
Abstract
Development of strong inter-particle necks requires successful removal of surface oxides, present on the powder particles, during the initial stages of sintering. In the case of water-atomised powder prealloyed with chromium, the surface oxide consists mainly of an iron oxide layer with some more stable fine particulate oxides. The formation of sufficiently strong inter-particle necks requires as a minimum full removal of the iron surface oxide layer. This can be achieved by gaseous reducing agents (e.g. H2, CO or a mixture of both) or by carbon, typically admixed in the form of graphite. The reducing power of various sintering atmospheres (active gas content ≤10 vol.-%) and their combined effect with graphite has been investigated by a thermal analysis technique. Results indicate that a combination of a dry hydrogen-containing atmosphere and fine graphite allows successful sintering of chromium alloyed PM steels.
The introduction of more effective, cheaper alloying elements such as Cr, Mn and Si into PM steels is strongly motivated by market pull from the structural component sector. Targeted development led to the introduction of chromium prealloyed powder grades to the market by the late 1990s. 1 The main obstacle to the use of Cr, Mn and Si in PM steels is their high affinity for oxygen, which creates difficulties in powder manufacturing and the risk of oxidation during handling and further sintering. Current Cr prealloyed powder grades available on the market are characterised by high quality from the point of view of total oxygen content and powder surface composition.2–4 Analysis of the oxide distribution in Cr and Mn prealloyed water atomised powders3,4 suggests that their surface is covered by a heterogeneous surface oxide layer, consisting of a homogeneous iron oxide (Fe2O3) layer of thickness 6–8 nm containing spherical Cr–Mn–Si–Fe oxide particulates of average size ∼200 nm. The total surface coverage of these particulate thermodynamically stable oxides is ∼5%; thus, ∼95% of the powder surface is covered by easily reducible iron oxide which should ensure good sinterability of such powder. Evaluation of the oxygen distribution also reveals that the iron oxide layer accounts for ∼45% of the total oxygen content of the powder,2–4 a further 50% of which is contained in internal oxides and particulate oxides. Hence, assuming that the chemical composition of the surface oxide does not change during heating (i.e. oxide transformation is avoided but oxide reduction is taking place), such a powder should possess excellent sinterability. However, due to the ∼10 000-fold higher surface area of powders, and hence their higher surface activity than bulk materials, significant changes in surface oxide are observed.5–7 Therefore the most important step during the sintering of such powders is good control of the heating stage aiming on reduction of surface oxides and to prevent transformation of the Fe-based oxides into more thermodynamically stable ones.5–7 Hence, the effectiveness and active temperature ranges of reducing agents are of critical importance during the sintering of powder grades prealloyed with Cr, Mn, Si and similar elements.
Surface oxides can be removed by mechanisms such as oxide dissociation and oxide reduction by gaseous reducing agents (in the sintering atmosphere or formed during the process) or solid reducing agents, e.g. graphite.8–11 Dissociation is of interest during sintering in vacuum or inert atmospheres (Ar, N2, etc.) and is expressed by the reaction
However, thermodynamic evaluation of this reaction for oxides of interest
8
indicates that dissociation of even iron oxide requires very low oxygen partial pressures (∼10–15 bar at 1000°C). For this reason, gaseous reducing agents are added to the sintering atmosphere to facilitate effective surface oxide reduction. The most common gaseous reducing agents added are H2 and CO, reduction by which can be described as


N2/H2 mixes are generally now used for sintering of prealloyed PM steels due to the high hydrogen activity at low temperatures, whereby the iron oxide layer (containing ∼50% of the bulk oxygen content) can be removed at 400–550°C.4,8,11–13 However, the high price of hydrogen and its explosion risk (hence higher requirements for the sintering furnace) restrict its utilisation.
Carbon monoxide can be a part of the sintering atmosphere and is also generated by the reaction of the surface oxides with admixed carbon (typically in the form of graphite) at sites of direct contact, by the so called direct carbothermal reduction

Indirect carbothermal reduction, described by equation (3), is the dominant reduction process at higher temperatures. It becomes active above the Boudouard equilibrium temperature (∼720°C) when CO becomes more stable than CO2. Intensive formation of CO during the sintering of Cr-alloyed PM steels has been detected by various techniques.8,11–13
It has to be emphasised that at the same time interactions are occurring between the gaseous components of the sintering atmosphere (e.g. the water gas reaction) and components of the sintered body, including pure metals, their oxides and graphite particles. 8 This means that the composition of the processing atmosphere will undergo significant changes as it travels through the sintering furnace. Hence, efficient removal of the surface oxide and preventing the formation of stable surface oxides – the prerequisite for successful sintering – requires basic knowledge of the effectiveness of reducing agents and of the temperature ranges over which they are active. Interaction between the reducing gases and admixed carbon is another important consideration in designing the sintering cycle for prealloyed PM steels. The aim of this work was to evaluate the effect of various components of the gaseous atmospheres on the reduction/oxidation processes in Cr-alloyed PM steels and correlate their activity with the presence of admixed graphite.
Experimental procedure
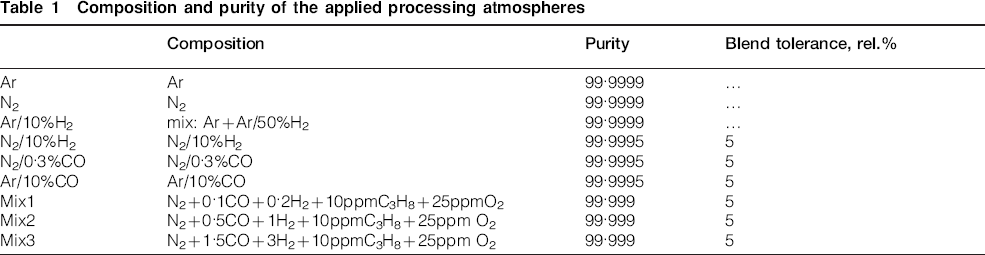
Water-atomised powder prealloyed with 3 wt-%Cr and 0·5 wt-%Mo (Astaloy CrM), supplied by Höganäs AB, Sweden, was used as the base powder. The powder was admixed with 0·6 wt-% of ethylene bis stearamide based lubricant. A second powder mix was prepared where additionally 0·4 wt-% of natural graphite (UF4 from Kropfműhl) was admixed. Rectangular test bars (5×10×30 mm) were uniaxially compacted at 600 MPa to a green density of ∼7 g cm−3. Prior to thermogravimetry analysis green compacts were delubricated at 450°C for 30 min in a dry nitrogen atmosphere in a laboratory tube furnace. After delubrication specimens were dry cut into small rectangular bars approximately 5×5×10 mm in size and ∼2 g in weight. Thermogravimetry (TG) analysis of the compacts was performed in a simultaneous thermal analyser (STA 449 F1 Jupiter, Netzsch GmbH) with a top-loading balance. Analysis was performed in a vacuum-tight SiC furnace using a TG sample carrier system with a W/Re thermocouple. Specimens were heated in a number of inert and reducing atmospheres of high purity (Table 1), as well as in a dynamic vacuum of ∼10−5 mbar. To provide specified gas purity, the system was evacuated and purged with argon (6·0 purity) three times before each experiment. Specimens were heated to 1300°C at 10°C min−1, held at this temperature for 30 min, then cooled at 30°C min−1 to room temperature.
Composition and purity of the applied processing atmospheres
Results and discussion
During sintering of the compacts without carbon addition in vacuum or inert gas, surface oxide can be removed by oxide dissociation, as expressed by equation (1), only if the oxygen partial pressure is below the equilibrium value for a specific oxide at a defined temperature. 8 Thermal analysis of the compacts without carbon addition shows higher mass-loss in vacuum during the initial stage of heating (30–700°C) in comparison with argon or nitrogen (Fig. 1). This initial mass-loss is mostly connected to the removal of lubricant residuals as well as physically and chemically bonded water. The largest difference is observed during further heating to about 1000°C, where further mass-loss was observed in vacuum and Ar (higher in vacuum) but an increase in mass of ∼0·04 wt-% was registered in the case of N2 (Fig. 1). The use of high purity nitrogen gas and an oxygen trap system (OTS, Netzsch GmbH) ensures that this mass-gain is due to nitrogen pick-up and not to material oxidation. Further heating to the sintering temperature of 1300°C results in further mass-loss connected with oxide dissociation and nitrogen removal (in the case of N2), about twice the loss observed in vacuum (Fig. 1). Almost no mass-change was observed during sintering at 1300°C with either gaseous atmosphere, whereas in vacuum intensive mass-loss was observed. During cooling to room temperature a small mass-gain, probably due to oxidation, was observed in all cases. The presence of graphite did not affect mass-change behaviour in the case of gaseous atmospheres below about 900°C, but about 5 times higher mass-loss was observed compared with compacts without carbon during heating from ∼900°C to the sintering temperature and sinter-holding (Fig. 1). This suggests activation of the direct carbothermal reduction (equation (4)) followed by the indirect one (equation (3)) that are confirmed to be much more effective for oxide reduction. In vacuum, a small mass-increase was observed during heating between ∼700 and 900°C, after which intensive mass-loss due to oxide reduction was observed (Fig. 1). The mass-loss for compacts admixed with graphite was about twice that of compacts without carbon, indicating that efficient oxide reduction can be obtained in good vacuum for this material.
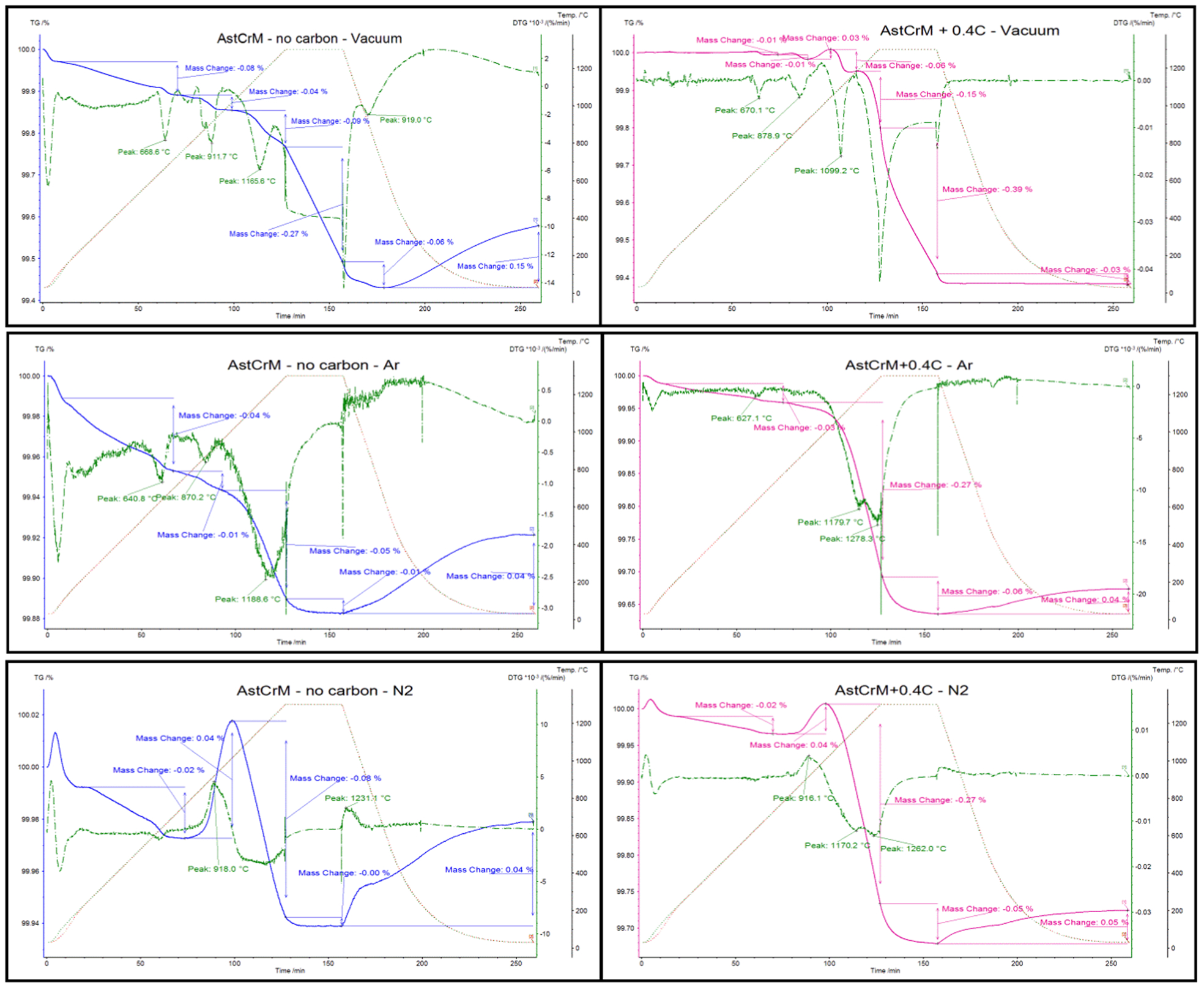
TG curves of AstCrM, with and without 0·5%C additions, processed at 1300°C in vacuum or inert gas atmospheres
During processing in hydrogen-containing atmospheres (Fig. 2), about twice as large mass-loss was registered in the low temperature range (30–700°C) in comparison with pure argon or nitrogen; this is attributed to the reduction of the surface iron oxide layer by hydrogen, as reported elsewhere8,11–13 and confirmed by the DTG peak at ∼420–440°C (Fig. 2). Mass-gain with a peak at ∼1000°C is also observed during processing in N2, supporting its connection with nitrogen pick-up. The lower mass-loss observed during heating between 1000 and 1300°C in comparison with pure Ar and N2 for compacts admixed with graphite is a result of the removal of a large part of the surface iron oxide at lower temperatures by hydrogen. Larger mass-loss is also observed during dwelling at 1300°C in the presence of H2, indicating continuation of the reduction of thermodynamically stable internal oxides by hydrogen. It is also important to note the shift of the first high-temperature DTG peak from ∼1170°C to a lower temperature (∼1090°C) in the presence of hydrogen (see Figs. 1 and 2).
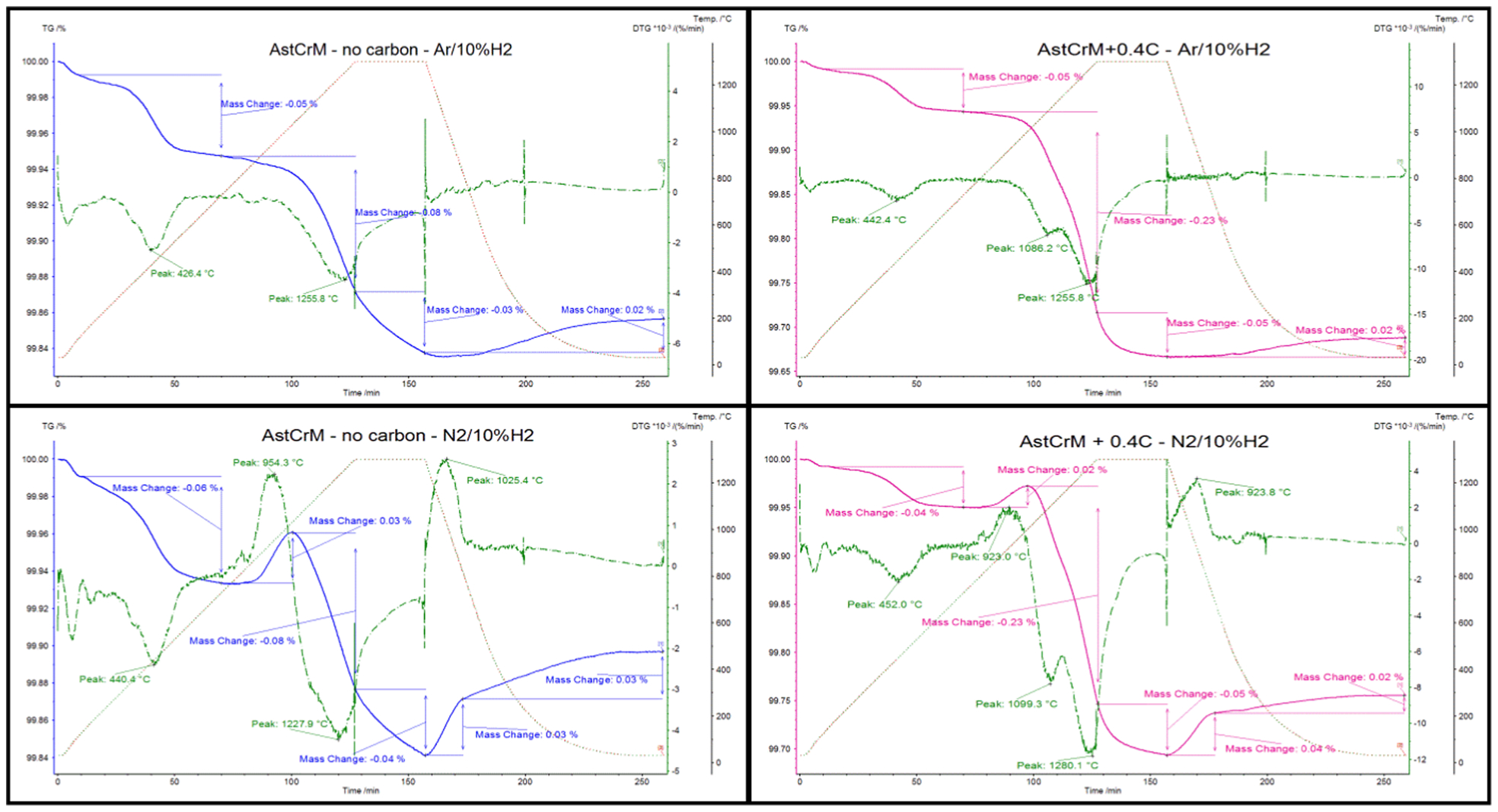
TG curves of AstCrM, with and without 0·5%C additions, processed in reducing atmosphere (Ar,N2)/10%H2
In the CO-containing atmospheres, strong mass-gain was observed during heating between 600 and 1000°C, independent of graphite admixing or base gas (Fig. 3). In the case of specimens without carbon, mass-loss during further heating to the sintering temperature is slightly higher than the mass-gain in the previous step for N2/0·3%CO, and even lower in the case of the Ar/10%CO mix (Fig. 3). Additional mass-gain was observed during cooling. In the case of the compacts with admixed carbon, slightly lower mass-gain was observed between 600 and 1000°C and considerably larger mass-loss during further heating to the sintering temperature (Fig. 3), owing to the carbothermal reduction of oxides. The mass-gain during heating between 600 and 1000°C in the case of CO-containing atmospheres is probably connected with both oxidation and carburisation.
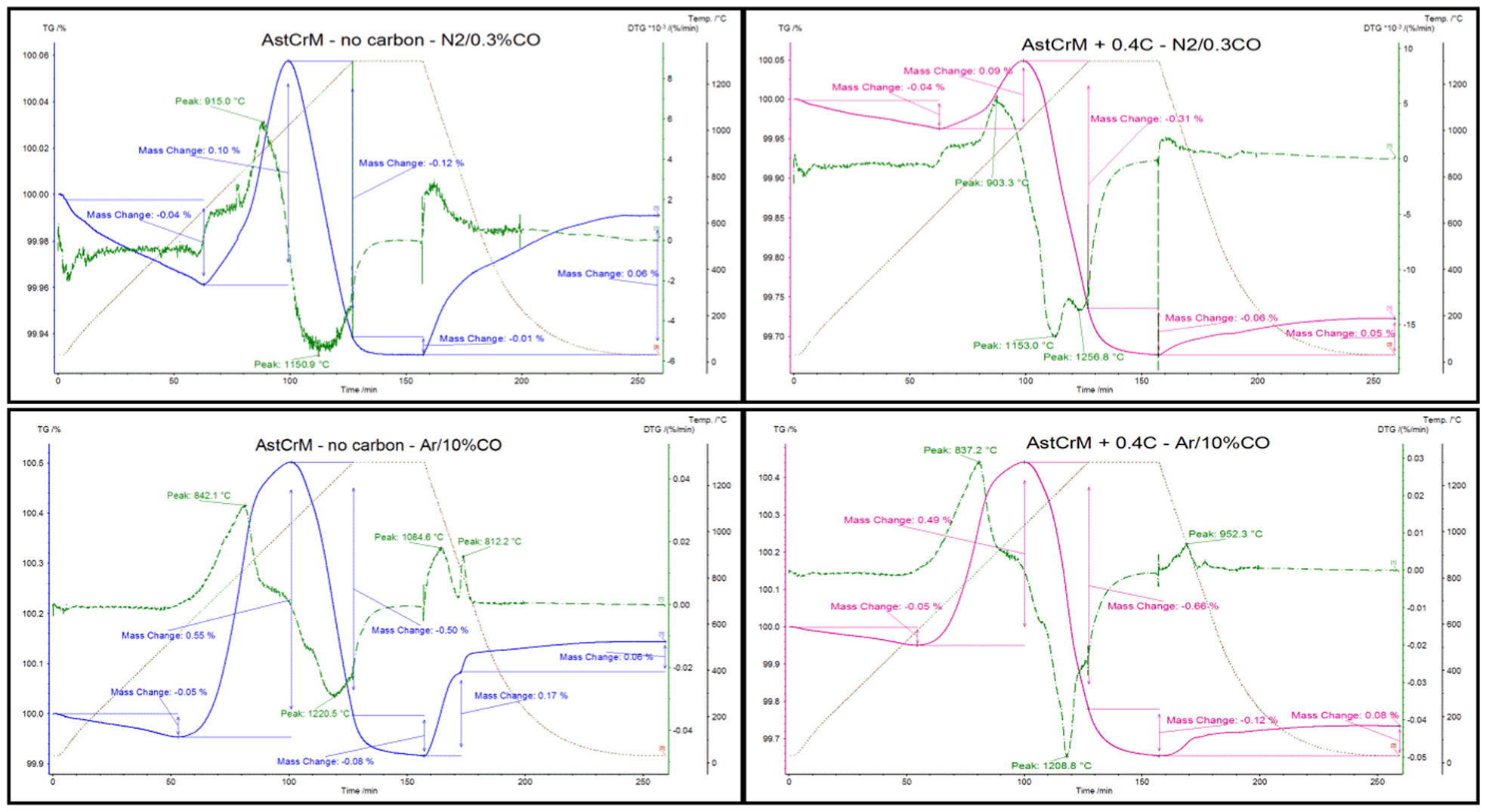
TG curves of AstCrM, with and without 0·5% carbon addition, processed in CO-containing atmospheres
To further evaluate the effect of CO in the sintering atmosphere and its interaction with hydrogen, lean nitrogen-based mixes (Mix 1 to 3: Table 1) were formulated, according to the general formula
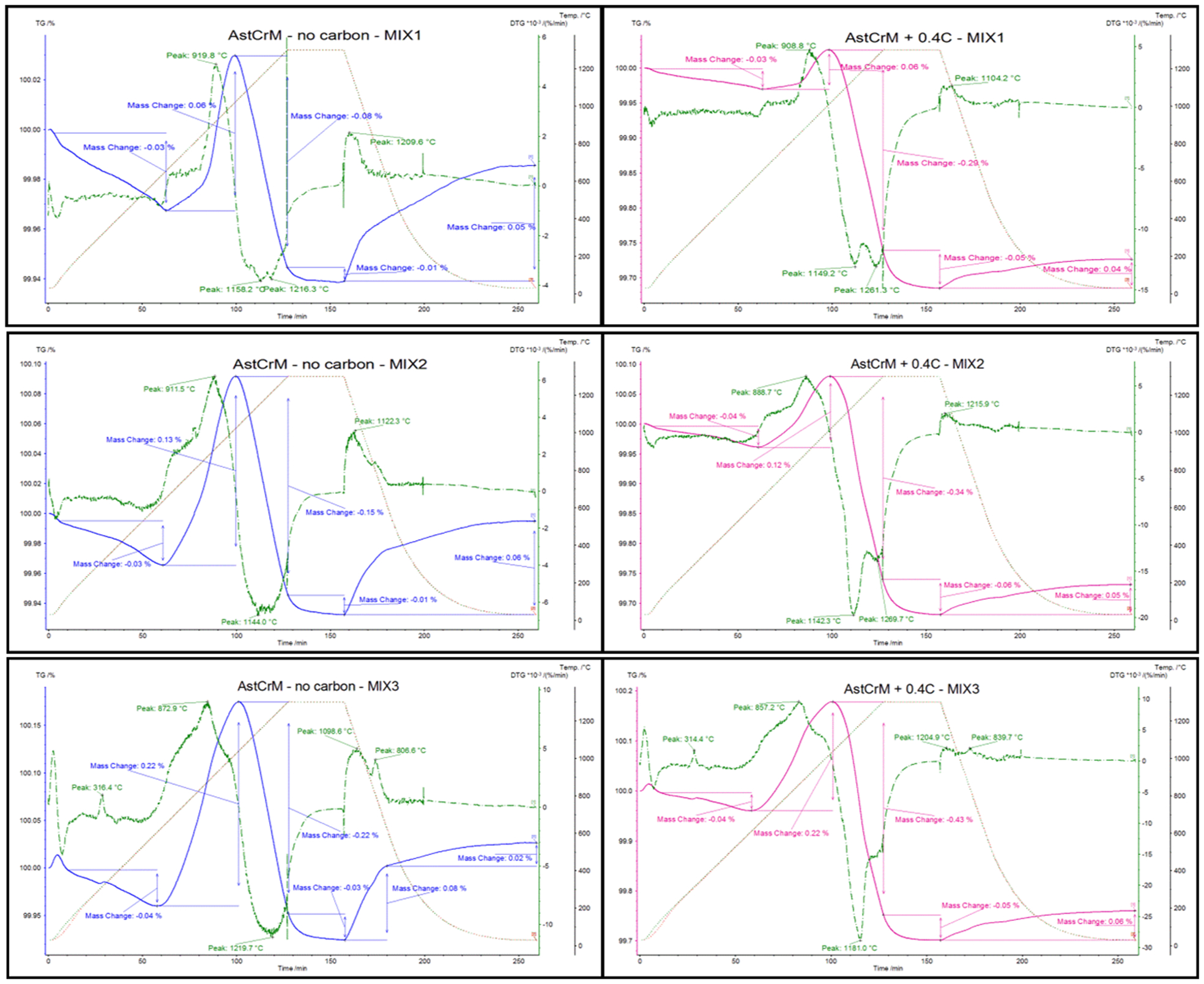
TG curves of AstCrM, with and without 0·5%C additions, processed in lean H2/CO atmospheres, Mixes 1–3 (see Table 1)
However, it is important to distinguish the effect of CO content on mass-change due to reduction/oxidation and carburisation. To describe possible oxidation by CO, the equilibrium partial pressure of carbon monoxide required to reduce chromium oxide was calculated thermodynamically using HSC Chemistry 7·1 for the reaction ⅔Cr+CO = ⅓Cr2O3+C (Fig. 5). Values below the theoretical curve (tinted area) indicate reduction of chromium oxide: above it, oxidation will occur. It can been seen from Fig. 5 that all the applied CO-atmospheres are oxidising up to high temperatures and that the equilibrium temperature increases with CO content; thus Mix 1 is oxidising up to ∼875°C and Ar/10%CO up to ∼1100°C. It has to be taken into account that the factors determining the reducing ability of the atmosphere are complex: as well as CO level, the CO/CO2 ratio is important and hence interaction with admixed carbon and H2 from the sintering atmosphere.
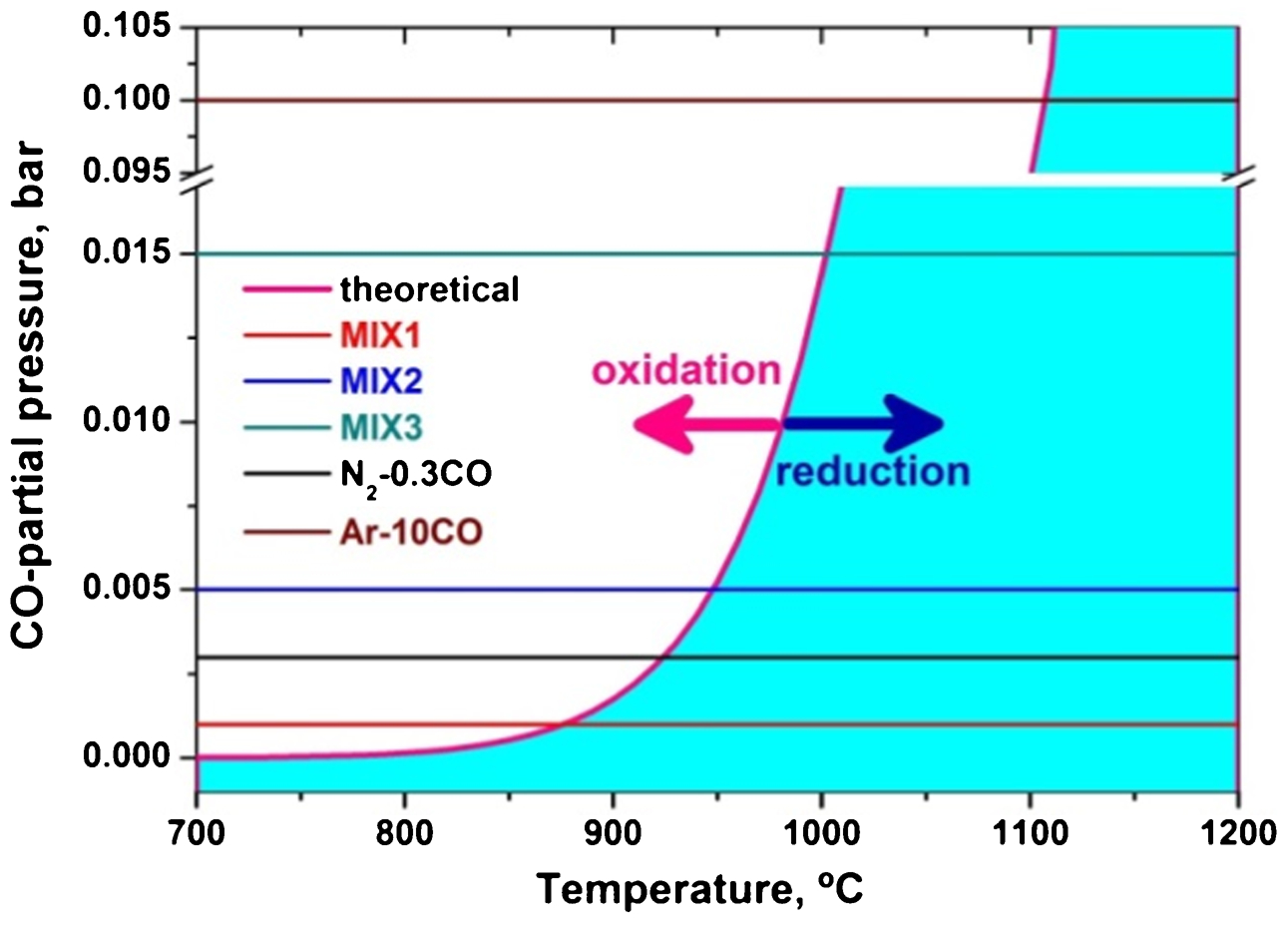
Comparison of calculated equilibrium partial pressure of CO with pure Cr2O3 oxide together with CO pressure in gas atmospheres used in present work
In all nitrogen-containing atmospheres, the mass gain observed was independent of carbon admixing and the presence of hydrogen or carbon monoxide between 600 and 1000°C (Figs. 1–4). This is attributed to nitrogen pick-up by the AstCrM powder, since the effect is almost absent for pure iron powder (Fig. 6) and does not depend on the reducing ability of the sintering atmosphere. The effect of the carbon source is examined in an accompanying paper. 14
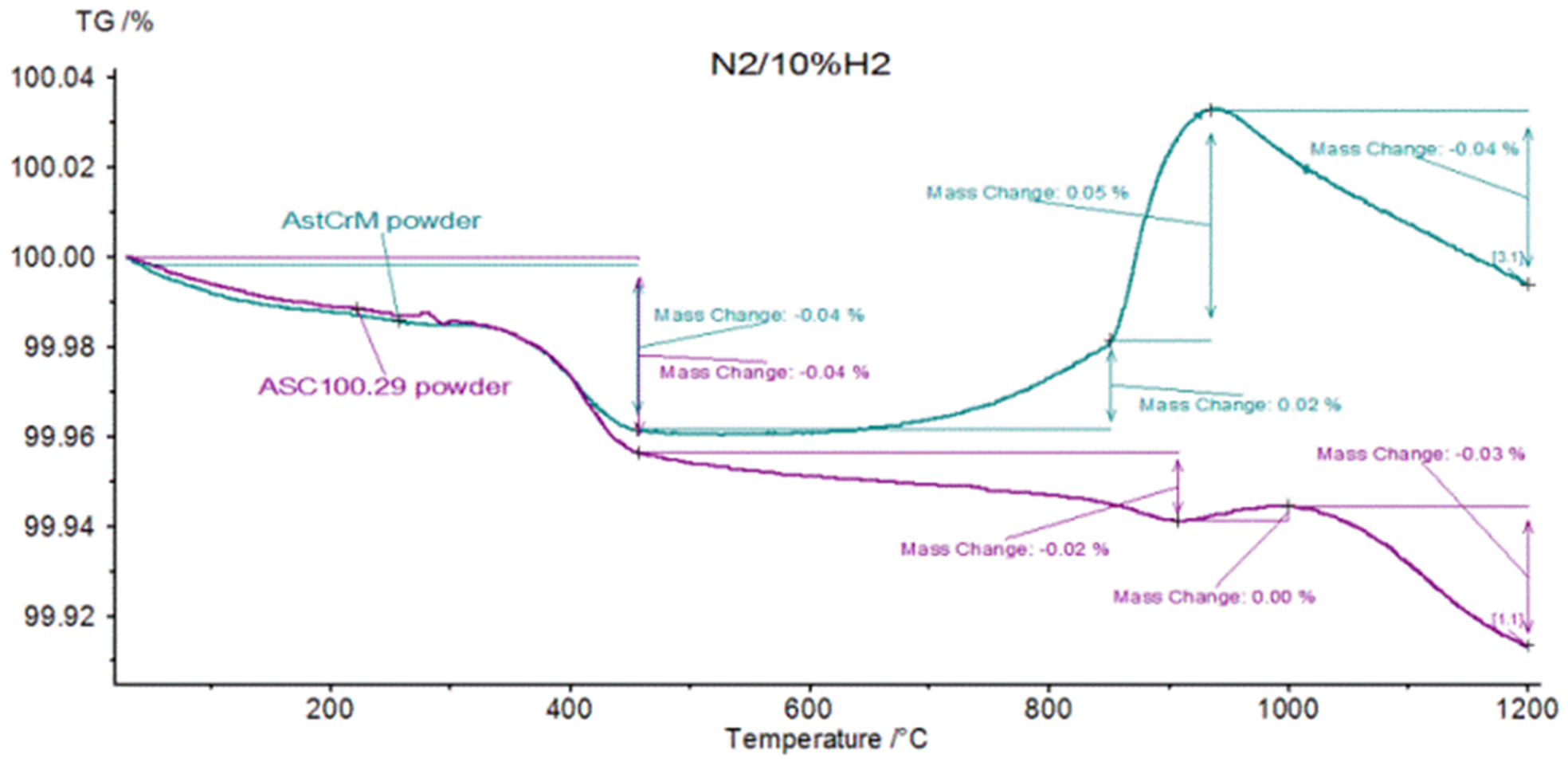
Thermogravimetry analysis of pure iron (ASC100·29) and Fe–3Cr–0·5Mo (AstCrM) powders in N2/10%H2 atmosphere
Conclusions
Thermogravimetry analysis of the reduction/oxidation behaviour of Fe–3Cr–0·5Mo prealloyed powder compacts, with and without carbon admixing, has been performed in a number of sintering atmospheres containing hydrogen and CO (concentration of active gases ≤10 vol.-%). The results confirm the possibility of effective oxide removal during sintering in vacuum at higher temperatures. In gaseous atmospheres, H2 additions are the most effective to remove surface iron oxide during early stages of sintering as well as to improve the reducing ability of the atmosphere at higher temperatures. High content of CO results in mass gains that are attributed to both oxidation and carburisation. Lean H2/CO-containing atmospheres (concentration of active gases ⩽5 vol.-%) have been shown to be effective atmospheres for sintering of the studied materials. Hence, a combination of dry H2-containing atmospheres and fine graphite grades will allow successful sintering of chromium alloyed PM steels.
Footnotes
Acknowledgements
Support from the Sustainable Production Initiative of Chalmers Area of Advance in Production is gratefully acknowledged. Further thanks are extended to Sigurd Berg and Professor Sven Bengtsson, Höganäs AB, for scientific cooperation and specimens supply. This work is based on a presentation at Euro PM 2013, organised by EPMA in Gothenburg, Sweden on 13–15 September 2013.