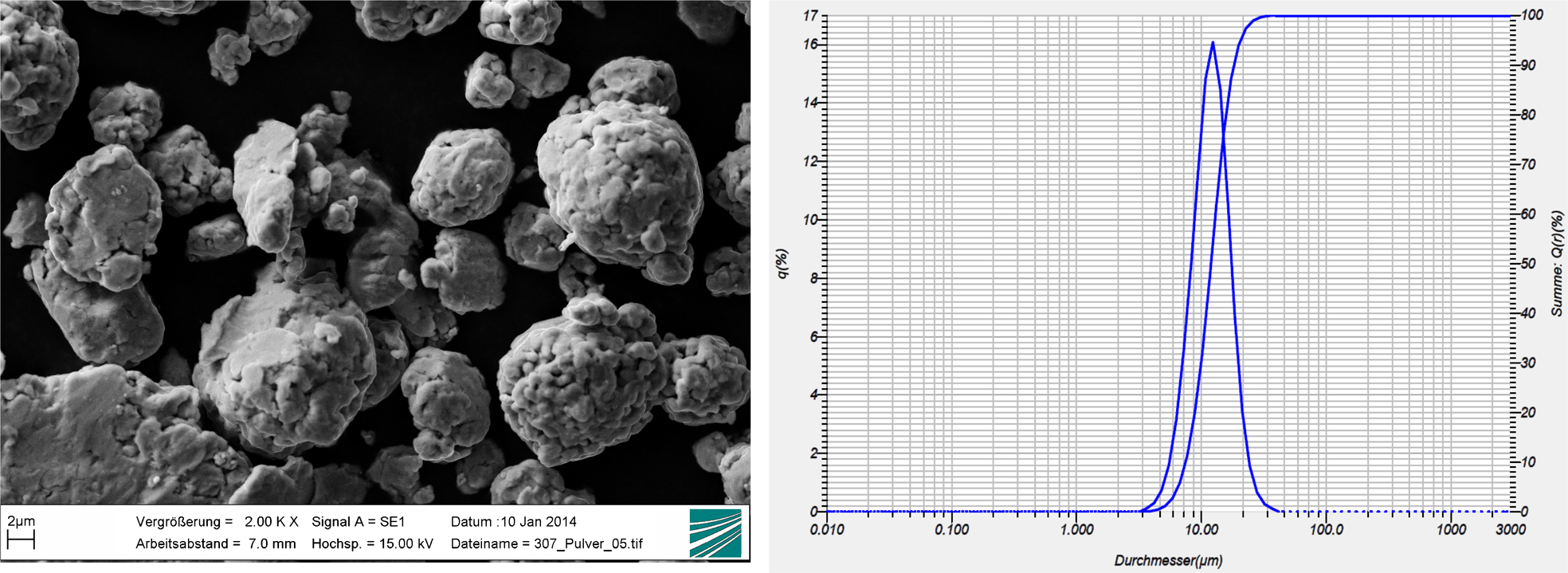
In Table 2, the particle sizes of fine spherical state of the art powders (carbonyl iron, atomised iron) and the two as reduced powder qualities are compared with those from the milling processes discussed above. The powder reduced at 850°C appears to suffer from agglomeration and has the highest average particle size of 22·1 μm. After milling with a mortar grinder the d50 value decreases to 16·1 μm after 5 min and 13·8 μm after 20 min, which is close to that of the atomised powder. In addition the powder morphology is very spherical (Fig. 5). A longer milling time does not lead to significantly finer powders.
SEM image and particle size distribution of powder reduced at 500°C, 1 h+850°C, 1 h under hydrogen and milled for 20 min, 75 rev min−1 in a mortar grinder
Comparison of particle size of reduced and milled powders with commercial carbonyl and atomised spherical iron powders: MG, grinding mill; PBM, planetary ball mill; NH, Nara Hybridizer
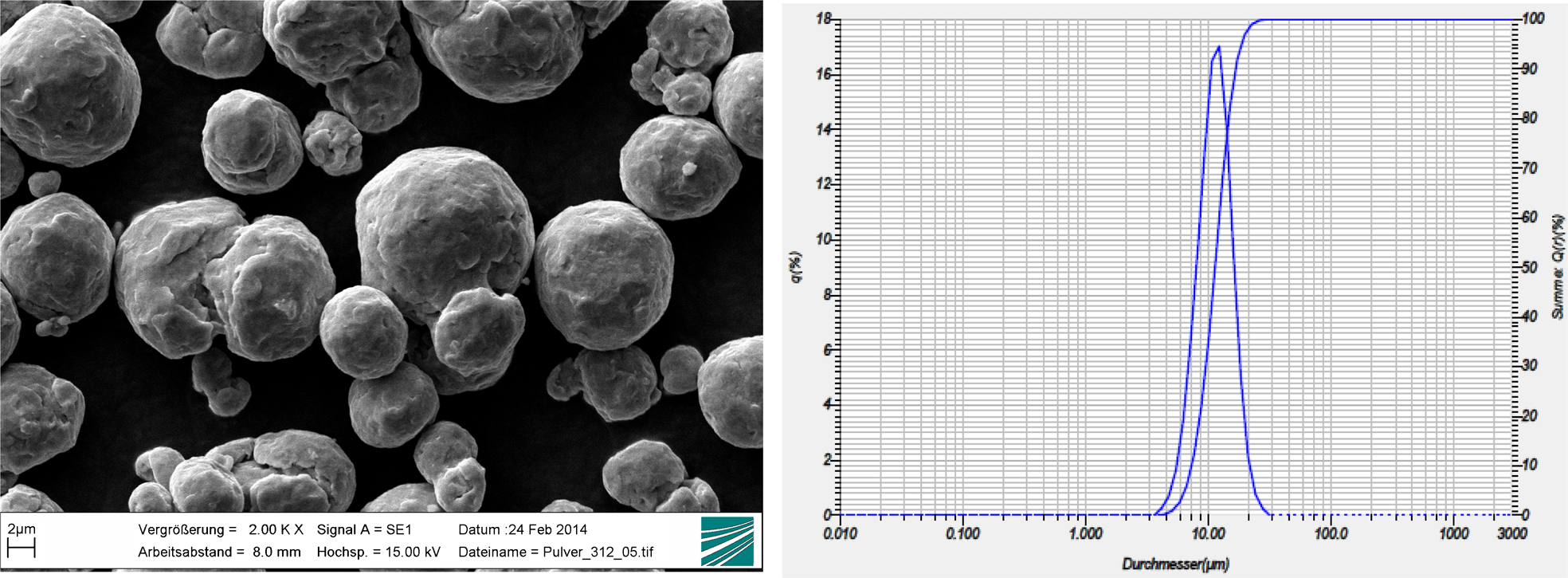
Using the ball mill, the particle size could be decreased by increasing rotation speed or milling time, to a d50 of 12 μm. On the other hand the morphology tends increasingly to switch from spherical (Fig. 6) to plastically deformed and partly flaky shaped particles (Fig. 7). The optimum between morphology and particle size was obtained by milling for 120 min at 100 rev min−1 which resulted in average particle size of 12·3 μm.
SEM image and particle size distribution of powder reduced at 500°C, 1 h+850°C, 1 h under hydrogen and milled for 120 min, 100 rev min−1 in a ball mill
SEM image and particle size distribution of powder reduced at 500°C, 1 h+850°C, 1 h under hydrogen and milled for 240 min, 100 rev min−1 in a ball mill
The hybridiser was identified as the most suitable milling unit to lower the particle size while retaining the spherical morphology (Fig. 8). Milling at 16 000 rev min−1 for 4 min resulted in a d50 of 11·4 μm.
SEM image and particle size distribution of powder reduced at 500°C, 1 h+850°C, 1 h under hydrogen and milled for 4 min, 16 000 rev min−1 in a Nara Hybridizer
An even better result was achieved by using the hybridiser to mill the powder reduced at 700°C in the second step. A spherical particle shape was obtained and the particle size could be considerably reduced from d50 = 18·6 μm to 5·1 μm (Fig. 9). This quite low particle size is generated by destroying the still porous particles (see Fig. 3) and then rounding the resulting particles. Additionally the porous surface is densified, which reduces shrinkage during sintering (Table 3).
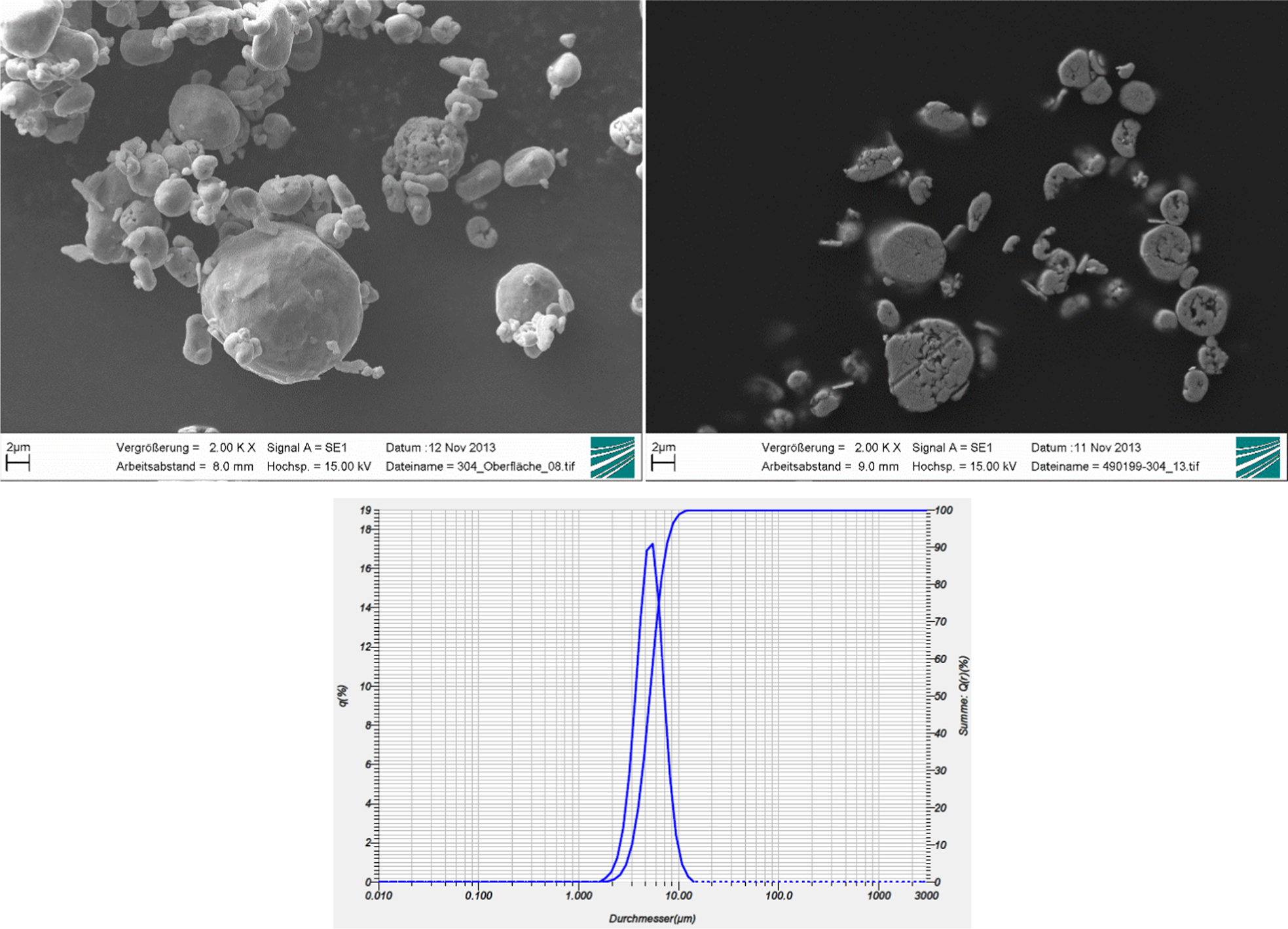
Surface and cross-sectional SEM images and particle size distribution of powder reduced at 500°C, 1 h+700°C, 24 h under hydrogen and milled for 4 min, 16 000 rev min−1 in a Nara Hybridizer
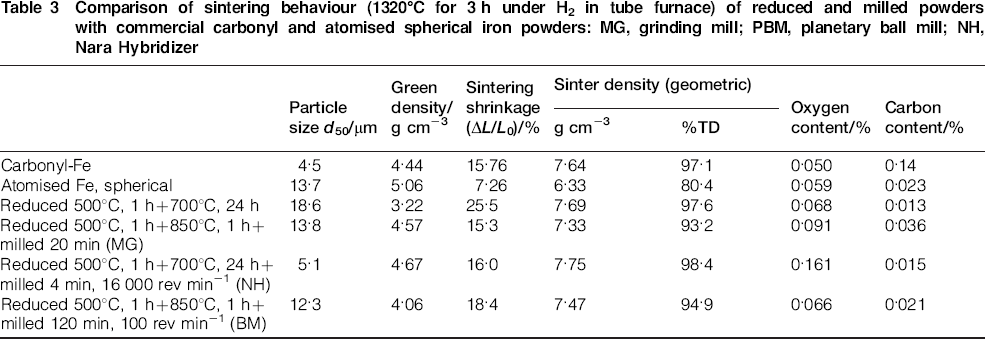
Comparison of sintering behaviour (1320°C for 3 h under H2 in tube furnace) of reduced and milled powders with commercial carbonyl and atomised spherical iron powders: MG, grinding mill; PBM, planetary ball mill; NH, Nara Hybridizer
Considering the powder morphology and particle size obtained and the short processing time, the Nara Hybridizer has high potential for the required powder processing.
Sintering behaviour
The cylindrical samples based on the different processed powders were sintered and analysed. The results are summarised in Table 3. Generally the powders produced by the two-step hydrogen reduction process achieved a higher sintered density than the atomised powder. Both powders reduced at 700°C in the second temperature step exceed even the density of the carbonyl iron part. The high sinter activity is a result of the fine porous structure of the particles which is retained by the incomplete densification in the reduction process (see Fig. 3). The shrinkage of 16% of the milled powder (Nara Hybridizer) is comparable with that of the carbonyl iron powder compact, whereas the unmilled powder has a shrinkage of over 25% because it has not been densified by the milling process. This is also indicated by the low green density of 3·2 g cm−3.
The powders reduced at 850°C in the second temperature step achieve a sintered density 3 or 4% lower than the carbonyl powder compact. The shrinkage is comparable.
The oxygen and carbon contents determined by organic elemental analyses using a Leco TCH 600 and Leco CS230 spectrometer respectively are in the same range for all samples. A higher oxygen content was measured for the sample based on the powder milled in the Nara Hybridizer; this result will be confirmed and elucidated in the continuing development work.
Cross-sections of the sintered sample prepared to demonstrate the level of porosity (Fig. 10) show a good correlation with theoretical density (TD) in Table 3. The lowest porosity occurs for the 700°C reduced powders (Fig. 10e and f) and a slightly higher porosity for carbonyl iron (Fig. 10a) and the 850°C reduced powders (Fig. 10c and d). Further investigations are being undertaken to investigate the sintering behaviour of the powder milled by the Nara Hybridizer. These highly spherical shaped particles with a lower particle size than the ball milled powder (see Table 2, Figs. 6 and 8) promises higher sintering activity and hence sintered densities close to the carbonyl iron parts. The sample produced from the commercial atomised powder is characterised be the highest porosity.
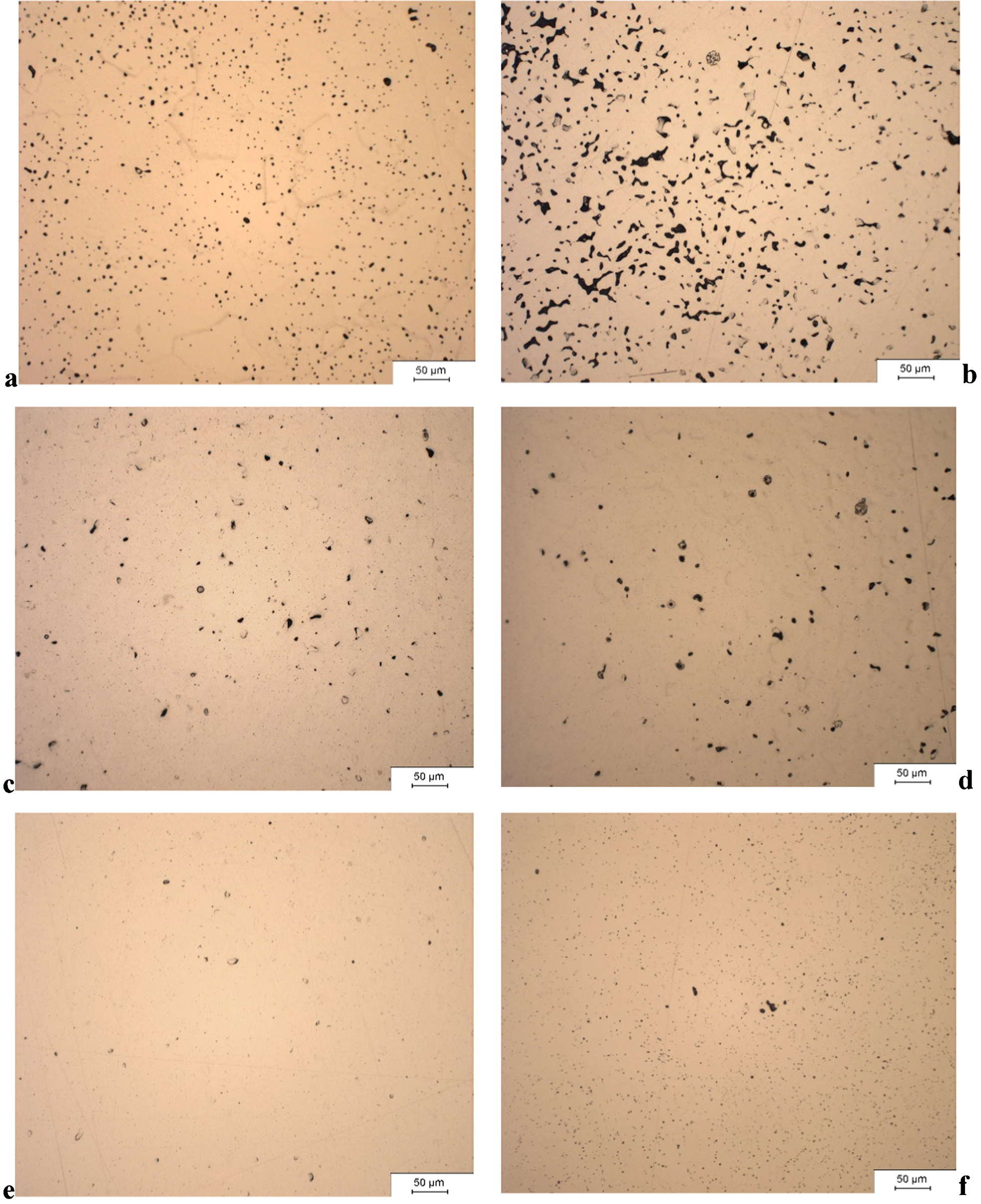
a carbonyl-Fe; b atomised Fe, spherical; c reduced 500°C, 1 h+850°C, 1 h+milled 20 min (MG); d reduced 500°C, 1 h+850°C, 1 h+milled 120 min, 100 rev min−1 (BM); e reduced 500°C, 1 h+700°C, 24 h; f reduced 500°C, 1 h+700°C, 24 h+milled 4 min, 16 000 rev min−1 (NH)
Conclusions
A newly developed two-step hydrogen reduction route to produce fine spherical iron powders, using fine granulated iron oxide from a steelmaking by-product, offers a cost efficient alternative to atomised and carbonyl iron powders, especially for MIM applications. Powder processing by milling after the reduction step is a critical factor to obtain the required quality of sintered parts. Powder milling using the hybridiser technology leads to very promising results with respect to low particle size, high sinter activity and good sintered density, as well as low shrinkage.
Further development work will focus on process optimisation and scaling up. The high potential of the process for cost effective powder manufacturing provides opportunities to break market barriers and to enlarge the market for many applications.
Footnotes
Acknowledgements
The authors thank the Dresden-based Development Bank of Saxony (SAB) for financial support. The project was financed by the European Union and the Free State of Saxony. Based on a presentation at the PM2014 World Congress organised by MPIF in Orlando, FL, USA on 18–23 May 2014.