
Abstract
Inert gas (high purity argon) atomised powder of composition conforming to that of the superalloy Udimet 720 of low interstitial grade was hipped at 1200°C/120 MPa/3 h. The hipped alloy has shown near theoretical density and consisted of equiaxed grains with an average diameter of ∼45 μm. While primary γ′-Ni3 (Ti, Al) precipitates with an acicular morphology were found at the grain boundaries, finer secondary γ′ precipitates with near cuboidal morphology were present in the austenite γ matrix. The yield strength (YS) of the as hipped alloy was found to be the same as that of the wrought alloy heat treated for creep applications (termed as creep resistant alloy) at room temperature (RT) as well as at 650°C. However, the ultimate tensile strength (UTS) and ductility were found to be higher than those of the wrought creep resistant alloy. On the other hand, the YS and UTS of the as hipped material were lower than those of the wrought alloy heat treated for high strength applications (termed as high strength alloy), although the ductility of the former was comparable to that of the latter. In order to improve the strength, the hipped alloy was subjected to a heat treatment consisting of solution treatment followed by two-step aging. Extensive precipitation of fine and coarse γ′ precipitates with cuboidal morphology during duplex aging treatment has led to a considerable improvement in YS and UTS of the alloy, although the corresponding ductility dropped moderately at RT and at 650°C. Fractography of the tensile tested specimens has shown ductile transgranular mode of fracture in the as hipped alloy at RT and at 650°C, while the hipped+heat treated alloy exhibited a mixed mode of fracture at those temperature. The stress rupture properties of the as hipped alloy compare well with those of the wrought alloy and have been found to improve significantly after heat treatment. The present investigation reveals that the hipped superalloy Udimet 720LI has substantial potential for use in the development of near net shaped components for aerospace applications.
Introduction
Nickel based superalloys strengthened by γ′ precipitates are an important material for the development of military and civilian aircraft engine parts. With increasing alloying content, a great demand exists for the development of suitable processing techniques to achieve high degree of compositional homogeneity, thereby improving properties and reducing manufacturing cost of critical components. Udimet 720LI (U720LI), is one of the nickel based superalloys primarily strengthened by γ′ [Ni3 (Ti, Al)] used for advanced aeroengine applications. The U720LI exhibits high tensile strength and offers resistance to creep as well as low cycle fatigue at elevated temperature. 1 Although the previous studies of Sczernie et al. 2 indicate that U720LI exhibits excellent hot corrosion resistance, this behaviour of disc alloys greatly depends on several other factors according to Encinas-Oropesa et al. 3 The alloy is manufactured by conventional vacuum induction melting followed by vacuum arc remelting and subsequent processing by hot working and heat treatment. 4 To meet the specific application requirements, the wrought alloy is differently heat treated. The material heat treated to meet the fatigue applications is termed as high strength (HS) alloy. On the other hand, the material heat treated to meet the creep properties is known as creep resistant (CR) alloy. 2 However, processing of alloy U720LI by traditional metallurgy route has been reported to be very difficult due to elemental segregation and formation of carbide stringers, etc. Hot working of this alloy is also a challenging task due to its narrow temperature window for deformation, which demands an isothermal forge press with a high load capacity. In order to overcome these limitations and to achieve microstructural uniformity in large size components with consistent properties at a reasonable cost, U720LI is processed through powder metallurgy (PM) route, which is an alternative technique for conventional processing. 5 In PM, the prealloyed superalloy powders usually produced by inert gas (high purity argon) atomisation are extruded into billets and are used as a feedstock for producing required shapes by isothermal forging. 6 Spray forming is another promising technique being used for processing of alloy U720LI to overcome segregation related problems. However, this technique cannot normally be recommended for making complex shaped components intended for rotating applications, as the spray formed objects exhibit residual porosity and directionality in mechanical properties. 7
In the present study, processing of superalloy U720LI was carried out by hipping. The HIP is the most powerful and versatile technique for consolidation of spherical shaped powders of any desired composition into near net shapes. The hipped material/components exhibit near theoretical density, finer microstructure and isotropic properties. 8 The HIP has been the best suited technology for making near net shaped components with complex geometry. Production of complex shaped components on a large scale by this route becomes economically viable over the conventional manufacturing methods, as the HIP process does not involve hot working and extra material for machining. 9 The cost reduction potential can be ∼50% when HIP is used for making feedstock for subsequent forging to produce complex shapes, while this benefit has been found to be as high as 80% for making complex shaped components by direct HIP approach. 10 In view of the above advantages, development of near net shaped components from U720LI by PM (HIP) route has been proposed. Before making the full size components, a feasibility study on HIP processing of this alloy by the present investigators has been taken up to understand the microstructure and mechanical properties of hipped material. In order to accomplish this goal, the prealloyed powder of U720LI produced by inert gas atomisation was procured from Sandvik Osprey Ltd (Neath, UK). The as received powder was characterised and then consolidated by hipping. The microstructure and tensile properties of the as hipped material were studied first. 11 In order to improve the mechanical properties, the as hipped material was heat treated and evaluated for microstructure, tensile and stress rupture (SR) properties. The structure and properties of as hipped and HIP+heat treated alloy in comparison with those of the conventionally processed wrought material are presented in the present paper.
Experimental
Inert gas atomised superalloy U720LI powder of size <150 μm used in the present study was chemically analysed for its composition and oxygen content in the as received condition (Table 1). The particle morphology and microstructure were examined using optical and scanning electron microscopy (SEM). The physical properties, such as median particle size, size distribution (Fig. 1), apparent density, tap density and flowrate, were determined as per ASTM standard procedures. 12 The powder was filled into stainless steel capsule of 110 mm diameter, 2 mm wall thickness and 100 mm height. The powder filled capsules were evacuated at room temperature (RT) and degassed at 800°C for 8 h before crimp sealing under a dynamic vacuum of 6·5×10−4 Pa. The degassing temperature of 800°C for a period of 8 h has been optimised during earlier studies, which have resulted in the removal of adsorbed gasses from the powder mass to a greater extent than that could be achieved at the lower temperatures for shorter periods. The encapsulated powder was consolidated in an ASEA Quintus QIH-32 HIP at 1200°C under a pressure of 120 MPa for 3 h. The hipped compacts were subjected to wire cut electrical discharge machining to extract suitable size samples for preparing various test specimens. The density of the as hipped material was measured as per ASTM B328 procedure. 12 A set of as hipped compacts were solution treated at 1100°C for 2 h and oil quenched to RT, which was found to result in a cooling rate of ∼120°C min−1. These compacts were subsequently given an aging treatment at 650°C for 24 h and air cooled followed by a second step aging treatment at 760°C for 16 h and air cooled. For optical microscopy and SEM examinations of both as hipped and HIP+heat treated materials, the specimens were mechanically polished and etched with suitable reagent known as Kallings no. 1 reagent consisting of 60 mL methanol, 40 mL HCl and 2 g CuCl2. The tensile and SR test specimens from as hipped as well as HIP+heat treated materials were prepared as per ASTM E8 and E139 standards respectively. 13 Tensile tests were carried out using a universal testing machine (Instron 5500R) at a constant crosshead speed of 1 mm min−1, which results in an initial strain rate of 6·56×10−4 s−1 for the specimens with the gauge length of 25·4 mm used in the present study, and the average tensile properties obtained on three test specimens have been reported. Stress rupture tests were conducted at two different test conditions, namely, 680°C/830 MPa and 730°C/530 MPa, using a Mayes creep testing machine (model TC-20) having a lever ratio of 1∶10. Fractography was performed on the tensile specimens tested at RT as well as at 650°C to investigate the fracture characteristics of as hipped and HIP+heat treated alloys.
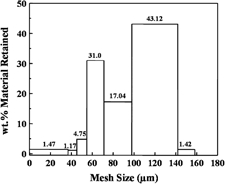
Particle size distribution of inert gas atomised superalloy U720LI powder
Chemical composition of superalloy Udimet 720LI,* wt-%
*The powder was manufactured and supplied by Sandvik Osprey Ltd (Neath, UK).
Results
Inert gas atomised powder with its composition conforming to that of the wrought nickel based superalloy U720LI was consolidated under optimised condition of hipping at 1200°C/120 MPa/3 h. A set of as hipped compacts was heat treated, and the as hipped and HIP+heat treated alloys were characterised for microstructure, tensile and SR properties. The powder composition, physical properties, microstructure, tensile and SR properties of as hipped as well as HIP+heat treated alloys in comparison with those of the conventionally processed wrought alloy 720LI heat treated for creep (CR alloy) and fatigue applications (HS alloy) are presented in the following sections.
Chemical composition and physical properties of powder
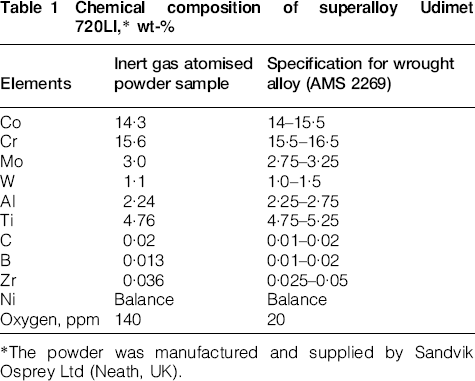
The chemical composition of the as received superalloy U720LI powder together with the composition specified for wrought alloy as per AMS 2269 is given in Table 1. Apart from the desirable elements, the oxygen content of the powder is also indicated in Table 1. It can be seen that the composition of the powder mostly conforms to that of the low interstitials (LI) grade of wrought alloy 720, except for a very small deviation in the case of Al. It is obvious that alloy 720LI has 4·76 wt-%Ti and 2·24 wt-%Al. Whereas, in the case of other PM Ni based superalloys, such as LC Astroloy, IN100, MERL 76, etc. Al content usually present in more weight percentage than that of Ti or both, these elements present in more or less equal proportion. It is known that Al and Ti form γ′-Ni3 (Ti, Al) coherent precipitates that contribute to alloy strengthening. Furthermore, the PM alloy U720LI contained 0·02 wt-%C and 0·013 wt-%B. Such low level of interstitial elements is preferred in processing Ni based superalloys through the PM (HIP) route to mitigate the problem of precipitation of complex carbides at prior particle boundaries (PPBs). Oxygen content is another important aspect of superalloy powder. It should be as low as possible to prevent the formation of PPBs in hipped material. 14 As compared to the specified oxygen level of 20 ppm for wrought alloy, the powder had 140 ppm oxygen. This level of oxygen content is attributed to the increased surface area/volume ratio for powder material as compared to solid mass, resulting in a high rate of oxygen pick-up for powder material.
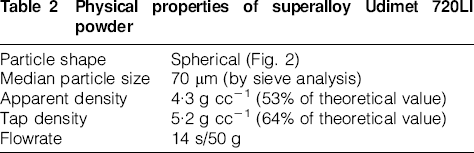
Optical microscopy and SEM were carried out on the as received powder to understand the topological characteristics of the particles. The SEM image of the loose powder sample presented in Fig. 2 shows near spherical morphology of the particles and also the presence of satellite particles that confirms the typical surface characteristics of the gas atomised powder. The SEM examination has also revealed the fine dendrites and cellular grain structure of particles. 11 These microstructural features of the powder are directly related to the cooling kinetics encountered by the molten alloy droplets during atomisation. 15 The powder had wide particle size distribution, as shown in Fig. 1, with particle size interval between 37 and 150 μm that corresponds to −100+400 ASTM mesh size. The powder also had a desirable weight per cent of ∼1·47 of size <37 μm (−400 ASTM mesh). Excess quantity of fine powder of size <37 μm was not preferred and has been removed by screening of powder, as the presence of too much of fine fractions results in high oxygen content of powder. Other important physical properties of the powder summarised in Table 2 indicate the median particle size of 70 μm with tap density of 64% of the alloy theoretical density (8·1 g cc−1). The powder had very good flow characteristics with its flowrate of 14 s/50 g measured by Hall flowmeter.12,16 The physical properties of the alloy were found to be comparable to minimum required levels specified for the prealloyed powder for HIP consolidation to accomplish uniform shrinkage, thereby producing near net shaped components with high degree of dimensional accuracy. 8
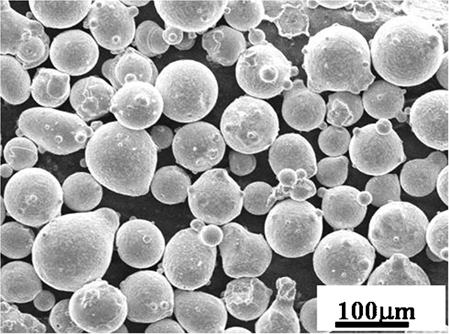
Particle morphology of inert gas atomised superalloy U720LI powder
Physical properties of superalloy Udimet 720LI powder
Density of as hipped alloy
Density of the as hipped compact measured by Archimedes principle was found to be 8·1 g cc−1. In order to substantiate the density measurement, the as polished cross-section of the hipped compact was examined optically and was found to be free from porosity and significant inclusions. 11 The density value and the absence of microporosity in the as hipped material suggest that hipping at 1200°C under a pressure of 120 MPa for 3 h is sufficient for consolidation of superalloy U720LI powder of average particle size ∼70 μm to its near theoretical density. Hot isostatic press processing above the γ′ solvus results in coarse grain size than subsolvus processing. Although this results in a small reduction in strength at RT, considerably higher temperature service is possible. In addition, hipping of powder at higher temperatures results in reduced PPB networks in the material. In view of the above, the present alloy powder was hipped at a temperature well above the γ′ solvus.
Microstructure of as hipped alloy
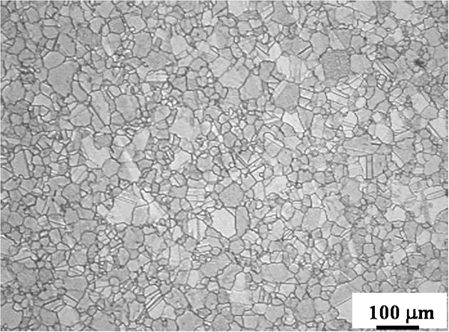
Optical micrograph of the as hipped alloy in the etched condition shown in Fig. 3 reveals equiaxed grains with an average diameter of 45 μm and containing annealing twins. The alloy is free from dendrites and continuous networks of PPBs. This shows a complete homogenisation of material during HIP at 1200°C/120 MPa/3 h. The SEM image in Fig. 4 reveals the presence of second phase particles in the γ matrix and at the grain boundaries. The bright particles seen in the micrograph are the MC type carbides. Such carbides present at the grain boundaries are found to be coarser with an average diameter of 1·0 μm than those in the matrix with an average diameter ∼0·1 μm. On the other hand, the dark contrast particles with a varied size present at the grain boundaries as well as in the matrix have been identified as the primary and secondary γ′-Ni3 (Ti, Al) precipitates respectively. 11 It is evident from the micrograph that the primary γ′ has an elliptical morphology, while the secondary γ′ is cuboidal. Precipitation of γ′ phase occurs in Ni based superalloys during slow cooling stage of HIP.
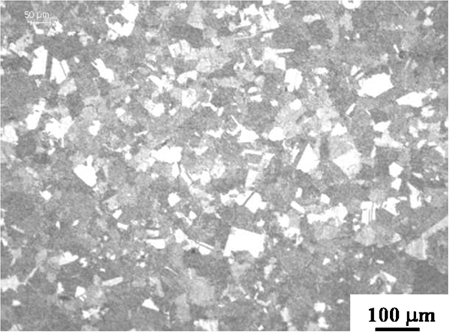
Optical micrograph of as hipped superalloy U720LI
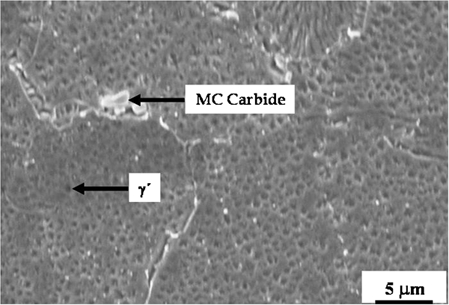
Image (SEM) of as hipped superalloy U720LI
Microstructure of HIP+heat treated alloy
Optical micrograph of the hipped alloy solution treated at 1100°C for 2 h shows equiaxed grains containing annealing twins (Fig. 5). The grain size of the alloy is found to be refined to some extent during solution treatment, as the average grain size of the solution treated sample is ∼35 μm as compared to that for the hipped alloy, which is ∼45 μm. The SEM image of the solution treated alloy in Fig. 6 reveals partial solid solutioning of γ′ precipitates. The micrograph further reveals the presence of more number of MC carbides with bright contrast at the grain boundaries as well as in the matrix as compared to that in the as hipped alloy. This shows that during solution treatment, formation of MC carbides occurred. The HIP+solution treated alloy was subjected to duplex aging treatment at 650°C/24 h followed by 760°C/16 h. The microstructure of the aged alloy was examined both optically and by SEM. The optical micrograph in Fig. 7 reveals that the grain size of the alloy has been refined considerably after aging treatment. The grain size measurement has revealed an average grain size of 20 μm for aged alloy, while it was 35 μm for HIP+solution treated alloy and 45 μm for the as hipped alloy. The grain size refinement is due to the recrystallisation in the alloy during aging treatment. The microstructure also reveals formation of more annealing twins in the aged alloy. In order to reveal the fine microstructural features, SEM examination was carried out on the aged material. The SEM image of the aged alloy in Fig. 8 reveals a well formed grain boundaries and the grains containing fine γ′ precipitates with a varied size between 0·1 and 0·5 μm, which confirms bimodal distribution. The grain boundaries are found to be decorated with a bright contrast phase, which could be the fine MC carbide particles/film associated with extremely fine precipitation of γ′ phase. The formation of MC carbides has been reported to be possible in wrought alloy 720 during aging treatment. 2
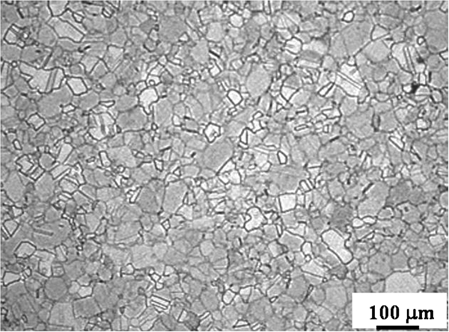
Optical micrograph of HIP+solution treated superalloy U720LI
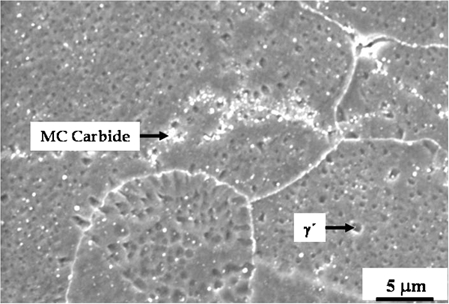
Image (SEM) of HIP+solution treated superalloy U720LI
Optical micrograph of HIP+solution treated and aged superalloy U720LI
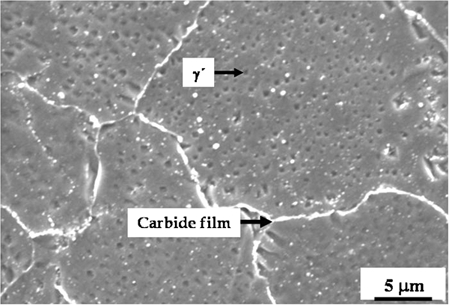
Image (SEM) of HIP+solution treated and aged superalloy U720LI
Tensile properties of as hipped alloy
The RT tensile properties of the as hipped alloy are summarised in Table 3. For the purpose of comparison, the tensile data of wrought alloy heat treated for creep applications (CR alloy) as well as high strength applications (HS alloy) are also included. It can be seen that the yield strength (YS) of the hipped alloy (831 MPa) at RT is comparable to that of the wrought CR alloy, while the ultimate tensile strength (UTS; 1369 MPa) and ductility values [23% elongation (EL) and 11% reduction in area (RA)] are much higher than those of the wrought CR alloy. On the other hand, the YS of the as hipped alloy indicated above is inferior to that of the wrought alloy heat treated for high strength applications (HS alloy, 1060 MPa), while the UTS is very close to its wrought counterpart (1400 MPa). The ductility values of as hipped alloy are higher than the HS alloy.
Room temperature tensile properties of superalloy Udimet 720LI

Alloy 720LI is used for applications at elevated temperature; hence, the tensile properties of the as hipped alloy were evaluated at 650°C, and the results are given in Table 4. It can be seen that with increasing the test temperature from RT to 650°C, YS and UTS of the hipped alloy reduced by ∼8 and 7% respectively, while the corresponding ductility was found to be a little lower than that at RT. Furthermore, it can be seen that although the YS of the as hipped alloy is slightly less than that of the wrought CR alloy, the corresponding UTS and the ductility values of 20·0% EL and 10·0% RA are better than those of 8% EL and 8% RA for wrought material. On the other hand, the strength values (YS and UTS) of the as hipped alloy are lower than those of the wrought material heat treated for high strength application (HS alloy), while the ductility values of the former alloy are in agreement with the minimum specification values of 10·0% EL and 10·0% RA for HS alloy.
Tensile properties of superalloy Udimet 720LI at 650°C

Tensile properties of HIP+heat treated alloy
The tensile properties of HIP+heat treated alloy were evaluated at RT and at 650°C, and the results are presented in Tables 3 and 4 respectively. It can be seen that the RT YS and UTS of the as hipped alloy improved significantly due to extensive precipitation of strengthening phases during heat treatment, but the initial value of 23·0% EL of the hipped alloy got reduced to 13·0% although the percentage of RA value did not get affected much (Table 3). The YS, UTS and the ductility values of HIP+heat treated alloy are well above the minimum specified values for wrought material heat treated for creep applications (CR alloy) as well as those of the wrought material heat treated for high strength applications (HS alloy). It is evident from Table 4 that HIP followed by heat treatment has resulted in improvement of both YS and UTS values of the alloy at 650°C, which caused lower ductility values of 8·0% EL and 8·0% RA. The strength values of the HIP+heat treated alloy at 650°C are higher than those of the wrought CR and HS alloys, while the ductility is found to be comparable to that of their wrought counterparts.
Stress rupture properties of as hipped and HIP+heat treated alloys
The SR properties of as hipped alloy were evaluated at 680°C under a stress level of 830 MPa. On the other hand, the SR properties of HIP+heat treated alloy were evaluated under two different sets of conditions, namely 680°C/830 MPa and 730°C/530 MPa. It may be noted that the above set of test conditions have been specified for wrought HS alloy for gas turbine disc application. The results of the SR tests on as hipped and HIP+heat treated alloys together with the minimum specified values for wrought HS alloy are given in Table 5. As can be seen from Table 5, the SR life of the alloy has been improved considerably to 112 h following heat treatment of hipped alloy as compared to 30·5 h recorded for as hipped condition. However, this improvement in SR life is associated with a moderate drop in ductility from 3·2% in as hipped condition to 2·5% in HIP+heat treated condition. Furthermore, it can be seen that the SR life of the alloy at 730°C under a stress level of 530 MPa is considerably higher, i.e. 320 h following HIP+heat treatment as compared to 30 h reported for the wrought U720 alloy. However, SR ductility of HIP+heat treated alloy (3·5%) is moderately lower than that specified (4·0%) for the wrought alloy (Table 5). It can be inferred from the data that the as hipped material meets the minimum specified rupture life requirement with a slightly lower value of ductility than its wrought counterpart. Hot isostatic press followed by heat treatment improves the rupture life significantly combined with the ductility value of 2·5%.
Stress rupture properties of superalloy Udimet 720LI

Fractography of as hipped and HIP+heat treated alloys
The fractured surfaces of tensile tested specimens for both as hipped and HIP+heat treated alloys at RT as well as at 650°C were examined using SEM to understand the fracture mechanisms. The typical fractographs of as hipped alloy at RT and at 650°C are illustrated in Fig. 9. The fractograph of the as hipped alloy tested at RT as well as at 650°C shows predominant dimples. In addition, there are some regions associated with cleavage fracture. The presence of dimples indicates that fracture is essentially by nucleation, growth and coalescence of microvoids within the matrix. The cleavage features seen in the fractograph are due to the crack propagation across the coarse primary carbides present within the matrix. Thus, the ductile mode of fracture associated with microvoid coalescence indicates substantial deformation of the as hipped alloy before fracture (Fig. 9). On the other hand, the fractographs (Fig. 10) of the HIP+heat treated alloy tested at RT (Fig. 10a) and at 650°C (Fig. 10b) exhibit mixed mode of fracture associated with a few areas containing fine dimples and the grain boundary facets, with the latter being more prevalent in specimens tested at 650°C. The mixed mode of fracture observed is in agreement with the moderate ductility of the heat treated alloy at both the test temperatures.
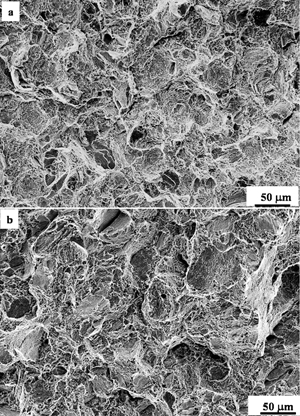
Fractographs of as hipped superalloy U720LI tensile tested at a RT and b 650°C
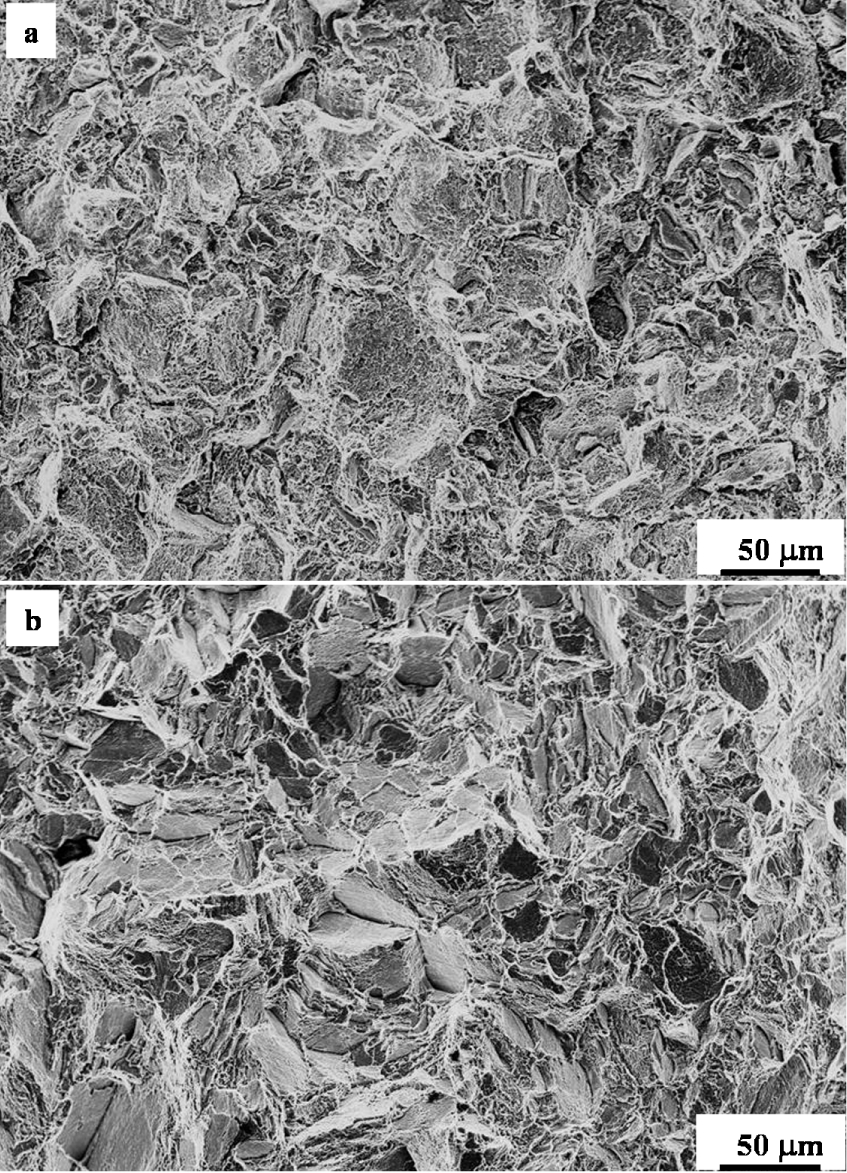
Fractographs of HIP+heat treated superalloy U720LI tensiletested at a RT and b 650°C
Discussion
Superalloy U720LI is generally processed through conventional ingot metallurgy route. The conventional alloy is hot worked and suitably heat treated to obtain the desired combination of mechanical properties to meet the specific requirements of aerospace industry. In the present study, processing of U720LI has been carried out by HIP processing route to find out the suitability of this route for development of near net shaped components for aerospace applications. The prealloyed powder being the starting material, it was characterised for various important properties, and the results have been reported elsewhere. 11 The powder was subjected to hipping under optimised conditions, and the resulting material with near theoretical density was characterised for microstructure, tensile and SR properties. In order to improve the mechanical properties to the desired level, the as hipped alloy was heat treated. The structure and properties of as hipped and HIP+heat treated alloys in comparison with those of the conventionally processed wrought U720LI are discussed in the following sections.
Microstructure
Superalloy U720LI powder subjected to HIP at 1200°C/120 MPa/3 h has shown a homogeneous microstructure containing equiaxed grains with an average grain diameter of ∼45 μm. The fine grained structure of the alloy can be attributed to the initial particle size of the powder in the range of 37–150 μm (Fig. 1) with an average particle diameter of ∼70 μm. It may be noted that the grain size of the hipped products greatly depends on the initial powder particle size, as the fine size fraction powder results in fine grained structure in the hipped material as compared to that of the material produced from coarse powder fractions for a given set of HIP conditions. 14 The grain size of the hipped materials has also been found to be highly sensitive to the hipping temperature and pressure, as the compacts hipped at higher temperatures will have a coarser grain size than those hipped at lower temperatures. Pressure for HIP of powders is selected based on the YS of the material at the predetermined hipping temperature. Usually, the pressure selected is slightly higher than the YS of the material to be consolidated to its full density. Therefore, HIP of material at a given temperature under a pressure considerably higher than its YS would result in fine grain size. 17 In the present case, the alloy 720LI was subjected to hipping pressure of 120 MPa, which is higher than the YS of this alloy at the hipping temperature of 1200°C. In view of the above, a relatively fine grain size of the as hipped material can be attributed to the initial powder particle size, higher hipping pressure and also shorter sustaining time of 3 h and faster cooling rate of 5°C min−1. The microstructure exhibits annealing twins and is found to be free from undesirable features, such as PPB networks and intraparticle porosity. The formation of equiaxed grains and annealing twins in the as hipped alloy can be attributed to substantial shear deformation of powder particles during hipping. The absence of PPBs in the present alloy is due to its low levels of both oxygen (0·014 wt-%) and C (0·02 wt-%) contents. In addition, the presence of refractory element like ∼1·0 wt-%W in the alloy (Table 1) is believed to be contributed to the suppression of PPB precipitation in the present alloy, and this observation is in agreement with the results reported on other class of PM superalloys by Larson et al. 18
Examination by SEM of the as hipped alloy has revealed the presence of γ′-Ni3 (Ti, Al) with near cuboidal morphology in the matrix and γ′ with acicular morphology at the grain boundaries (Fig. 4). It has been confirmed through EDAX analysis that the γ′ in this alloy is enriched with Ti instead of Al in contrast to that observed in the case of various other Ni based superalloys. This is expected because the present alloy (U720LI) contains 4·76%Ti and 2·24%Al (Table 1). It has been reported that the γ′ enriched with Ti exhibits better strength than that enriched with Al and thereby leads to superior mechanical properties at elevated temperature. 19 The presence of γ′ in as hipped alloy can be attributed to the partial aging of the alloy during slow cooling stage of HIP. Since hipping temperature is 1200°C, a complete dissolution of γ′ takes place, and thereby the alloy exists in a state of supersaturated solid solution. Therefore, precipitation of γ′ occurs during cooling stage of HIP. However, precipitation of γ′ does not get completed during cooling stage of HIP due to limited duration; hence, the hipped material requires further heat treatment separately for precipitation of γ′ with an appropriate size and volume fraction to accomplish required combination of mechanical properties. 20 The SEM image (Fig. 4) of the as hipped alloy has further revealed the MC carbides due to the presence of strong carbide formers, such as W, Ti and C, with adequate quantity in the alloy. The carbides in the matrix are found to be finer and enriched with W as compared to those at the grain boundaries enriched with Ti. The fine WC carbides in the matrix are believed to strengthen the alloy, while those at the grain boundaries as the discrete particles would contribute to the grain boundary strengthening, leading to enhanced creep resistance. 21
The hipped alloy was subjected to solution treatment followed by duplex aging treatment to improve the mechanical properties to the desired level. It may be noted that solution treatment was carried out at 1100°C for 2 h and oil quenched to RT. This temperature is ∼60°C less than the reported solvus of γ′ for wrought alloy 720. 2 Solution treatment appears to result in grain size refinement in the hipped alloy (Fig. 5) despite the partial dissolution of γ′ precipitates at the grain boundaries (Fig. 6). This observation is contradicting as compared to the reported behaviour of conventionally processed U720LI by Jackson and Reed. 22 The observed grain size refinement in HIP+solution treated alloy may be attributed to considerable deformation of the alloy during hipping under a high pressure of 120 MPa leading to inducement of strain energy in the material significantly, which might have subsequently acted as the driving force for recrystallisation. However, this aspect of recrystallisation in hipped alloy during solution treatment needs to be investigated through a detailed study. Furthermore, the presence of primary γ′ and MC carbides at the grain boundaries could have restricted the grain coarsening by grain boundary pinning effect and thereby helped in maintaining finer grain size. It may be noted that conventionally processed hot worked U720 alloy has a very narrow window of temperature for solution treatment temperature for producing the required grain size. Therefore, the conventional alloy is differently solution treated to obtain the high strength and creep properties. For high strength, the alloy is forged below the γ′ solvus, which requires a forge press with substantially high load/tonnage capacity. Subsequently, the alloy is solution treated at 1100°C for 2 or 4 h and fast cooled in order to obtain the typical grain size of ASTM 10-11. Such grain size has also been reported to be amenable for ultrasonic immersion detectability. On the other hand, to achieve better SR properties, a large grain size structure of ASTM 0-3 is realised in alloy U720LI by forging the ingot at a temperature below the γ′ solvus and then subjected to heat treatment in two stages. In the first stage of heat treatment, the alloy is solution treated near γ′ solvus temperature in order to partially solution the γ′ phase and then produce a relatively larger grain size typically in the range of ASTM 0-3. In the second stage of heat treatment, the alloy is held at 1080°C for a specified time and cooled to RT precisely to control the morphology of grain boundary precipitation and growth of relatively coarse γ′. Hence, it can be inferred that solution treatment is a critical processing step for U720 alloy. It has been reported that by adopting suitable heat treatment procedures, a required level of grain size could be realised and close die forging turbine discs with required size made for wide variety of applications. 23 The conventional material will have a coarse grain structure to start with, which requires high capacity press for hot working under isothermal conditions. In contrast, the PM (hipped) material with a fine grain structure is an added advantage for forging due to lower flow stress. In view of the above, the hipped alloy was solution treated at 1100°C for 2 h to retain its fine grain size and improve strength values.
The solution treated alloy was given a duplex aging treatment as mentioned earlier. Aging schedule adopted for the present alloy is similar to what has been recommended for conventionally processed U720LI. 2 The microstructure of the aged alloy has shown further refinement of grain size as compared to that of the as hipped and HIP+solution treated alloys. In addition, a large number of annealing twins have been formed during aging treatment (Fig. 7). This is an indication of the fact that the recrystallisation has taken place during aging treatment, and the growth of newly formed grains could be impaired by the γ′ precipitates. This is a general phenomenon observed in aging of hot worked superalloys containing more volume fraction of γ′. The SEM image (Fig. 8) shows that the size and morphology of γ′ in aged alloy remain essentially the same as that in solution treated condition. This may be due to the fact that the finer γ′ formed during aging could not be resolved by SEM. Furthermore, the micrograph (Fig. 8) reveals the presence of carbides in the form of a continuous film at grain boundaries, and in spheroidal form in the matrix of the aged alloy.
Mechanical properties
Tensile properties of the as hipped and HIP+heat treated alloys at RT as well as at 650°C and also the SR properties correlate well with the microstructure. The as hipped alloy exhibited adequate strength and ductility at RT (Table 3) as well as at 650°C (Table 4) and is quite comparable to those reported for the wrought alloy for creep application. However, the tensile data of as hipped alloy are inferior to those of the wrought alloy heat treated for high strength application. Furthermore, the tensile ductility of as hipped alloy is found to be marginally affected at 650°C in contrast to that of the wrought alloy. It may be noted that the fracture mode both at RT and 650°C is found to be essentially similar (Fig. 9). Furthermore, the fractographs (Fig. 9) show the absence of any PPB facets due to its low oxygen (140 ppm) and C (0·02 wt-%) content and is consistent with the previous observations on hipped alloys, such as Inconel 718 and LC Astroloy.24,25
The YS and UTS of the as hipped alloy improved considerably due to heat treatment at RT and 650°C (Tables 3 and 4). This can be attributed to uniform precipitation of fine γ′ and a considerable grain size refinement during aging treatment of the alloy as mentioned earlier. However, the increase in strength of the alloy is accompanied by a drop in tensile elongation at both the test temperatures, with its effect being more significant at 650°C with which the ductility dropped drastically. The drop in ductility can be due to considerable strengthening of the alloy due to the presence of fine γ′ (after aging) in the matrix and MC carbides in the form of continuous film at the grain boundaries causing grain boundary embrittlement. This behaviour is consistent with the mixed mode of fracture showing of fine dimples and grain boundary facets (Fig. 10) in these conditions. The severe ductility loss at 650°C can be attributed to the increased importance of grain boundary deformation/sliding at 650°C, which leads to the formation of grain boundary cavities and concomitant brittle fracture.
Tensile data suggest that the as hipped alloy possess strength levels equal to those of the wrought alloy for creep application; hence, a direct HIP approach (powder to final shape with or without heat treatment) can be adopted for superalloy U720LI for making near net shaped components for creep application. On the other hand, the post-HIP heat treatment has resulted in considerable improvement in YS and UTS, which have been found to be much higher than those reported for the wrought alloy for high strength application. Therefore, appropriate thermal treatments are necessary for hipped alloy to make it suitable for use in high strength applications.
It can be seen from Table 5 that the SR life of the alloy at 680°C in as hipped condition is quite comparable with what has been reported for wrought alloy; however, SR ductility of the former is marginally lower than that of the latter. On the other hand, post-HIP heat treatment has resulted in considerable improvement in SR lives (112 and 320 h) of the alloy with rupture ductility of 2·5% for both the test conditions (Table 5) as compared to the minimum specified values of 30 h rupture life and 4·0% SR ductility for wrought alloy. Formation of MC carbide film at grain boundaries (Fig. 6) together with extensive precipitation of a large volume fraction of fine γ′ within grains during post-HIP heat treatment resulted to a considerable strengthening of alloy matrix leading to slightly lower SR ductility values. However, required combination of SR life and ductility can be achieved in the near net shaped components by adopting an appropriate heat treatment for hipped material to meet the specific requirements.
Conclusions
The nickel based superalloy U720LI powder subjected to hipping at 1200°C/120 MPa/3 h has shown homogeneous microstructure containing equiaxed grains and has been found to be free from PPB networks. Fine precipitates of γ′-Ni3 (Ti, Al) and MC carbides enriched with W and Ti were present in the matrix and at the grain boundaries respectively.
Solution treatment at 1100°C for 2 h followed by duplex aging treatment of hipped alloy has resulted in grain refinement as well as extensive precipitation of γ′. In addition, precipitation of MC carbides has also been observed in aged alloy.
Tensile and stress properties of the as hipped alloy indicate that the hipped alloy has substantial potential for use in creep applications.
Although the post-HIP heat treatment has improved the strength and the SR life of the alloy significantly, tensile as well as SR ductility are slightly lower than the minimum specified value for wrought material. Desired combination of strength, ductility and SR properties can be achieved in the near net shaped components by adopting an appropriate heat treatment for hipped material to meet the specific requirement.
Footnotes
Acknowledgements
The authors would like to thank the Defence Research and Development Organization (DRDO) for extending financial support for the present study. The authors would also like to thank Dr G. Malakondaiah, outstanding scientist and director of DMRL for his keen interest and encouragement for the present study. The authors would like to thank Dr D. Banerjee, CC R&D (AMS) and DS, DRDO, for extending a highly valuable suggestions and needful support for the present work. Special thanks are due to Shri Bijoy Sarma, Scientist ‘G’, Head, Powder Metallurgy Division, for extending needful support for this study. The technical support of the Mechanical Engineering Group, Metallography and SEM groups at DMRL are greatly acknowledged. The experimental assistance of the members of the Powder Processing Group of DMRL warrants special thanks.