
Abstract
The present paper reports the influence of post-weld heat treatment (PWHT) on microstructure and properties of electron beam welded dissimilar joint. Ti2AlNb and TC11 alloys were used to fabricate the joints. Three PWHTs were applied to the welded joints. The structures were analysed using optical microscopy, X-ray diffraction, scanning electron microscopy and transmission electron microscopy techniques. The results show that weld metal of the fusion zone is mainly composed of α2 and β phases. As the energy input increases under different PWHTs, the decomposition degree of metastable phases (α′/β) rises, but the tensile strength and impact toughness of the joint reduce. Under each condition, the tensile strength of the joint is higher than that of the TC11 base metal.
Introduction
Ti and its alloys are widely used in many fields spanning the industries of sport, medicine, industrial and even commercial products.1 This is because of their good combination of mechanical properties, such as high strength/weight ratio, excellent stiffness, immunity to corrosion in seawater environment and, importantly, their acceptable mechanical properties at elevated temperatures coupled with an intrinsic capability to withstand and safely function at elevated temperatures. 2 2,3 As one of the most important research trends of Ti alloys, the development of high temperature Ti alloys have been focused on Ti–Al–Nb alloys because of their outstanding properties.4 Much effort has been done around the world on developing their application in engines. 5 5,6 Although some successful technical results were obtained, applications are rare. There are many reasons, such as the brittleness of the alloys, processing difficulties and high cost.7 If the Ti–Al–Nb alloys are joined with the widely used structural Ti alloys, such as TC11 alloy, the combinations might provide possibilities for the flexible design of the product using each material efficiently.8
Electron beam welding (EBW) is a fusion joining process with high density of energy carried out in vacuum environment. Many researchers indicated that EBW was the most popular method to join Ti alloys. 9 9,10 As to the dissimilar joining of Ti–Al–Nb alloys with Ti alloys using EBW technology, some studies had been done and concluded that the resistance to solidification cracking was good. However, most of these EBW joints were brittle and with low degree mechanical properties. 11 11,12 In a previous study,13 EBW and linear friction welding technologies were successfully applied to the joining between Ti2AlNb and TC11 alloys. The room temperature tensile properties of these two types of joints had been studied. However, the phases in fusion zone of the electron beam welded joint have not been clearly identified. Some studies discovered that post-weld heat treatment (PWHT) had important influence on the microstructure of welds in Ti based alloys. 14 14,15 As to the influence of PWHT on microstructure and mechanical properties of Ti–Al–Nb/Ti joints welded by EB process, little work has been reported.
The present study characterises the influence of PWHT on microstructure and mechanical properties of Ti2AlNb/TC11 joint welded by EBW technology. The tensile strength and the impact toughness of the joint are tested.
Experimental
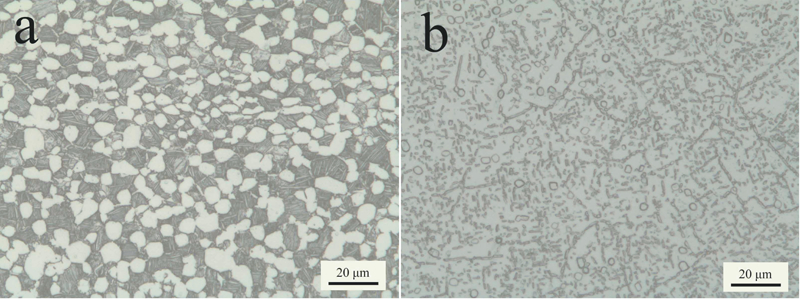
The two alloys used for welding both were hot forged and solution treated block materials, with the same dimension of 25×25×37 mm. The 25×25 mm surfaces of these two alloys were the interfaces for welding. The nominal compositions of Ti2AlNb alloy and TC11 alloy are Ti–22Al–25Nb (at-) and Ti–6·5Al–3·5Mo–1·5Zr (wt-) respectively. The parent TC11 alloy presented the typical bimodal microstructure as shown in Fig. 1a, and the microstructure of Ti2AlNb alloy was composed of (B2+O) two phase equiaxial grains (Fig. 1b). Before welding, their surfaces were polished and cleaned. Welding experiments were conducted using a KS55-G150 model EBW machine with an accelerating voltage of 150 kV; the electron current was 28 mA, the assemble current was 2170 mA and the welding speed was selected as 8 mm s−1.
Microstructure of base metal
After welding, the specimens were subjected to different PWHTs as given below:
aging at 680°C for 1 h, followed by air cooling
aging at 850°C for 1 h, air cooling
solution at 960°C for 1 h, followed by aging at 680°C for 4 h, air cooling.
The heat treated and the as welded joints were cut perpendicular to the welding interface, and then conventional Ti metallographic procedures were used to prepare the metallographic specimens. After the metallographic specimens were etched by a special solution (3 mL HF, 2 mL HNO3, 7 mL H2O2 and 20 mL H2O), microstructure examination was performed using optical microscopy and scanning electron microscopy (SEM). Transmission electron microscopy (TEM) specimens were prepared using mechanical and chemical reduction. Room temperature tensile tests were carried out at a strain rate of 10−3 s−1. The tensile direction was perpendicular to the weld interface. The fusion zones were located in the centre of all tensile specimens. Notched impact toughness of the welds was also tested. The fusion zones were located in the centre of U notches, which were 2 mm in width. X-ray diffraction measurements were carried out on the impact failure surfaces in order to identify the phases of the fusion zones. The fracture surfaces were observed through SEM.
Results and discussion
Microstructure observation
Figure 2 shows the optical micrographs of the weld interfaces after different PWHTs. For the specimen aged at 680°C for 1 h, the phase transformation α′→α+β occurred in the heat affected zone (HAZ) of TC11 alloy, which is indicated by the distribution of α phase and transformed β matrix in Fig. 2a. The white block phase reveals that this phase transformation has not completed. The reasons are that the soaking time (1 h) is too short, and the temperature (680°C) is too low. The microstructure of the HAZ of Ti2AlNb alloy has not changed too much. Only the grain boundaries became clear in this region (Fig. 2b), compared with that of the as welded joint, which was not given in the present paper.13 The main reason for this was attributed to the low diffusivity of niobium under this condition.
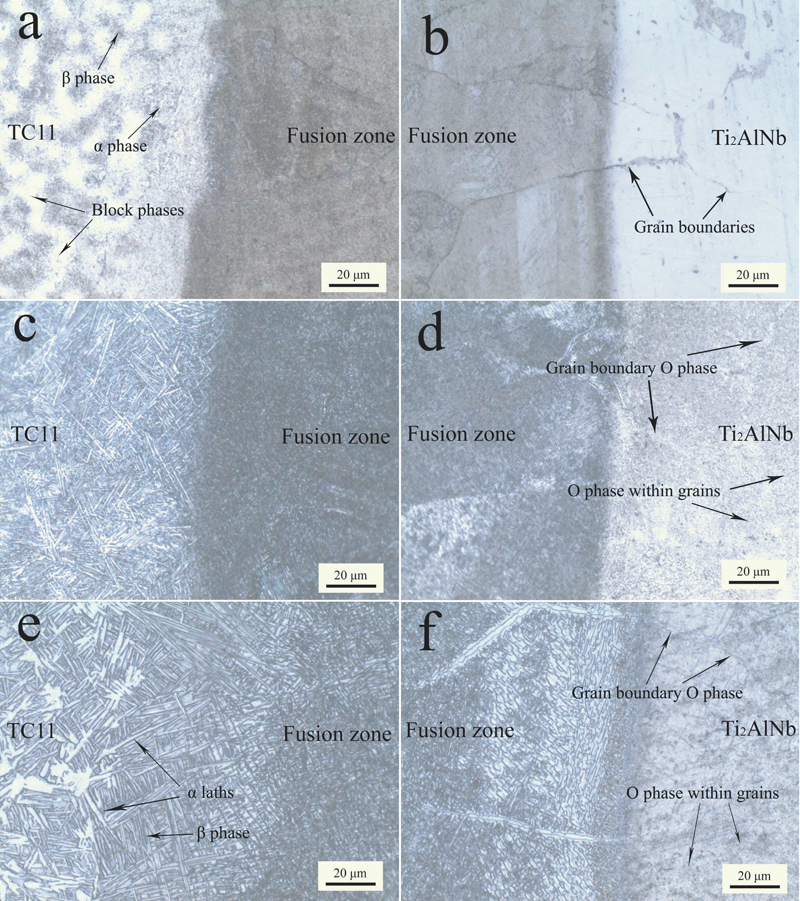
Microstructure of weld interfaces between fusion zones and heat affected zones of TC11 alloy and Ti2AlNb alloy
When the joint was heat treated at 850°C, the diffusion coefficients of alloying elements increased, so the as welded α′ phase with random orientations in the HAZ of TC11 alloy decomposed intensively into lathy α and β phases (Fig. 2c) and caused the basketweave microstructure appearing in this region after the treatment. In the HAZ of Ti2AlNb alloy, many secondary particles (O phase) precipitated at the grain boundaries and within the B2 grains (Fig. 2d). The results were consistent with the isothermal transformation curve for Ti2AlNb alloy.16 For TC11 base metal, the globularisation of secondary lathy α phase would happen at this temperature. This was attributed to the low stable temperature for the secondary α phase of TC11 alloy (∼600°C).17
After solution and aging treatment, the widths of the diffusion zones along the weld interfaces increased as the diffusivities of the alloying elements improved (Fig. 2e and f). The microstructure of the HAZ of TC11 alloy was mainly composed of lathy α phase, with rare transformed β phase (between α laths). For the HAZ of Ti2AlNb alloy, the O particles within the B2 grains became smaller in size compared with that of the 850°C treated sample. According to the TTT curve of Ti2AlNb alloy in Ref. 16, temperatures of 850 and 960°C range within the O+B2 two phase region for this alloy. When Ti2AlNb alloy was heat treated in this region, the lower the heat treatment temperature, the finer the O phase would be. However, the grain boundary O laths were much wider when it was treated at the higher temperature. This was because of the alloying element aggregation at the grain boundaries. It is seen that the grain boundaries were heavily widened even by optical microscopy examination (Fig. 2f).
X-ray diffraction analysis of weld metal
X-ray diffraction was used to determine the different phases that developed in the fusion zone. In the XRD pattern of the as welded condition, the diffractive peaks of both β and α2 phases could be found (Fig. 3). The intensities of α2 peaks appear to be moderate, which is an indication of its presence in big volume fraction. After 680°C/1 h treatment, the metastable β phase has transformed into α phase. The main diffractive peak of β phase nearly disappeared. When the sample was heat treated at 850°C or above, the diffraction peaks of O phase could be seen clearly. It means that the energy input must be enough to increase the diffusivity of niobium for the formation of O phase in low Nb containing metals.
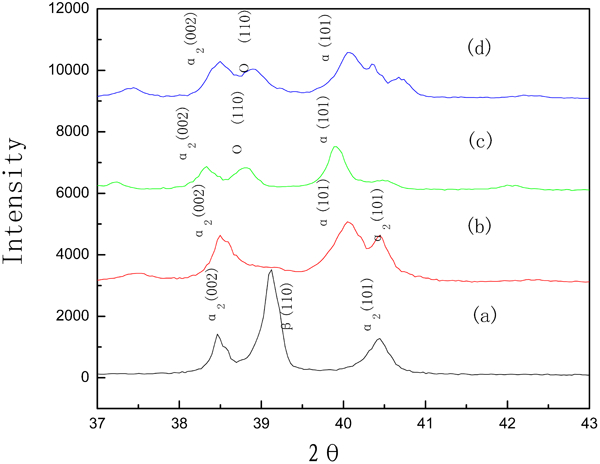
X-ray diffraction patterns of fusion zone metal under different conditions
Analyses by TEM and SEM
Transmission electron microscopy and SEM were used in order to observe the microstructure of fusion zone accurately. The as welded and the solution treated samples were selected. As shown in Fig. 4, the fusion zone of the as welded joint consisted of α2 particles and β matrix. The black phase represented α2 phase, the selected area diffraction pattern of which is shown at the top right corner in Fig. 4. The selected area diffraction pattern of β phase is shown at the top left corner in Fig. 4. In the previous study,13 the secondary particles (α2 phase in the present paper) was thought to be O phase by mistake. Besides the TEM image, two more reasons can be used to support that the cooling rate is fast enough to suppress β/O phase transformation after welding: one is that Al and Nb concentrations are too low in this zone compared with their value in the Ti2AlNb alloy; the other is that the O phase forms slowly due to the reduced mobility of niobium and often by the decomposition of β/α2 phase.
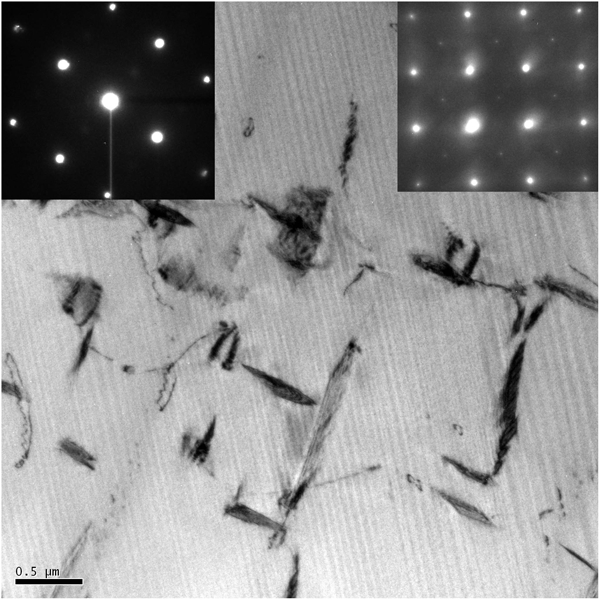
Image (TEM) of fusion zone metal of as welded joint
After solution and aging treatment, the microstructure of the fusion zone was mainly composed of (α2+O+α) laths (Fig. 5). Because α2 phase exhibited high thermal stability at temperature below the (α2+β) two phase region, the O phase formed mainly by the decomposition of β phase. The formation of O phase further reduced the concentration of Nb, which caused the residual β phase transforming into α phase during the following aging treatment.

Image (SEM) of fusion zone metal after 960°C/1 h+680°C/4 h heat treatment
Mechanical properties and fracture surfaces
The mechanical properties of the as welded and the heat treated specimens are given in Fig. 6. The values shown are average of two tests. The corresponding average standard deviation of each kind of value is listed in figures. It is noted that all the tensile specimens failed in the TC11 base metal, while all of the impact specimens failed in the welds. Some SEM images of their fracture surfaces are shown in Figs. 7 and 8. They were mainly taken at some typical regions. As shown in Fig. 6A, the as welded joint shows a tensile strength and impact toughness of 1100 MPa and 9·3 J respectively. The ductile dimples are evident throughout the tensile failure surface (Fig. 7a). In Ref. 11, the highest tensile strength of Ti3Al/TC4 joint welded by EBW was 831 MPa, and all the tensile specimens failed in the weld regions. In this experiment, the tensile strength of Ti2AlNb/TC11 is higher than that of TC11 base metal. The impact fracture surface reveals an intergranular cleavage fracture (Fig. 8a). It seems that the α2 phase of the fusion zone not only enhances the tensile strength of the joint but also further embrittles the coarse β grain boundaries.
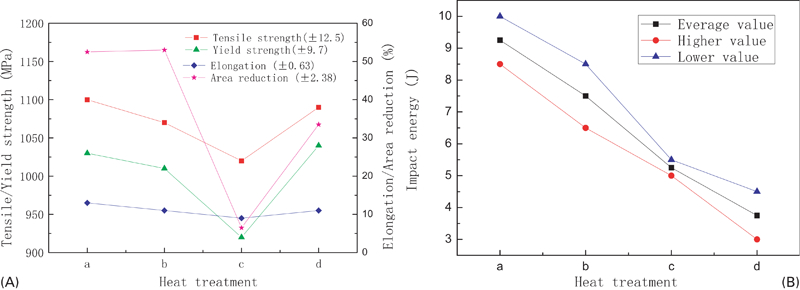
(A) tensile properties versus PWHT curves for Ti2AlNb/TC11 joint and (B) impact toughness of Ti2AlNb/TC11welds versus PWHT curves
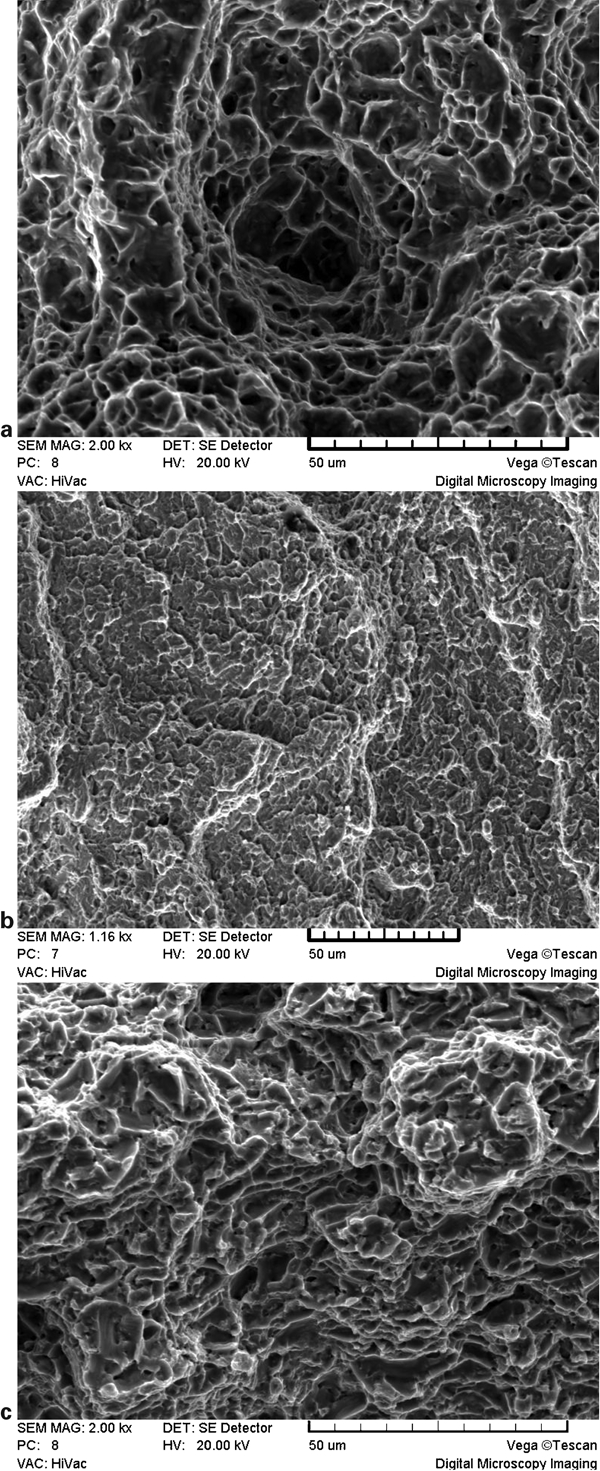
Fractographs of tensile specimens
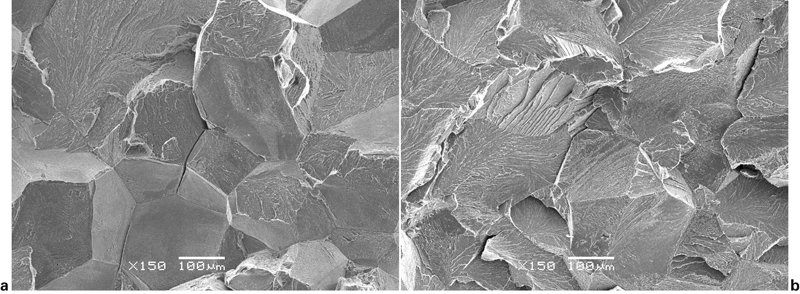
Fractographs of impact specimens
When the specimens were subjected to different PWHTs, the testing results show that the more the energy input, the lower the tensile strength of TC11 alloy and the worse the ductility of weld metal will be (Fig. 6A). For example, the 850°C treated specimen exhibits quite low tensile/yield strength and impact toughness. Its tensile fracture surface reveals an intergranular fracture (Fig. 7b). One reason for this could be that the microstructure of TC11 base metal was mainly composed of globular α phase. The interfaces between big globular α and matrix β phases are easy to crack during tensile tests.18 The solution and aging treated sample reveals a quasi-cleavage fracture (Fig. 7c). It seems that the ductility of TC11 base metal has been deteriorated to a certain degree.
As shown in Fig. 6B, the impact toughness of the weld decreases approximately linearly with the increase in energy input. The solution and aging treated specimen reveals a brittle transgranular fracture (Fig. 8b), with an average impact toughness of 3·8 J, which is the lowest value among all results. One reason for this could be that the higher energy input accelerates the β phase transformation into brittle phases (α2/O/α).
Conclusions
In the present paper, the effect of PWHT on microstructure and mechanical properties of Ti2AlNb/TC11 joint welded by EBW has been determined. Based on the experimental results presented above, the following conclusions can be made.
The microstructure of the as welded joint of Ti2AlNb/TC11 was mainly composed of α2 phase and β phase. The α2 phase not only improved the tensile strength of the joint, but also embrittled the β grain boundaries of the fusion zone.
Post-weld heat treatment influenced the microstructure of electron beam welded joint of Ti2AlNb/TC11 greatly. After aging treatment at 680°C for 1 h, large amounts of metastable phases (α′,β) remained in the HAZ of the joint. When the joint was treated at the higher temperature, the α′ phase in the HAZ of TC11 alloy and the β phase in the HAZ of Ti2AlNb alloy decomposed separately into α laths and (O+B2) phases.
The β phase of the as welded metal was mainly decomposed into α phase when the joint was aged at low temperature. The O phase appeared in the fusion zone only if the metal was heat treated at 850°C or above. However, the globularisation of α phase has taken place in TC11 alloy base at this condition.
A higher heat treatment temperature would accelerate the phase transformations for metastable phases of post-weld heat treated specimens. However, the impact toughness of the joint decreased linearly with increasing energy input. All the tensile specimens failed in the TC11 base metal with different fracture mechanisms.
Footnotes
Acknowledgements
The research is sponsored by the National Natural Science Foundation of China (grant no. 50775187). The author thanks Jianwei Zhang (CISRI, China) for his warm assistance.