
Abstract
The measurement of the ultrasonic velocity is a common method in the foundry industry for the evaluation of the nodularity in ductile iron castings. Practical experience has shown that heat treatment can reduce the ultrasonic velocity compared to the as cast condition. Using ductile iron samples with different heat treatments in order to vary the ferrite and pearlite content respectively confirmed this decrease in the ultrasonic velocity compared to the as cast state. Further investigations showed that with all the heat treatments applied, irrespective of their effect on the microstructure, the density was decreased. The decrease in density correlated with the decrease in ultrasonic velocity for all heat treatments. The mechanisms involved in the reduction in the density are discussed.
Introduction
It is commonly known that the microstructure formation, especially the graphite formation (nodularity) in ductile cast iron, can be non-destructively evaluated using ultrasonic testing.1–3 Today, this method is widely used in the foundry industry, as it can be easily applied in a production environment.
The velocity of sound measured by ultrasonic waves (ultrasonic velocity) in cast iron is mainly influenced by the graphite morphology and decreases in the following sequence: spheroidal graphite, compacted graphite and lamellar graphite. That is the reason why, in many casting's specifications, a minimum ultrasonic velocity value has to be met in order to ensure that no undesirable graphite modifications, such as vermicular or lamellar graphite, are present in the casting. This minimum requirement is usually around 5600 m s−1, depending on the foundry and the end user. Differences in the specifications arise, as the ultrasonic velocity is also influenced by the amount of graphite and its size as well as the matrix composition, although these effects have a much smaller influence than the graphite modification.
For homogeneous materials, the ultrasonic velocity cl for longitudinal waves depends on Young's modulus E, the density ρ and the Poisson's ratio ν of the material as given in equation (1) (Ref. 4)
In the foundry practice, it was observed that a heat treatment can also have an influence on the measured ultrasonic velocity in ductile iron castings. This is important for the foundry engineer, as such a decrease in ultrasonic velocity after heat treatment compared to the as cast state can lead to a rejection of a casting by the end user due to an erroneously assumed insufficient nodularity.
The influence of heat treatment is mentioned in a series of investigations by the British Cast Iron Research Association (BCIRA) commissioned by the American Foundry Society.5–7 In those investigations, different graphite morphologies and matrix compositions in the as cast state as well as heat treated were examined. The data show that the ultrasonic velocity is higher in the as cast samples than in heat treated samples. The authors7 recognised this behaviour but gave no explanation for this phenomenon.
In another reference,8 which is based on the abovementioned results, it is stated that heat treatment will decrease the ultrasonic velocity by usually ∼200 m s−1, but the specific type of heat treatment is not mentioned. In addition, this reference does not provide an explanation or mechanism for this phenomenon.
Experimental
Two sets of samples of ductile cast iron with a predominantly pearlitic matrix consisting of 22 and 19 pieces respectively were cast. The samples had dimensions of 200×100×50 mm. All samples of a set were cast in the same flask, in furan bonded sand with three to four samples/feeder. The chemical compositions, as analysed by inductively coupled plasma optical emission spectrometry, are given in Table 1. One half of each sample set was left in the as cast state, while the other half was normalised at 910°C for 3 h and air quenched. Three millimetres of the sample surface were removed on each side by milling to avoid surface effects when measuring the ultrasonic velocity.
Chemical compositions of ductile iron samples, mass%

To obtain further variations in the microstructure, samples of the first sample batch in the as cast state were used for different heat treatments. Two heat treatments were performed with an austenitising temperature of 910°C for 1·5 h and subsequently cooled in a vermiculite bed and in the furnace respectively. Another heat treatment was performed by annealing at 750°C for 4 h with subsequent cooling in the furnace.
For a more detailed understanding of the matrix effects on the ultrasonic velocity at different heat treatment conditions, samples of wrought carbon steel EN 10083-2-C60-N (1·0601) with Ø 60×40 mm were heat treated. The samples were austenitised at 840 and 960°C for 1 h respectively. The cooling of the samples was conducted by air quenching, in air, in a vermiculite bed and in the furnace respectively. Another sample was annealed at 700°C for 6 h and cooled in the furnace.
The ultrasonic velocity in the samples was measured with a pulse echo device Olympus Panametrics non-destructive testing (NDT) Epoch XT (Olympus Corp., Tokyo, Japan) with longitudinal waves at 2 MHz with a Ø 10 mm vertical probe Olympus Panametrics NDT PF2R-10. As a reference object, a certified thickness calibration block of carbon steel AISI 1018 by Olympus Panametrics NDT was used.
The ultrasonic velocity cl in the sample was calculated according to equation (2) using the known ultrasonic velocity of the reference object cR (5937 m s−1), the apparent thickness of the sample ds, measured with that ultrasonic velocity and the actual thickness of the sample d measured with a micrometre gauge

Evaluation of the microstructure was performed using an optical microscope and the image analysis software Olympus AnalySIS auto 5·0. Further investigations were conducted with a scanning electron microscope (SEM) Zeiss EVO50 at the Chair of Physical Metallurgy and Materials Testing at the University of Leoben (Leoben, Austria). In addition, hardness measurements HBW 10/3000 were performed according to EN ISO 6506-1 at six positions on each sample face.
Results
The microstructure of the samples in different heat treatment conditions is shown in Figs. 1 and 2. Microstructure parameters as well as the hardness of the samples are summarised in Table 2. It can be seen that the first sample set in the as cast state is nearly fully pearlitic, and the normalising heat treatment did not change the microstructure as much as did the normalising for the second sample set, which had ∼9% ferrite in the as cast state. The other heat treatments increased the ferrite content in the samples, and the pearlite became coarser. The highest content of ferrite was present in the sample annealed at 750°C and therefore without an α/γ transformation. This subcritical heat treatment did not dissolve all the pearlite in the sample but globulised the remaining pearlite (Fig. 2d).
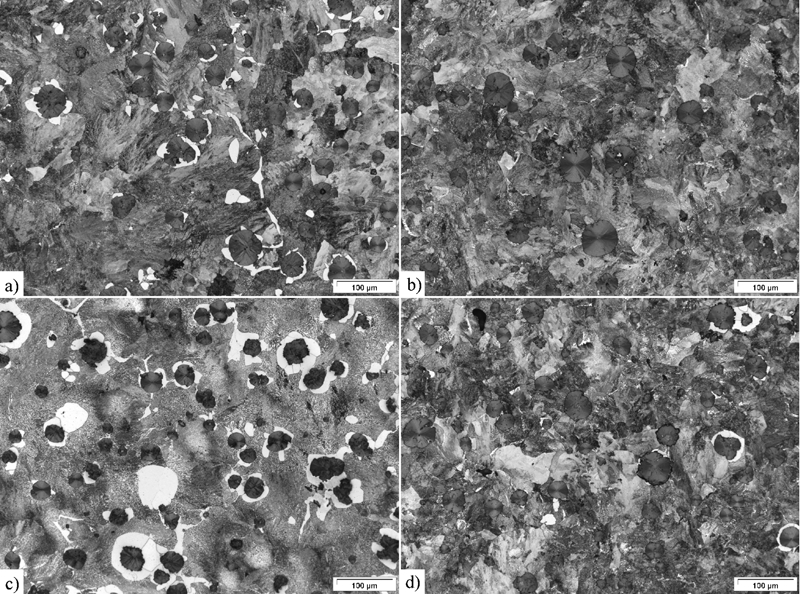
Microstructure (etched with 2% nital) of ductile iron samples used
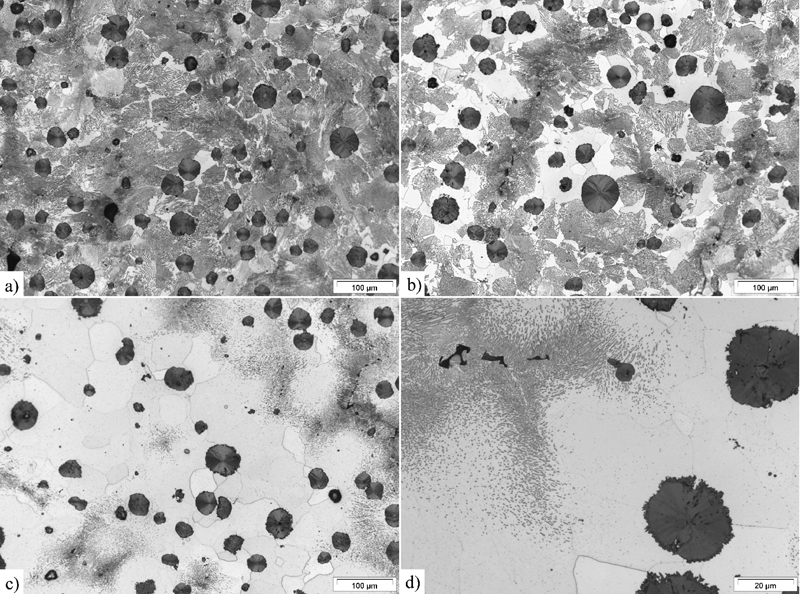
Microstructure (etched with 2% nital) after ferritising heat treatment of ductile iron samples of first sample set
Microstructure parameters and hardness values of different heat treatment states (mean values)
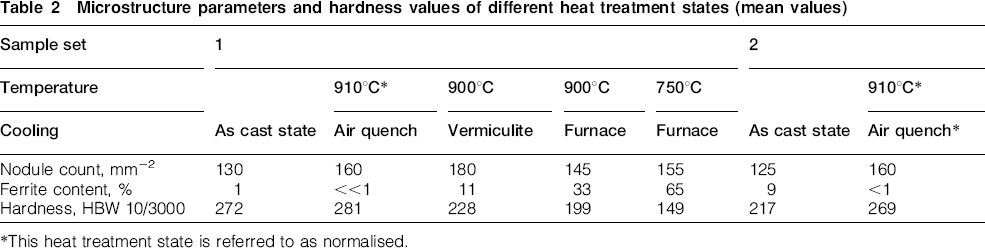
*This heat treatment state is referred to as normalised.
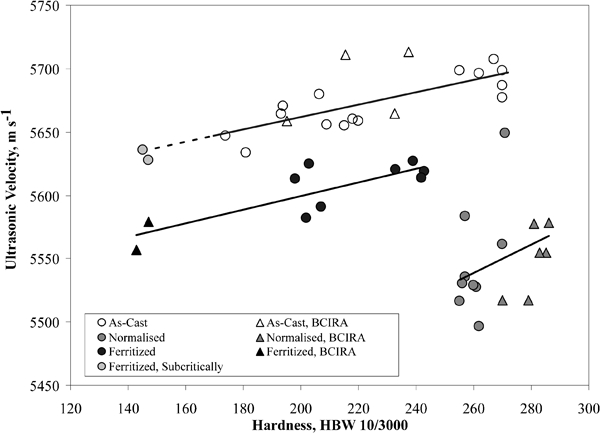
The ultrasonic velocity is plotted against the hardness of the samples for all heat treatment conditions (Fig. 3). In the as cast state, the hardness is mainly determined by the pearlite content of the samples. That is the reason why there is a correlation of the ultrasonic velocity with the hardness for that state. With an increase in hardness and pearlite content respectively, the ultrasonic velocity increases slightly. By normalising the samples, their pearlite content was increased, compared to the as cast condition. This leads to a slight decrease in the ultrasonic velocity for the first sample set, which is nearly fully pearlitic in the as cast condition. The decrease in the second sample set was remarkable, as it has higher ferrite content in the as cast state.
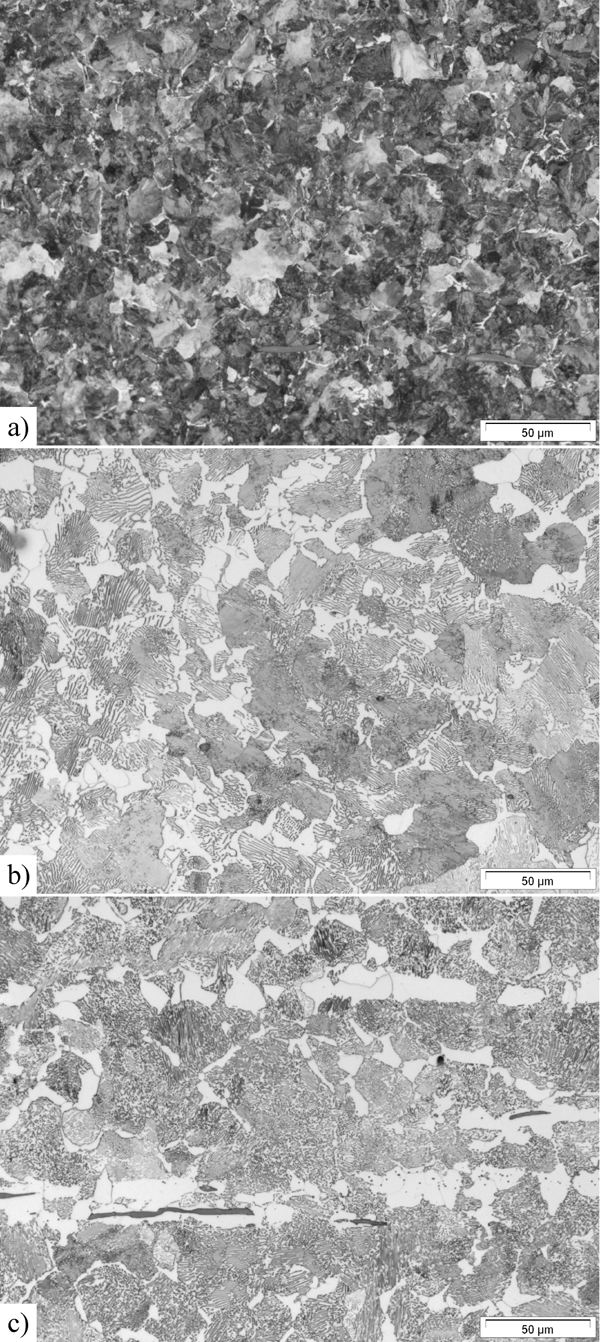
Microstructure (etched with 2% nital) of carbon steel C60 after heat treatment
The ultrasonic velocity in the sample with the subcritical heat treatment (without transformation) shows a similar trend as the as cast samples. The samples with supercritical heat treatments with an α/γ transformation have decreased ultrasonic velocity. Nevertheless, there also seems to be a correlation with the pearlite content and the hardness respectively for the two ferritising heat treatments with the same austenitising time and temperature.
The results in the ductile iron samples show that a microstructure parameter with a significant influence on the ultrasonic velocity is altered during supercritical heat treatments. The heat treatments affected the pearlite/ferrite ratio in the matrix. In cast iron, this is always associated with an alteration of the graphite content. Therefore, carbon steel samples were used to investigate the changes in the matrix. In the carbon steel samples, the heat treatments did yield a variety of different microstructures from pearlitic to ferritic–pearlitic with different grain sizes and pearlite lamella spacing and banded to uniformly dispersed ferrite. The resulting hardness ranged from 185 to 275 HBW 10/3000. The range of microstructures of these samples is shown in Fig. 4.
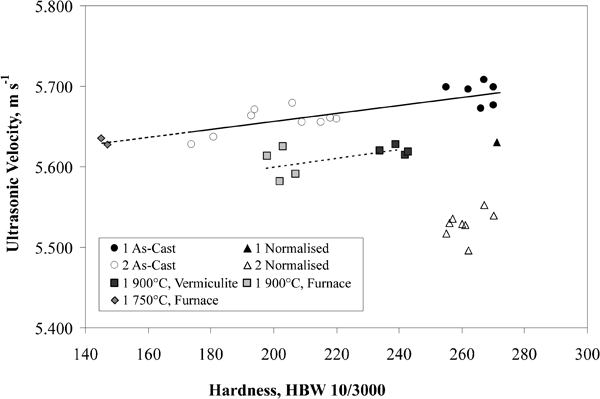
Ultrasonic velocity versus hardness for different heat treatment states (first number in caption gives sample set, followed by heat treatment state) showing decrease in ultrasonic velocity through supercritical treatment
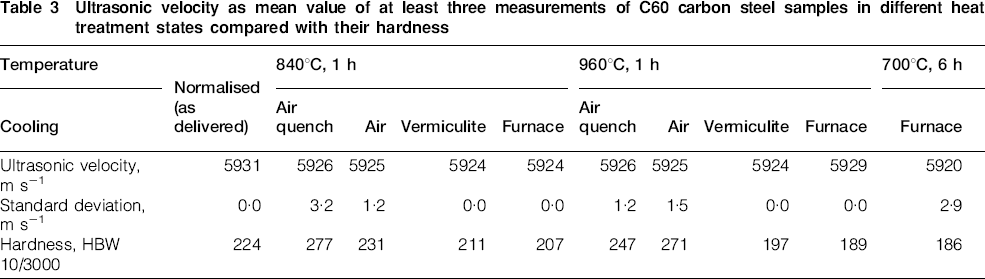
Although a wide variety of microstructures and hardness had been produced in the steel samples, the differences in the ultrasonic velocity are insignificant (Table 3). The ultrasonic velocity of steel is scarcely influenced by the amount, formation, distribution and grain size of ferrite and pearlite. It can therefore be assumed that the same applies also to ductile iron.
Ultrasonic velocity as mean value of at least three measurements of C60 carbon steel samples in different heat treatment states compared with their hardness
Whereas the decrease in ultrasonic velocity with increasing ferrite content in the as cast condition and after ferritising heat treatments can easily be explained by the resulting increase in the amount of graphite, the effect of normalising is contrary. There, a drop of ultrasonic velocity is experienced, despite a reduction in the ferrite content.
For that reason, the graphite was investigated more closely. During heat treatment, only the surface of the graphite spheroids can be changed. At single spheroids, especially bigger ones, discontinuous seams of graphite, iron and micropores were detected (Fig. 5). Figure 6 shows SEM images of spheroids from the second sample set, where the ultrasonic velocity dropped by 130 m s−1 after normalising. There, the seam can easily be recognised. The seam is ∼5 μm thick and is nearly periodically comprised of matrix and graphite protuberances. These graphite protuberances contain iron particles and voids (Fig. 6).
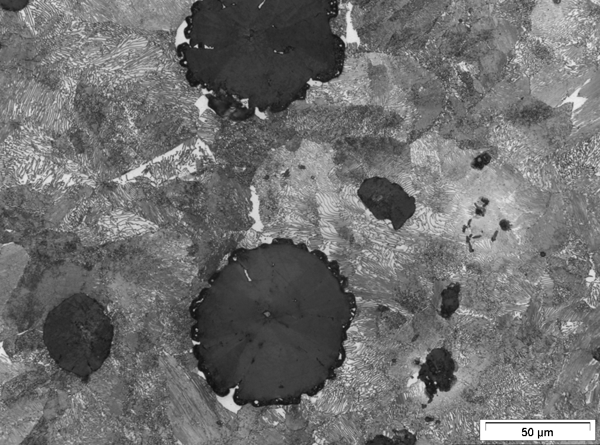
Graphite surface exhibiting discontinuous seam after normalisation heat treatment
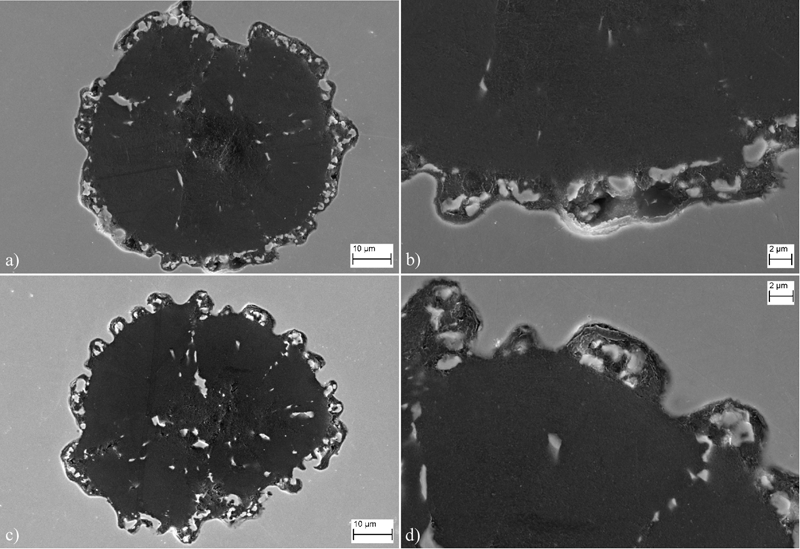
Secondary electron image (SEM) of graphite spheroids of second sample set, exhibiting seam of graphite, iron and micropores
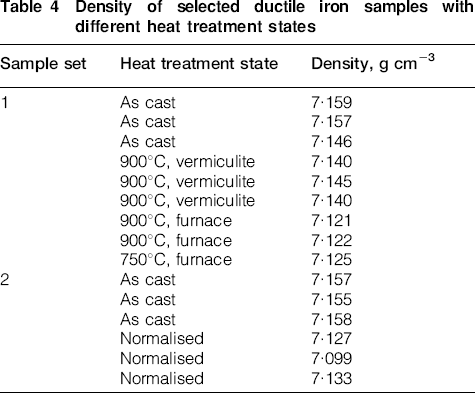
In order to confirm the occurrence of these micropores, the density of some selected samples was measured (Table 4). In all heat treated samples, a decrease in the density is noticeable. Both the increase in ferrite content in the samples of the first set and the increase in pearlite content in the samples of the second set led to a decrease in density, although the processes are different.
Density of selected ductile iron samples with different heat treatment states
Discussion
Ultrasonic velocity
It was shown that the ultrasonic velocity increases with the pearlite content and as a consequence with the hardness in the as cast state or in a heat treated state without phase transformation. After heat treatment with an α/γ transformation, the ultrasonic velocity decreased irrespectively of the effects (ferritisation/pearlitisation) of the treatment. Depending on the degree of heat treatment, correlations to the pearlite content may again be established, but in the present work, insufficient data were collected to establish such a relationship (Fig. 3). The measured values are in good correlation with the investigations of the BCIRA (Fig. 7). 5 5–7 The correlation of the two datasets shows nearly the same gradient for the ferritised state and for the as cast state but at ∼60 m s−1 less ultrasonic velocity.
All supercritical heat treatments led to a reduction in the density. For the samples of the first set with high pearlite content in the as cast condition, the heat treatments were used to increase the ferrite content in the matrix. Thereby, the pearlite (density, 7·78–7·84 g cm−3) 9 9,10 is partly dissolved into ferrite (density 7·87 g cm−3)11 and graphite (density 2·25 g cm−3). 9 9,10 The resulting graphite is deposited at the graphite spheroids already present in the microstructure. In this way, the graphite content of the sample is increased, and consequently, the density of the sample is decreased.
The normalising heat treatment of the samples of the second set caused an increase in the pearlite content. Adversely to the mechanism explained above, one should assume that the density will increase as graphite is dissolved to form pearlite and thereby reduce the graphite content in the sample. The density measurements showed that the opposite is the case. The normalising heat treatment led to a decrease in density. This finding is supported by the microporosity found in the SEM investigation.
When plotting the ultrasonic velocity against the density, a common trend for all heat treatment states can be seen (Fig. 8). The differences in the ultrasonic velocity between the individual treatment states that were shown when plotted against the hardness (Fig. 3) are well explained by the differences in density. In this way, the decrease in density when increasing the ferrite content during a supercritical heat treatment is explained by an increase in the amount of graphite. The decrease in density for an increase in pearlite during a supercritical heat treatment is explained by the formation of micropores at the graphite spheroid's periphery.
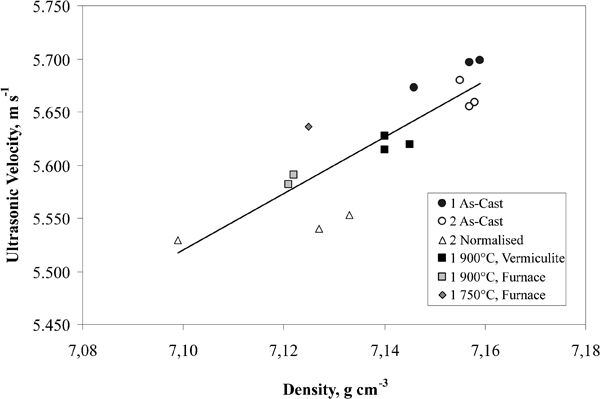
Ultrasonic velocity in ductile iron samples versus density for different heat treatment states showing linear correlation between density and ultrasonic velocity (first number in caption gives sample set, followed by heat treatment state)
Formation of micropores
When investigating the damping behaviour of ductile irons, Metzloff and Loper12 also found a decrease in density after heat treatments, which increased the ferrite or pearlite content respectively. The decrease given in that reference is in the same order of magnitude as in the present study. When normalising, the authors also found a decrease in Young's modulus, although the pearlite content increased. In their work, they concluded that the decrease in density is caused by the formation of voids at the nodule matrix interface that reduces the bonding between matrix and graphite.12 Metzloff13 explained the formation of the voids as a consequence of the dissolution of graphite during the austenitising process.
When investigating ferritising heat treatments, Monchoux et al.14 found quite comparable mechanisms at the graphite/matrix interface as have been shown in the present study. They demonstrated that low angle twin boundaries, called radial low angle defects, exist within the graphite spheroids every 2–4 μm on the perimeter. These defects have higher atom mobility and lower interface energy, enabling the solution of the graphite during the α→γ transformation preferably.14 This leads to an uneven graphite surface after transformation. The distances given by Monchoux et al.14 are in the same order of magnitude as in the present investigation (about 4–8 μm) but, of course, differ with the size of the graphite spheroids. When cooling the samples, the γ→α transformation takes place. During this process, the solute carbon of the austenite is deposited at the graphite. The transformation is diffusion controlled,15 so the process starts around the graphite spheroids.16 When pearlite is formed at a nodule surrounded by a ferrite halo before the heat treatment, the volume of the graphite deposited during cooling is smaller than the amount dissolved during austenitising.
Monchoux et al.14 showed theoretically that the matrix intrusions in the graphite can globulise according to the model of Sekerka and Marinis,17 although they could not fully show this effect experimentally for a supercritical heat treatment. In the case where pearlite is formed, the rate of cooling is higher than that applied for the ferrite formation in the abovementioned investigation.14 This can lead more easily to the globulisation described, as the diffusion time for the carbon is decreased, which will contribute to further promote the irregular graphite surface. By globulisation of the already transformed ferrite within the irregular graphite surface, these parts get cut off from the rest of the matrix. In this way, the graphite protuberances, as seen in the SEM images (Fig. 6), are developed. As the entrapped ferrite is already transformed because of being the closest to the graphite with a large graphite interface, it contracts with further cooling, leaving micropores within the graphite protuberances.
This explanation supports the experimental findings. In the case of the first sample set with a nearly pearlitic matrix, the decrease in the ultrasonic velocity through normalisation heat treatment was smaller than the second sample set that contained more ferrite in the as cast state. Furthermore, not every graphite spheroid showed protuberances. They were mainly found at bigger nodules that are preferably surrounded by a ferrite halo in the as cast state.
Conclusions
Predominantly pearlitic ductile iron samples were heat treated to increase the ferrite or pearlite content respectively. For all heat treatment states, the ultrasonic velocity was measured. For the as cast state as well as with a subcritical heat treatment (without α/γ transformation), the ultrasonic velocity was mainly dependent on the pearlite content and hardness respectively. When the samples were supercritically heat treated (with α/γ transformation), the ultrasonic velocity decreased.
Changes in the matrix of the ductile iron always affect the graphite phase. Thus, the effect of the heat treatments was tested on carbon steel samples to investigate the effect on the matrix only. These samples did not exhibit an effect on ultrasonic velocity, which would explain the differences seen in the ductile iron samples.
Density measurements showed that the ultrasonic velocity is correlated to the density for all tested heat treatment states. Ferritising treatments decrease the ultrasonic velocity because of an increase in the graphite content and consequently a reduction in the density. A pearlitising treatment (normalisation) also decreases the ultrasonic velocity by formation of micropores slightly under the graphite/matrix surface (protuberances) resulting also in a decrease in the sample density.
The results show that the usual acceptance limits for the ultrasonic velocity given in casting specifications for the as cast state cannot be applied to heat treated parts. For such castings, reduced limits have to be specified.
Footnotes
Acknowledgements
The authors gratefully acknowledge the contributing Austrian foundries: Georg Fischer Eisenguss GmbH (Herzogenburg, Austria), Johann Nemetz & Co. GesmbH (Wiener Neustadt, Austria), SLR Gusswerk II Betriebs GmbH (Steyr, Austria), voestalpine Gießerei Traisen GmbH (Traisen, Austria) and Wagner Schmelztechnik GmbH & Co (Enns, Austria). The support of Mr. Ronald Wagner and Mr. Richard Leitner of Wagner Schmelztechnik GmbH & Co. by providing the ductile iron samples used is especially acknowledged. Financial support was granted by the Austrian Research Promotion Agency (FFG) under their PROKIS programme.