
Abstract
The effects of temperature on interface microstructure and strength properties of Ti/stainless diffusion bonded joint using Nb interlayer, processed in the temperature range 800–950°C for 1·5 h in vacuum were investigated. The stainless steel/Nb interface is free from intermetallic phase up to 900°C; however, Fe2Nb+Fe7Nb6 phase mixture has been observed at 950°C processing temperature. The Nb/Ti interface is free from intermetallic for all processing temperatures. The maximum tensile strength of ∼287 MPa (∼90% of Ti) and shear strength ∼222 MPa (∼75% of Ti) along with 6·9% ductility have been achieved in the diffusion bonded joints, when processed at 900°C. The bonded samples failure takes place through the stainless steel/Nb interface for all processing temperatures during the loading.
Keywords
Introduction
Ti and Ti alloy have high specific strength, high toughness at ambient temperature, excellent corrosion resistance for medium temperature applications and high creep resistance. They have a wide range of applications in aerospace, nuclear and chemical industries.1–4 Consequently, development of appropriate joining technique has significant importance for their efficacious use in industries. The existing methods for joining Ti and Ti alloys to stainless steel (SS) include welding, brazing and diffusion bonding; however, the conventional fusion welding of Ti alloys must be performed in inert gas atmospheres with appropriate controlled conditions due to the reactive nature of Ti alloys. On the other hand, the wide differences in physical and chemical properties of the two dissimilar materials will lead to chemical, mechanical and structural inhomogeneities.5–7
The direct bonding of Ti alloy to SS exhibit the formation of various types of intermetallic compounds formed in the diffusion zone due to the limited solid solubility of Fe, Cr, Ni and Ti with each other and the bonding temperature plays a critical role in the formation of intermetallic phases, which makes the transition joints brittle. The formation of an intermetallic phase also causes the problem of residual stresses resulting from mismatch due to thermal expansion. 2 8 2,8,9 Kato et al.2 reported that diffusion bonding of Ti to SS provides a maximum bond strength ∼60% of that of Ti along with ∼2·2% breaking strength when processed using a thermal cycle of 877–927°C. Ghosh et al.10 reports that solid state bonding of Ti to 304 SS was carried out at 800–950°C for 5·4 ks under 3 MPa pressure and maximum bond strength of ∼242 MPa was achieved though Fe2Ti4O, and Fe2Ti and Cr2Ti have been formed at the interface. In an earlier investigation, the authors improved the strength and ductility properties of diffusion bonded joints between Ti and 304 SS using Ni or Cu individually as an intermediate material.6,11 In this respect, Nb can also be considered as it does not form any intermetallic compound with Ti. From the binary phase diagram, Nb–Ni intermetallic compounds such as NbNi3 and NbNi are formed with increasing Ni content and intermetallic compound of Cr–Nb occurs at 63–69 at.-%Cr. The binary phase diagram of Fe–Nb shows that the intermetallic compounds like Fe2Nb and Fe7Nb6 are formed at 22–42 at.-%Nb and 47–50 at.-%Nb respectively.12
In the present work, efforts have been exerted to join Ti and SS using Nb as an intermediate material in the temperature range of 800–950°C for 1·5 h in vacuum under 3 MPa uniaxial pressure. It also focuses the effects of bonding temperature on the interface microstructure and mechanical properties.
Experimental
Ti and 304 SS were used in the form of 35 mm diameter rod in hot rolled condition. Nb foil of 99·4 wt-% purity and 300 μm thickness was used as an intermediate material. The chemical composition of commercially pure Ti is Ti–0·02C–0·10Fe–0·15O–0·02N–0·0011H and that of 304 SS is Fe–0·06C–1·38Mn–0·37Si–0·013S–0·03P–18·15Cr–8·50Ni–0·005N (wt-%). The room temperature mechanical properties of the base metals and intermediate materials are presented in Table 1. Cylindrical samples 30 mm long and 15 mm in diameter were machined from 35 mm diameter rods of parent metals.
Mechanical properties of base metals at room temperature

In all cases, mating surfaces of SS and Ti samples were prepared by conventional grinding and polishing technique to obtain a surface roughness of ∼0·6 μm. The Nb foil of 300 μm thick was used as an intermediate material and both the surfaces of the interlayer were polished in the same fashion. The mating surfaces were cleaned in acetone and dried in air. The SS |Nb| Ti assembly was kept in contact in a fixture and was inserted in a vacuum chamber. The diffusion bonding was carried out in the temperature range of 800 to 950°C for 1·5 h in steps of 50°C for 1·5 h in (2–5)×10−4 Pa vacuum. The compressive stress of 3 MPa was applied along the longitudinal direction of the sample and the stress was measured at room temperature. Heating was performed at the rate of 0·24°C s−1 during processing and after the operation; the samples were allowed to cool in vacuum at a cooling rate of 0·1°C s−1 up to 300°C.
For metallographic examination, the bonded joints were sectioned in transverse direction to the bond line, grounded and polished. Polished surfaces of the bonded couples were examined in a scanning electron microscope (Leica S440) in backscattered mode (SEM-BSE) to obtain finer structural details in the diffusion zone. The electron probe microanalyser (CAMECA SX 100) was used to get the elemental concentration profiles across the diffusion interfaces. The Kα lines of Ti, Fe, Ni and Cr are generated at an operating voltage of 15 kV and specimen current of 12×10−8 A. The LiF crystal was used to diffract the corresponding characteristic X-ray radiation. The presence of intermetallic phases on the fracture surfaces was confirmed by X-ray diffraction technique (Philips PW 1840) using a Co target. The scanning range of 30–100° with a step size of 0·01° ( = 2θ) was used during diffraction study. Fracture surfaces of bonded samples were observed in secondary electron mode of SEM (Leica S440) using energy dispersive spectroscopy (Oxford 5431) to reveal the nature and location of failure under shear loading.
Tensile properties of the transition joints were evaluated in a universal testing machine (Instron 4204) at a crosshead speed of 8·33×10−4 m s−1 at room temperature. Cylindrical tensile specimens were machined as per ASTM specification E8M-96 with gauge diameter and length of 4 and 20 mm respectively. The interlayer was at the centre of the gauge length. Shear strength of bonded joint was evaluated at room temperature using a screw tensile testing machine set at a crosshead speed of 8·33×10−3 m s−1. Shear test specimens were machined to a diameter of 10 mm. Four samples were tested at each process parameter to check the reproducibility of results. The microhardness measurement of the polished bonded samples was carried out on a diamond micro-indenter using a 15 gf load for 15 s duration.
Results and discussion
The optical micrographs of the bonded samples are given in Fig. 1. It is clear from the micrographs that the bonded samples are free from discontinuity and cracks. Certain amounts of diffusion have occurred in both the interfaces. At the Nb/Ti interface, heavily etched region has been observed and their widths increase with the increase in bonding temperature. On the other hand, SS/Nb interface is planar in nature and a very thin diffusion layer has been revealed for all the diffusion bonded samples.
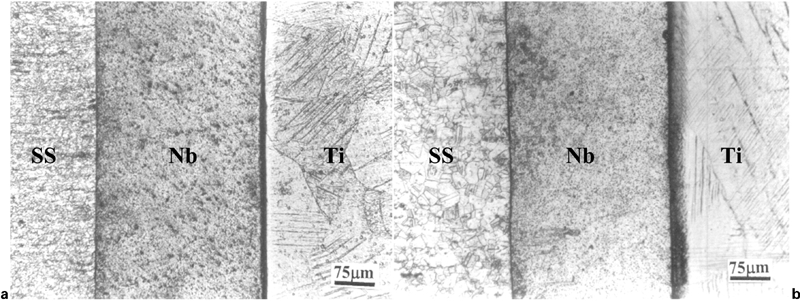
Optical microstructure of bonded samples processed for 1·5 h at a 850°C and b 950°C
The SEM-BSE images of the transition joints are given in Fig. 2. Both the SS/Nb and the Nb/Ti interfaces are resolved at higher magnifications. The composition of the chemical species was determined near the two bond lines are given in Fig. 3. At the Ti/Nb interface, the composition gradually changes for Fe, Cr, Ni and Nb. From the SEM-BSE images, these heavily etched regions (from optical micrographs) are characterised by the presence of a light shaded reaction zone and the Widmanstatten α–β Ti structure. Nb is a β-stabilising element and after migration in Ti lattice, it lowers the eutectoid transformation temperature of Ti and the acicular α–β Ti occurs from the decomposition of β-Ti during cooling.2,11 The Ti/Nb interface is free from any other intermetallics. Presence of Ti (about 9·1–19·2wt-%) in the Nb side (near the interface) indicates substantial diffusion of the two alloying elements for all the bonding temperatures. Similarly, Nb also migrates to the Ti substrate in adequate quantity (about 21·2–35·9 wt-%) and formed β-Ti phase.
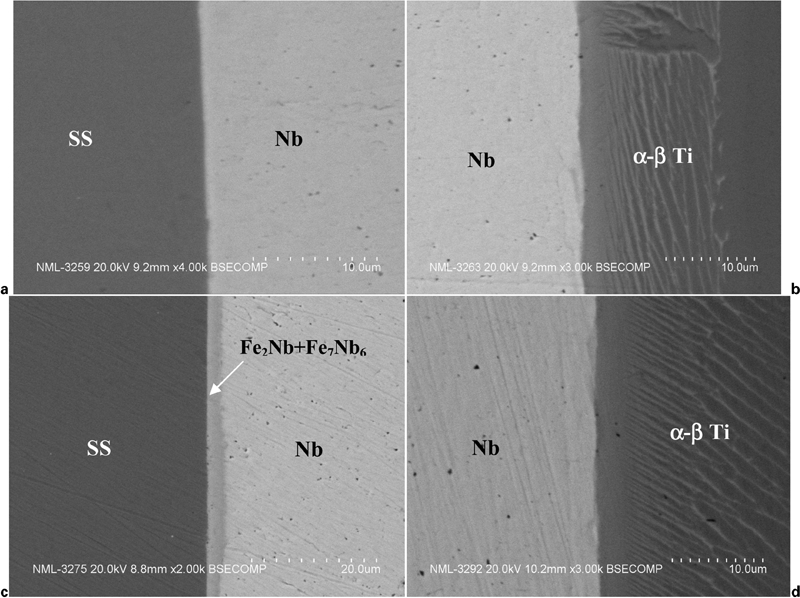
Images (SEM-BSE) of bonded samples processed for 1·5 h
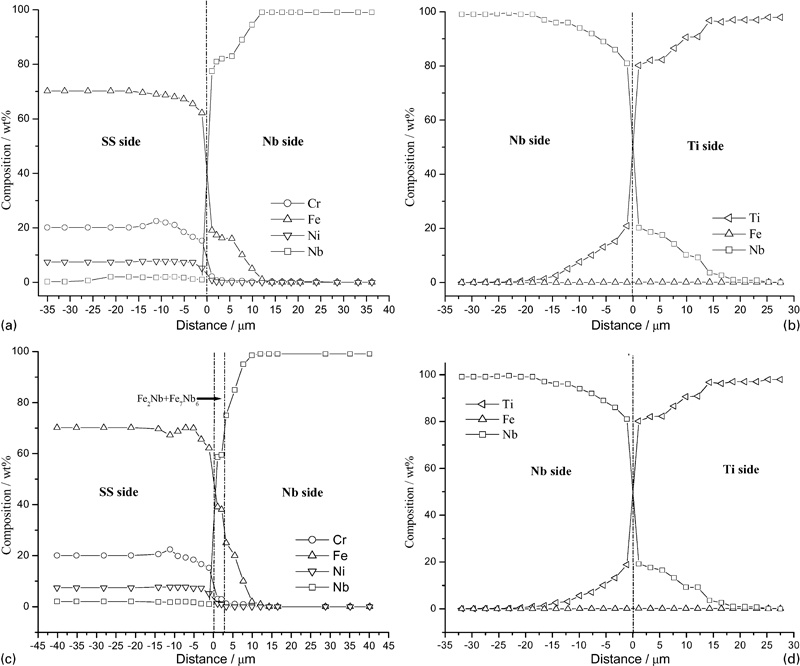
Quantitative elemental concentration profiles of bonded samples processed for 1·5 h
At the SS/Nb interface, intermetallic layer has not been formed up to the bonding temperature of 900°C. However, above 900°C a thin diffusion layer has been observed with the composition of Fe (about 37·1–38·9 wt-%) and Nb (about 56·8–60·9 wt-%) with small amounts of Cr (1·2–2·5 wt-%) and Ni (bal.). Hence, the Fe–Nb binary phase diagram indicates that this layer is perhaps the Fe2Nb+Fe7Nb6 phase mixture having thickness of ∼2·63 μm.12
The X-ray diffraction studies confirmed the presence of different intermetallics in the fracture interfaces and are given in Fig. 4. X-ray diffraction study manifests the formation of intermetallic phases such as Fe2Nb, Fe6Nb7, FeNbO4 and NbO2 which are present for all the processing temperatures. Micrograph of SEM reveals that at the SS/Nb interface Fe2Nb and Fe6Nb7 have not been observed at or below 900°C processing temperature due to very low volume fraction. FeNbO4 and NbO2 are observed in X-ray diffraction study presumably due to higher affinity of Nb for oxygen. So Nb oxides might have formed after fracture.
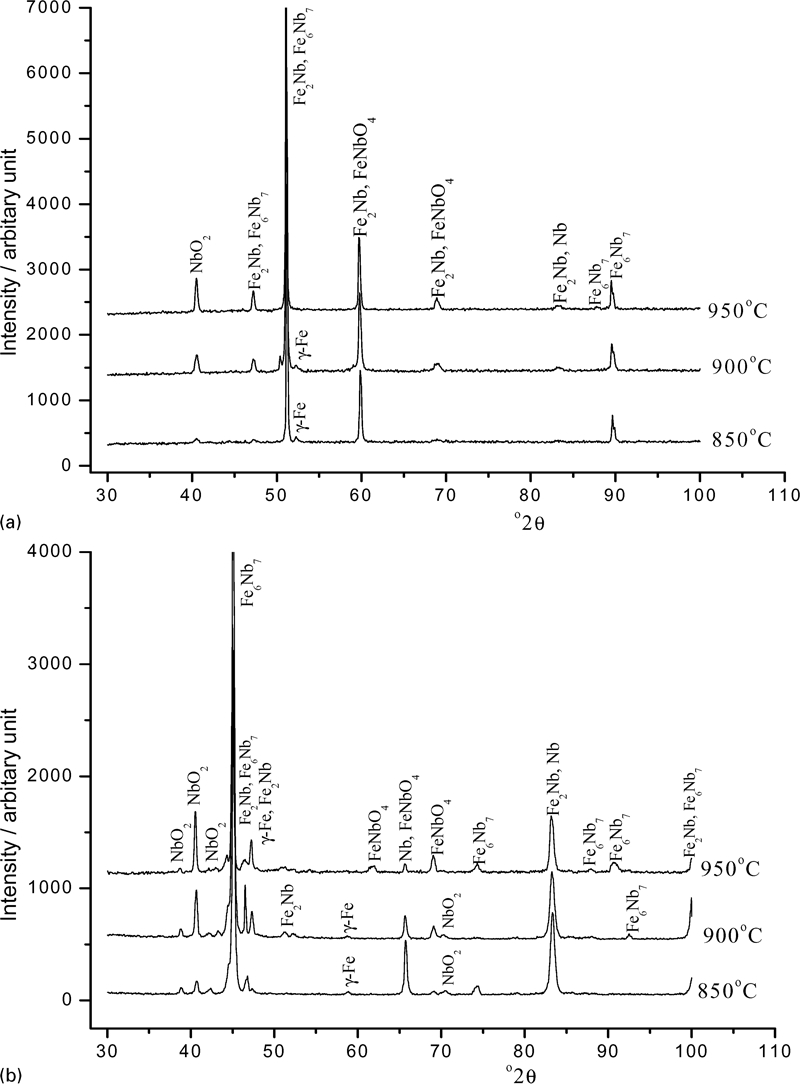
X-ray diffraction analysis of shear fracture surfaces of bonded couples processed for 1·5 h at a SS side and b Ti side
The variations in mechanical properties of diffusion bonded joints with the change in bonding temperature are shown in Fig. 5. It can be seen from the diagram that the bond strength gradually increases with the increase in bonding temperature. At a lower processing temperature, bond strength is low due to the lack of contact between the mating surfaces as the yield stress of the material still remains high and the plastic collapse of the mating surfaces is also minimum. With the increase in bonding temperature, contact between the mating surfaces increases due to the increase in the plastic collapse and the tensile strength of the bond materials gradually increases.10 Maximum tensile strength of ∼287·5 MPa and shear strength of ∼222·1 MPa along with ∼6·9% elongation are obtained at 900°C due to the increased contact area between the mating surfaces and also promotes the interdiffusion of alloying elements. The tensile strength exhibits a substantial improvement with respect to the values of those of directly bonded commercially pure Ti and SS joints.10 With the increase in bonding temperature up to 950°C, the strength of the bonded sample drops due to the formation of Fe2Nb+Fe7Nb6 intermetallic at the Nb/SS interface. Figure 6 shows the microhardness of the bond interfaces at various bonding temperatures. At 950°C bonded samples have maximum hardness values at the SS/Nb interface as compared to the other bonded samples due to the presence of Fe–Nb base compound at the bond interface.
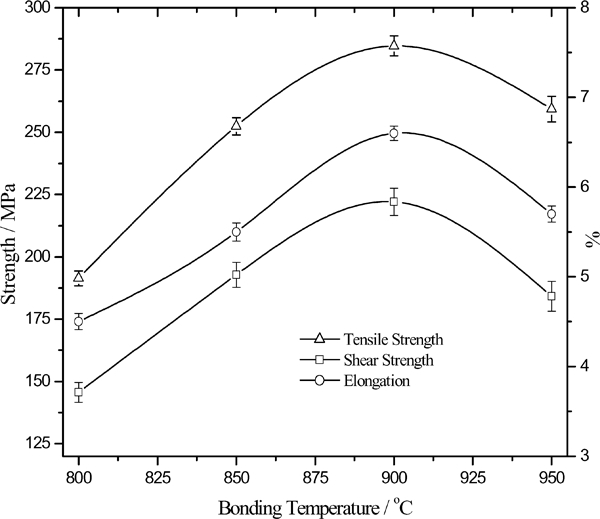
Mechanical properties of SS/Nb/Ti diffusion bonded joints as function of holding temperature for 1·5 h
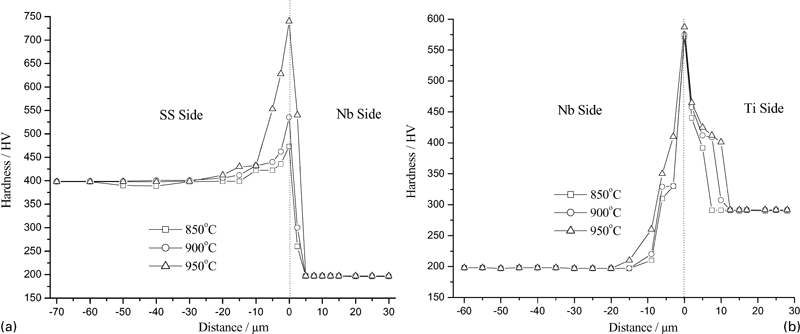
Microhardness measurement of bonded joints across a SS/Nb interface and b Nb/Ti interface
Fracture surfaces of the diffusion bonded joints are given in Fig. 7. Intergranular fracture has been observed in all the fracture surfaces. In fracture surface of the sample processed at lower temperature (Fig. 7a), voids are observed and these voids decrease with the increase in bonding temperature due to the larger contact between the mating surface increases. The bright and shaded regions have been observed in fracture images. The bright region of the fracture surface at higher processing temperature is Fe2Nb+Fe7Nb6 phase mixture with the composition of Nb (about 56·8–60·9 wt-%) and Fe (about 37·1–38·9 wt-%), Cr (1·2–2·5 wt-%) and Ni (bal.). The shaded region is a solid solution of Fe and Cr in Nb with Fe (about 6–8 wt-%) and Cr (1·5–3wt-%). From the fracture surface, it is revealed that failure takes place through the SS/Nb interface.
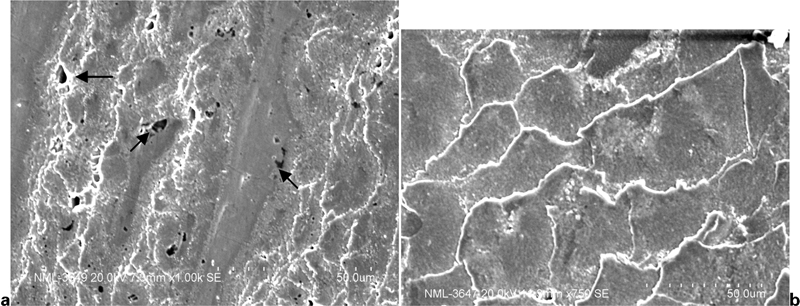
Fracture surface of bonded samples processed for 1·5 h at Ti side at a 800°C and b 950°C
Conclusions
The effect of temperature on the microstructure and strength properties of Ti/SS joints produced by diffusion bonding using a Nb interlayer was investigated and the following conclusions are drawn.
A thin Nb foil was successfully used as an interlayer in the diffusion bonding of SS to Ti. Interfacial microstructures strongly depend on the holding temperature and consequently influence the strength of the joints. The maximum tensile strength of ∼287 MPa and shear strength of ∼222 MPa along with 6·9% ductility have been achieved in the diffusion interface, when processed at 900°C temperature.
Images of SEM-BSE shows that, the SS/Nb interface is free from intermetallic compounds up to 900°C processing temperature; however, the layer wise Fe2Nb+Fe7Nb6 phase mixture was observed at 950°C processing temperature. The Nb/Ti interface is free from intermetallic compound for all the processing temperatures.
Observation from X-ray diffraction study and fracture surface, it is revealed that failure takes place through the SS/Nb interface.