
Abstract
Cu wire is increasingly used in microelectronics packaging manufacturing. In the present paper, the deforming procedure of 100 μm diameter Cu free air balls (FABs) is studied using experimental and finite element (FE) methods. Experimental results show that the superimposed ultrasound can make the Cu FAB softer. Then a non-linear FE model is built to study the deforming process of the Cu FAB. Numerical experiments have been carried out to quantify the effects of superimposed ultrasound on the constitutional model of Cu FABs. An improved power law material model is then established to take into the dynamic acoustic softening effects. A good consistency is achieved in numerically predicted and experimentally obtained deformations of the Cu FAB under various ultrasonic intensities.
Introduction
At present, more than 90% semiconductor chips are packaged using wire bonding technology in IC packaging industry.1 The interconnection on the IC side is formed using a ball bond that is bonded to a bondpad with a combination of force, heat and ultrasonic energy, as shown in Fig. 1. Gold is the most common material used in wire bonding. However, in recent years, Cu wire bonding has become more popular due to its lower cost, better electrical and thermal properties, superior mechanical performance and lower intermetallic compound growth rates.2–7
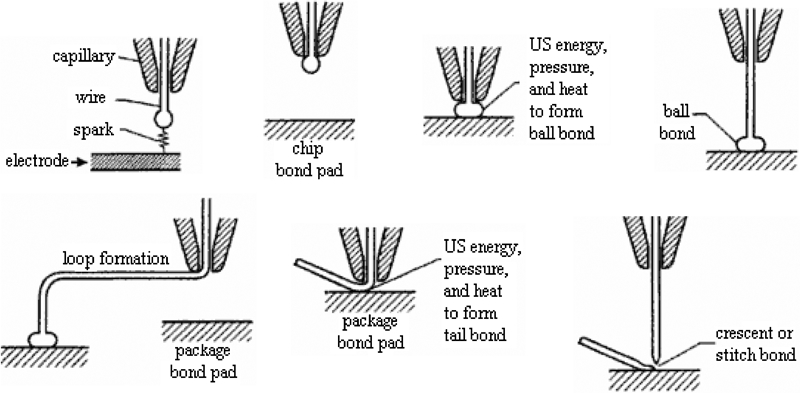
Schematic of thermosonic wire bonding procedure
At present, experimental methods are used primarily to investigate the bonding abilities and optimise the bonding processes.3,5,8 To complement experimental characterisation, finite element (FE) analysis is also used to study the Cu wire bonding process.6,9,10 Toyozawa6 estimated the influence of the underpad Al film thickness on the silicon oxide film's surface stress during Cu bonding. Yeh9 and Degryse10 both studied the effects of mechanical properties of Cu low-k on the pad stress in Cu wire bonding. However, in the previous FE studies, acoustic softening effect11–13 was not considered. Langenecker11 reported that the shear stress decreases as the metal deforming with ultrasound irradiation. And with the increase of the ultrasound power, the stress decreases. Culp13 suggested that the deformation force (DF) reduction due to the ultrasonic irradiation was proportional to the ultrasound power. Langenecker11 also found that the acoustic softening effect had a great influence on metal forming as the stress could even drop down to ‘zero stress’ when the ultrasound power was large enough. Thus, the calculated Cu ball deformation is not accurate in the previous Cu wire bonding simulations.
In the present paper, both experimental and FE methods are used to study 100 μm diameter Cu free air balls (FABs) deforming procedure under various DF and ultrasound level combinations. Acoustic softening effect is observed in the experiment and is considered in the FE analysis. Improved mechanical model is established and accurate numerical deformation results are obtained.
Experimental
Experimental procedure
An ESEC WB3100 automatic wire bonder with an ultrasonic vibration frequency of 127·9 kHz is used for wire bonding in the present study. A commercially available 99·99% purity 50 μm diameter standard Cu wire from MK Electron Co. Ltd is used for bonding on Ag plated leadframes. The electrical flame-off (EFO) parameters for the formation of the 100 μm diameter FABs studied in the present paper are shown in Table 1. In order to prevent the oxidation of the molten Cu during the EFO process, a forming gas mixture of 5%H2+95%N2 with a flow rate of 0·5 L min−1 is used.14 A capillary with hole, chamfer, and tip diameters of 64, 86 and 180 μm respectively is used for bonding. The capillary chamfer and face angles are 90 and 8° respectively. The bonding temperature used is 220°C.
Parameters for forming 100 μm diameter Cu balls

The ultrasound levels used in the present study are expressed in units of %, where 1% is equivalent to a peak to peak vibration amplitude of 26·7 nm measured at the horn tip. The ultrasound level spans a range of 0 to 100% (machine limits). The online deformability test15–17 is used to obtain a measurement of the ball height (BH) during bonding. The BH is used to measure the amount of deformation that has taken place after the applied DF combined with the ultrasound. For the 100 μm diameter Cu FAB, the initial BH is ∼77·7 μm. During bonding, the constant loading rate is used.
Results and discussion
Figure 2 shows the effect of the increasing superimposed ultrasonic power on Cu BH. As shown, without ultrasound, the average BH decreases linearly with increasing DF. When ultrasound is applied, the BH decreases under the same DF, which indicates a larger deformation. Therefore, ultrasound decreases the hardness of Cu ball. With increasing ultrasonic power, the acoustic softening effect increases. Subsequently, an increase is in deformation, which is consistent with the observations in.11
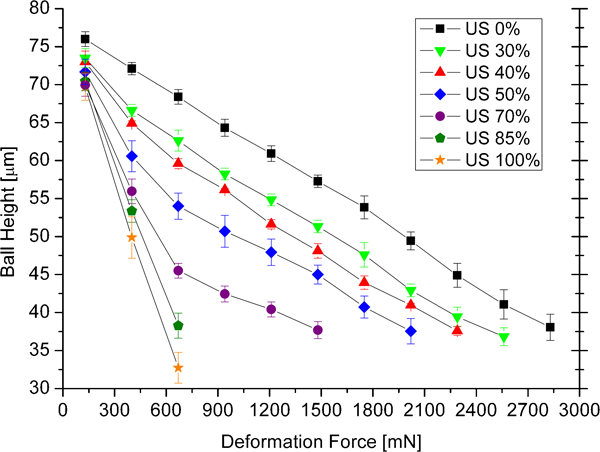
Ball height versus deformation force under various ultrasound levels: US, ultrasound; error bars indicate one standard deviation
For plastic deformations to occur, dislocation movement is necessary.12 In their movement, the dislocations overcome obstacles. During plastic deformation, there is an increase in the dislocation density, mutual intersection and interaction and hindrance at obstacles. For the continuation of plastic deformation, external energy to activate the retarded dislocations or to form new ones is necessary. This external energy could be thermal energy, the energy of mechanical stresses, or may be ultrasonic energy. If the ultrasonic energy can activate the dislocations and form new ones, the plastic deformation will be easier. That means the resolved stress required for dislocation migration is reduced. This is acoustic softening. The activation of dislocations and formation of new ones under the irradiation of ultrasound were confirmed by electron microscope investigation of Al samples and the growth of slip bands in the upsetting of Armco iron samples previously treated with intense ultrasound.12 It indicates that the mechanism of acoustic softening is activation of dislocations under ultrasound action. And Langenecker11 found that the acoustic softening requires much less energy density than thermal softening. This was ascribed to the preferred absorption of acoustic energy by defects in the lattice structure of the metal.11,12 There might be some truth to this ascription, as the similar resolved force reduction due to the application of ultrasound is obtained in metals with the same lattice structure.18 The dislocation multiplication, immigration, redistribution, annihilation and other effects take place with the activation, resulting in permanent changes in the metal, which were studied and discussed in Refs. 18 and 19.
Finite element analysis
Owing to the geometry of the Cu FAB, the mechanical properties are not obtained by experiments. Therefore, plastic properties of the Cu FAB and the effects of ultrasound are not known. Finite element method is used to study the effects of ultrasound on the mechanical properties of Cu.
Model
Finite element model
The commercial software MARC is used for FE analysis on a workstation with 2·0 GHz processor and 2·0 GB of RAM. Elastic–plastic method is chosen to analyse the Cu FAB deforming process. Updated Lagrangian formula is used for the large deformation simulation.20 However, with the current simulation method, the mesh used to model the materials may become highly distorted during large deformation. Adaptive remeshing technology is used to solve this problem.21 Full Newton–Raphson algorithm is used for the iterative procedure.
When the Cu FAB is deformed without ultrasound, the procedure is an axisymmetric forming process. Thermal effects are not considered. Thus, an axisymmetric cold forming model is established, as shown in Fig. 3. The regions of the Cu FAB and Ag plating are set to be changeable using adaptive remeshing technology. Capillary is set to be rigid. Different mesh densities are tried (1053, 1893, 2768, 4037 and 5668 axisymmetric elements). It is found that the model with different mesh densities results in different deformation at the same DF. However, for element number equal to or greater than 2768, the results are almost the same. Then the element number of 2768 (2939 nodes) is chosen.
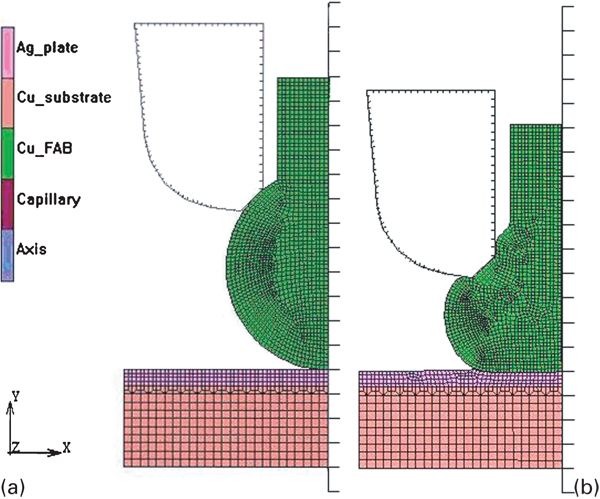
Finite element model
Contact model
This model is divided into four contact parts: capillary, Cu FAB, Ag plating and Cu substrate as shown in Fig. 3. Coulomb friction model is used to analysis the friction force at contact interfaces. The friction force is modelled as a distributed tangential force F, along the contact interface
At present, the friction coefficients for capillary/Cu FAB interface and Cu FAB/plating interface are not known due to the tiny size of the Cu FAB. In Ref. 22, it was reported that when Cu is under cold rolling without lubrication, the friction coefficient was about 0·2–0·25. And the friction coefficient for Cu under compressing without lubrication at 750°C was about 0·18–0·22. Therefore, the friction coefficient of about 0·2–0·22 for the Cu FAB under compressing with a bonding temperature of 220°C is reasonable. Thus, the friction coefficient for capillary/Cu FAB interface is 0·22, and 0·2 at Cu FAB/Ag plating interface. Ag plating is glued to the Cu substrate.
Material properties
The elastic properties used here are shown in Table 2. The Cu FAB and Ag plating are modelled as isotropic elastic–plastic, with isotropic strain hardening properties. It was reported that at strain rates below about 4×103 s−1, the strain rate dependence was weak for Cu.23 In wire bonding, the FAB is compressed to a BH reduction of ∼50% in about 15–25 ms with a strain rate of about 20–33·3 s−1, which is much less than 4×103 s−1.17 Therefore, the effect of strain rate on mechanical properties of the Cu FAB is neglected. The temperature rise is <80°C during wire bonding and therefore is also neglected.24 Thus, power law models are used here.
Elastic properties*
*E is the elastic modulus and υ is the Poisson's ratio.
For Cu FABs


Results and discussion
Ball heights under various DFs are obtained. In Fig. 4, the simulation results are consistent with the experimental results. Therefore, the FE analysis for the Cu ball forming process without ultrasound in the present paper is considered to be reliable.
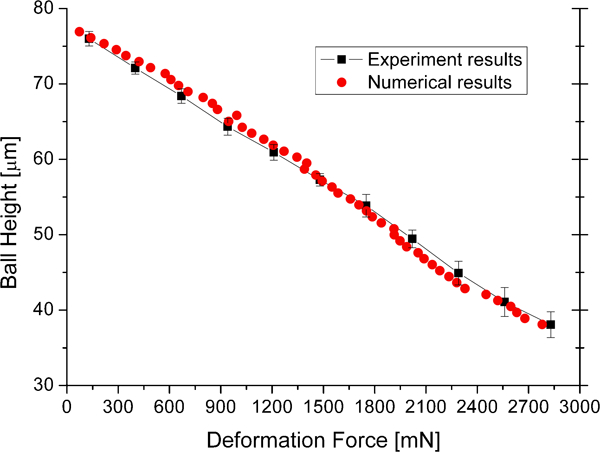
Ball height versus deformation force (ultrasound level is zero)
Effects of ultrasound on mechanical properties of Cu FAB
When ultrasound is applied, the BH reduces under the same DF, which shows a larger deformation due to the acoustic softening effect, as shown in Fig. 2. If the material properties are not changed, the FE analysis results will not be consistent with the experiment results. The discrepancy between FE analysis and experimental results increases with the increase in the ultrasound level. Figure 5 shows the error between numerical and experimental results at an ultrasound level of 100%. From Fig. 5, the numerical model used here is not considered to be reliable. Thus, material properties of the Cu FAB should be changed as the ultrasound is applied.
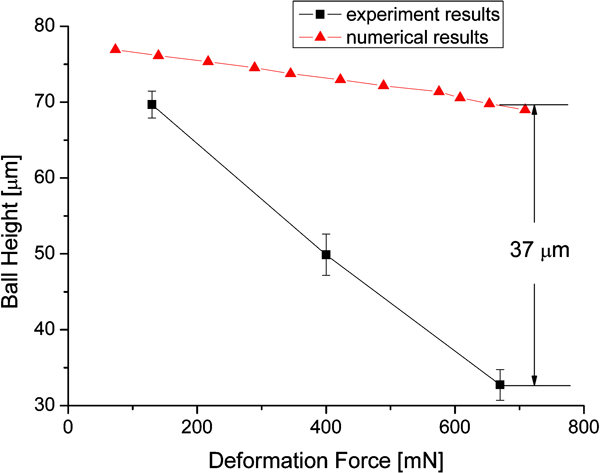
Error between experiment results and numerical results (ultrasound level is 100%)
For the Cu deforming without ultrasound, a power law model (equation (2)) is used to simulate the mechanical properties of Cu FABs. As a result, an accurate numerical result in deformation is formulated. However, when Cu is deformed with ultrasound, this model is not reliable. Thus, the power law model needs to be improved by adding the dynamic acoustic softening effect. A network is used to train the power law model expecting for the consistency of numerical and experimental results, as shown in Fig. 6. The training results for the power law models corresponding to various ultrasound levels are shown in Table 3. Therefore, stress–strain curves of Cu FABs corresponding to various ultrasound levels are obtained. As shown in Fig. 7, with the increase in ultrasound level, the strength of the Cu FAB decreases while its plasticity increases. The forming procedures of Cu FABs with various ultrasound levels are simulated using corresponding material models which are shown in Table 3 and Fig. 7. Figure 8 shows the FE analysis and experimental results with different ultrasound levels. The maximum error between the numerical and the experimental results shown in Fig. 8 is <5 μm in BH. Thus, the FE analysis results are considered to be reasonably accurate.
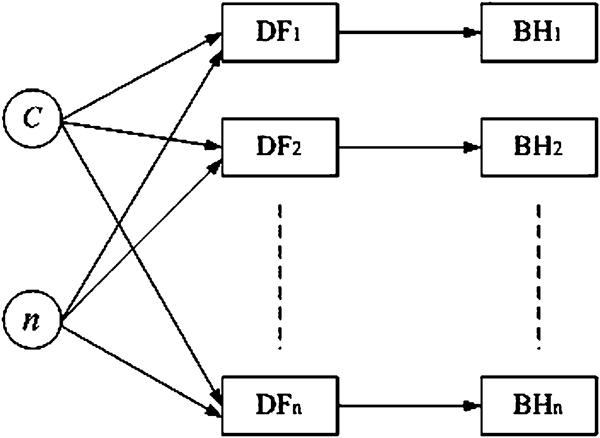
Network for training variables (C is strain hardening coefficient and n is strain hardening exponent of power law model for Cu FAB)
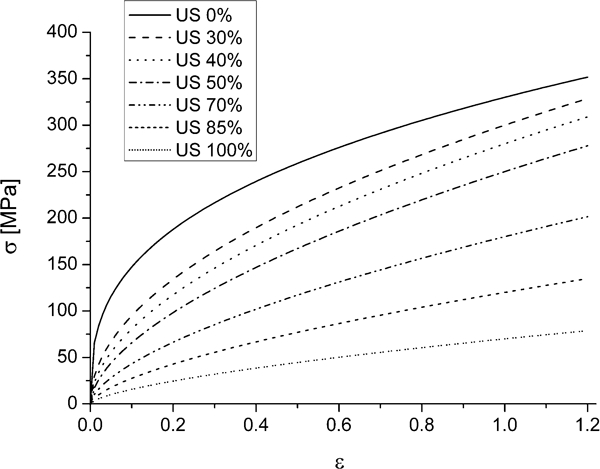
Stress–strain curves for Cu FAB at various ultrasound levels (US, ultrasound)
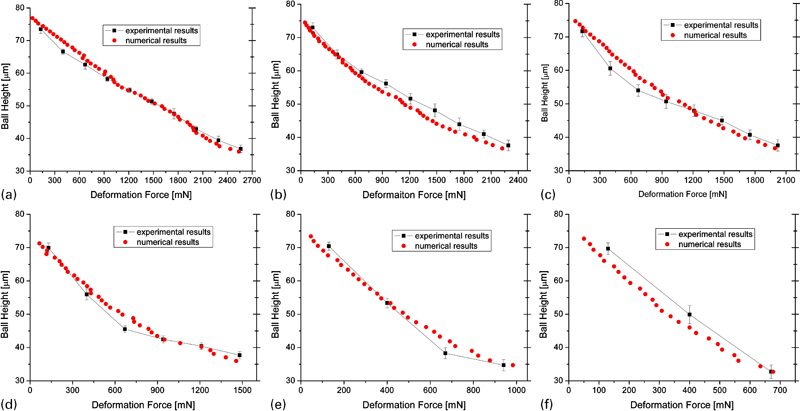
Finite element analysis and experimental results with various ultrasound levels
Power law models for Cu FAB corresponding to ultrasound levels

Ultrasonic intensity can be calculated as


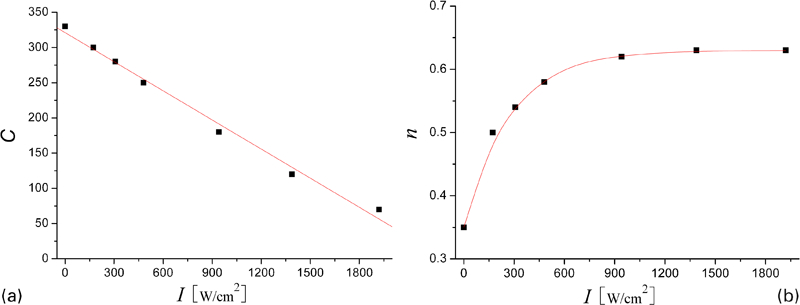
Relationships of a strain hardening coefficient C with ultrasonic intensity I, and b strain hardening exponent n with ultrasonic intensity I
It indicates that the strain hardening coefficient C of the Cu FAB decreases linearly with the increase of ultrasonic intensity I. Thus, if the ultrasonic intensity I is large enough, the stress of Cu FABs could drop down to ‘zero stress’, as described in Ref. 11. And the strain hardening exponent n increases with ultrasonic intensity I. When ultrasonic intensity is low, it increases quickly. However, when ultrasonic intensity becomes high, it does not increase so quickly.
From the description above, the mechanical properties of material are ultrasonic intensity dependent. Thus, the work hardening formula for materials should be

 is the strain rate, T is the temperature and I is the ultrasonic intensity.
is the strain rate, T is the temperature and I is the ultrasonic intensity.
Conclusions
Experimental and FE methods are used to study the deforming procedure of Cu FABs in Cu wire bonding. The deforming procedures of Cu ball under various DF and ultrasonic intensity combinations are investigated. It is found that the ultrasound has an acoustic softening effect on Cu FABs. The strength of Cu ball decreases and the plasticity of Cu ball increases with increasing ultrasonic intensity. An improved power law model is established to simulate the mechanical properties of Cu FABs, with which the dynamic acoustic softening effects can be considered. In the new material model, the strain hardening coefficient and the strain hardening exponent are both dependent on ultrasonic intensity. The strain hardening coefficient of the Cu FAB decreases linearly with the increase in ultrasonic intensity. The strain hardening exponent increases in a more complex way. With the material model developed, accurate deformations are calculated under various ultrasonic intensities.
Footnotes
Acknowledgements
The present work has been supported by the National Natural Science Foundation of China (grant nos. 50628506 and 50705049).
References
 and
and  ; 1955, Moscow,
; 1955, Moscow,  .
.