
Abstract
The hot working behaviour of magnesium AZ (e.g. AZ31; Al: 3%, Zn: 1%) alloys and their associated crystallographic texture evolution is reviewed. Under hot working conditions, the stress–strain curves show flow softening at all the temperatures and strain rates indicating dynamic recrystallisation (DRX) is predominant. The mean size of the recrystallised grains in all the alloys decreases as the value of Zener–Hollomon parameter Z increases. The hot working range of the alloys dwell between 200 and 500°C and the strain rates between 10−3 and 5 s−1. The hot working of AZ series alloy shows discontinuous DRX as the main mechanism. Equal channel angular processing shows continuous DRX. The constitutive equation development shows a linear relationship between the stress and the Z parameter. The activation energy for the alloys ranges from 112 to 169 kJ mol−1 and Z values range from 10 7 to 10 14 s−1. Textural examinations show basal texture as the predominant orientation.
Keywords
Introduction
Mg and its alloys are the lightest metallurgical based structural materials commercially available and they find applications in many fields where weight reduction is of prime importance. The specific gravity of pure Mg is 1·738 which is one-fifth that of steel and two-thirds of aluminium, making Mg alloys an attractive choice for use in the automotive, aerospace, and computer, communications and consumer electronic equipment industries. Currently cast alloys account for 80–90% of the Mg alloys in production, however, wrought Mg alloys, particularly the AZ series alloys which are used in plate/sheet form, are likely to experience increased usage in the light weight competitive market due to its greater strength to weight ratio when compared with aluminium or steel, coupled with the high recyclability factor of Mg.1–4
As Mg has hexagonal closed packed (HCP) crystal structure, the only close packed slip systems available at room temperature are basal, which is much less than in cubic crystal structures. This limits the room temperature ductility, and therefore limits the amount of deformation before failure. Thus, to get large reductions and to obtain complex shapes, hot working by different routes, namely, rolling, forging and extrusion, is a commercial necessity. Typically, the final application of the product determines the hot working operation as well as the final texture desired. The advantage of hot working is that as the temperature is increased, the critical resolved shear stress (CRSS) decreases for the non-basal planes thus resulting in more slip system availability. 5 At room temperature, the CRSS values on the non-basal planes are nearly 100 times that of the basal plane; this reduces to 10 times at 150°C and down to twice at 400°C. This enables slip on both basal and non-basal planes at a higher temperature which results in improved ductility. For an ideal HCP structure with ABAB stacking and unit cell ‘a’ the ratio for the axes (c/a) is 1·6333. The c/a ratio for Mg is close to the ideal ratio of 1·624.
The texture and hot working relationships and mechanical property behaviour for body centre cubic and face centre cubic alloys have been studied and reviewed over the years. This was primarily because of the interest in steel and aluminium for their structural applications. This paper reviews the hot working of Mg AZ alloys at temperature regimes of 200–500°C and at strain rates from 10−3 to 5 s−1 by different hot deformation routes including rolling, uniaxial tension, compression, extrusion and equal channel angular processing (ECAP) processes. The textural evolution at different stages of hot working and after recrystallisation process is also discussed. Most of the texture studies discussed in the review concentrates on electron back scattered diffraction (EBSD) results by different researchers. The effect of different textures on the mechanical properties is also discussed along with the constitutive equations for the AZ alloys developed by various researchers.
Deformation mechanism in HCP metals and Mg
The principal planes and directions and the deformation correlating the planes and direction in the magnesium unit cell are described by various authors (Fig. 1).2,5,6 In HCP metals, basal slip  is important. The prismatic slip increases as the c/a ratio becomes less than 1·63. Dislocations on
is important. The prismatic slip increases as the c/a ratio becomes less than 1·63. Dislocations on  and
and  pyramidal planes can also participate in slip.
7
The c/a ratio for Mg is 1·624 which is close to the ideal c/a ratio as discussed in the earlier section. At temperatures up to 225°C, the slip takes place on the basal plane {0001} and
pyramidal planes can also participate in slip.
7
The c/a ratio for Mg is 1·624 which is close to the ideal c/a ratio as discussed in the earlier section. At temperatures up to 225°C, the slip takes place on the basal plane {0001} and  directions whereas at a very low temperature of −196°C, prismatic slip can occur on
directions whereas at a very low temperature of −196°C, prismatic slip can occur on  prismatic planes. At temperatures above 225°C, slip takes on these closed packed systems along with the
prismatic planes. At temperatures above 225°C, slip takes on these closed packed systems along with the  pyramidal planes.
7
pyramidal planes.
7

Principal planes of Mg unit cell: figure shows basal planes (0001) and (0002); prismatic plane
and ; pyramidal planes
; pyramidal planes  and
and 
With favourable orientation, when the angle between the axis of tension and the direction [0001] is 10–80°, the deformation in the primary slip system is very high, up to 200% an appreciably high critical shear stress.
8
If the basal plane is perpendicular or almost parallel to the loading axis, the shear stress falls to very low value and a large force is needed to initiate slip. At high temperatures (>225°C), the pyramidal planes  get active as slip planes with
get active as slip planes with  as the direction of slip. The
as the direction of slip. The  are the second most closely packed structures after the basal plane.
5
Twinning in Mg occurs on
are the second most closely packed structures after the basal plane.
5
Twinning in Mg occurs on  planes. If the basal plane makes 30–70° angle to the compression axis, only basal slip takes place up to 300°C; if the angle is more than this may lead to fracture along
planes. If the basal plane makes 30–70° angle to the compression axis, only basal slip takes place up to 300°C; if the angle is more than this may lead to fracture along  planes, alternatively if the angle is less than 30°, twinning on
planes, alternatively if the angle is less than 30°, twinning on  planes may occur. The strain hardening characteristics produced by the pyramidal slip are the same as basal slip.
planes may occur. The strain hardening characteristics produced by the pyramidal slip are the same as basal slip.
Plastic deformation in a crystalline material necessitates the initiation of crystallographic slip. Slip takes place when the shear stress on a slip plane in a slip direction reaches a critical threshold, i.e. the CRSS. Twinning in a material takes place when a section of a crystal forms a mirror image such that the orientation of the mirror image is the same as that of the parent crystal and the plane of symmetry between the two is known as the twinning plane. Taylor proposed a deformation model which states that for a crystal structure to undergo any arbitrary volume plastic deformation by the mechanism of crystallographic slip, a set of five independent slip systems is needed. 9 It states that the plastic strain of all crystallites within a polycrystal is the same and hence equal to the plastic macroscopic plastic strain. Five independent slip systems are therefore required to accomplish the deformation in each grain.
While crystal structures such as face centre cubic possess a relatively large number of physically distinct slip systems of which a set of five independent slip systems can be identified, in the case of HCP crystals, less than five independent closed packed slip systems are present, thus limiting deformation possibilities at room temperature.
Hot deformation of AZ alloys
The major method used for designating Mg alloy systems is the one proposed by the method from the American Society for Testing Materials. 2 Mg AZ31 alloy has ∼3%Al and ∼1%Zn. The heat treated tempers are the same as those used for aluminium alloys. Commonly used tempers are T5–T7 for different heat treatments.2,3
One of the most important alloying elements in wrought Mg alloys is aluminium. The maximum solubility of Al in Mg is 12·7% at 437°C and decreases to 2% at room temperature. 10 Under the as cast condition, the β phase Mg17Al12 forms around grain boundaries and is generally present in slowly cooled castings. Standard annealing, quenching and aging treatments will cause the β to dissolve and then precipitate resulting in precipitation hardening. The most widely used alloy in this system is AZ91 (Mg–9Al–1Zn) in the form of die castings. The corrosion resistance of this alloy is affected by presence of cathodic impurities and therefore, it is required to have the impurities such as Fe Cu and Ni kept to a minimum. For greater ductility AM series alloys are used, where the latter alloying element is manganese (AM50, AM60 and AM20). The improved ductility is as a result of decrease in Mg17Al12 phase around grain boundaries. 3
The AZ31 alloy is a wrought alloy used in the form of sheet and plate and is most widely used because of its strength, ductility and corrosion resistance. The wrought alloys are produced by extrusion, rolling and press forging in the temperature range of (200–500°C). Final average grain size of 5–7 μm can be obtained after various hot deformation operations.3–5 The dynamic recrystallisation (DRX) behaviour (discussed in the next section) during hot deformation also affects the flow stress and controls the final grain size. Comments on directionality effects in wrought products as given by Polmear are: 3
the elastic modulus does not show variation in the different directions of the hexagonal Mg crystal, preferred orientation has relatively less effect upon the modulus of wrought products2,5
because twinning readily occurs when compressive stresses are applied parallel to the basal plane, wrought Mg alloys tend to show lower values of longitudinal proof stress in compression than in tension. The ratio may lie between 0·5 and 0·7.
Hot deformation of AZ31 alloy
It is well known that a reduction in the grain size improves the mechanical properties of the alloy system. 2 Recrystallisation in an alloy refers to the evolution of new strain free grains. When the recrystallisation process takes place during the deformation where in new strain free grains are formed during the hot working of the alloy, is referred to as dynamic recrystallisation. Static recrystallisation refers to the evolution of the new grains after the hot working operation. The hot working behaviour has been studied by several researchers for this alloy and they have reported DRX behaviour for most of the cases.11–32
Depending upon the grain evolution during hot working, DRX can be classified as discontinuous or continuous. In discontinuous DRX (DDRX) new strain free grains with high angle grain boundaries (HAGB) evolve in the place of pre-existing grains whereas in continuous DRX (CDRX) low angle grain boundaries (LAGB) convert into HAGB during deformation. In DDRX the effect of flow softening during recrystallisation is visible in the flow stress and is more pronounced than CDRX, where the subgrain boundaries formed at low strains which evolve to HAGB at higher strains. Some authors have also reported twinning as a possible mechanism for contribution to flow softening at warm working temperatures (<200°C) as well under hot working conditions.33–35 The computed stress–strain curves from the testing along with the temperature and strain rate can be described by a single term known as the Zener–Hollomon parameter which is a temperature compensated strain rate. The Z is given by the following equation
 is the applied strain rate, Qdef is the activation energy for deformation (kJ mol−1), R is the universal gas constant and T is the absolute temperature
is the applied strain rate, Qdef is the activation energy for deformation (kJ mol−1), R is the universal gas constant and T is the absolute temperature
Fatemi-Varzaneh et al. conducted hot compression testing over a range of 250–450°C with strain rates of 5×10−3 to 0·1 s−1 to a total strain of 0·6. 19 The flow stress curves from the 0·1 s−1 strain rate are shown in Fig. 2a. The flow curves show DRX behaviour with an increase in the stress to a peak σp and then followed by flow softening to a constant stress. The peak stress increases with decreasing temperature. The authors suggested that increasing the Z decreases the fraction of dynamic recrystallised grains (Fig. 2b). The authors also showed that the grains size after recrystallisation decreases as the Z increases (Fig. 2c).
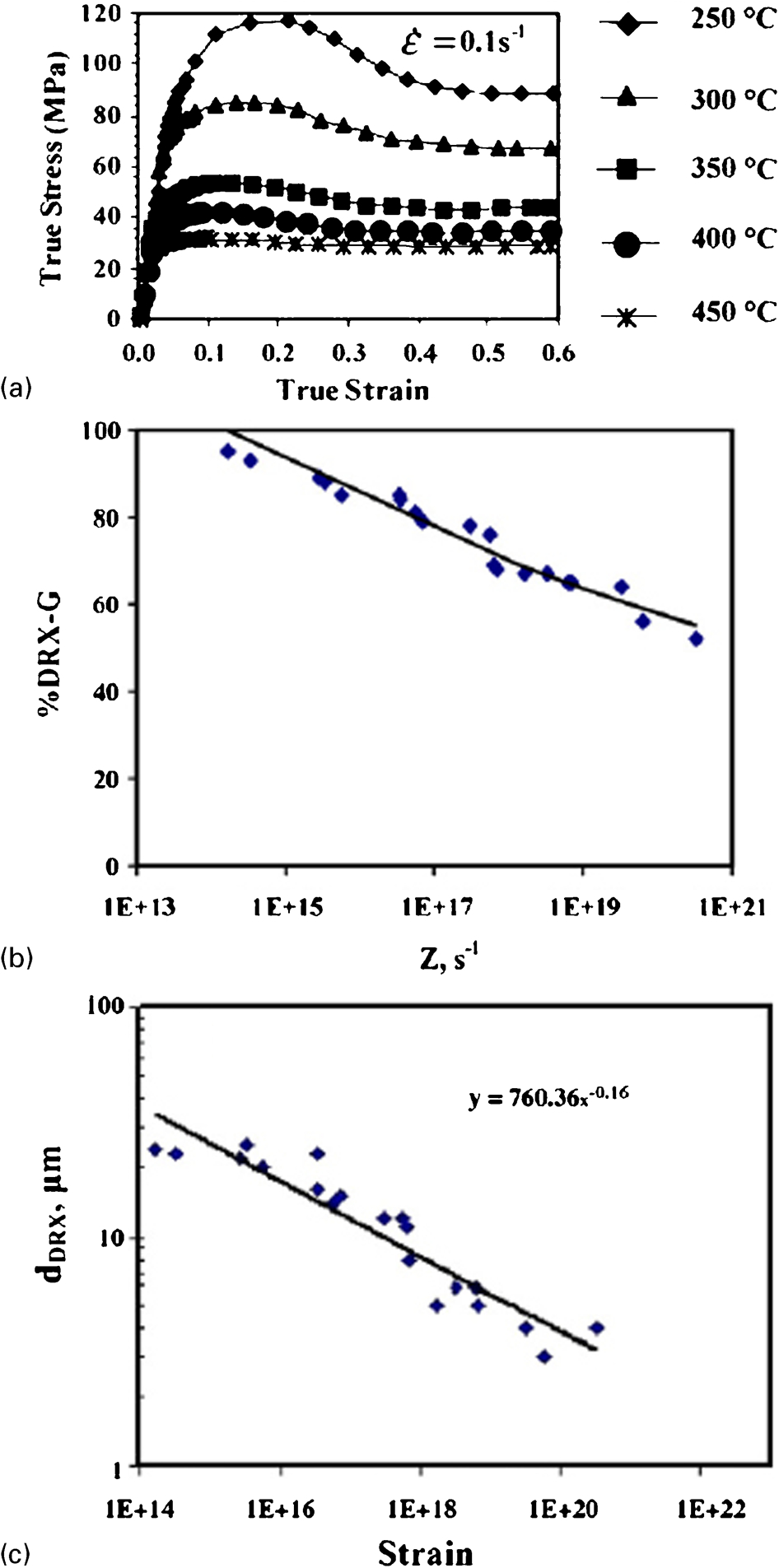
a DRX behaviour in AZ31 alloy based on hot compression testing 19 (DRX behaviour is seen from increase in peak stress with decreasing temperature), b effect of increasing Z on %DRX (as Z increases, fraction of %DRX grains decreases) 19 and c effect of increasing Z on DRX grain size (DRX grain size decreases as Z increases) 19
As work hardening occurs in the new grains, the driving force for further growth is reduced. As the Z is increased (higher strain rate and lower working temperatures), the work hardening is noticeable and this results in the restriction of the growth of new grains. 19 The authors suggest that as newly formed grains grow, they tend to form a necklace structure around the existing grain. This process takes place through a layer by layer step. For the low Z values, where the final grain size is large as compared to high Z values, the overall strain and layering required to form the new grain is less, which results in high fraction of dynamically recrystallised grains at lower Z values as compared to the high Z values. 19 Therefore, to produce fully recrystallised structure an optimum combination of strain rate and temperature has to be selected. Mwembela et al. reported increasing recrystallisation over a temperature of 360°C at a strain rate of 1·0 s−1. 27
Barnett observed DRX behaviour in the alloy at 300°C and strain rates of 3×10−3 to 0·3 s−1 for channel die compression and also reported evidence of necklace formation.13,14 The more time required for growth of the DRX grains at low Z is emphasised by the authors. The strain to peak stress increases as the grain size increases, the authors suggest. This emphasises that the pre-existing grain boundaries play an important role in the nucleation process. Barnett et al. and other authors worked on the effect of grain size on the flow stress of extruded AZ31 alloy tested by compression at temperatures <200°C.33,36 The authors did compression and a tension study of the alloy and found that the yield stress in tension is twice of the sample tested in compression. The work hardening is higher in compression than in tension. This was attributed to formation of  twin. This is confirmed by plotting a flow curve shape within strain range of 0·05–0·15. The second differential sign of this polynomial indicates whether the flow curve is ‘concave’ or ‘convex’ (Fig. 3). At room temperature the compression test curves show concave behaviour while for tension curves it is convex. The authors suggest that the concave behaviour is previously observed for higher amount of
twin. This is confirmed by plotting a flow curve shape within strain range of 0·05–0·15. The second differential sign of this polynomial indicates whether the flow curve is ‘concave’ or ‘convex’ (Fig. 3). At room temperature the compression test curves show concave behaviour while for tension curves it is convex. The authors suggest that the concave behaviour is previously observed for higher amount of  twinning.
twinning.

Percentage of twinned grains as function of second derivative of stress which shows concave or convex behaviour of flow curves based on compression and tension studies of AZ31 alloy 33
Helis et al. did slow strain rate testing at 300–500°C and 10−3 to 5×10−5 s−1 using uniaxial compression machine. 20 The authors found that all the stress–strain curves <400°C showed work softening. Microstructure examination after the tests suggested DRX behaviour. Figure 4 shows the relationship between the peak stress and the measured grain size as observed by the authors.
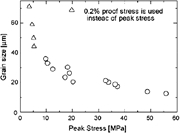
Effect of peak stress on DRX grain sizes based on uniaxial compression testing for AZ31 alloy 20
Beer and Barnett showed the evolution of microstructure at different strains during hot working. The authors described the nucleation of DRX grains from the pre-existing grain boundaries at different strains at 350°C and 0·01 s−1 strain rate. 34 The starting material was an extruded rod heat treated for 24 h at 425°C. Figure 5 shows the necklace formation at a strain of 0·4 along with the DRX microstructure at different strains. The authors observed that at temperatures less than 300°C the material was not fully recrystallised. The authors also observed that increasing the temperature at the same strain rate (Z<10 9 ) increases the fraction of DRX grains as reported by other authors.15,33–35 The authors concluded that the microstructure is not completely recrystallised even at a strain of 1.
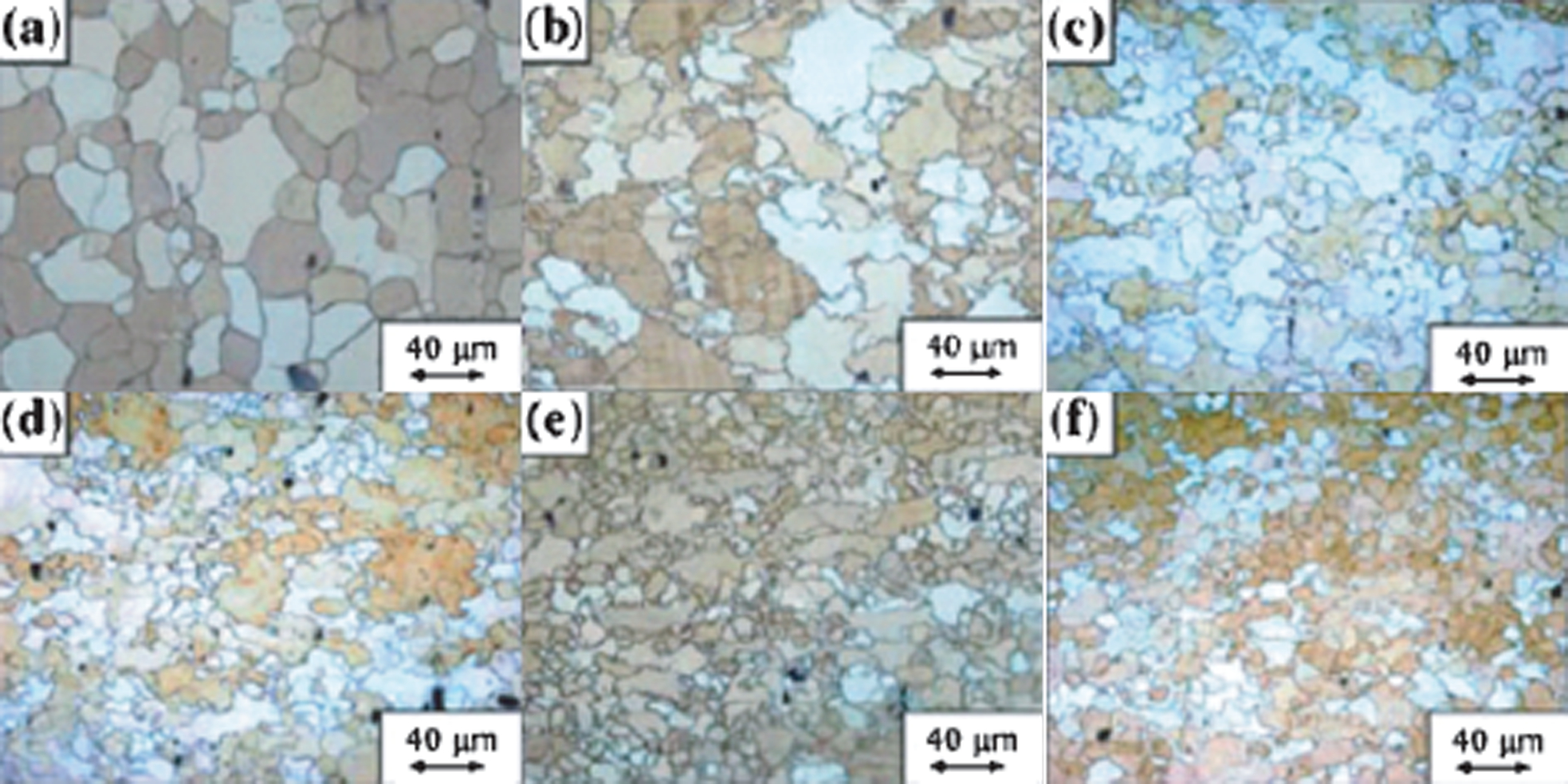
Microstructure evolution during hot working operation and necklace formation at different strains: at 350°C and at 0·01 s−1 strain rate 34
Figure 6 shows the misorientation profile for a necklace region based on EBSD studies. 16 The figure shows that the misorientation across the grain A (pre-existing grain) increases significantly from the centre to the edge of the grain. The grain is surrounded by DRX grains. This show that there are pre-existing grain boundaries where misorientation gradient develops from the centre to the edge of the grain that subsequently transform to HAGB and evolve as CDRX grains. Low angle grain boundaries are also seen at points B and C which after further deformation shall increase in misorientation and evolve as DRX grains.
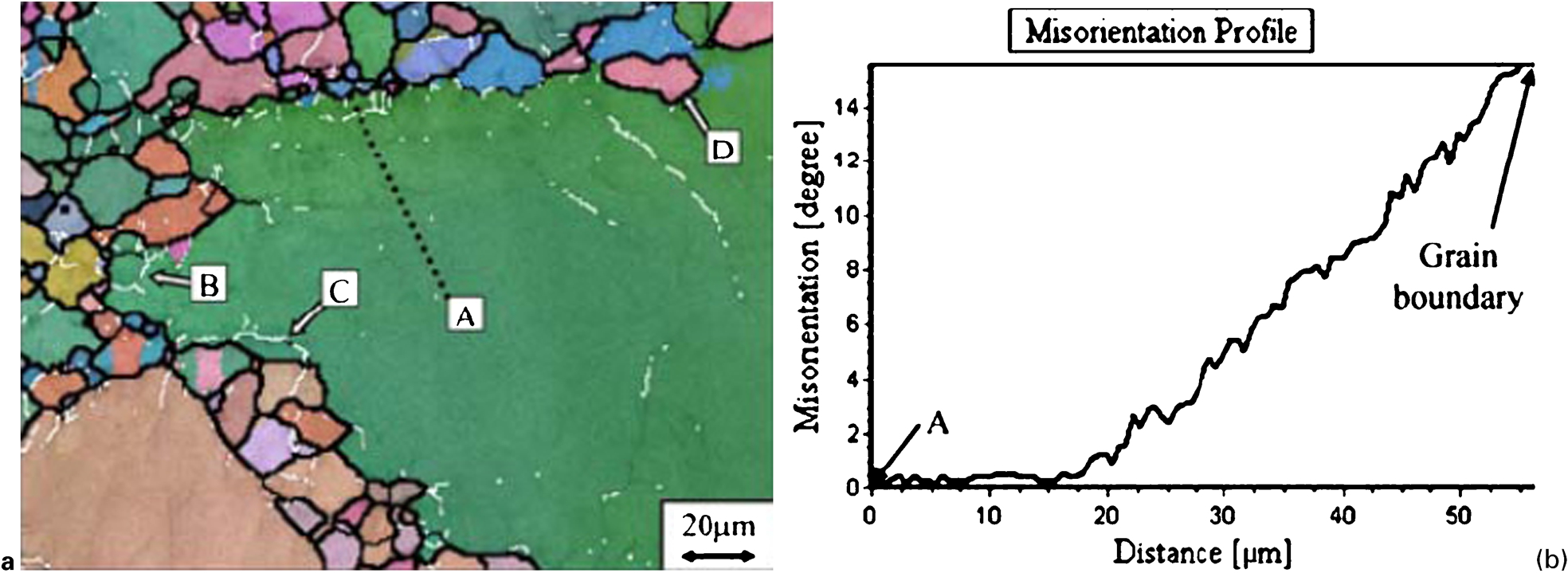
a Orientation map for AZ31 alloy deformed in compression at temperature and strain rate of 350°C and 0.01s−1 b Misorientation profile showing transformation from low to high angle grain from the point A to the grain boundary (Ref. 16)
A relationship between the DRX grain size and Z based on the uniaxial compression tests at 300°C and 0·01 s−1 strain rate is derived by the authors which is given in the form
33

The hot working by ECAP is a process that is used to reduce the grain size by inducing heavy deformation and thus producing bulk material with fine grain size.37–43 In this process, there are two channels of equal cross-section intersecting at an angle φ through which the material in the form of billet is passed and there is one outer curvature angle φ. Most of the previous research on ECAP processing reported that the grain size of the resulting sample decreased with increasing number of passes.
The results from Kim et al. (Fig. 7) shows that as the number of the passes of ECAP process increase, the resultant grain size decreases. 40 The φ and φ for this work were 90 and 30° respectively. The authors suggest that after the first pass, which was conducted at 320°C, the microstructure has a bimodal grain size distribution with fine grain sizes of 1–6 μm and a coarse grain size of 15–20 μm. With subsequent passes, the grain size becomes more homogenous as can be seen from the microstructure after the fourth pass, which was conducted at 200°C. The authors suggest that this reduction in grain size is as a result of DRX during the process. During the process, the evolution of HAGB occurs from LAGB and hence the number of dislocations generated during each pass is absorbed. This is the case of CDRX rather than DDRX where the new grains evolve after the deformation process at the place of predeformed grains.
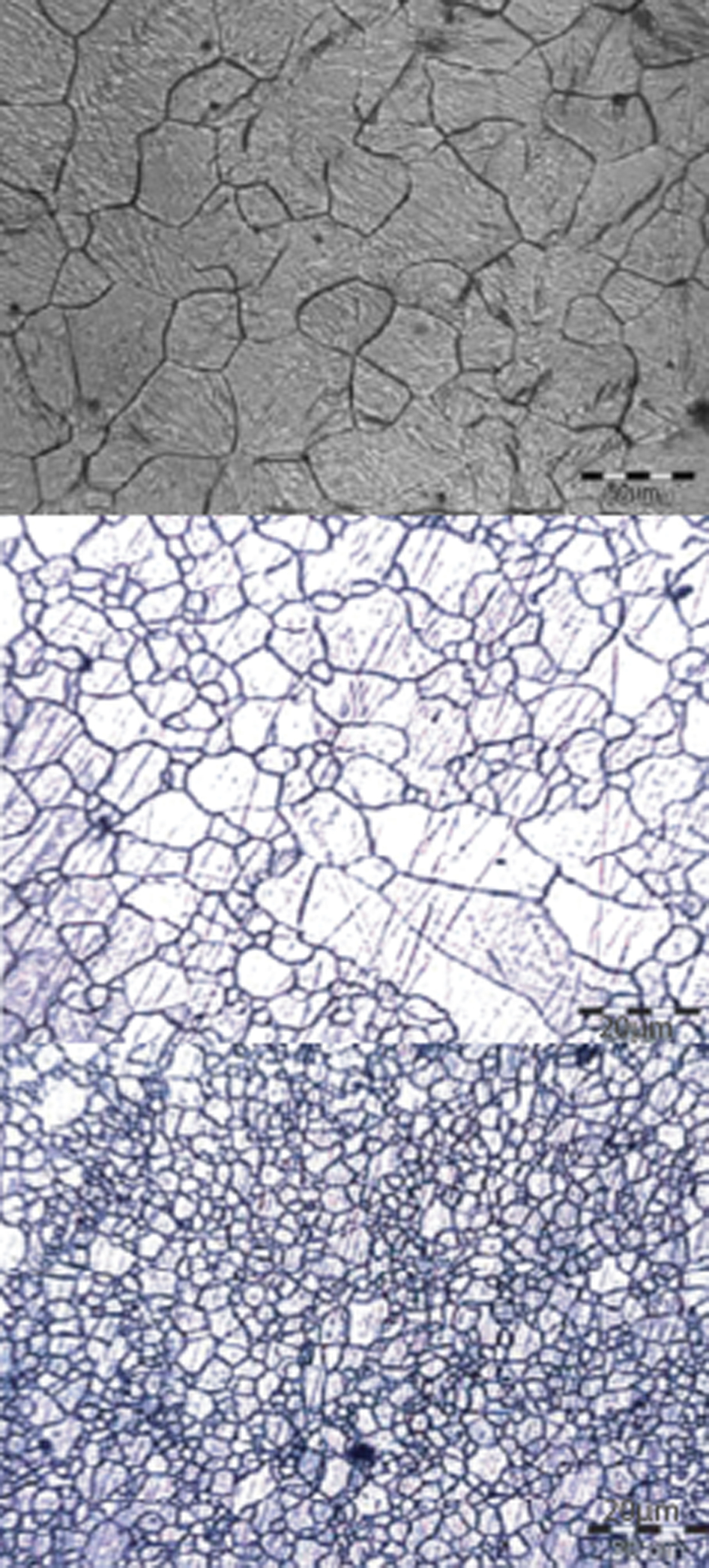
Evolution of ECAPed grains from multiple passes 1, 4 and 8 resulting in finer grain size 40
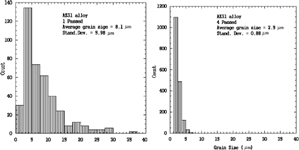
Figure 8 shows the grain size distribution based on the number of counts of grains after first and fourth passes and Fig. 9 shows the same after eight passes. The frequency of grains less than 5 μm increases significantly after the fourth pass as compared after first pass as can be seen from the figures. The authors conclude that the grain size of the alloy can be reduced from 50 to 2 μm after four passes at the mentioned temperatures. Li et al. displayed similar results for the same alloy, though the authors went up to 12 passes and achieved a fine average grain size of ∼3 μm. 44 The authors too suggest CDRX as the recrystallisation process during ECAP process. The fraction of recrystallised grains increases as the number of passes increased. This is explained by the density of dislocations; as the dislocation density increases at certain grain boundaries, new grains generate and with increased number of passes, the number of sites as well as the fraction of recrystallised grains increase. Figure 9 shows the grain size distribution after eight passes at 225°C obtained by Jin et al. 39 The distribution shows the grain size ranged from 0·5 to 6·0 μm with an average grain size of 1·9 μm. The evolution of grains occurs from low angle to HAGB as described by Kim and Jim. 40
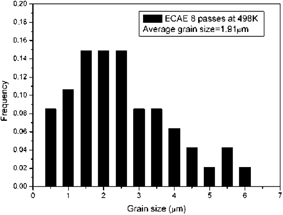
Grain size distribution of ECAPed grains after eight passes from Fig. 7 showing more counts of fine grains with average grain size of 1·91 μm (Ref. 39)
The superplastic behaviour of AZ alloys has been investigated by other authors recently. Lapovok et al. studied the superplastic behaviour of the AZ31 alloy achieved through ECA processing under warm working conditions (150–250°C). 45 A continuous cast and homogenised billet was used for the ECA processing. The authors got an engineering strain of 1200% after six ECA passes with a back pressure of 260 MPa. The tensile tests were carried out in an Instron machine with 8 mm guage length and 4 mm diameter. The superplastic behaviour is attributed to the bimodal grain structures where the large grains contribute to the strain hardening of the alloy and the small grains provide high strain rate sensitivity due to diffusion controlled process.
Torsion studies performed on the alloy by Spigarelli et al. 30 and Essadiqi et al. 18 suggest DRX behaviour and necklace formation followed by reduction in grain size at temperatures 250–400°C and strain rates up to 1 s−1. Spigarelli et al. evaluated the value of activation energy of deformation as 155 kJ mol−1 based on torsion tests. 30
The average initial grain sizes for AZ31 alloy have been reported between 10 and 30 μm.46–49 The effect of rolling strain on recrystallisation and the final grain size of AZ31 alloy has been studied by Barnett et al. 50 The initial grain sizes of the hot rolled samples are reported to be 10–40 μm after an initial homogenisation treatment at 400°C for 8 h. The initial rolled and cast material was given a total strain of 0·7 by rolling (rolling was conducted at 150–400°C). The strain rate was maintained at 0·1 s−1. This was followed by cooling in air. Cold deformation of the hot rolled plates to 15% thickness reduction was also carried out.
The effect of rolling passes and temperature on the recrystallisation of the grains is described by different authors.46,50 It is observed that with an increase in the number of passes at a temperature range of 150–400°C, the percentage recrystallised grains is higher. In situ EBSD analysis carried out by Barnett et al. during tensile testing shows {1012} twins in grains formed during unloading during deformation.
50
The flow stress calculation for AZ31 alloy at elevated temperatures is also reported by researchers.51,52 Guo et al. studied the flow stress behaviour and microstructural evolution of an AZ31 alloy at elevated temperatures of 450°C with strain rates up to 5 s−1 and found DRX behaviour.
51
The authors reported the DRX grain nucleation by bulging of some portion of the serrated grain boundaries accompanied by formation of twinning. The authors deducted the relation between the DRX grain size and Z which is given by the equation

The effect of temperature on the yield stress and strain to fracture of the alloy has been reported by Jäger et al. 53 The authors commented that the yield stress decreased and elongation to fracture improved by an increase in temperature. The changes in the mechanical properties with temperature variation is linked to the activity of the non-basal slip plane which is dislocation glide on second order pyramidal plane and dynamic recovery due to local cross slip or climb of dislocation. The anisotropy in the mechanical properties for the rolling and transverse direction (TD) in the alloy after rolled condition is reported by Bohlen et al. 54 The authors presented the difference in the stress–strain curves for rolling and TD under the as rolled condition based on tensile testing on a universal testing machine conducted at room temperature. The difference is mainly due to the texture of the rolled sheet which has a wider distribution of basal planes in rolling direction (RD) rather than in TD. The texture measurements for the as received sheets showed that the orientation distribution around the normal direction (ND) occurs wider in RD than in TD.
The basal peak orientation was found for the as rolled condition that was significantly more pronounced than in the case after heat treatment. The intensity of the basal orientation distribution decreases during heat treatment. The prismatic planes  showed no preferred orientation for either condition beside of their concentration perpendicular to the ND of the sheet.
showed no preferred orientation for either condition beside of their concentration perpendicular to the ND of the sheet.
Hot deformation behaviour of AZ31 alloy under compression and torsion test in the as cast and wrought state has been studied by Beer et al. and other authors.31,55 The authors carried out uniaxial compression and torsion tests of the alloy between 300 and 450°C and strain rates of 0·01–4 s−1. The samples were quenched within 1 s after testing to retain the microstructure. The flow curves from the torsion tests suggest that the strain to fail for the as cast materials is quite low when compared to the wrought material, which indicates the superior ductility of the wrought processing.
55
For compression the peak stresses for wrought alloy is less at lower Z when compared to the peak stress of as cast sample. This situation reverses for higher Z, where the peak stress for wrought alloy becomes higher. At lower Z, the fine grain size gives rise to lower flow stress whereas at higher Z grain size strengthening as well as operation of  twin plays a major role for the increase in the stress.
55
twin plays a major role for the increase in the stress.
55
According to the authors, the  twinning operates at a lower deformation temperature and a higher strain rate and contributes to the rise in stress. During compression, the load is applied parallel to many of the basal planes thus causing an extension of the c axis. This is a hard orientation in terms of basal slip as this brings the c axis in close alignment with the compression direction.
55
Barnett investigated the flow behaviour of the alloy compressed at different directions along the c axis.
13
Compression was done on extruded and recrystallised and hot rolled and annealed samples. The authors observed the difference in the peak stress for uniaxial compression along the c axis when compared with c extension compression as twice. The high stresses along the c axis shows the difficulty in compression in this direction. The CRSS required for prismatic slip drops with increasing temperature, which explains the low stress in c axis constraint direction than the c axis extension.
twinning operates at a lower deformation temperature and a higher strain rate and contributes to the rise in stress. During compression, the load is applied parallel to many of the basal planes thus causing an extension of the c axis. This is a hard orientation in terms of basal slip as this brings the c axis in close alignment with the compression direction.
55
Barnett investigated the flow behaviour of the alloy compressed at different directions along the c axis.
13
Compression was done on extruded and recrystallised and hot rolled and annealed samples. The authors observed the difference in the peak stress for uniaxial compression along the c axis when compared with c extension compression as twice. The high stresses along the c axis shows the difficulty in compression in this direction. The CRSS required for prismatic slip drops with increasing temperature, which explains the low stress in c axis constraint direction than the c axis extension.
Microstructure evolution during rolling from 5–1·5 mm thickness with 30% reduction per pass is studied by Shehata et al. 4 The samples were soaked at 400°C for 1 h and the rolling was conducted at 400°C with intermediate annealing to start with the same rolling temperature. Samples were quenched after each pass and after each annealing treatment. The microstructure after the second intermediate annealing shows static recrystallisation and after the third pass shows complete recrystallisation.
The effect of high speed rolling with strain rates up to 1·5×10 3 s−1 on the microstructure and the mechanical properties is studied by Utsunomiya et al. 56 The initial material thickness used for hot rolling was 2·5 mm. Different start rolling temperatures of 100, 200 and 350°C were used. At 1·5×10 3 s−1 strain rate, up to 60% thickness reduction was possible without fracture at 200 and 300°C. The mean grain size of the 50% reduced material was 2·2 μm. The temperature change also increased with increasing roll speed. Similar results were obtained by Essadiqi et al. for temperature change during rolling. 57 The drop in rolling at 400°C and with 50 rev min−1 rolling speed was 75–100°C and the temperature change depended on sheet thickness and rolling speed.
In summary, AZ31 alloy shows DRX behaviour under uniaxial compression, extrusion, ECAP and torsion at 300–500°C and at all the strain rates used (<5 s−1). During ECAP process, CDRX behaviour is observed in the alloy. The Z parameter has an important effect on the final recrystallised grain size and percentage fraction. Increasing the Z, decreases both the average grain size as well as the percentage of recrystallised grains. The DRX behaviour is preceded by necklace structure formation for the alloy. Hot working using all the processes tends to refine the grain size of the alloy. At high Z, the  twin operates and results in the rise in stress.
twin operates and results in the rise in stress.
Discontinuous dynamic recrystallisation
The DDRX process in AZ31 alloy has been investigated by many authors.12–25,27–31,33–35 In this process, finer grain size results in lower deformation stress, which is an effect opposite of the Hall–Petch law. Researchers have reported this phenomenon in pure Mg at temperatures greater than 350°C.58,59
The authors observed that the flow stress increases with increasing grain size. In one of the work described by Barnett et al., the peak stress reduces by ∼20% when the grain size is reduced from 16 to 3 μm.
33
This effect is decreased by an increase in the strain. The correlation between grain size and peak stress and strain is shown (Fig. 10a). An empirical equation relating the strain rate and temperature to strain to peak stress is given by the authors as


Fine grain size contributes to higher density of nucleation sites and eventually leads to a faster rate of dynamic recrystallisation. This leads to softening at lower stresses when compared to coarse grained samples; therefore flow stress and strain to peak stress are lower for fine grained samples. As the strain is increased, the structure reaches a steady state and the influence of initial structure diminishes. 60
Hall–Petch plots for room and elevated temperatures by the authors are shown (Fig. 11).33,34 The plots show the phenomenon of twin dominated behaviour giving way to slip dominated flow at higher temperatures and finer grain sizes. The room temperature plot is described by Hall–Petch plot. The Hall–Petch plots at 150 and 200°C show three different regions of behaviour. The coarsest grain size shows a region which is common to the room temperature curve. The flow in this region is ascribed to twinning. This is in line with the results that ∼40% of the coarse grains have at least one obvious twin.
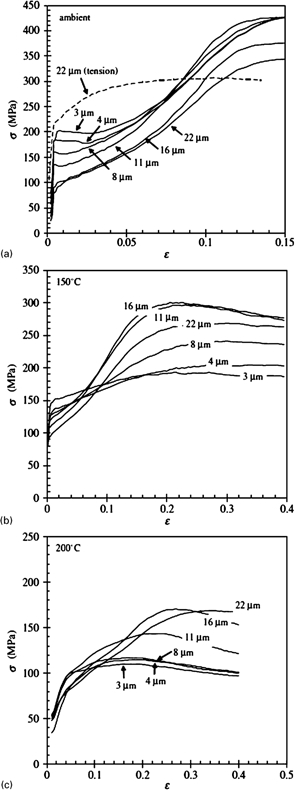
Hall–Petch plots for AZ31 alloy showing the influence of grain size on σ0·002 and σ0·02 for a room temperature, b 150°C and c 200°C (Ref. 36)
At finer grain sizes the difference between the stresses at σ0·002 and σ0·02 is the same and both seem to have a similar type of Hall–Petch curve. This region has flow curves typical of slip dominated flow. Between the two regions is a transition region which is shown on the plot. The influence of grain size on σ0·002 in this region follows that for slip dominated flow. For the stress at σ0·02, the value decreases sharply with decreasing grain size.
Barnett et al. ascribes the twinning related work hardening phenomenon in Mg alloys during low temperature compressive deformation to the following effects: 36
twinning introduces additional barriers to dislocation movement, something that, at its strongest, is equivalent to reducing the grain size 61
 twinning in Mg reorients the lattice to ‘hard’ crystallographic orientations
62
twinning in Mg reorients the lattice to ‘hard’ crystallographic orientations
62
the passing of dislocations through the twinning front can lead to the establishment of high hardening rates within the twin interior. 63
The hardening mechanism is explained as the stress required to initiate slip in the twinned material rather than the stress required for twinning. Earlier work conducted by Agnew et al. confirmed the effect by neutron diffraction experiments. 64 The hardening by twinning at 150°C is explained due to a combination of texture hardening and hardening due to dislocation twin interactions which supports (i) and (ii) above. Further work is required to explore the mechanism of softening in fine grained sample which may be due to DRX or grain boundary sliding.
Hot deformation of AZ61 alloy
Many authors have worked on the hot deformation and microstructure evaluation of AZ61 alloy.65–69 Valle et al. conducted rolling experiments at 375°C for different rolling passes keeping the final true strain at 1·4. This work shows grain refinement of the alloy and results analyzed in terms of texture. 67 The authors suggest that there is a reduction of the basal fibre component with the first pass. The authors introduce the term, rotational dynamic recrystallisation (RDX) which is operative in the alloy after the pass. In some materials, new grains with high angle boundaries may be formed during progressive straining, followed by the progressive rotation of subgrains with little accompanying boundary migration. This phenomenon involves the subgrains at pre-existing grain boundaries to rotate while the material is being strained. A misorientation gradient is developed in the old grains from centre to the edge of the grain. In the centre where subgrains may not be well developed, a low misorientation may be present and this increases towards the grain boundaries and at high strains, HAGB may develop. In the geological literature this phenomenon is termed as rotation recrystallisation. This occurs in some of the Mg alloys. 70
With increasing passes and reduction, CDRX mechanism takes place to refine the grains and this occurs in the ductile zones of the recrystallised microstructure formed after the first pass. The authors observed that the new grains evolved as a result of RDX are rotated at 40° away from the rolling plane. Figure 12 shows the spread of the (0001) fibre for large and fine grains which shows the evidence for this. The symbol λ corresponds to the angle between the c axis and the ND. Work by Niu et al. shows that the alloy undergoes DRX in a temperature range of 200–400°C and at strain rates of 0·01–10 s−1. 65 The authors observed that the alloy did not undergo complete DRX after the tests as observed by other authors.67–69

Changes in basal plane fibre texture for a fine grains and b large grains: as number of passes increase in ECAP process, basal plane disintegrates into different textures 67
The process of ECAP conducted by Kim et al. shows refined microstructure with increasing number of passes. The used φ and φ for this work were 90 and 30° respectively. 25 For most of the ECAP work the angle φ is 90° and the angle φ varies from 30 to 60°. The processing was conducted at 275°C for all the passes. The mean grain size after eight passes was 8·4 μm as compared to the starting extruded grain size of 24·4 μm. The authors observed that the DRX was as a result of CDRX as also observed in AZ31 alloy. For rolling the alloy at high strains, some authors observed that with increasing strain in high temperature rolling the basal texture which is spread towards the TD increases its intensity and towards the RD. 66
Microstructural evolution by hot compression test has been conducted by Zhou et al. 69 Zhou et al. observed that the alloy undergoes DRX over the temperature of 200°C at strain rates up to 1 s−1. The authors suggest that below this temperature the sample tends to crack and break. The activation energy of deformation is 160 kJ mol−1 as deducted by the authors. Xiao et al. studied the compression behaviour of the alloy at 350 and 400°C using a Gleeble 1500 thermal simulator. The authors observed DRX for a strain rate of 0·01–1 s−1. 68
The alloy undergoes DRX as in the case of AZ31 alloy; and experiences CDRX, DDRX as well as RDX as suggested by some authors. The basal plane is parallel to the RD with a tilt towards the RD. The process of ECAP results in fine grains as a result of CDRX. The basal plane intensity increases towards RD at high temperature and strains.
Hot deformation of AZ91 alloy
AZ91 is the highest order alloy of the AZ series. It has the highest amount of aluminium (∼9%) and hence more close to the eutectic composition. The β phase Mg17Al12 has the maximum possibility to segregate at the grain boundaries during hot working. The β phase generally appears in the cast structure. Long homogenisation time (24 h) is required to dissolve the structure at a temperature of 415–430°C. 5 Hot working of the alloy has been attempted by various authors.71–75 As observed in AZ31 and AZ61 alloys, the alloy AZ91 also undergoes DRX at temperatures of 300–450°C and at different strain rates. Torsion studies conducted by Kumar et al. show DRX behaviour at temperatures between 335 and 415°C and at a strain rate of 0·1 s−1. 73 As in the other AZ alloys, full recrystallisation is not achieved in the samples which undergo DRX behaviour. This explains the Z dependent phenomenon of this alloy like other AZ series alloy.
Hot compression by Cerri et al. shows the alloy undergoes DRX at a temperature range of 125–415°C for varied strain rates of from 10−5 to 10−1. 71 The starting material is high pressure die casting (HPDC) and solution treated at 415°C for 2 h. The authors observed the β phase Mg17Al12 at the grain boundaries of HPDC alloy which disappeared after the homogenisation treatment followed by grain growth. The samples after solution treatment showed higher peak stress σp when compared to HPDC tested samples.
Ding et al. studied the microstructural evolution of the alloy at different strains during hot compression studies using Gleeble 1500 thermal simulation machine. 72 The authors suggest that the new grains nucleate at the pre-existing grain boundaries as in a dynamically recrystallised material. Necklace structure is formed at low strains and as the strain is increased, the fraction of DRX grains increases. Under the steady stress conditions, much of the area fraction of the sample is recrystallised. The authors suggest that multiple recrystallisation may also operate during the DRX process as the final grain size is smaller than the intermediate recrystallised grains. At 400°C, the LAGB transform to HAGB during the DRX process (Fig. 13). The presence of low angle boundaries at low strains acts as nucleation points for new recrystallised grains. At medium and higher strains, DRX occurs through nucleation in slip bands. The dislocation climb leads to the formation of LAGB. Moving dislocations get trapped in these boundaries and convert them into HAGB. Hence dislocation climb is the controlling process for plastic deformation and nucleation of DRX grains. 76

Misorientation difference for grain A at 0·4 strain, another grain B at 0·7 strain showing LAGB at low strains which act as nucleation points for new recrystallised grains 73
The texture evolution at different strains suggests that as the compression strain increases the intensity of basal plane increases and it shifts to 90° to the compression axis and parallel to the RD. The authors suggest that as the c/a ratio is less than 31/2 therefore during hot compression grains are favourably oriented if their c axis is perpendicular to the compression direction and the twinning mechanism shifts the c axis of the twin parallel to the compression axis.
Li et al. particularly studied the effect of Mg17Al12 β phase on the microstructure and mechanical properties of the hot extruded AZ91 alloy. 77 As cast ingot structure after 2 h shows divorced eutectic β with phase at the grain boundaries. With an increase in the annealing time to 24 h, the phase disappears from the grain boundaries and diffuses to the solution. Tensile results of both annealed state shows that the 2 h annealed state shows better mechanical properties when compared to the 24 h annealing. Elongated β phase appears on the extruded sections. The authors suggest that DDRX operates for this alloy for hot extrusion process. The authors observed that large β phase remained in the microstructure after short annealing which becomes nucleating sites for the new grains through recrystallisation and hence DRX process is faster in these areas as these β phase break during extrusion and become nucleation sites. Particle Simulated Nucleation PSN mechanism and to some extent Zener pinning mechanism are responsible for retardation in the grain growth. For the long annealed samples the initial size of the precipitates is >1 μm which are unable to participate in the PSN mechanism.78,79
The alloy AZ91 shows DRX during hot working as the lower AZ alloy series. The β phase is observed at the grain boundaries and requires homogenisation treatment to solutionise. Lower annealing time improves the mechanical properties of the alloy. At higher annealing time grain growth takes place. At low annealing times, the improved mechanical property is attributed to the Zener pinning mechanism.
Activation energy and Z (Zener–Hollomon parameter)
The activation energy of deformation derived for the AZ alloys from previous works differ from each other but all of them lie closely to each other and to the activation energy of self diffusion in pure Mg (135 kJ mol−1). 78 Barnett reported a value of 147 kJ mol−1 for the AZ31 alloy based on channel die compression tests. 13 Prasad et al. reported a value of 143 kJ mol−1 at a strain of 0·5 and uniaxial compression tests at 300–550°C. The value of activation energy of deformation by different authors is discussed in the earlier sections. The value of Z which is a function of activation energy of deformation lies between 10 7 and 10 14 s−1 as evaluated and used by different authors.13–16,18–20,22,27,28,30,31,33–36,43,50,55
Development of constitutive equations for AZ series alloys
The constitutive equations development work of Davenport et al. for hot rolling has been followed by other researchers for different alloys.80–84 Constitutive equations consists of the first and second stage equations which describe the equations for stress and Z in terms of strain for the first stage and then construction of extrapolated and dynamically recrystallised flow curves for the second stage based on the first stage equations. Early development of constitutive equations for the AZ31 alloy has been reported by Mwembela et al.
27
The authors developed the relationship between stress and strain in terms of the Z parameter and employing the constants A and α. The equation takes the following form

The relation between the flow stress and Z for the entire range of stresses can be described by a single hyperbolic sine type equation
80


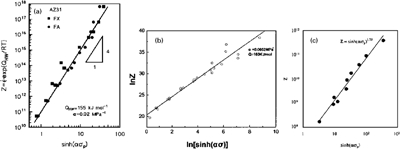
There have been attempts to construct the constitutive equations for AZ alloys in parts by various authors. 30 Figure 14a from Spigarelli et al. shows the linear hyperbolic sine relationship between the stress and Z. 30 The EX and FA terms on the graph denote extruded condition and heat treated condition on the AZ31 alloy. The value of activation energy derived is 155 kJ mol−1. The value of α and n′ as derived from the graph is 0·02 and ∼4 respectively. Zhou et al. worked on constitutive equations for AZ61 alloy and the hyperbolic sine relationship between Z and stress (Fig. 14b). 69 This shows a linear relationship between the Z and the stress. The grain size shows a dependence on Z as in AZ31 alloy. Similar work for the AZ91 alloy has been reported by Kumar et al. where a linear relationship between Z and stress is achieved after torsion studies of the alloy (Fig. 14c). 73 The value of n as derived from the authors work is 1·7 for the alloy and the value of α is taken as 0·052 MPa−1.27,30 As suggested from the figure, the prominent peak stress and flow softening suggests the alloy under DDRX as in the case with AZ31 alloy.
Cerri et al. worked on the constitutive equations for AZ91 and also the hyperbolic sine relationship between Z and stress. 71 As observed for the AZ31 and AZ61 alloys, this alloy also exhibits the same results where there exists a linear relationship between Z and stress. The value of α is 0·07 as evaluated by the authors for this alloy. The activation energy for the deformation for HPDC and solution treated alloy is 143 and 138 kJ mol−1. The precipitates are present in both the microstructure and influence the deformation mechanism by interacting with the dislocations.
Huang et al. evaluated the value of activation energy of deformation as 145 kJ mol−1. 22 The value of n as derived from the power law equation is ∼5·4. This is based on isothermal compression tests at range of 300–500°C and 10−3 to 1 s−1. The authors observed as others DRX as the main mechanism for the grain refinement. Xiao et al. worked out the relation between stress and Z and this shows a linear relationship.
In summary, the constitutive equations development for the AZ series alloys has been developed by different authors. There still needs to be work carried out on the translation of the constitutive equations into finite element which can be used to predict the load displacement relationships in industrial practice of the alloys.
Texture of HCP metals
The texture of HCP metals and alloys for a variety of different deformation modes has been described by Kocks et al.
85
The authors described the texture development in uniaxial extruded titanium which shows fibre texture with  showing maximum intensity. The same material after forged and rolled condition shows basal fibre texture 25° away from the normal plane.
showing maximum intensity. The same material after forged and rolled condition shows basal fibre texture 25° away from the normal plane.
The authors also discuss the texture formation of the HCP metals after cold rolling. As mentioned earlier, the authors categorise cold rolling texture into three groups based on the c/a ratio (1·6333). The groups are defined as ratio greater than, equal to and less than 1·6333. The first group contains such as zinc and cadmium which shows the basal planes tilted to 15–25° towards the RD and poles aligned towards the RD. The second group contains metals Mg and cobalt which show basal fibre textures. The third group contains Zr, Ti and Hf where the basal planes are tilted at an angle of 20–40° towards the RD and
poles aligned towards the RD. The second group contains metals Mg and cobalt which show basal fibre textures. The third group contains Zr, Ti and Hf where the basal planes are tilted at an angle of 20–40° towards the RD and  poles are aligned towards the RD. The authors suggest that apart from the c/a ratio, other factors such as strain rate and temperature of deformation apart from the initial chemical composition affect the texture evolution of the metal.
poles are aligned towards the RD. The authors suggest that apart from the c/a ratio, other factors such as strain rate and temperature of deformation apart from the initial chemical composition affect the texture evolution of the metal.
Pole figure and orientation distribution function
Texture studies of tensile tests at high temperatures (400–500°C) have been investigated by Liu et al.
86
The authors studied the texture evolution during the tensile testing of hot rolled AZ31 plate. The tensile direction was parallel to the RD and the ND of the tensile specimen coincided with the ND of the hot rolled sample. The plate initially had weak basal texture. The texture converted into a strong texture of  during the tensile deformation. The basal plane normal became perpendicular to the tension axis and
during the tensile deformation. The basal plane normal became perpendicular to the tension axis and  was the most active slip system.
was the most active slip system.
Texture evolution during uniaxial loading of the AZ series alloys have been studied by various authors.87–89 Yi et al. did uniaxial loading of extruded AZ31 samples in different angles (0, 45 and 90°) to the extrusion direction.
89
The texture evolution is studied by X-ray diffraction. This shows an orientation of 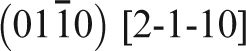 [2-1-10] at Euler angles of 0, 90 and 30. The authors deduce that the basal slip plays an important role in the uniaxial compression of the alloy (Figs. 15 and 16).87,89
[2-1-10] at Euler angles of 0, 90 and 30. The authors deduce that the basal slip plays an important role in the uniaxial compression of the alloy (Figs. 15 and 16).87,89

Orientation distribution function section of phi2 for 90° samples after uniaxial loading following extrusion 89

(0002) and
pole figures after uniaxial compression showing tilting of basal plane towards RD: compression axis is parallel to RD
87
Effect of asymmetric rolling on the texture has been studied by Watanabe et al. 90 The authors deduced that the basal plane orients towards the RD at an angle of about 5–8° from the ND as compared to the symmetric texture of the normal rolled sample.
The effect of warm rolling at 200°C on texture evolution by X-ray diffraction has been studied by Jeong and Ha. 91 (0001) Fibre texture parallel to the ND has been found to be the predominant texture after hot rolling whereas for warm rolling the basal showed an inclination towards the TD.
Rolling texture and recrystallisation texture
The rolling texture of the AZ31 alloy has been addressed by many previous researchers.91–93 The rolling texture shows very strong basal texture with slight inclination towards the RD. The pole figure for (0002) and 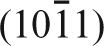 planes after rolling at 400°C and after nine passes with a total true strain of 1·2 (Fig. 17) shows strong basal texture which is in agreement with previous authors.91–94 The authors describe that single pass rolling describes the actual deformation texture as multi pass rolling added additional effect of static recrystallisation and grain growth of already recrystallised grains.
planes after rolling at 400°C and after nine passes with a total true strain of 1·2 (Fig. 17) shows strong basal texture which is in agreement with previous authors.91–94 The authors describe that single pass rolling describes the actual deformation texture as multi pass rolling added additional effect of static recrystallisation and grain growth of already recrystallised grains.

(0002) and
pole figure for basal and pyramidal plane after rolling at 400°C and 1·2 total strain after nine passes showing strong basal texture with slight inclination towards RD
93
Texture of the AZ31 alloy based on compression studies is described by several authors.25,95 The texture after compression shows strong basal texture and the intensity increases as the strain increases during the test (Fig. 18). Jiang et al. did uniaxial compression tests at RD and ND samples of a hot rolled sample at 350°C.
88
The hot rolled sample shows strong basal texture as observed by other authors as well as DRX behaviour. Samman et al. studied the differences in deformation mechanism of the alloy under uniaxial and plane strain compression testing.
12
At high temperature deformation of 400°C, the authors found that the extrusion texture of the starting material was randomised by uniaxial compression whereas plane strain compression testing resulted in the prismatic  texture. Helis et al. studied the texture evolution of compression tested samples at 300–500°C and 10−3 to 10−5 strain rates. The total strain of the test was 1·5. The authors observed that fibre texture developed for all the deformation conditions.
20
texture. Helis et al. studied the texture evolution of compression tested samples at 300–500°C and 10−3 to 10−5 strain rates. The total strain of the test was 1·5. The authors observed that fibre texture developed for all the deformation conditions.
20

Pole figure of basal plane at different strains a 0·7, b 1·25 and c 2·0 after compression: randomness of basal plane decreases as strain in increased and becomes parallel to RD 74
Extrusion and ECAP texture
An extensive review on the texture development after ECA processing in cubic and HCP materials has been presented by Beyerlein and Toth which summarises the work on AZ alloys along with other HCP alloys.
96
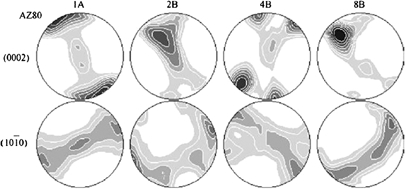
The extrusion texture has been described by some authors and it is found that the basal planes were parallel to the extrusion direction and twinning was found out as an important deformation mechanism.74,97–104 The texture changes considerably after the passes as compared to the as received extruded material. The (0001) basal plane and the 〈1010〉 direction under the extruded condition are oriented such that both are parallel to the extrusion direction. This type of texture in AZ61 alloy has been confirmed by other authors also.105,106 With the number of passes, the original basal texture disintegrates and  +
+ texture is developed (Fig. 19). Some authors conducted the ECA processing following the extrusion of the material and described the texture changes to basal plane inclined to 45° to the extrusion direction after ECA processing at temperatures as low as 250°C.
106
texture is developed (Fig. 19). Some authors conducted the ECA processing following the extrusion of the material and described the texture changes to basal plane inclined to 45° to the extrusion direction after ECA processing at temperatures as low as 250°C.
106
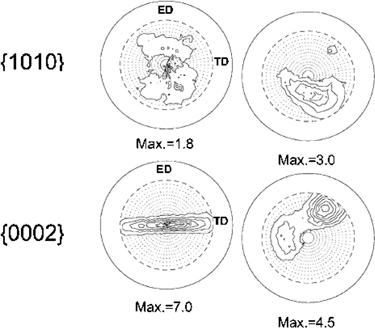
Pole figures for (0002) basal and (1010) prismatic planes of ECAPed and extruded AZ61 alloy showing spread of basal fibre towards TD 94
Kim et al. studied the texture development of extruded AZ61 alloy rods after ECAP processing.
93
The ECA processing was carried out parallel to the extrusion direction, with a rotation of 90° between the passes. Along with the grain refinement the initial fibre texture was replaced by a new texture with continuing ECAP passes. The texture changes to  after eight passes of ECAP (angles φ and φ are 90 and 30° respectively) along the extrusion direction. The authors suggest that after eight passes the basal plane is more oriented for slip. Neutron diffraction studies on extruded AZ31 alloy by Yi et al. showed that
after eight passes of ECAP (angles φ and φ are 90 and 30° respectively) along the extrusion direction. The authors suggest that after eight passes the basal plane is more oriented for slip. Neutron diffraction studies on extruded AZ31 alloy by Yi et al. showed that  fibre develops parallel to the extrusion direction. Similar results were obtained by Agnew et al. (Figs. 20 and 21). Mackenzie also found the result that the recrystallised AZ31 alloy has a strong
fibre develops parallel to the extrusion direction. Similar results were obtained by Agnew et al. (Figs. 20 and 21). Mackenzie also found the result that the recrystallised AZ31 alloy has a strong  texture and the basal plane is oriented parallel to the extrusion axis.
texture and the basal plane is oriented parallel to the extrusion axis.
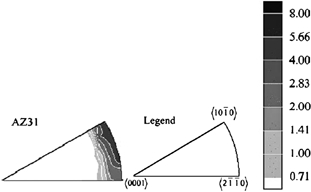
Changes in texture for ECAPed AZ31 as shown by inverse pole figures prismatic fibre is parallel to extrusion direction 97
Pole figure for extruded AZ80 alloy: extrusion direction on right 98
Effect of different texture on mechanical properties of Mg alloys
The  twin has an effect on the hardening behaviour in both compression and tension behaviour as shown by Barnett et al.33,35 The work hardening shows a higher value in compression than in tension. During ECAP processing, the yield stress of the AZ61 alloy shows a decrease in the yield stress.
25
This effect is as a result of texture changes as discussed in the previous section. The authors suggest that after the first pass the basal plane moves away from the extrusion direction and becomes more favourable for slip which decreases the yield stress. As the number of passes increases to eight, the basal plane is more favourable for slip and is shown by the high intensity of the basal plane in the pole figure. The Schmid factor is also the highest at this texture. Yoshida et al. suggested that activation of non-basal slip systems at high temperature during ECAP processing of AZ61 alloy also adds to the ductility. Perez-Prado et al. suggested the rolling of AZ61 alloy was assisted by the non-basal planes for deformation of sheets with larger thickness.
66
Similar results were obtained for AZ31. Jiang et al. showed that
twin has an effect on the hardening behaviour in both compression and tension behaviour as shown by Barnett et al.33,35 The work hardening shows a higher value in compression than in tension. During ECAP processing, the yield stress of the AZ61 alloy shows a decrease in the yield stress.
25
This effect is as a result of texture changes as discussed in the previous section. The authors suggest that after the first pass the basal plane moves away from the extrusion direction and becomes more favourable for slip which decreases the yield stress. As the number of passes increases to eight, the basal plane is more favourable for slip and is shown by the high intensity of the basal plane in the pole figure. The Schmid factor is also the highest at this texture. Yoshida et al. suggested that activation of non-basal slip systems at high temperature during ECAP processing of AZ61 alloy also adds to the ductility. Perez-Prado et al. suggested the rolling of AZ61 alloy was assisted by the non-basal planes for deformation of sheets with larger thickness.
66
Similar results were obtained for AZ31. Jiang et al. showed that  twins which evolve during hot deformation effects the flow curve of the AZ31 alloy by increasing the work hardening rate. The effect of asymmetric rolling on texture evolution and its effect on ductility has been studied by Watanabe et al.
90
The authors recorded improved ductility during rolling and suggested a change in the basal texture for the behaviour. Similar results were reported by Jeong et al. Some of the authors reported a gradient of texture across the sheet after rolling.90,91,93 This may be attributed to the temperature gradient or the shear during deformation. The authors suggested a short annealing treatment at 300°C homogenises the texture as well as the grain size.
twins which evolve during hot deformation effects the flow curve of the AZ31 alloy by increasing the work hardening rate. The effect of asymmetric rolling on texture evolution and its effect on ductility has been studied by Watanabe et al.
90
The authors recorded improved ductility during rolling and suggested a change in the basal texture for the behaviour. Similar results were reported by Jeong et al. Some of the authors reported a gradient of texture across the sheet after rolling.90,91,93 This may be attributed to the temperature gradient or the shear during deformation. The authors suggested a short annealing treatment at 300°C homogenises the texture as well as the grain size.
Conclusions
The hot working of the AZ alloys has been conducted by many processes such as rolling, uniaxial compression, extrusion, ECAP and torsion. The processes show that DRX behaviour operates during hot working of the AZ series alloys. Both DDRX and CDRX were reported to be in operation by various authors. Twinning mechanism was also seen in some of the alloys. Zener–Hollomon parameter has an effect on the grain size and the grain size decreased as the Z increased. Necklace structure formation was seen at intermediate strain levels during the hot deformation. The percentage of DRX grains is also a function of Z. There exists an optimum Z value which gives the highest percentage of DRX grains. For the AZ61 alloy RDX behaviour was also observed during initial passes of ECAP process which converts to CDRX during final pass. All the hot working operations resulted in fine grain sizes by different recrystallisation mechanisms. For the AZ91 alloy, the β phase has an influence on the recrystallisation process through PSN effect, however high homogenisation time before hot working diminishes this effect.
The activation energy of deformation as determined by different authors lie between 112 and 170 kJ mol−1 and close to the self diffusion value for pure Mg (135 kJ mol−1). The value of Z (which is a function of Qdef) used for the constitutive equations and in texture studies, lies between 10 7 and 10 14 s−1.
The constitutive equations derived by different authors show a linear relationship between stress and Z and the constants also show a good agreement in the literature.
Textural studies for the AZ alloys by different authors show strong basal texture for most of the work. At higher strains the basal plane shows inclination towards the RD. During rolling also the basal plane tilts towards RD which is also the result after uniaxial compression test. Extrusion texture shows basal plane oriented parallel to the Extrusion Direction ED. The basal texture improves the ductility along with the activity of non-basal planes at high temperatures.
The future research for AZ alloys should include more work to evaluate the constitutive relationships. Detailed textural studies for more alloys after hot working should be conducted including the orientation distribution function's for the alloys. AZ61 and AZ91 alloys need to be explored more in terms of hot deformation, textural studies and constitutive equations. Lastly hot rolling models, describing the flow stresses, microstructural and textural evolution should be dealt with in the future work by the researchers.