
Abstract
In the present paper, various types of dispersoids possibly formed during homogenisation of AA7020 alloy containing Cr, Zr and Mn are described. It shows that, in addition to the Zr containing dispersoids, three other types of dispersoids may be present in the homogenised microstructure of AA7020 aluminium alloy. These dispersoids are Cr and Mn containing ones and the one with a mixture of different elements. The Zr and Cr containing dispersoids are formed in the grain interior at all of the homogenisation conditions. However, the Mn containing ones form only in the grain boundary regions in the vicinity of Al17(Fe3·2,Mn0·8)Si2 particles at temperatures ⩾510°C and holding times longer than 4 h.
Introduction
Dispersed particles exert a retarding force or pressure on low and high angle grain boundaries, which has a profound effect on the behaviour of aluminium alloys in terms of recovery, recrystallisation and grain growth.1 A large amount of experimental research in addition to modelling efforts2–16 has been carried out to understand the conditions under which the dispersoids form and the effect of homogenisation parameters on the evolution of the dispersoids, with the aim of maximising the effect of pinning the grain boundaries to retard recrystallisation and grain growth. Most of the previous researches10–16 focused on Al3Zr as the only dispersoids present in the microstructures of the 7xxx series aluminium alloys. On the other hand, the formation of the other types of dispersoids in other series of aluminium alloys was a subject of extensive research. For example, in AA 3xxx series aluminium alloys, the formation of Mn containing dispersoids and their effect on the recrystallisation behaviour of the alloys were investigated.2–4 In AA 6xxx series aluminium alloys, different kinds of dispersoids, i.e. Zr, Mn and Cr containing ones were found to play individual roles in recrystallisation inhibition.5–9 In the case of AA 7xxx series aluminium alloys, the formation of Zr and Sc containing dispersoids has been investigated.10–16 For example, Robson and Prangnell10 and Robson,11 investigated the effect of Zr addition on the dispersoid formation and recrytallisation fraction after hot deformation. It was concluded that, using an optimum two-step homogenisation treatment, a smaller fraction of recrystallisation could be obtained. Robson12 further studied the effect of Sc on the formation of dispersoids, as Sc was expected to eliminate the dispersoid free zones, as observed in the scandium free AA7050 alloy, thus greatly increasing the recrystallisation resistance. Morere et al.15 investigated the influence of Al3Zr dispersoids on the static recrystallisation of hot deformed AA7010 alloy. It was found that the fraction recrystallised decreased with increasing Zr content and deformation temperature and decreasing dispersoid size.
A comprehensive investigation on the formation and characterisation of Cr and Mn containing dispersoids in AA 7xxx series aluminium alloys during homogenisation is scarce, although Cr, Zr and Mn containing dispersoids commonly coexist in these alloys. Since energy dispersive X-ray (EDX) analysis of all the individual dispersoid particles during the investigations to optimise the homogenisation treatments is practically impossible, clear characterisation of different types of dispersoids with a combination of analytical methods is of prime importance and was the objective of this research.
Experimental
Two-centimetre cubic specimens were cut from the centre of a direct chill (DC) cast AA7020 ingot. The chemical composition of the alloy used in this study is Al–0·29Si–0·31Fe–0·20Cu–0·36Mn–1·22Mg–4·37Zn–0·001Ti–0·10Cr–0·20Zr. Isothermal homogenisation treatments were performed in a salt bath at temperatures of 390–550°C for 2–48 h at each temperature. Following the heat treatments, the samples were water quenched. The samples were examined using a JEOL 6500 field emission gun scanning electron microscope (FEGSEM). The optimum operating voltage and current were found to be 10 kV and 1 nA respectively. It was found that, with these settings, dispersoids as small as 10 nm in diameter could be detected.
Energy dispersive X-ray analysis was performed with an analyser attached to the FEGSEM to determine the chemical compositions of the particles in the homogenised microstructures. In order to keep the analysis volume in the EDX measurements as small as possible, the analysis was performed on TEM samples with an average thickness of 100 nm or less. Discs having a diameter of 3 mm were punched from the samples and ground down to <60 μm, followed by electropolishing in a solution of 30 nitric acid and 70 methanol cooled to −25°C in a double jet polishing unit at 20 V. For TEM analysis, a CM30T Philips transmission electron microscope (300 kV) was used.
For electron probe microanalysis (EPMA), the measurements were performed with a JEOL JXA 8900R microprobe using an electron beam with an energy of 15 keV and beam current of 50 nA employing wavelength dispersive spectrometry. The composition at each analysis location of the sample was determined using the X-ray intensities of the constituent elements after background correction relative to the corresponding intensities of reference materials. The thus obtained intensity ratios were processed with a matrix correction program CITZAF.17 The points of analysis were located on lines with increments of 2 μm and involved the elements Cr, Mn, Cu and Zr. Al was measured by difference.
Results and discussion
Table 1 shows the results of EDX analysis on more than 450 dispersed particles in a size range of <100 nm with different shapes and locations with respect to the grains, i.e. grain interior and grain boundary regions in the alloy homogenised under various conditions. It was possible to differentiate among four types of dispersoids: Zr (type 1), Cr (type 2), dispersoids containing Mn (type 3) and dispersoids containing a mixture of various elements (type 4). The number fraction of each dispersoid type, out of 450 dispersoids counted, is also presented in Table 1. It can be seen that 62 of the dispersoids are Zr containing, which indeed account for the majority of the dispersed particles. The number fractions of the other types (1, 2 and 3) are 23, 14 and 1 respectively. As also shown in Table 1, at the grain boundary regions, i.e. 5 μm from both sides of the grain boundary particles [Al17(Fe3·2Mn0·8)Si2 particles], the number fraction of the Mn containing dispersoids (type 3) reaches 93. However, this type of dispersoids was only observed after homogenisation at 510°C and higher and especially for holding times of 4 h or longer. It can be seen that the number fraction of Zr and Cr containing dispersoids at the grain boundary regions are only 2 and 1 respectively.
Chemical compositions and number fractions of different types of dispersoids detected in microstructure of AA7020 aluminium alloy after different homogenisation treatments
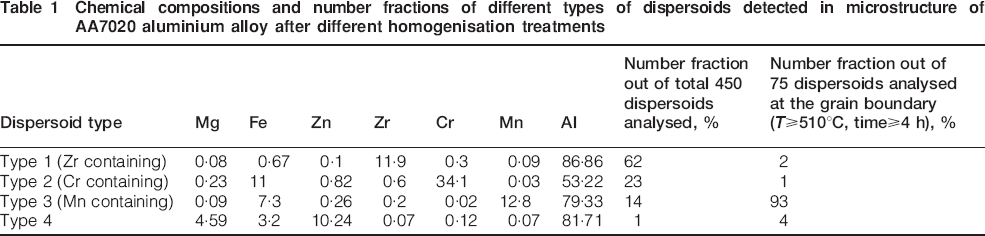
Figure 1a gives a close-up view of different types of disperoids. It is clear that the spherical Zr containing ones (type 1) are the smallest, while the Cr containing ones (type 2), which are fully spherical, are the largest. The small sizes of the Zr containing dispersoids may be attributed to the very low diffusion rate of this element in aluminium matrix.18 Type 3, also semispherical in shape, is not present in the grain interior, thus not shown in Fig. 1a. It will be presented in Fig. 2. Type 4, which has an elliptic or rod shape morphology, is also shown in Fig. 1a.
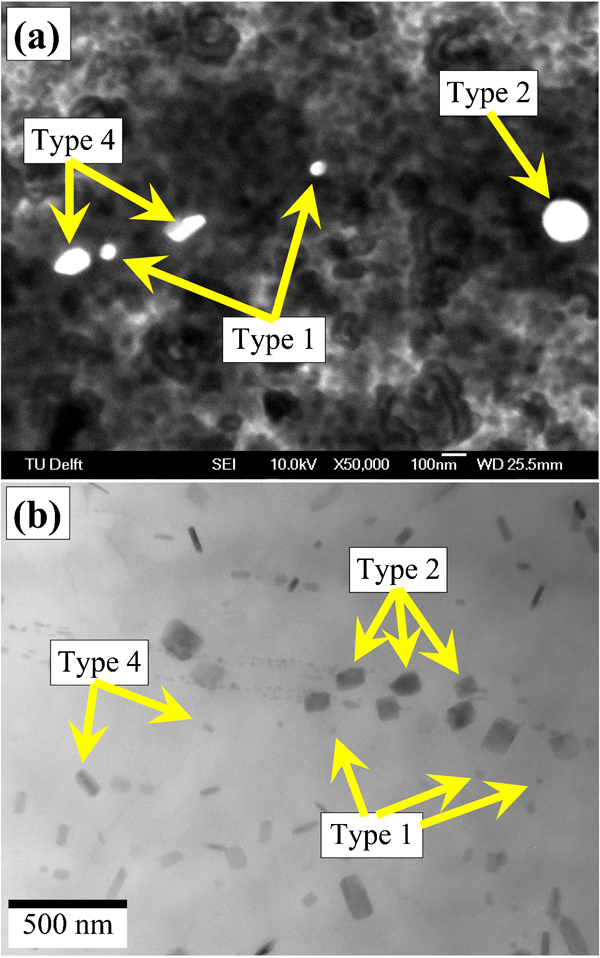
a close-up view of different types of disperoids in sample homogenised at 510°C for 8 h and b TEM image of dispersoids in same sample
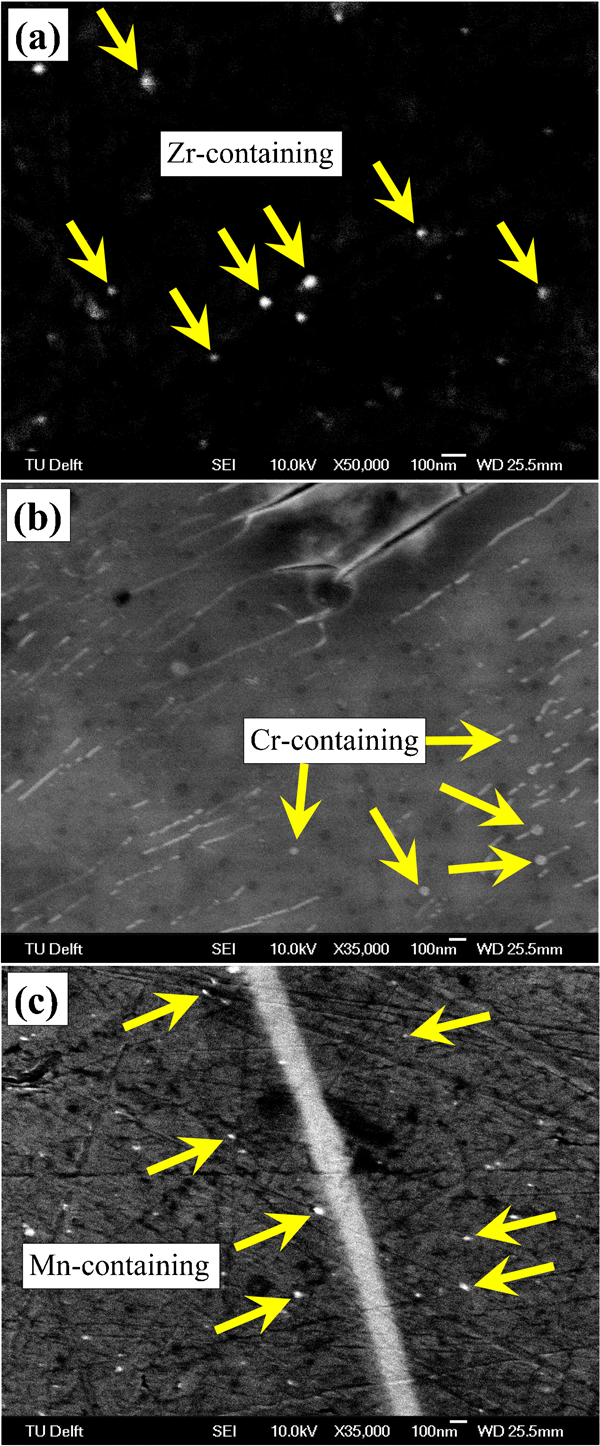
Distributions of different types of dispersoids after homogenisation at 510°C for 8 h
To assure how trustable are the sizes of the particles observed with FEGSEM, TEM analysis was also performed on the same sample, and the results are presented in Fig. 1b. It can be seen that the same three different types of dispersoids are present in the TEM image with an approximately same size range.
Figure 2 shows the distributions of the different types of dispersoids after homogenisation. Figure 2a and b illustrates that the distributions of Zr and Cr containing dispersoids (types 1 and 2) were captured in the grain interior. The number densities of these types decrease significantly with decreasing distance towards the grain boundaries.
Al3Zr dispersoids with the L12 and DO23 structures are generally known in the literature.19–21 Spherical shapes and small sizes in the range of <50 nm suggest that the Zr containing dispersoids shown in Fig. 1 have the L12 structure.19–21
Figure 2c illustrates the distribution of Mn containing dispersoids in the vicinity of an Al17(Fe3·2,Mn0·8)Si2 particle. It is clear that most of the particles in this region are Mn containing dispersoids. Their number density inside the grain interior is however almost zero. During the analysis, it was not possible to capture a region with a sufficiently large number of type 4 dispersoids. Therefore, no figure showing the distribution of this type could be presented in Fig. 2.
The results of quantitative Zr, Cr and Mn measurements from a linescan across a grain in the as cast microstructure of the AA7020 alloy are shown in Fig. 3. It can be seen that the concentrations of Zr and Cr in the grain interior are higher than what would be expected from the peritectic Al–Zr and Al–Cr phase diagrams.22,23 The lowest concentrations of Zr and Cr are found at the grain boundaries, which is in agreement with the finding of other researchers.10,11 The fluctuations in the Zr concentration across the analysed region reflect the underlying dendritic structure within each grain. The measurements made close to the centre of the dendrite arms show that the Zr and Cr concentrations exceed their nominal values of 0·2 and 0·1 wt- respectively. These regions solidified first during DC casting and were thus enriched in Zr and Cr. However, a significant fraction of the grains contain Zr and Cr levels below the nominal values. In particular, very low Zr and Cr levels were found near the grain boundaries and interdendritic regions. Therefore, it can be concluded that the reason for the small numbers of Zr and Cr containing dispersoids in the grain boundary regions is the negligible concentrations of these elements in these regions due to microsegregation during DC casting.
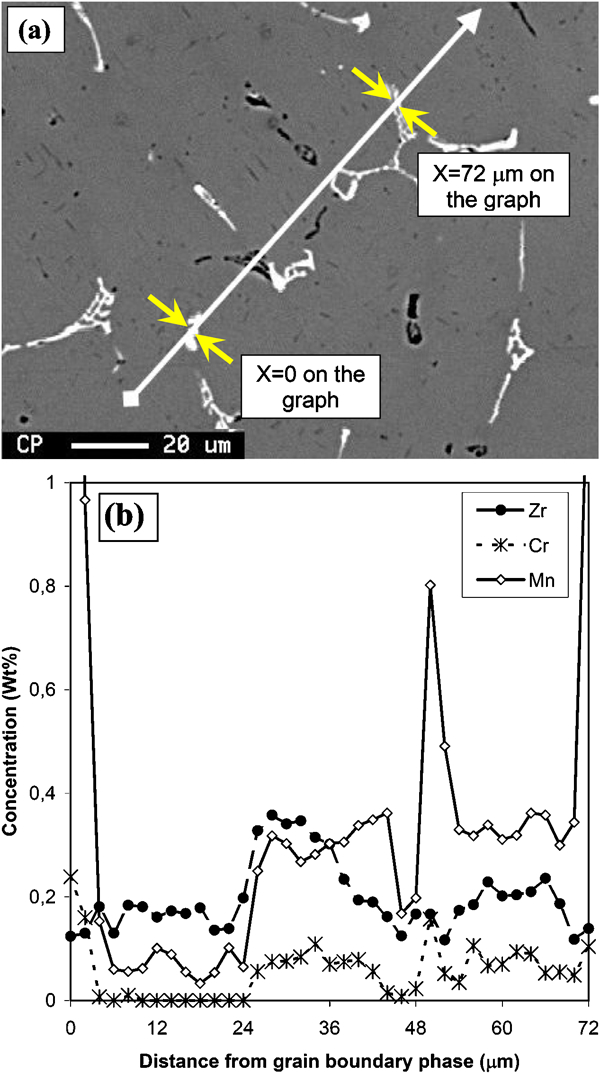
Electron probe microanalysis a scan and b analysis showing segregated Zr, Cr, Mn and Al at cell boundaries of as cast microstructure in AA7020 aluminium alloy
It should be mentioned that the experimental observations of the distribution of Zr containing dispersoids inside grains prove that their distribution changes with homogenisation temperature.24 The number density of Zr containing dispersoids at the regions close to grain boundaries increases slightly by decreasing the homogenisation temperature. This is in agreement with the results obtained by Robson.11,12 The aim of this research was to differentiate qualitatively between different types of dispersoids. A database has been compiled from different temperatures and average values obtained. Within the temperature range investigated, the differences were within the range of errors, and therefore, they are not reported in the present paper.
As indicated before, most of the dispersoids in the grain boundary regions are Mn containing ones. They are almost absent in the grain interior. The results of the EPMA analysis confirmed that the Mn concentration in the as cast microstructure in the grain interior is less than the solid solubility limit of Mn at the mentioned homogenisation temperatures.25 Therefore, the reason for no Mn containing dispersoids formed in the grain interior is a very small concentration of Mn in this region. The peak in Mn concentration presented in Fig. 3 corresponds to the measurements made on or close to the intermetallic Al17(Fe3·2,Mn0·8)Si2 particles (grain boundary phases) at the grain boundaries. This is in agreement with the previous measurements of the authors’ concerning on the composition of the grain boundary phases.26,27 The zero concentration of Mn in the grain interior and the peaks in Fig. 3 indicate that, during solidification, most of the Mn element localised in the grain boundary regions formed the Al17(Fe3·2,Mn0·8)Si2 particles located at the grain boundaries.
As mentioned earlier, the Mn containing dispersoids only form at high temperatures (>510°C) and holding times longer than 4 h and only in the grain boundary regions. During homogenisation at high temperatures, these particles may dissolve in the microstructure, thus increasing the Mn concentration in the grain boundary regions.27,28 Figure 4 shows typical results of EPMA measurements of Mn concentration from a linescan across a grain in a sample homogenised at 550°C for 8 h. It is clear that the Mn concentration in the regions close to the Al17(Fe3·2,Mn0·8)Si2 particles increases, which is attributed to the dissolution of Al17(Fe3·2,Mn0·8)Si2 particles27,28 during homogenisation under this condition. This results in the formation of Mn containing dispersoids close to the grain boundary. However, the Mn concentration in the grain interior changes slightly as confirmed by the present EPMA analysis (Fig. 4) and also from modelling results,27,28 mainly because of the low diffusion rate of Mn in the aluminium matrix.29 As a result, the Mn concentration is too small in the grain interior to form the Mn containing dispersoids.
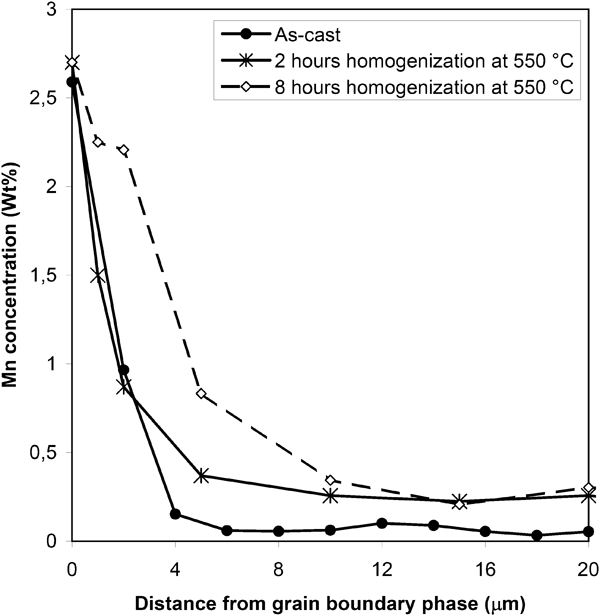
Electron probe microanalysis analysis showing Mn concentration across grain of AA7020 aluminium alloy homogenised at 510°C for 8 h
Table 2 shows the characteristics of the four types of dispersoids possibly formed in the homogenised AA7020 alloy, i.e. formation temperature, sizes, location and morphology. The deviation expresses the ratio of the number of the particles with the mentioned characteristics that showed different chemical compositions to the total number of the particles with the mentioned characteristic that were analysed. The Zr, Cr and Mn containing dispersoids have deviations of only 3, 5 and 4·5 respectively. It indicates that the characteristics presented in Table 2 are reasonably accurate to differentiate between these types of dispersoids. It should be noted that the deviation of type 4 is not reported since the dispersed particles of this type are rare in the microstructure.
Characteristics of different types of dispersoids in AA7020 after 4 h homogenisation at different temperatures
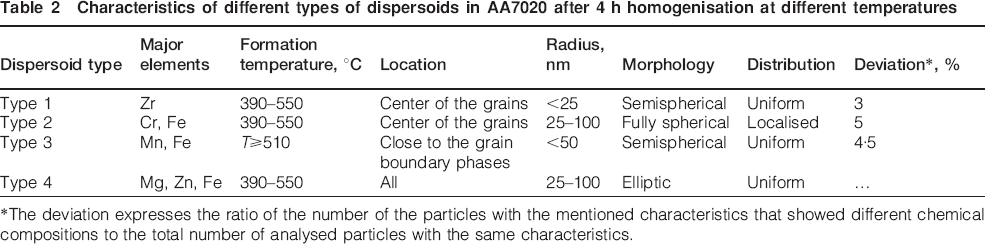
*The deviation expresses the ratio of the number of the particles with the mentioned characteristics that showed different chemical compositions to the total number of analysed particles with the same characteristics.
Conclusions
Four different types of dispersoids possibly formed during homogenisation in the AA7020 aluminium alloy were characterised. The results lead to the following conclusions.
In addition to the well known Al3Zr dispersoids, three other types of dispersoids are also present in the homogenised microstructure of the AA7020 aluminium alloy.
The number densities of Zr and Cr containing dispersoids are large in the grain interior and very small in the grain boundary regions. These two types of dispersoids appear to be fully spherical and are formed under all the homogenisation conditions.
The Mn containing dispersoids only form when the homogenisation temperature is equal to or higher than 510°C and at holding times longer than 4 h. The number density of these dispersoids is close to zero in the grain interior but becomes high in the grain boundary regions.