
Abstract
The fibre space holder (FSH) method combines powder metallurgy and lost-foam casting with the aim of producing novel ultra-thin materials with micro-porous structures. A fabric, used as a spaceholder, is coated with metal powder (stainless steel, copper, nickel or titanium) in a water-soluble polymer binder. During sintering, the spaceholder is removed by a high temperature treatment to obtain the final porous metal sheet. This new material combines the advantages of fabric and porous metal. Its large specific surface area, minimum thickness of <30 μm, maximum porosity of >95% and strong liquid absorbency make it suitable for various application, in particular electrodes in hydrogen fuel cells and medical applications. The metal sheet can be further functionalised by coating with nanopowders.
Porous metals, including metal foams, cellular metals and metal sponges, are widely studied and used.1–5 The work reported has succeeded in developing a new material with low density, large specific surface area and novel physical, mechanical, thermal, electrical and acoustical properties. Open cell structures can be used for highly functional applications, including heat exchangers, heat sinks, medical implants, filters and electrodes, and for this reason it was decided to target mainly open structures. Furthermore, the combination of highly dense and porous metals is a promising route for materials with a high specific modulus and high functionality.
As the size of products is reduced to millimetres, cell size is reduced accordingly. However, in practice, it tends to be complicated to produce metals to dimensional accuracies of a few micrometres and with controllable porosity. Very few current methods can produce net-shaped metal components with high aspect ratios and high porosity with high production efficiency. There are many ways to create porous metals, including the use of space holders which is being actively explored,6,7 particularly for titanium materials for biomedical applications.8,9 However, it is almost impossible to produce sheets of thickness less than 1 mm by conventional production methods. Therefore, the focus has been on the production of parts with these dimensions. This has involved the development of a novel production method, the fibre space holder (FSH) method, which allows producuction of parts with pore sizes down to 50 nm.
Concept of FSH process
The PM production concept developed to produce ultrathin porous metals is illustrated in Fig. 1. The uncovered spaceholder material with a fibre diameter <10 μm is covered with a metal slurry composed of metal powder (<5 μm) and a soluble binder. After sintering, a part consisting of sintered metal fibres is obtained. The meniscus effect makes it possible to cover the whole surface of the spaceholder material with the metal slurry, which is essential for successful production of metal paper. This proposed method is a net-shape production method for ultra-thin porous metal sheets and functionally graded structures that can be applied to most metal powders, e.g. stainless steel, aluminium, copper, titanium, nickel and their alloys. Various characteristics and special features of porous metal paper can be produced by the fibre space method, including thin-walled structures, high water permeability and high flexibility. Metal particles cover the fibre surface of the green body to form a pure metal sheet, divided from the template material which is decomposed during the sintering process.

Schematic depiction of fibre space holder method to produce ultra-thin porous metals
Experimental trials
The initial application of the FSH method was to produce SUS316L sheets, using the materials listed in Table 1. The austenitic stainless steel powder was produced by water atomisation. The space holder material consists of cellulosic fibres (10 μm in mean diameter). A soluble carboxymethylcellulose binder was used for the metal slurry.
Materials used to produce 316L stainless steel sheets
The other metal powders used in the trials are listed in Table 2. The copper and nickel powders were water atomised, whereas the titanium powder was gas atomised, accounting for its coarser mean particle size of 20 µm.
Experimental materials

Green compacts 30×30 mm in dimensions and 50 μm in thickness were prepared by slurry infiltration. Debinding and sintering of the SUS 316 L compacts was carried out sequentially at 872 K (600°C) for 2 h in N2 and at 1322–1472 K (1050–1100°C) for 2 h in an argon atmosphere and in a vacuum furnace to avoid oxidation. The porosity of sintered specimens was calculated from measurements with a micrometer calliper and analytical balance. The specific surface area was measured by gas adsorption (FlowSorb III 2305, Micromeritics Instrument Corp.). The surface structure was observed by SEM. For cross-sectional SEM observation, the sintering parts were polished carefully by ion milling (JEOL Ltd, SM-09010). In addition, the carbon content of sintered parts was analysed (EMIA-221V2, Horiba Co. Ltd).
Two step infiltration method
The large specific surface area of the metal paper makes it ideal for use as a catalyst and attmepts were made to functionalise the surface with nanoparticles via a two step process. Application of nanoparticles further increases the surface area in relation to the airflow and therefore optimises the reaction rate in catalyst and electrode applications. If the nanopowder and the base material are the same, the surface area tends to be particularly large, especially when using rare materials such as platinum. The process applied to infiltrate the nanoparticles onto the metal fibre structure produced by the FSM method is depicted in Fig. 2, which shows how the density of the slurry influences the surface area of the coated material.
Schematic depiction of two step infiltration method
In these experiments, nickel base material was coated with nickel nano-powder of particle size from 2 μm to 50 nm. The infiltrated structure was sintered at 872 K for 2 h in vacuum. In addition, platinum powder (IOX Co. Ltd, platinum Coroid) at loadings of of 0·5% and 1·5% was used to investigate the catalytic activity of the metal paper.
Results and discussions
SEM images of the specimens after each of the production steps are shown in Fig. 3. The final product is depicted macroscopically in Fig. 4.
SEM images of SUS 316 L porous paper after each production step

Examples of porous metal paper produced by FSH method: metal sheet of minimum thickness 30 nm (left) and paper aircraft made from metal paper (right)
Micrographs of the surfaces of sintered specimens produced from various porous compounds are shown in Fig. 5, together with a summary of representative properties. It should be noted that the carbon content was slightly higher than expected, especially for titanium. This may be a result of pick-up from the space holder base material, which consists of cellulose fibres.
SEM images and specific properties of metal papers made of steel, Cu, Ni and Ti
It was possible to obtain similar levels of porosity for all the materials. However, since titanium must be sintered in high vacuum, the carbon and oxygen released from the cellulosic fibres are an obstacle that must be circumvented in future work.
It was evident that the two step infiltration method was successful in raising the specific surface area of the metal paper product significantly, as a result of the small particle sizes employed. The surface area increased from 0·32 to 1·76 m2 g−1 when using platinum powder of a particle size of 50 nm (Fig. 6). The microstructures and specific surface areas obtrained using titanium powders for the second step at loadings of of 0·5% and 1·5% are shown in Fig. 7.
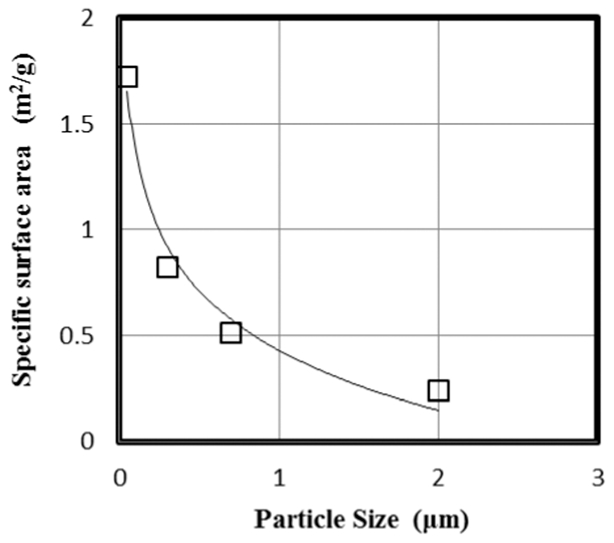
Effect of particle size on specific surface area obtained using two step FSH method with platinum powders in second step
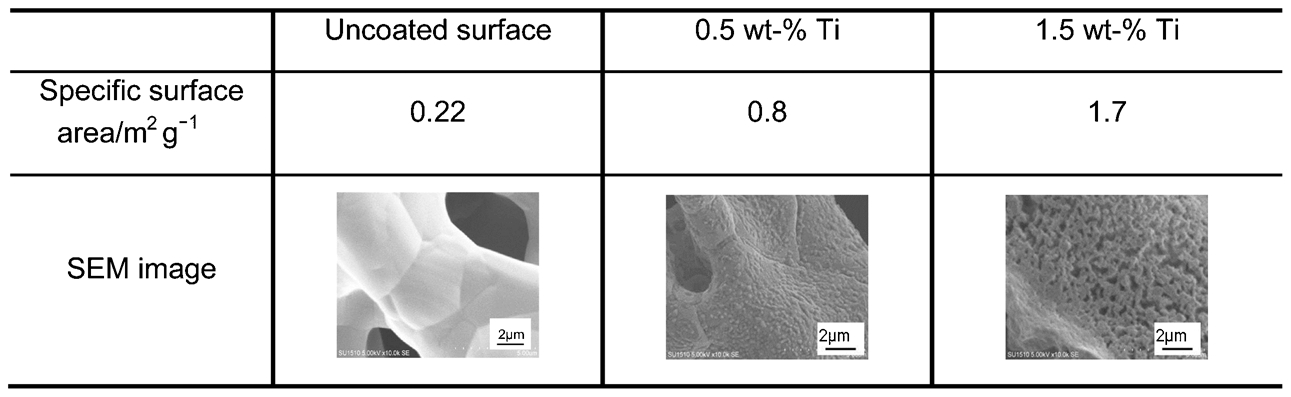
Results of two step FSH process using different loadings of Ti powders in second step
Conclusions
Evaluation of the properties obtained in these trails suggests that the metal paper produced by the FSH route is a promising material for numerous applications that include fuel cells, medical applications and filters.
Even though carbon control remains an issue, particularly for titanium, it is anticipated that this prolem can be eradicated by optimising the sintering conditions or by using a different material as a base. It is the intention to increase the range of functionality that can be obtained over time by adjusting powder size and by adding functional coatings.