
Abstract
The influence of a low Ti addition (∼0·01%) on the hot ductility of Nb containing HSLA steels has been examined. For conventional cooling conditions in which an average cooling rate from the melting point to the test temperature was used, the ductility decreased markedly with the addition of Ti. However, when cooling conditions after melting were more in accord with the thermal heat treatment undergone by the strand during continuous casting, i.e. cooling is fast to begin with, reaches a minimum and then reheats, after which the temperature falls more slowly to the test temperature, the Ti addition was found to be beneficial.
Introduction
Considerable work has been carried out in recent years into understanding the hot ductility behaviour of steels, which undergo the phase transformation when tested in the temperature range 700–1000°C.1,2 It is common to find a ductility trough in this temperature range in which the ductility is very poor, and it is in this same temperature range that the unbending operation takes place on continuous casting. This poor ductility can lead to cracks when the continuously cast strand is transferred from the vertical to the horizontal plane, putting the top surface and edges of the strand into tension. 1 The cracks are found to be intergranular along the γ grain boundaries and are caused either by strain concentration when a thin film of the softer ferrite phase is able to form around the austenite grains or when fully austenitic by precipitation at the boundaries pinning them and encouraging grain boundary sliding. When the two phases, austenite and ferrite, are present, ferrite is generally much softer and most of the strain concentrates in this enveloping film and microvoid coalescence occurs around the MnS inclusions or particles situated at the boundaries and the voids link up leading to low ductility ductile failure. In the fully austenitic state, precipitate free zones are often formed in high strength low alloy steels, which can again concentrate the strain and act in a similar way as to when the thin film of ferrite is present.
Because of this similarity in ductility behaviour between the unbending operation and when straining to failure in a tensile test, the hot tensile test has been found very useful in predicting the likelihood of transverse cracking to occur. It has been common for tensile samples to be melted and cooled at 60 K min−1 to the test temperature and strained to failure at 3×10−3 s−1 to simulate the continuous casting operation for 220 mm thick strand. The cooling rate corresponds to the average cooling rate close to the surface of the continuously cast slab at the mid-width position, a tenth of the thickness from the surface. The cooling rate chosen is of course open to question, depending on where the cracks are believed to start and on the thickness of the strand, and this has led research investigators to choose a variety of cooling rates. The strain rate applied is similar to that used in the straightening operation and varies between ∼10−3 and 10−2 s−1, depending on whether it is thick or thin slab casting.
It has been found that, provided that the R of A value exceeds 40%, the steel should not be susceptible to this cracking problem. 1
With thin slab casting, in which it is common to directly roll after casting, surface inspection is not possible, and the hot ductility of the strand shell becomes an important issue for the crack free production of continuous cast slabs and the surface position then becomes of most interest.
The presented work investigates the influence of chemical composition and thermal conditions on the hot ductility of the strand shell. Of all the steels that are continuously cast, Nb containing steels have been found to be most prone to this problem of transverse and edge cracking. Ti additions have been found commercially to prevent transverse cracking from occurring and to give good surface quality, so they are of particular interest for improving the performance of Nb containing steels. 1
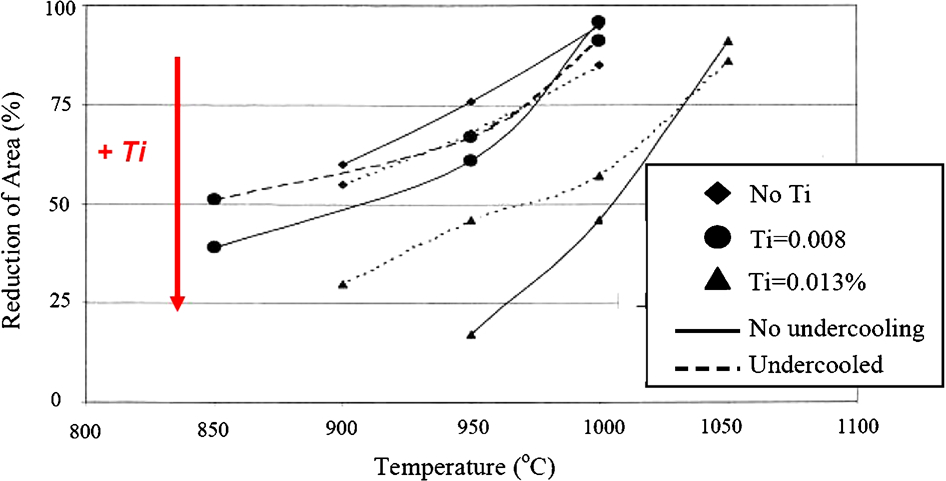
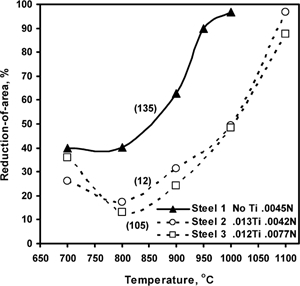
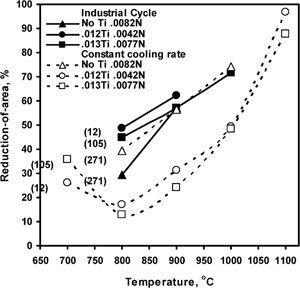
However, a previous hot ductility study indicates that Ti additions generally result in very poor ductility and at best, only a very small improvement in ductility is possible.3,4 The hot ductility curves for steels in which a small addition of Ti has been made to a Nb containing steel are shown in Fig. 1 (solid lines) and illustrate the detrimental influence of adding Ti when the normal constant cooling rate from the melting point is used. A previous work has shown that the poor ductility was due to the precipitation of Ti rich fine particles.3,4 This anomaly between the beneficial effect of Ti in commercial experience and the disappointing results from laboratory work has been a continual worry in using the laboratory results to predict the likelihood of Ti containing steels exhibiting transverse cracking during continuous casting.
Effect of Ti on hot ductility of C–Mn–Al–Nb steels with and without undercooling step 5
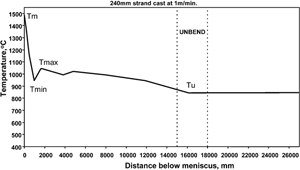
However, for Ti containing steels, a work by Spradbery and Mintz 5 indicates that results can be very different if a slightly more complicated cooling pattern than shown in Fig. 2a is carried out, more appropriate to the commercial process (Fig. 2b). In the commercial casting operation, the primary cooling underneath the mould is very rapid. The temperature at the foot rolls reaches a minimum, rises again and then falls gradually during secondary cooling until the unbending temperature is reached. Additional temperature losses are also incurred when the strand passes over the guide rolls, as can be seen by the thermal oscillations at the surface from a two-dimensional strand temperature model in Fig. 3. 6 The figure applies for 240 mm thick slab, but according to Kapellner et al., 240 and 50 mm thick slabs have comparable surface cooling conditions. 7 Accordingly, results for the surface area may also apply to thin slab casting, for example the CSP process.
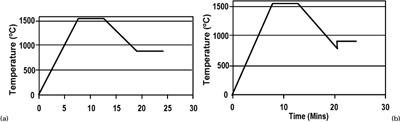
Thermal schedules used by Spradbery and Mintz 5
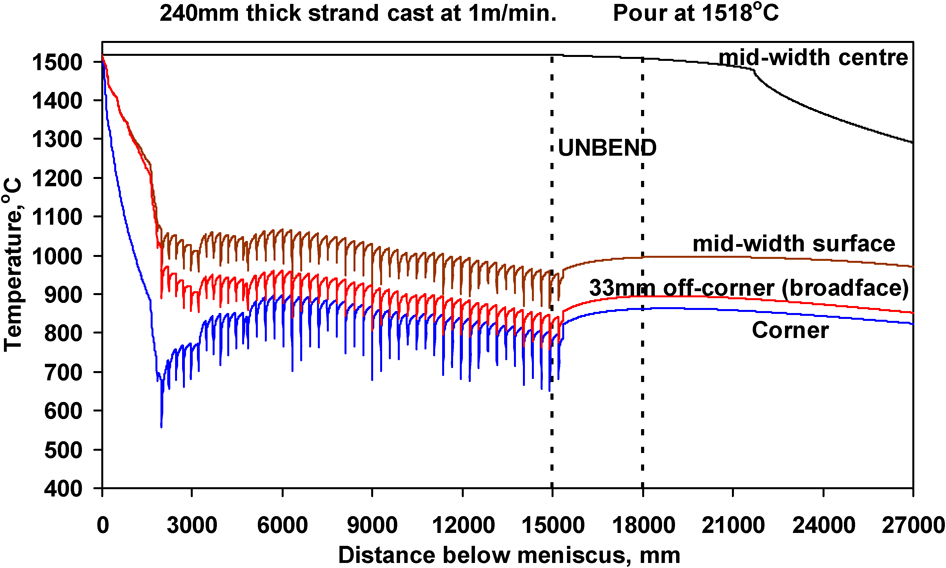
Predicted strand surface temperature during continuous casting of 240 mm strand cast at 1 m min−1 (Ref. 6)
The introduction of an undercooling step of 100°C shown in Fig. 3b, as in Spradbery and Mintzs’ work, 5 went someway to represent the commercial cooling conditions more accurately, and the results obtained were more encouraging.
Whereas for C–Mn–Al–Nb, Ti free steels, undercooling gave rise to ductility deterioration due to increased precipitation of NbCN; for similar steels containing Ti, undercooling improved the ductility possibly because the growth of the Ti rich particles had occurred (Fig. 1). This undercooling resulted in the 0·008%Ti containing steel having a reduction in area (R of A) values slightly above the values given for a Ti free steel of similar composition, as shown in Fig. 1. However, at the 0·013%Ti level, although undercooling gave improved hot ductility at temperatures ⩽1000°C, ductility was still very much less than realised by the Ti free steel (Fig. 1).
A more accurate simulation of the cooling conditions during continuous casting is that used by El-Wazri et al. 8 in which the cooling rate is fast at the start of the programme; the temperature reaches a minimum and then is allowed to heat up after which cooling to the test temperature is much slower, as shown in Fig. 4.
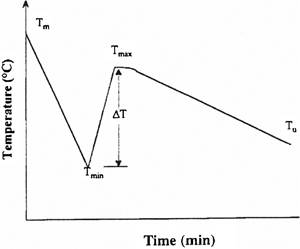
Thermal schedule used to generate thermal condition of billet surface in continuous casting process: Tm is melting point, Tmin and Tmax are lowest and highest temperatures respectively and Tu is temperature at straightener 8
In this way, by adjusting ΔT and the cooling rate in the range from the melting point Tm to Tmin at the foot rolls and from Tmax to the unbending point Tu, the primary and secondary cooling conditions during continuous casting can be simulated more accurately in the hot tensile test.
The influence of Ti on the hot ductility of C–Mn–Nb–Al steels using such a thermal simulation has formed the basis of this paper.
Experimental
The compositions of the steels examined are given in Table 1.
Compositions of steels examined, wt-%
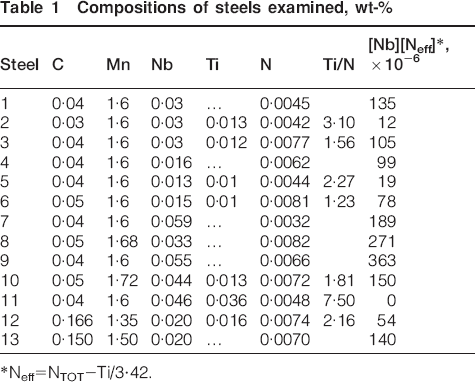
*Neff = NTOT−Ti/3·42.
Also included in this table are the product of the Nb content and N available after it has been combined with Ti, Neff.
The low C steels, steels 1–11 in the table, had very low Al levels ⩽0·01% so that any detrimental influence of AlN precipitation on the hot ductility would be avoided. The casts were made as 5 kg vacuum casts, and the tensile samples were machined from the castings and tested on a Gleeble using the thermocooling cycle used in Fig. 5. In this cooling pattern, which simulates the industrial cooling cycle, the tensile specimen is cooled from the melting point Tm, i.e. from the mould to the foot rolls, and this is interrupted by an undercooling step, after which there is a rise in the surface temperature due to the large thermal gradient between the strand centre and surface. For this reason, the cooling rate at the strand surface during secondary cooling is slow. Without this undercooling step and subsequent slow cooling to the test temperature, Ti additions have, as been noted, generally given rise to very poor ductility.3–5
Typical Gleeble thermal cycle used to simulate continuous casting of 240 mm strand in present study
The cooling rate to the test temperature for all the tests, in which cooling was carried out to the test temperature at a constant cooling rate, was 300 K min−1. For the cycle used in Fig. 5, the initial cooling rate was 600 K min−1, and the cooling rate from Tmax to Tu was 12 K min−1. The path actually simulates the surface temperature at the mid-width position for 240 mm thick strand quite closely, but overestimates the near corner temperatures somewhat (cf. Figs. 1 and 5). Throughout the present study, a strain rate of 3×10−3 s−1 was used.
The majority of this work (steels 1–11) was carried out on low C (0·04%C), 1·6%Mn steels having varying Nb levels (0·013–0·059%) and N levels (0·0032–0·0082%). Steels 1, 4 and 7–9 were Ti free steels, with the remaining steels having low Ti additions of 0·01–0·013%, except for one steel, steel 11, which had a higher Ti addition of 0·036% and Ti/N ratio of 7·5∶1. For the low Ti addition, the Ti/N ratio varied between 1·23 and 3·1, but most steels had Ti/N ratios well below 3·5∶1, the ratio for the stoichiometric composition of TiN. The last two steels in the table, steels 12 and 13, were higher C steels, 0·15%C, 1·4%Mn and 0·02%Nb containing steels, and were commercial casts, one being Ti free and the other having a Ti addition of 0·016%. These two steels had soluble Al levels of ∼0·04%.
Transmission electron microscopy (TEM) was carried out on carbon extraction replicas from steels 1 and 2 close to the point of fracture to compare the precipitation that had taken place in a Ti free (steel1) and Ti containing steel (steel 2) after cooling directly to the test temperature. Transmission electron microscopy studies were also carried out to examine the influence of the industrial undercooling cycle on precipitation, and these results will be published more fully in a later paper.
Results
Influence of Nb and N on hot ductility of Ti free steels with constant cooling rate of 300 K min−1
It can be seen from Fig. 6 that, for steels having N contents in the range 0·006–0·008% (solid line curves), increasing the Nb level from 0·016 to 0·055% causes the ductility to worsen, both the depth and width of the trough increasing. It is also apparent from Fig. 6 that increasing the N level in these low C steels from the range 0·003–0·004% (dashed line curves) to the range 0·006–0·008% (solid line curves) also results in a deterioration in the ductility, and this is shown by the increasing [Nb][Neff] product from 99×10−6 to 363×10−6 (Table 1 and Fig. 6) indicating an increase in the precipitate volume fraction.
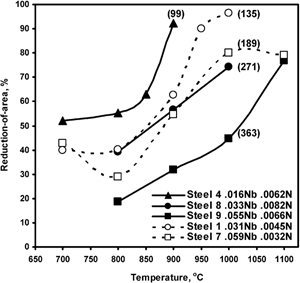
Influence of Nb and N on the hot ductility of low C, 0·04%C, 1·6%Mn, Ti free steel: Constant cooling rate at 300 K min−1; numbers in brackets are the [Nb][Neff]×10−6 values (solid line: 0·006–0·008%N; dashed line: 0·003–0·0045%N)
Influence of Ti on hot ductility of Nb containing steels with constant cooling rate of 300 K min−1
The effect of adding Ti to these Nb containing steels is to make the ductility even worse, as shown in Figs. 7–9 for steels having Nb contents of 0·015, 0·03 and ∼0·05%Nb respectively. The solid lines in these figures are for Ti free steels, and the dashed lines are for the Ti containing steels. Increasing the N level led to worse ductility, as might be expected from the greater volume fraction of precipitates which will be present.
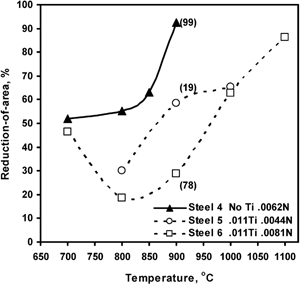
Influence of Ti on steels with ∼0·015%Nb: constant cooling rate at 300 K min−1 (solid line: Ti free; dashed line: with Ti); numbers in brackets are [Nb][Neff]×10−6 values
Influence of Ti on steels with 0·03%Nb: constant cooling rate at 300 K min−1 (solid line: Ti free; dashed line: with Ti); numbers in brackets are [Nb][Neff]×10−6 values
Influence of Ti on steels with 0·044–0·059%Nb: constant cooling rate at 300 K min−1 (solid line: Ti free; dashed line: with Ti); numbers in brackets are [Nb][Neff]×10−6 values
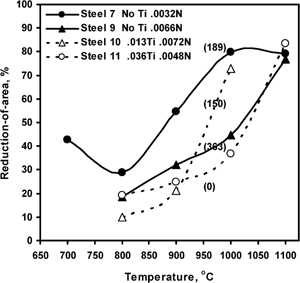
It is interesting to note that the effect of N in decreasing the R of A value is very marked in the highest Nb containing Ti free and Ti containing steels (steels 7 and 11; Figs. 6 and 9). Even the Ti steel with the highest Ti/N ratio of 7·5 (steel 11) shows very poor ductility compared to the Ti free steel 10 of otherwise similar composition (Fig. 9). It was also observed that, in Ti containing steels, Ti precipitation dominates the hot ductility behaviour, and the [Nb][Neff] product has little influence on the R of A (bracketed values in Figs. 7–9).
A TEM examination was carried out at this stage to see whether the worse ductility shown by the Ti containing steel could be ascribed to changes in the mode of precipitation.
It can be seen from Fig. 10 that adding Ti has resulted in a finer average size of the Nb containing precipitates as well as a greater number of these precipitates. For steel 2, the Ti containing steel, the precipitates were Ti Nb(CN) with a size range of 5–11 nm, and for steel 1, the Ti free steel, the precipitates were Nb(CN) with a coarser particle size range of 9–15 nm.
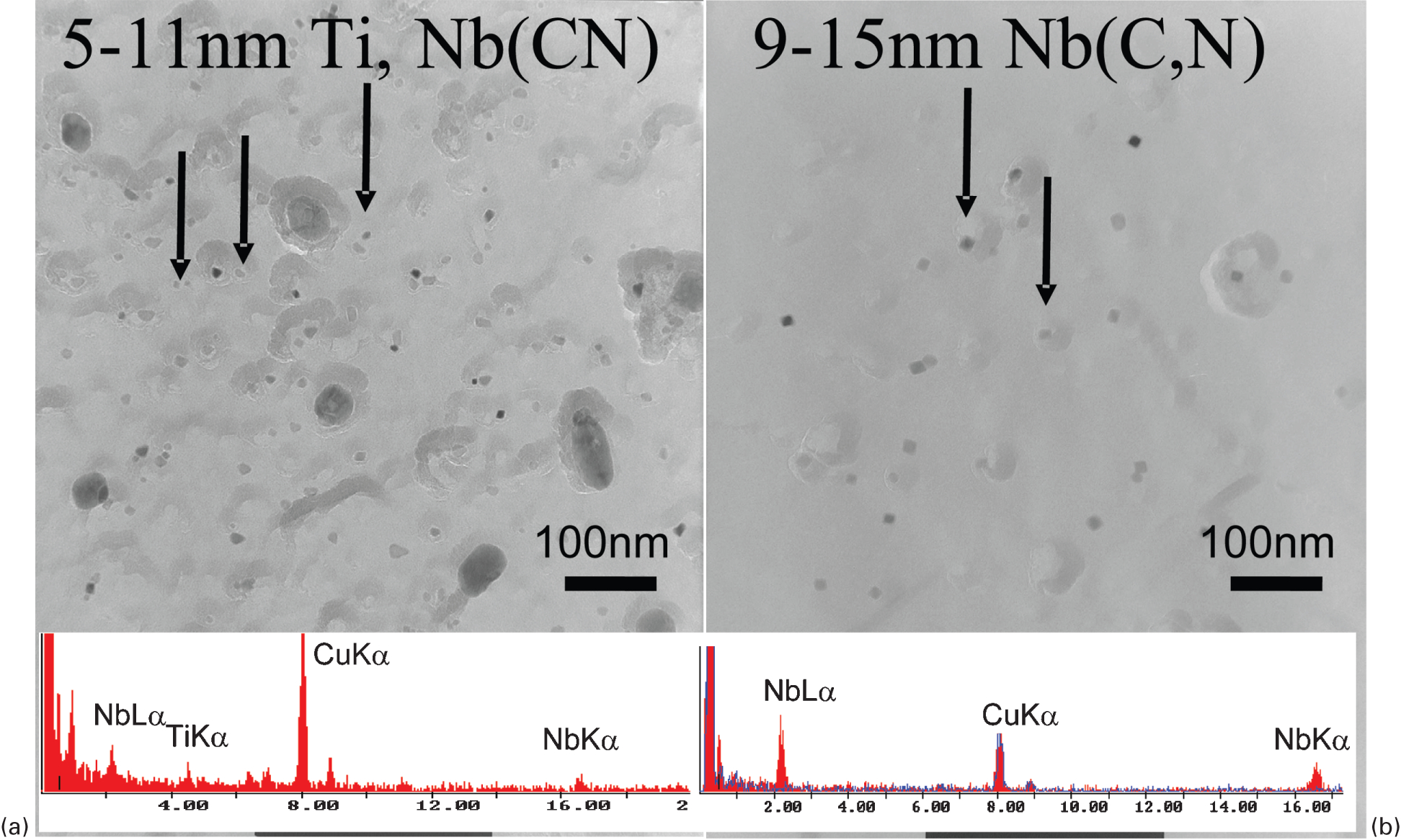
Precipitation present in a Ti containing and b Ti free steels 2 and 1 respectively: tensile specimens were tested at 900°C
Influence of Ti additions on hot ductility of Nb containing steels with undercooling step and subsequent slow cooling
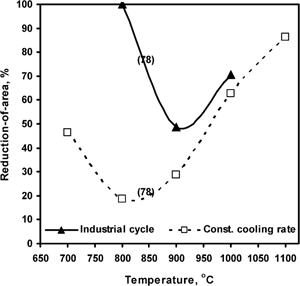
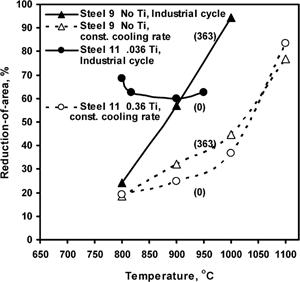
The application of an industrial-like thermal cycle, as shown in Fig. 5, results in the ductility improveming for the Ti containing steels, and this improvement in ductility can be quite marked, as shown in Figs. 11–13 for steels with 0·015, 0·03 and 0·045–0·055%Nb respectively. In these figures, the solid lines represent the industrial cycle, and the dashed lines represent the constant cooling results. At the lowest Nb level (Fig. 11), the improvement in ductility on adding Ti is very marked, and the R of A value always exceed 45% for the temperature range 750–950°C and the trough is narrow. For the Ti free, 0·03%Nb containing steel (steel 8; Fig. 12), industrial cooling causes the ductility to deteriorate for temperatures ⩽950°C, but ductility markedly improves for the Ti containing steels. However, it should be noted that, for these low Ti containing steels (Fig 12) even with the marked improvements that occur on industrial cooling, the ductility is still only slightly better than for the Ti free steel and only in the temperature range 800–900°C. At the 0·036%Ti level (steel 11, Ti/N ratio of 7·5; Fig. 13), the improvement is much more, the R of A value being 60% for temperatures in excess of 800°C. This steel also shows a marked improvement in ductility over a Ti free steel of otherwise similar composition (Fig. 13). The hot ductility curves for the higher Nb containing steels (⩾0·03%Nb) are summarised in Fig. 14, and it can be seen that by adding Ti, the 40%R of A value required to avoid transverse cracking is comfortably exceeded. It is noticeable that for these steels increasing the [Nb][Neff] product again leads to worse ductility (Fig. 14).
Influence of cooling cycle on hot ductility of 0·015%Nb and 0·011%Ti containing steel (closed solid line: industrial cycle; open dashed line: constant cooling rate of 300 K min−1): numbers in brackets are [Nb][Neff]×10−6 values
Influence of cooling cycle on hot ductility of 0·03%Nb containing steels without and with 0·012%Ti addition (closed solid line: industrial cycle; open dashed line: constant cooling rate of 300 K min−1): numbers in brackets are [Nb][Neff]×10−6 values
Influence of cooling cycle on hot ductility of high Nb containing steels (0·046–0·055%Nb) (closed solid line: industrial cycle; open dashed line: constant cooling rate of 300 K min−1): numbers in brackets are [Nb][Neff]×10−6 values
Improvement in hot ductility when industrial cycling treatment is introduced on cooling after melting for Ti–Nb containing steels: steels were low C, 0·04%C and 1·6%Mn steels having Nb levels of 0·03–0·046%; numbers in brackets are [Nb][Neff]×10−6 values (solid line: Ti free; dashed line: with Ti)
Influence of Ti on hot ductility of higher C and Nb containing steel (0·16%C) in peritectic C range given undercooling step and subsequent slow cooling
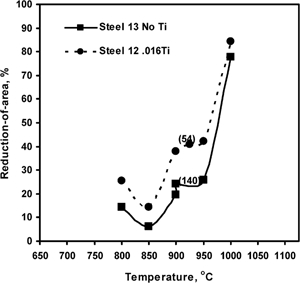
It can be seen from Fig. 15 that similar hot ductility behaviour occurs in the ∼0·15%C, 1·4%Mn and 0·02%Nb containing steel as in the low C steels. This steel has carbon content within the peritectic range and is notoriously difficult to cast without transverse cracking occurring. It can be seen that the hot ductility of the Ti containing steel (0·016%Ti; steel 12) is better than the Ti free steel (steel 13) throughout the temperature range 800–950°C. More importantly, in the temperature range ⩾900°C, the R of A value is ∼40%, which is the value required to avoid the transverse cracking problem. 1 The influence of Ti and V in peritectic Nb containing steels will be the subject of a later paper.
Influence of industrial cycling treatment on hot ductility of C–Mn–Nb, Ti containing steel of peritectic C content after melting showing that Ti addition is now beneficial to ductility (solid line: Ti free; dashed line: with Ti)
Discussion
Nb containing Ti free steels tested conventionally with constant cooling rate of 300 K min−1
The marked detrimental influence on hot ductility on increasing the Nb or N level in the Ti free steels is clearly shown in Fig. 6.
Dynamic precipitation is very rapid in Nb containing steels, and their poor ductility is ascribed to a combination of extensive matrix and γ grain boundary precipitation and the tendency to form precipitate free zones, which lead to strain concentration at the boundaries. 1 Nb also has a powerful influence in decreasing the Ar3 (the temperature at which the γ–α transformation takes place under non-equilibrium cooling conditions and without deformation), widening the trough at the low temperature end. 1
Static precipitation of NbCN in a 0·16%C steel starts after 1 s at 950°C, 9 and Jonas and Weiss 10 have shown that dynamic precipitation can be completed in ∼100 s at 900°C, the temperature corresponding to that for the maximum rate of precipitation.
Previous works3,4 have concentrated on Nb additions in the range 0·015–0·03%, but higher strength steels, which can be control rolled to replace the conventional quenched and tempered route, are now being produced, which have lower C contents and require greater amounts of Nb; hence, the hot ductility behaviour of such steels is needed to define the conditions which will give freedom from transverse cracking. In the present study for these low C steels, the [Nb][Neff] product would need to be <135×10−6 (i.e. for a steel with 0·005%N, the Nb level would need to be ⩽0·025%Nb to avoid transverse cracking at 800°C).
Influence of C and N on Nb containing Ti free steels in which constant cooling rate has been used
The present work has concentrated on the influence of Nb and Ti on low C steels. Although there has been considerable work on the influence of these elements on steels with C contents in the range 0·10–0·16% (the peritectic range), there has been limited work on steels with low C levels. 1
Ouchi and Matsumoto 11 have shown that, for Nb containing Ti free steels, having 0·03%Nb and ∼0·005%N levels decreasing the carbon level improves the ductility, as it controls the volume fraction of the detrimental NbCN precipitation. However, above the 0·1%C level, Nb only has a further small detrimental influence on hot ductility.
In a previous examination, 12 it was found that decreasing the carbon level from 0·16 to 0·014% in a steel with 0·025%Nb resulted in the R of A increasing from 24 to 38% at 800°C; the temperature of minimum ductility and improvements in ductility were even more marked at higher test temperatures. The minimum ductility was, as in the present work, at 800°C, which is below the temperature for the maximum rate of precipitation (900°C). It was suggested in the previous work 12 that not only was precipitation of Nb(CN) reducing the ductility, but the presence of the thin film of ferrite at the γ grain boundaries was also contributing to the poor ductility. The benefit of working at the low C level has been clearly shown in this work. However, in the present work, it can be seen from Fig. 6 that much of this benefit is lost when the nitrogen level is raised particularly for the very high Nb containing steel (steel 9).
Ouchi and Matsumoto 11 have suggested that, of the two precipitates NbCN and NbC, the former is the most detrimental to hot ductility, as it precipitates high up in the γ, whereas NbC precipitates at lower temperatures and although detrimental, precipitates at temperatures which are below that used normally for straightening. Increasing the N would favour precipitation of NbCN, and it should be noted that it is the higher end of the ductility trough which is most affected when the N level is increased (Fig. 6).
For the Ti free (0·04%C) steels, ductility is seen to deteriorate as the [Nb][Neff] product increases, and more precipitation of the fine detrimental NbCN precipitation then takes place (Fig. 6).
C–Mn–Nb–Al–Ti steels with constant cooling rate
The [Nb][Neff] product is very significant in the absence of Ti but less important in Ti bearing steels (Figs. 7–9). Increasing the Ti level decreases the product of [Nb][Neff] favouring less precipitation of the finer more detrimental CN precipitation, but presumably, the expected improvement in ductility from this source is balanced by the detrimental influence of having the finer, more densely populated precipitation that occurs on adding Ti (cf. Fig. 10a and b).
For Ti to improve the ductility of Nb containing steels, it is not sufficient to remove all the N in a coarse form as TiN, since the detrimental influence of Nb has also to be assuaged. Turkdogan 13 has suggested that, the way to achieve this is to ensure coarse TiN particles are produced, which can act as nucleation sites for the precipitation of Nb. There is also the possibility that if all the N is combined in Ti rich compounds, then precipitation of Nb can only take place as the carbide, and this does not take place until low temperatures, below that used for normal straightening.
Although recommendations can be made as to how to reduce cracking in Ti containing steels based on the past work, in which a constant cooling rate had been used, it should be noted that Ti additions were generally found to be very detrimental to ductility 4 and based on the uncycled results, could not be recommended. The present results on lower C steels in which a constant cooling rate is used again fit in with the past work in that a Ti addition could not be recommended to improve ductility based on these tests. The ductility was indeed always seriously impaired. Even at high Ti/N ratio of 7·5, ductility was very poor with Ti addition (Fig. 9). The cooling rate in the present work is always sufficiently fast to have a detrimental influence on ductility (Fig. 10a).
C–Mn–Nb–Ti steels given undercooling step and subsequent slow cooling
The present work has clearly shown that, for Ti containing steels when a cooling procedure closer to that being used in the continuous casting operation is applied, substantial improvements in ductility occur (Figs. 11–13). Nevertheless, in the case of a 0·01%Ti addition, only a very small overall improvement in ductility occurs over that given by a Ti free steel. In contrast, for the steel with a high Ti/N ratio of 7·5∶1, a substantial improvement in ductility occurred in the temperature range 800–900°C, with the R of A value being ∼60% (Fig. 13).
To explain these results, it should be noted that there was no apparent differences in the austenite grain sizes between the Ti and Ti free steels whether in the undercooled or directly cooled conditions. Thus, of the factors that can influence ductility (grain size, precipitate size and volume fraction) 1 , grain size is not responsible for the difference in the ductility. Preliminary TEM work, which has been substantiated in a fuller study (this work is to be published more fully in another paper), has shown that the industrial cooling cycle coarsens the precipitates (size range of 25–35 nm) both for Ti free and Ti containing steels even at temperature as low as 800°C, and this would account for the generally beneficial effect of undercooling in this work. Luo et al. 14 has similarly found a coarsening of the precipitates on undercooling, although surprisingly, this did not result in any improvement in ductility. Koethe 15 has also shown that there is a marked influence on the holding time, at 900°C, before deformation on the precipitate size of TiN particles in pure iron, particles growing in size from ∼10 nm after 5 s to 20 nm after 30 s. However, to account for the benefit of adding Ti, the present work strongly suggests that the improvement in ductility shown by the Ti containing steel on undercooling is due to two causes:
the slow secondary cooling rate (12 K min−1) allowing the precipitates to coarsen so that the Ti(Nb)CN precipitates reach a size ⩾20 nm, a size which has been shown to be so coarse as to have little detrimental influence on the ductility 1
the remaining N in solution Neff then precipitating out under deformation as a fine detrimental precipitate. The greater the value of Neff, the worse will be the ductility.
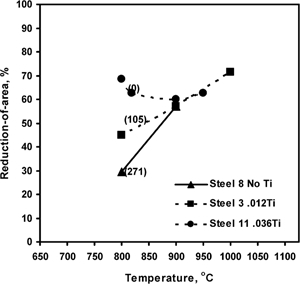
As the Ti/N ratio increases, the amount of fine precipitation decreases and the ductility improves. When there is no Ti present, all the N is available to precipitate out in this fine form on deformation, and the ductility is poor. As the Ti/N ratio increases, the amount of fine precipitation decreases and ductility improves. This can be seen from Fig. 14, where the ductility below 900°C decreases with increasing [Nb][Neff] product and decreasing Ti content in the following order, steels 11, 3 and 8, while the corresponding [Nb][Neff] product increases from 0, 105×10−6 to 271×10−6 respectively.
Clearly, more electron microscope work is required to confirm this theory, but if this theory is correct, then when the secondary cooling conditions are slow so that coarse precipitates are formed as in the present instance, the optimum ductility would correspond to when the stoichiometric ratio for TiN is reached and all the N is combined with the Ti.
The application of this industrial cooling cycle to the only higher C steel (0·15%C) examined (Fig. 15) has given even more encouraging results, indicating that a Ti addition of 0·016% is very beneficial giving rise to improved ductility over the Ti free steel, lifting the ductility in the temperature range 900–950°C to give R of A value of ∼40%, the value needed to avoid transverse cracking. 1 Clearly, more work is required on these steels to obtain the optimum Ti/N ratios, and it is likely that the previous recommendations 1 based on direct cooling to the test temperature will have to be revised. In the previous work, 1 it was recommended that a composition in which the Ti/N ratio was the stoichiometric for TiN should be avoided, as this produced the finest precipitation with the greatest precipitate volume fraction. The present work suggests that this composition may often be the one giving the maximum improvement in ductility.
A previous work 5 introducing an undercooling step as in Fig. 3 without subsequent slow cooling has not been found to give such promising results. In Spradbery and Mintzs's work on higher C (0·1%C), Nb containing steels, undercooling was again found to be very beneficial as in the present work (Fig. 2) for Ti additions in the range 0·008–0·013% and Ti/N ratios of 1·6 and 2·6 respectively, but only the steel with 0·008%Ti gave a marginal improvement in ductility over the Ti free steel and only in the temperature range 800–900°C. Higher Ti/N ratios were not examined; therefore, on the available data, the agreement between their work and the present is reasonably close. It might be expected that, as their cooling programme did not include a separate secondary cooling stage so that the secondary cooling rate was 100 K min−1 rather than the 12 K min−1 as in Fig. 5, the precipitates would not be able to coarsen, leading to worse ductility. Coarsening of the precipitates has also been observed by Luo et al., 14 who introduced an undercooling step to 0·1%C and 1·4%Mn steels having Ti/N ratios of 0, 2·6 and 6·4. Surprisingly, however, little difference in ductility behaviour was found between tensile specimens given an undercooling step and those given a constant cooling rate, even surprisingly in the steel with the highest Ti/N ratio. Their cooling regime was similar to that used by Spradbery and Mintz in Fig. 3 and not the cooling regime, in which two different cooling rates, a fast rate to represent primary and a slow rate for the secondary cooling, as used in the present experiment (Fig. 14). However, a relatively higher cooling rate of 240 K min−1 was used compared to the 100 K min−1 in Spradbery and Mintzs's work. 5 On the basis of their results, Luo et al. concluded that Ti additions would only be beneficial when added to electric arc steel at a low Ti level so that the volume fraction of precipitates would be limited and the high Ti/N ratio would encourage coarse precipitation at higher temperatures. It is likely that the secondary cooling coarsens the precipitates, thus improving ductility. Nevertheless, the notion of Ti additions being of benefit only to electrical arc steel, although a reasonable conclusion to make from the work of Luo et al., 14 goes against the substantial commercial evidence and the present results which indicate that Ti is a good element to add to prevent transverse cracking even in low N steels.
Importance of Al
When Ti additions are in excess of the stoichiometric composition for TiN (3·5∶1), all N is combined in the form of Ti rich nitrides. Ti always combines preferentially with N, and further cycling does not lead to any more precipitation. Indeed, the evidence from this work is that cycling leads to the growth of TiN and Ti/Nb particles, improving the ductility even more, so that under appropriate conditions, Ti additions can be beneficial. In Nb free steels, when there is insufficient Ti to combine with all the N, the remaining free N combines with the Al. AlN precipitates sluggishly at lower temperatures and is finer. 1 More importantly, AlN precipitates preferentially at the γ grain boundaries, which is more detrimental to ductility. Further precipitation occurs on cycling, making the ductility even worse. Some caution should therefore be used in generally applying the present results to commercial practice, as the low C steels all contained a very low Al addition. Nevertheless, in the works of Abushosha et al. and Comineli et al.,3,4 it was found that, for Ti containing steels, both increases in Al and the presence of the Nb contents appeared to have little influence on the hot ductility. This is in contrast with the present work, which clearly shows that Nb additions to a Ti containing steel lead to worse ductility. The reason for this difference in behaviour may be related to the lower C level in the present work (0·04%C in this experiment compared to 0·1%C in their work). It was also found that, on adding Nb to a Ti containing steel, the NbCN particles were coarser than in a Ti free steel. Thus, the expected deterioration in ductility from an increased volume fraction of precipitates from having both Nb and Ti present was balanced by Nb, causing the precipitation to occur at higher temperatures 4 and hence be coarser. Similar reasoning may also apply to Al when present with Nb. 16 In the present work, the steels had only a very low Al addition, which would be unlikely to influence the results, but the higher C steel did have Al present (0·04%), and there is no indication that Al has any influence on the hot ductility of the Nb–Ti containing steel. Nevertheless, the low Al addition made to the low C steels may be influencing the results, and further work is required into establishing the influence of Al on these C–Mn–Nb–Ti containing steels.
Summary
Obviously, the actual R of A value obtained will depend very much on the cooling rates that have been chosen, and increasing the secondary cooling conditions would be expected to reduce the ductility, as this would result in precipitation and fine inclusions. The thermal programme chosen has been based on one particular continuous casting simulation. Nevertheless, the results indicate that, to obtain meaningful results that can be used commercially for Ti containing steels to avoid transverse cracking, a thermal programme of the type shown in Fig. 5 needs to be applied. Even this is of course an approximation to the real cooling conditions that the strand undergoes, and the temperature cycling that occurs as the strand enters and exits the rolls should ideally also be incorporated in the thermal programme; however, this is difficult to practically simulate in the laboratory.
The present work has shown that, when a cooling programme is chosen, which is closer to the continuous casting situation, Ti additions can indeed improve the ductility.
Conclusions
Constant cooling rate
1. In low C 0·04%C steels without Ti addition, increasing the Nb or N level leads to a deterioration in ductility, as increasing the product of [Nb][Neff] results in more fine precipitation taking place (Fig. 6).
2. The ductility of Ti containing steels, when melted and cooled to the test temperature with constant cooling rate, is generally very poor due to the finer and more numerous precipitation that occurs in the presence of Ti (Figs. 7–9).
Industrial cooling cycle
1. Introducing a cooling regime similar to that undergone by the strand during industrial continuous casting has been shown for low C low Ti containing C–Mn–Nb steels to always give rise to an improvement in hot ductility below 900°C, which is typical of off-corner temperatures during unbending (Figs. 11–14).
2. In the case of an 0·01%Ti addition, this improvement, although marked, only led to a small improvement in ductility over that for a Ti free steel and then only for the temperature range 800–900°C (Fig. 11).
3. In a high Nb containing steel, increasing the Ti to 0·036% so that the Ti/N ratio was high (7·5∶1) led to much better ductility in the temperature range 800–900°C, the R of A value being 60%. The ductility was now considerably better than that of a Ti free steel of otherwise similar composition (Fig. 13).
4. For the two higher C, Nb containing steels examined (0·15%C, 1·5%Mn and 0·02%Nb), a significant improvement in ductility occurred in the Ti bearing steel in the temperature range 900–950°C, the R of A value being ∼40%, the level needed to avoid transverse cracking (Fig. 15).
5. This closer simulation of the cooling conditions pertaining to the continuous casting operation has shown that Ti additions can be beneficial in improving the hot ductility at typical off-corner unbending temperatures. However, there is a need to establish the compositional (Ti/N ratios) and thermal cycles, which can give the optimum R of A value.
6. Carbon extraction replica work is also required to fully establish the cause of this improved ductility on undercooling and subsequent slow cooling.
7. In the present work, the Al levels were very low, which may have led to better ductility than expected for steels with Ti/N ratios less than the stoichiometry for TiN, and this also needs to be explored.
Footnotes
Acknowledgement
The authors would like to thank CBMM (Brazil) for the financial support.