
Abstract
There have been few systematic studies of the fabrication and properties of porous MAX phase microstructures despite the potential applications of these materials. A simple, low cost, eco-friendly PM method has been developed to prepare MAX phase foams from commercial Ti2AlC powder, using crystalline carbohydrate as space holder. This method involves: mixing Ti2AlC powder with crystalline carbohydrate, pressing to form a green body, removal of the space holder and sintering. Compaction was achieved by uniaxial pressing (UP) and cold isostatic pressing (CIP). Control of porosity was achieved by varying the particle size (three ranges between 250 and 1000 μm), and volume fractions (20, 40 and 60%) of space holder. The foams were characterised and the porosity compared with the expected values. Optimal conditions for this novel processing technique were established with the aim of controlling the final microstructures and properties of the Ti2AlC foams.
Metal foams are a class of material, still in development, 1 that began to be commercialised in the early 1990s. 2 Foams are of interest because they combine low density with unique properties (physical, mechanical, thermal, electrical and acoustic)1,2 that cannot be achieved by dense materials.2,3 Potential applications include lightweight structures, mechanical damping, heat exchangers and filters. Foams with closed porosity are typically used for structural applications, whereas foams with open porosity are usually more suitable for functional applications. 2 Through appropriate material selection and fine-tuning of the porosity, high quality foam products for numerous applications can be achieved.
Many processing methods exist to manufacture foams, but these are as yet imperfectly controlled, resulting in some variability in properties. The focus of research is to improve the processing reliability and the consistency of the materials produced. Three principal approaches are available to manufacture metal foams from powders, classified according to the method of pore formation: 4
the foam template method
foaming of a slurry
use of a pore former.
The foam template method produces open porosity by impregnating the template foam with the metal powder slurry, then removing excess material. Incomplete elimination of the excess material before firing the template can result in closed porosity, altering mechanical properties. The foaming slurry method produces open and closed porosity by the addition of a blowing agent to the metal powder slurry. This method generates a broader range of cell dimensions but has limitations on pore size because of liquid foam stability limits, 2 which can result in undesirable anisotropic porosity in the structure. The pore-former method produces open and closed porosity by addition of a space holder. The size, shape and amount of porosity are determined by the characteristics of the space holder. Elimination of some space holders, such as starch, wax and polymeric beads, is performed by heating at high temperature, although this step can result in gas formation during sintering that can cause cracking of the foam. The use of leachable space holders permits relatively easy elimination by dissolution in water and avoids gas formation during sintering. This method has been extensively studied and good results have been reported.5–11
The space holder method permits good control over size, morphology and amount of porosity. Several studies have employed NaCl as a space holder, which is removed after sintering by dissolution in water. Foams produced by this method can have low mechanical properties because of the cubic morphology of NaCl crystals, but this problem has been avoided in other studies employing spherical carbamide particles or ammonium bicarbonate.8,9 Fracture of the foams due to gas formation was avoided by eliminating the space holder before sintering. Aluminium foams have also been produced employing crystalline carbohydrate as a space holder and soaking in water under controlled conditions before sintering.7–9
The present study is focused on production of Ti2AlC foams from material in powder form. Fully dense Ti2AlC has been extensively studied; however, few studies have focused on porous materials.11–18 Ti2AlC belongs to the MAX phases, which exhibit unique properties that combine characteristics common to metals (such as good thermal and electrical conductivity, good machinability, and damage tolerance) with ceramic properties (such as high elastic modulus, excellent corrosion/oxidation resistance and self-healing capabilities at high temperature).19–21 The MAX phase Ti2AlC is the lightest 20 and the most oxidation resistant, 22 and it has good thermal and electrical conductivity, 23 making it a good candidate for high temperature applications such as gas burner nozzles, heating elements and high temperature electrodes.
In this study Ti2AlC foams have been manufactured employing crystalline carbohydrate as space holder. This technique is easy, inexpensive and environmentally friendly. The study involved mixtures of powder and space holder with three different amounts of space holder (20, 40 and 60 vol.-%) and three different space holder size distributions (250–400, 400–800 and 800–1000 μm). The powder mixtures were pressed by two methods: uniaxial pressing (UP) and cold isostatic pressing (CIP), to produce green bodies. Crystalline carbohydrate was extracted from the green bodies by dissolution (soaking the samples in water, under controlled conditions), then sintered. Microstructure, cell morphology and porosity were characterised and compared.
Experimental
The MAX phase material employed was a commercial Ti2AlC powder provided by Sandvik (Sweden). Average particle size (D10 = 2 μm, D50 = 10 μm, D90 = 24 μm) was determined using a Mastersizer 2000 analyser; the specific surface (BET) was 2.7674 m2 g− 1; and density was 4.1222 g cm− 3 (helium pycnometry: Accupyc). X-ray diffraction analysis indicated the presence of two major phases: Ti2AlC (ICSD: 165460) and Ti3AlC2 (ICSD: 153266), and two minor phases: Al2O3 (ICSD: 10425) and TiC (ICSD: 44494). The powder morphology is shown in Fig. 1a.
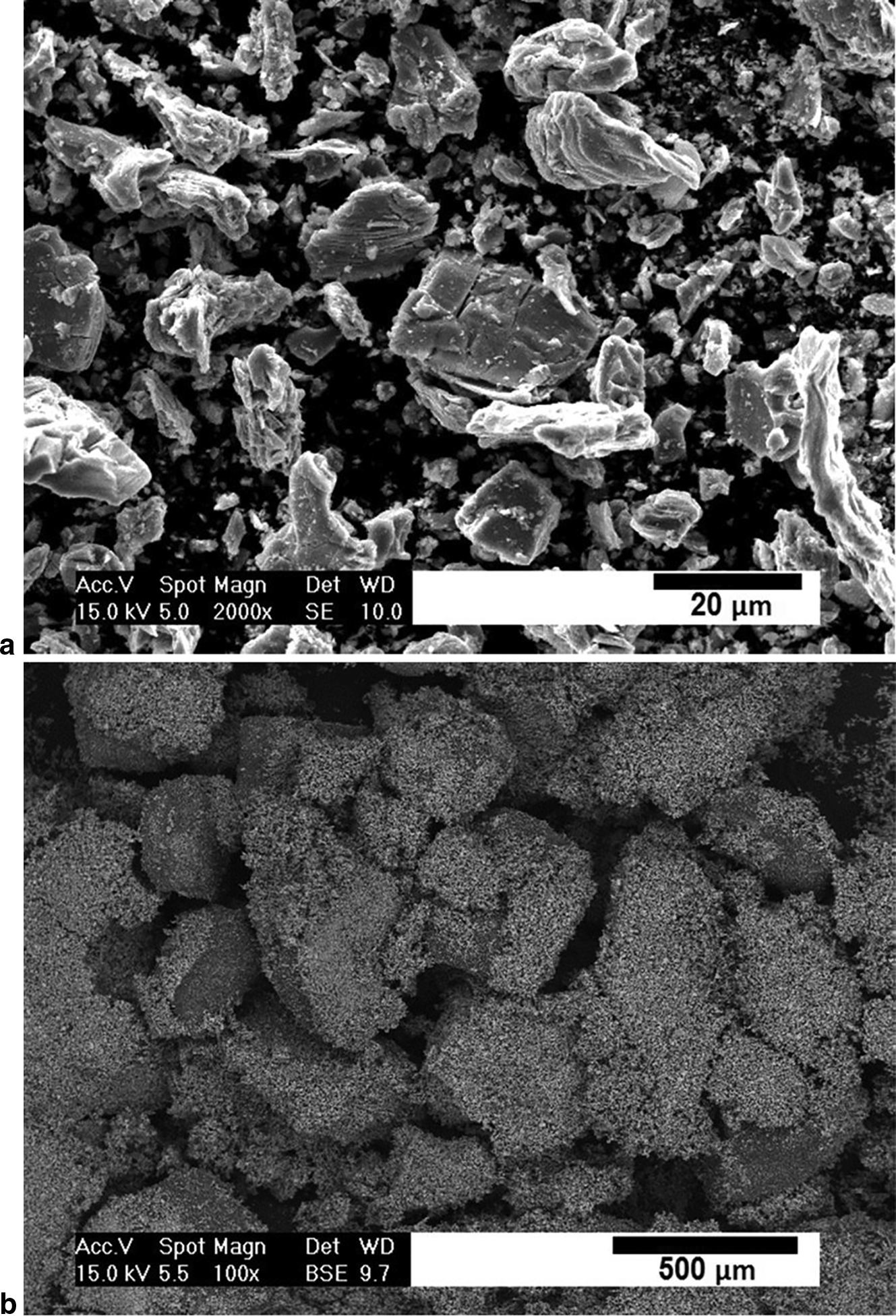
Scanning electron images: a Ti2AlC as received powder; b Ti2AlC plus space holder mixture (60 vol.-% space holder 250–400 μm particle size distribution of raw sugar)
The pore former used was crystalline carbohydrate, commercial white sugar. After sieving, three size distributions were selected: 250–400, 400–800 and 800–1000 μm. The powder and the pore former were mixed in a Turbula mixer for 1 h. Three different volume fractions of pore former were used: 20, 40 and 60 vol.-%. The blended mixture is shown in Fig. 1b, where it can be seen that the sugar particles are well covered by powder. Green bodies were formed by pressing the blends using two methods, cold uniaxial pressing (UP) at 800 MPa and cold isostatic pressing (CIP) at 400 MPa, employing a cylindrical mould (16 mm in diameter). The pore former was removed by dissolution in water prior to sintering. This process was performed in controlled conditions, keeping the green compacts submerged in water for 12 h at 60°C then drying in controlled conditions for 24 h at 30°C. The sugar elimination was verified by two methods: mass loss and chemical analysis. The green body mass was measured before and after dissolution and the result compared with the theoretical value for the volume fraction of pore former added. Chemical analysis (LECO
Density and overall porosity of the foams was estimated by the Archimedes method using ethanol immersion and wax infiltration. The ethanol immersion method (ASTM C20-00) was used for uniaxially pressed foams. Wax infiltration was used for the CIP foams employing a paraffin wax with a melting point of 51°C. 24 The samples were immersed in molten paraffin and infiltration was realised by the vacuum method. In both methods the open pore foam is infiltrated (with ethanol or wax), then submerged in a liquid environment, ethanol (ethanol method) or distilled water (wax infiltration method), and the density calculated by the Archimedes method.
The microstructures were characterised by SEM (Philips XL 30). Metallographic preparation was performed on longitudinal cross-sections (resin infiltrated in the case of CIP specimens) prepared by a standard metallographic procedure including grinding with SiC abrasive paper and polishing with 1 and 0.25 μm diamond paste.
Results and discussion
Space holder elimination
The space holder was eliminated by soaking the green bodies in distilled water before sintering. Relative mass losses after soaking are shown in Fig. 2. Relative mass loss is the ratio of mass loss on removal of the space holder to the theoretical mass loss expected from the space holder fraction in each sample. Hence a relative mass loss of 100% would correspond to complete space holder elimination. For both UP and CIP specimens, the relative mass loss of the space holder with size range of 250–400 μm was slightly lower than for the other range sizes; the values of < 100% indicate that space holder removal may not have been complete (this is not the case for CIP specimens with 20 vol.-% space holder). Nevertheless, the relative mass loss approaches 90% for UP specimens (Fig. 2a); the slightly lower values, around 80%, for CIP specimens (Fig. 2b), indicate that a small amount of space holder remained after soaking. The space holders with size ranges of 400–800 and 800–1000 μm show no clear trend of relative mass loss for UP specimens. It appears that in CIP specimens, space holder elimination is easier for larger volume fractions of space holder. Values >100% are observed for some UP specimens (Fig. 2a), suggesting loss of MAX-phase powder; these results are consistent with laboratory observations during the dissolution process. Therefore, although slightly lower relative mass loss is observed, CIP produces more effective powder compaction than UP, avoiding powder loss and keeping the relative mass loss below 100%.

Relative mass loss after soaking for different space holder size distributions and volume fractions, for specimens produced by: a uniaxial pressing and b cold isostatic pressing. Relative mass loss of 100% is equivalent to loss of the total theoretical content of space holder for each particle size range and volume fraction
The sugar retention in foams was investigated by chemical analysis of carbon. It can be seen in Table 1 that the amount of carbon in specimens sintered without space holders increased relative to the powder prior to sintering. Sintered UP foams exhibit carbon contents close to that of material sintered without space holders and close to the theoretical content in Ti2AlC. The CIP specimens show values slightly higher than the UP samples, which is consistent with the observed mass losses. Chemical analysis demonstrates that the variation of carbon content in foams after dissolution of the space holders is relatively low.
Chemical analyses of carbon (wt-%: mean of three samples) in Ti2AlC powder; specimens sintered without space holders; and three sintered foams with different volume fractions of 800–1000 μm space holders: UP, uniaxial pressing; CIP, cold isostatic pressing; theoretical value for Ti2AlC given for comparison
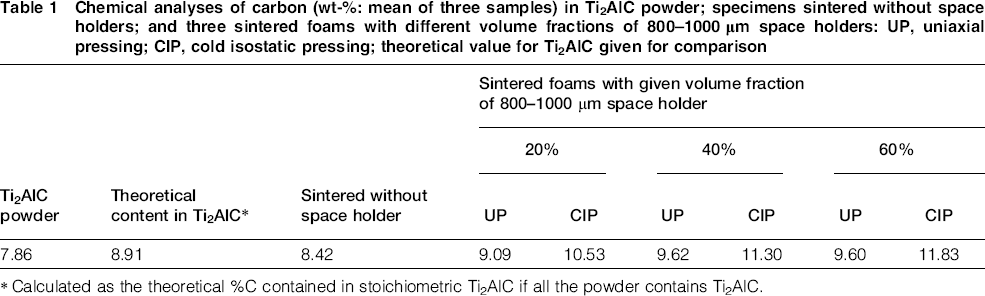
Calculated as the theoretical %C contained in stoichiometric Ti2AlC if all the powder contains Ti2AlC.
Porosity
The variation of total porosity with the volume fraction of space holder is shown in Fig. 3 for both UP and CIP specimens; the theoretical porosity is given for comparison. The material without space holders was processed using the same pressure and sintering conditions as the foams. It can be seen that total porosity increases with the amount of space holder for all foams, regardless of space holder size, which suggests that the space holder is responsible for most of the porosity. The UP material without space holder has an overall porosity of ∼23%, whereas CIP material without space holders exhibits only ∼4% porosity. This is attributed to the higher green density achieved with CIP. Previous studies have suggested that the high porosity of the UP samples is due to incomplete densification of MAX phase type material during sintering. 16
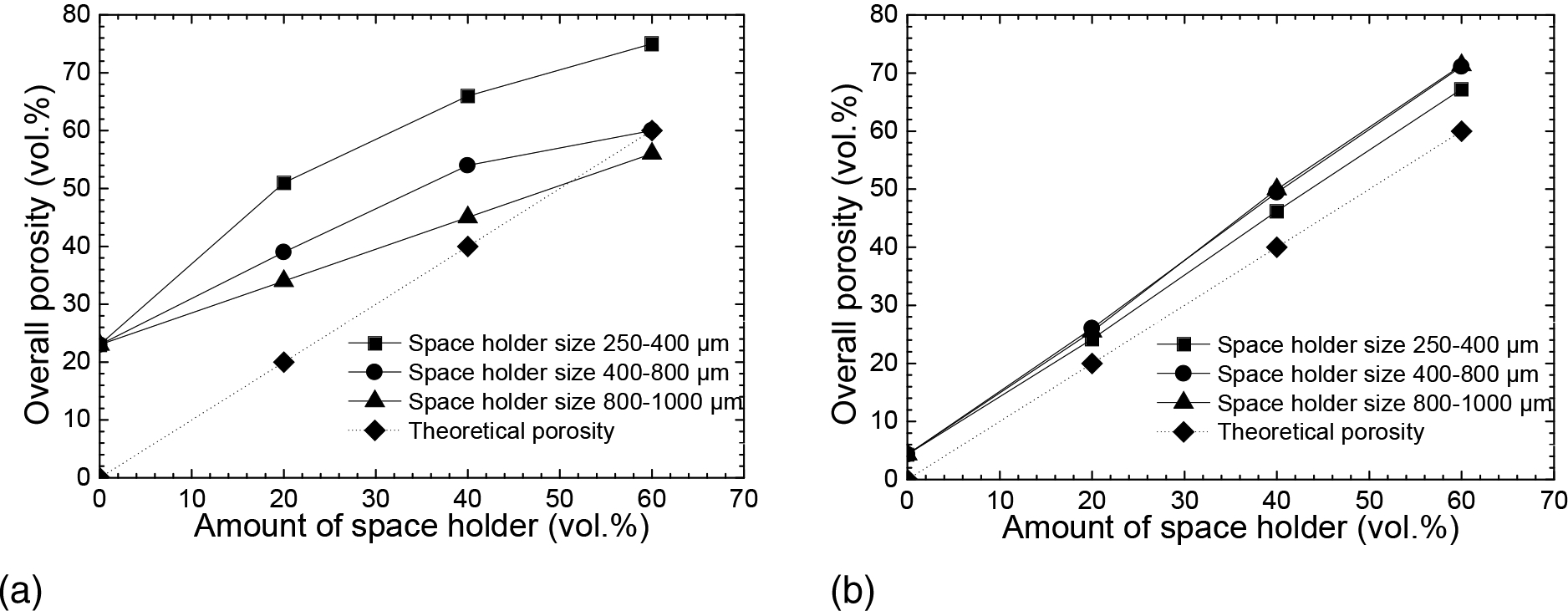
Variation of total porosity with amount of added space holder and space holder size distribution for sintered specimens compacted by: a cold uniaxial pressing and b cold isostatic pressing. Dotted line denotes theoretical porosity of foam assuming porosity is derived from space holder alone
The experimental data differ from the theoretical porosity. For UP specimens (Fig. 3a), the experimental values are higher up to space holder contents of 40 vol.-%, whereas experimental and theoretical values tend to converge at 60 vol.-%, other than for the space holder with the smallest size (250–400 μm). This suggests that part of the porosity arises from incomplete sintering. The loss of powder from the UP specimens during space holder removal, mentioned above, could lead to modification of the structure, decreasing the total porosity. In CIP specimens (Fig. 3b), the total porosity follows approximately linear behaviour with amount of space holder. The experimental value is slightly higher than the theoretical value, the difference being close to the residual porosity in the sintered material without space holders.
Microstructure
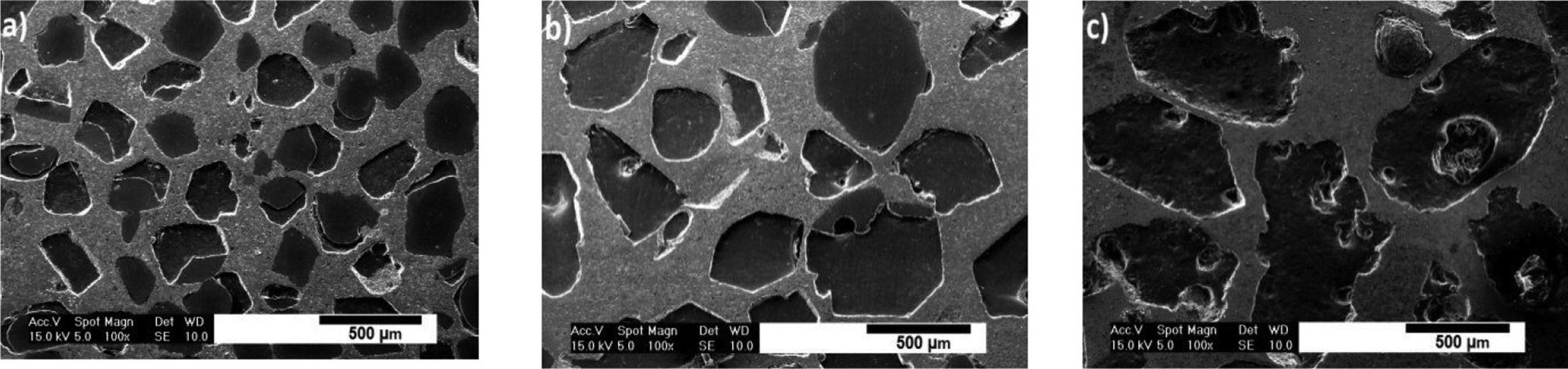
Microstructures of foams produced by UP and CIP are shown in Figs. 4 and 5 respectively for foams produced with 60 vol.-% space holder. It can be seen that, for both compaction routes, the pore morphology is isotropic; porosity is relatively homogeneous and randomly distributed. The dark areas seen in some foams have previously been attributed 6 to retained sugar after dissolution of the space holder.
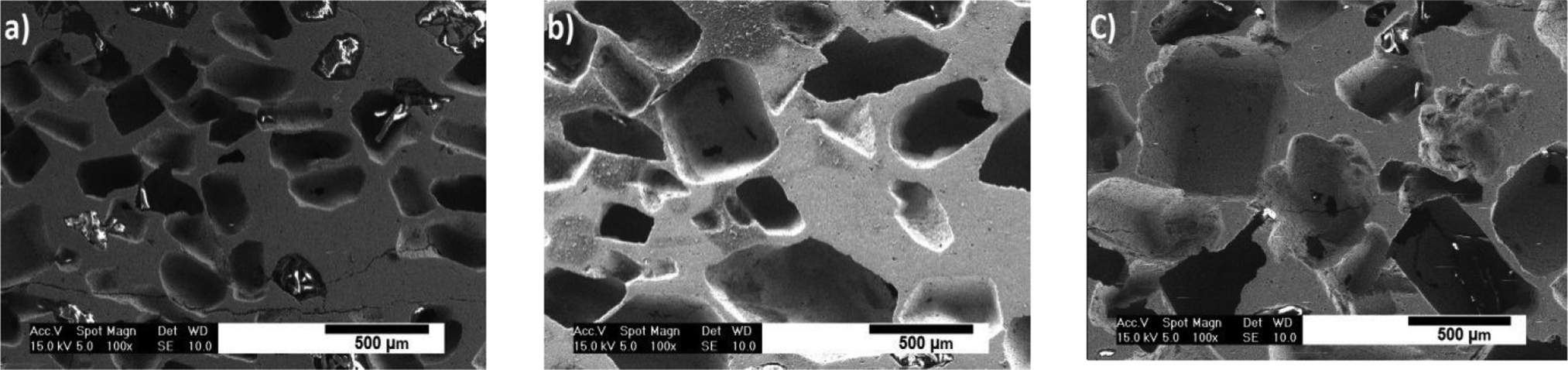
Secondary electron micrographs of Ti2AlC foams compacted by cold uniaxial pressing from powder mix with 60 vol.-% space holder for space holder size distributions of: a 250–400 μm; b 400–800 μm; c 800–1000 μm
Secondary electron micrographs of Ti2AlC foam (resin infiltrated) compacted by cold isostatic pressing from powder mix with 60 vol.-% space holder for space holder size distributions of: a 250–400 μm; b 400–800 μm; c 800–1000 μm
Conclusions
Ti2AlC foams were obtained by a new process employing raw sugar as space holder, in which the amount and size of porosity can be controlled. This process is easy, economic and environmentally friendly and has been used for the first time to make foams of MAX phase materials. Differences were found between experimental and expected porosity. In the case of foams produced by cold uniaxial pressing, experimental porosity was higher than the theoretical value, for up to 40 vol.-% of space holder, the experimental and theoretical values converged for between 40 and 60 vol.-% of space holder and space holder sizes greater than 400 μm. The differences between expected and experimental porosity are attributed to a combination of incomplete sintering and loss of material during space holder dissolution. In the case of foams produced by cold isostatic pressing, the experimental porosity is very close to the theoretical value for all amounts of space holder.
Acknowledgements
The authors wish to thank the Ministry of Education and Science for funding through R&D project MAT2012-38650-C02-01, and the Community of Madrid for its funding through ESTRUMAT programme (S-2009/MAT-1585). Based on a presentation at Euro PM 2014, organised by EMPA in Salzburg, Austria on 21–24 September 2014.