
Abstract
To further improve the strength and toughness, the advanced thermomechanical controlled processing has been applied in the development of an ultralow C and high Nb bearing steel. In the present investigation, the effects of processing parameters, consisting of the coiling and starting temperatures in non-recrystallisation region, on the final microstructure and mechanical properties of this steel have been studied by tensile, Charpy impact tests, optical microscopy and transmission electron microscopy. Results indicate that the acicular ferrite dominated microstructure can be greatly refined in grain size with decreasing the starting temperature of finishing rolling. However, for high Nb steels, the too low starting temperature would promote the formation of high temperature transformation products and consequently make against the improvement of mechanical properties. In addition, the optimum temperature window of finishing rolling is found to be also related to alloying levels of austenite stabilising elements. At the high starting temperature of finishing rolling, the precipitation strength contribution increases with increasing coiling temperature. However, the increase in strain accumulation associated with low temperature processing greatly reduces the sensitivity of the precipitation strength contribution to coiling temperature.
Keywords
Introduction
As is known, it is most important to select the appropriate microstructure to improve the strength and toughness behaviours of pipeline steels. The advance in modern pipeline technology leads to the significant change in its final microstructure from a traditional ferrite–pearlite structure to an acicular ferrite dominated structure. Acicular ferrite, first reported by Smith et al. in the early 1970s,1 has been widely accepted as one of the most attractive microstructures for high grade pipeline steels because of its optimum strength–toughness combination.2–4 Although there are still controversies and uncertainties on the morphological features and identification of such a microstructure, 5 5,6 it has been well established that the improvement of mechanical properties should be mainly due to the relatively high density dislocation and the fine grained nature of the acicular ferrite structure.7–10
From a metallurgical point of view, the chemical composition, technical parameters in thermomechanical controlled processing (TMCP) containing hot deformation and accelerated cooling can determine the formation of this acicular ferrite based microstructure. Alloy additions such as Mn, Nb, V, Ti and Mo are commonly added to obtain the desired microstructure and mechanical properties, and particularly for Mo addition, it is usually regarded as an important element for the formation of bainitic ferrite. Thus far, most works concerning acicular ferrite steels have been carried out on the relationship between microstructural features and mechanical properties in Mo containing pipeline steels.11–20 However, for Mo containing steels, there are also some inherent metallurgical disadvantages, such as high alloying cost, large mill load and low production efficiency due to low temperature heavy deformation in non-recrystallisation region of austenite. On the other hand, it is known that a large amount of Nb dissolved in austenite could exert a similar effect with Mo by enhancing the austenite to acicular ferrite transformation with no or few formations of polygonal ferrite. 10 10,21 Furthermore, the addition of Nb broadens the austenite's non-recrystallisation region through strongly retarding static and dynamic recrystallisation.22 Thus, driven by economic benefits, some steelmakers have recently adopted a new high Nb microalloying technology for high strength pipeline steels, which allows Nb content up to 0·1 in steels and uses high temperature process (HTP) technology in rolling. 23 23,24 This HTP technology, as a feasible alternative to the conventional Mo alloying method in high grade pipeline steels, enormously reduces alloying cost, lightens mill load and shows a very good development trend and prospect.
There are, however, few reports on the microstructure and mechanical properties of high Nb HTP steels. Particularly, the transformation behaviour of acicular ferrite and their effects on the combination properties are detailedly unknown. Therefore, it is necessary to investigate the strength and toughness behaviours of HTP steels and how those behaviours are affected by changes in alloy additions and processing parameters.
The aim of this work was to provide an understanding of the relationship between the microstructural characteristics and mechanical properties of an ultralow C and high Nb bearing steel. For this purpose, the effect of alloying additions and processing parameters on the microstructure and properties of this steel has been studied. Accordingly, the optimum TMCP window was determined. Furthermore, the industrial HTP steel with acicular ferrite dominated microstructure was manufactured in hot strip mill, and its mechanical property reaches the API-X70 level.
Experimental
Material
The HTP pipeline steel used in this work was prepared in a 120 kg vacuum induction melted furnace, and the cast ingots were forged to slabs of 100×110×100 mm. Table 1 shows the chemical composition of a pair of steels used in this investigation. Notably, the Nb content is 0·1, and there is no Mo addition, i.e. it is significantly different from that of a conventional pipeline steel grade with predominantly Mo microalloying. In addition, by decreasing carbon content, i.e. no more than 0·05 wt-, and using Ti/N treatment where sufficient Ti was present to combine with N in the steel, a large amount of Nb precipitates can be dissolved in austenite during reheating.
Chemical composition of the steels*, wt-
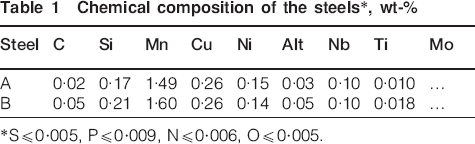
*S⩽0·005, P⩽0·009, N⩽0·006, O⩽0·005.
Experimental procedures
In order to attain the optimal TMCP parameters during hot rolling, a hot rolling experiment was carried out on a 4000 kN pilot rolling mill with Ø450 mm rollers and a water cooling facility for simulating industrial process. The ingots, with the dimensions of 100 (thickness)×100 (width)×110 mm (length) and/or 120×120×140 mm, were rolled to 8–12 mm thick plates over the approximately temperature range of 700–1100°C using conventional controlled rolling and interrupted accelerated cooling. Here, conventional controlled rolling consists of two stages, mainly roughing rolling in high temperature region of austenite to refine grain size by repeated recrystallisation and finishing rolling in non-recrystallised region of austenite to increase accumulated strain and nucleation sites for subsequent transformation. Interrupted accelerated cooling was characterised by allowing accelerated cooling in a given temperature range after finishing rolling, followed by natural cooling in an incubator filled with asbestos to simulate industrial coiling. As shown in Fig. 1, in the present test, the start rolling temperature of finishing rolling Tsf is changed from 900 to 1020°C, the finishing rolling temperature Tf ranges from 780 to 840°C, the coiling temperature Tc is controlled in the range of 450–640°C and the cooling rate varies from 10 to 15°C s−1.
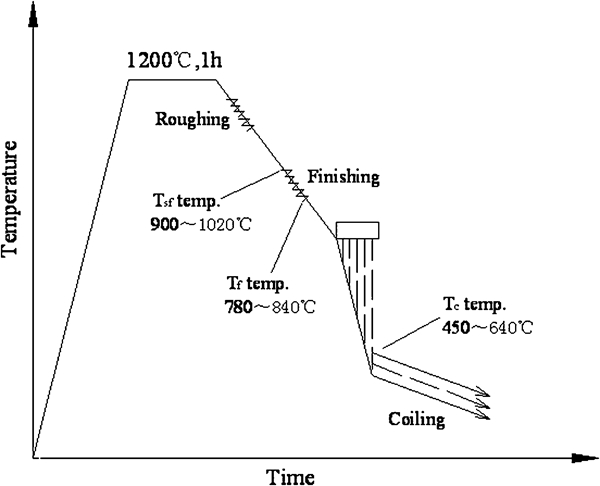
Schematic of TMCP schedule
Tensile, impact testing, optical microscopy and transmission electron microscopy (TEM) were used in this investigation. Tensile and Charpy impact specimens more than three for each condition were taken parallel to the rolling direction and near the heads of the plates, and the average values were respectively obtained from these separate tensile tests. Charpy impact test was carried out at various temperatures on a standard Charpy impact testing machine. Metallographic samples representing all steels were prepared using standard procedure. The Leica image analysis and linear intercept technique after etching in 2 nital were used for grain size measurements. For TEM observation, the thin foils were mechanically thinned from 300 to 50 μm and then electropolished by a twin jet electropolisher in a solution of 10 perchloric acid and 90 acetic acid. The thin foil specimens were observed using an H-800 TEM with 200 kV.
Results
The results obtained on the mechanical properties and microstructures of the steel under different thermomechanical conditions are presented in the following sections.
Mechanical properties
Figures 2–4 show details of the tensile and Charpy impact properties. Each symbol represents an average value obtained from three or more separate tensile and impact tests. The influence of the starting temperature of finishing rolling Tsf on mechanical properties of the steel is shown in Fig. 2. The yield strength σs and tensile strength σb respectively increase by approximately 50 and 30 MPa with decreasing the Tsf temperature from 1020 to 950°C, while not a significant rise but a slight fall in strength values can be observed as the Tsf temperature decreases to 920°C. The elongation values δ () varied only over a narrow range of 21–26. The impact toughness Akv, −20°C (J), described by Charpy V notch impact energy at −20°C, has been found to change in the range of 240–300 J.
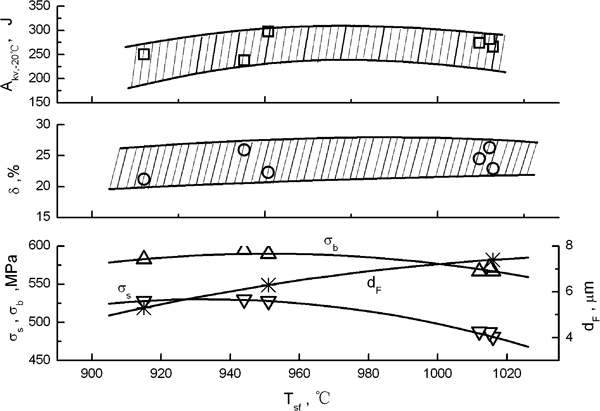
Influence of starting temperature of finishing rolling Tsf on mechanical properties of steel A (Tc = 550°C)
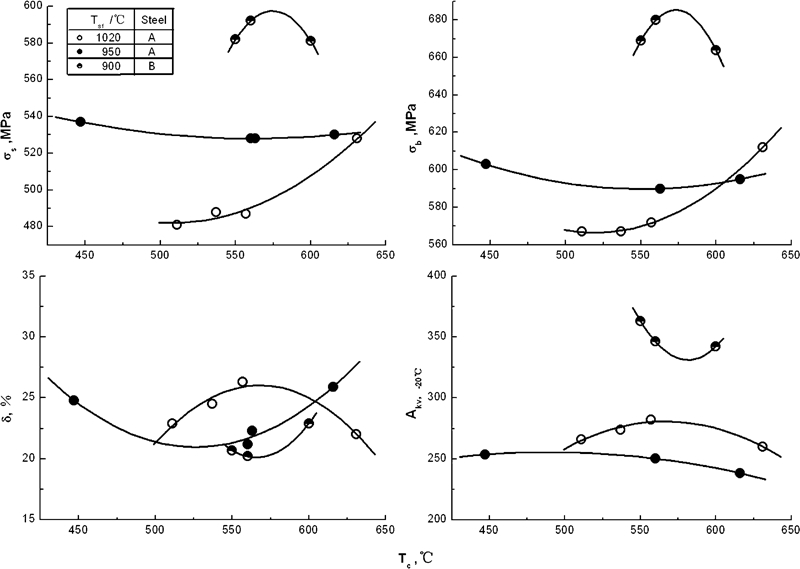
Influence of coiling temperature Tc on mechanical properties of tested steels
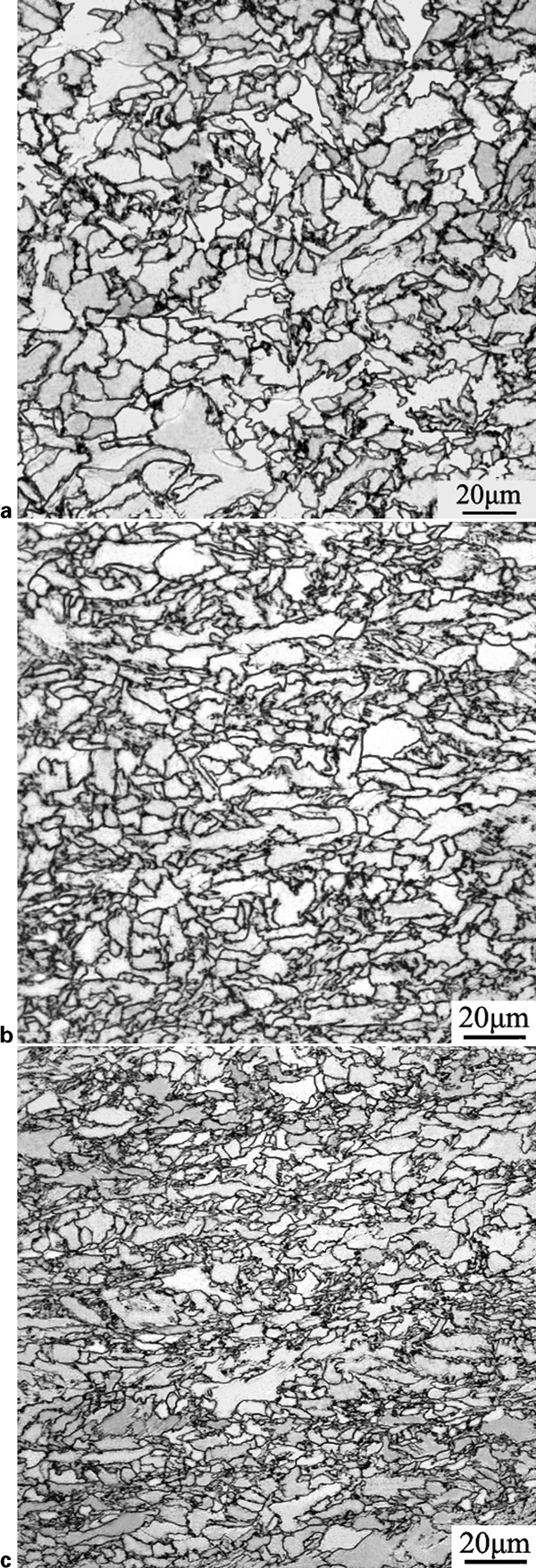
Optical micrographs for steel A at different start rolling temperatures (Tc = 550°C) ×500
Figure 3 shows the effect of coiling temperature Tc on mechanical properties at different Tsf temperatures. For the Tsf temperature of 1020°C, raising the coiling temperature from 500 to 630°C would lead to the increase by ∼50 MPa in yield and tensile strength, with the variation within ∼3 in elongation and 20 J in impact toughness. When Tsf = 950°C, only a minor change without evident tendency can be seen in strength, elongation and toughness for the tested samples. In the case of Tsf = 900°C, the attractive combination properties (>X80) were observed for steel B in this figure.
Microstructure
The optical micrographs of the steels tested at different Tsf and Tc temperatures are shown in Figs. 4–7 respectively. These figures clearly indicate that microstructures mainly consist of acicular ferrite, quasi-polygonal ferrite and small amounts of polygonal ferrite, where the differences in grain size dF and volume fraction of each phase can be discerned. When Tsf = 900°C, the optical micrographs in steel B at Tc = 600 and 560°C respectively are shown in Fig. 6. Here, the extremely fine acicular ferrite coexisting M/A constituent homogeneously distributed is revealed. Figure 7 shows the TEM image of the steel at Tsf = 920°C and Tc = 550°C. The polygonal ferrite with relatively low dislocation density coexisting with M/A constituent (dark area) is seen in Fig. 7a, and the massive ferrite and acicular ferrite lath with high dislocation density are revealed in Fig. 7b.
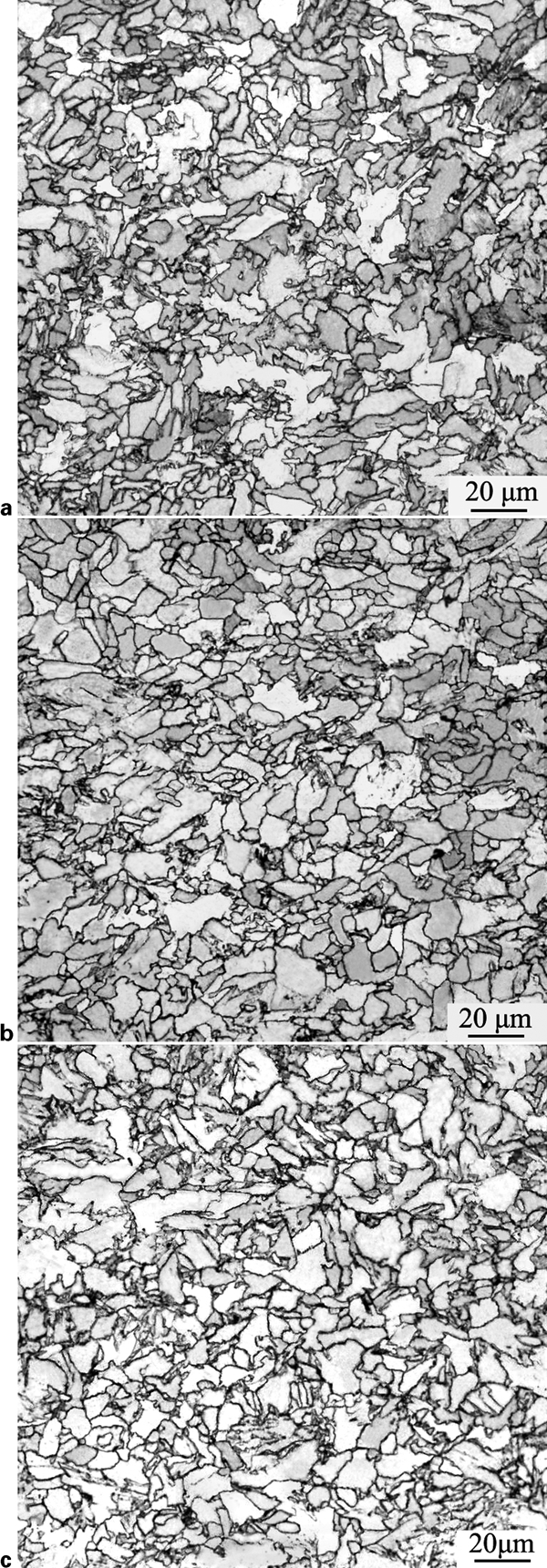
Optical micrographs for steel A at different coiling temperatures (Tsf = 1020°C) ×500
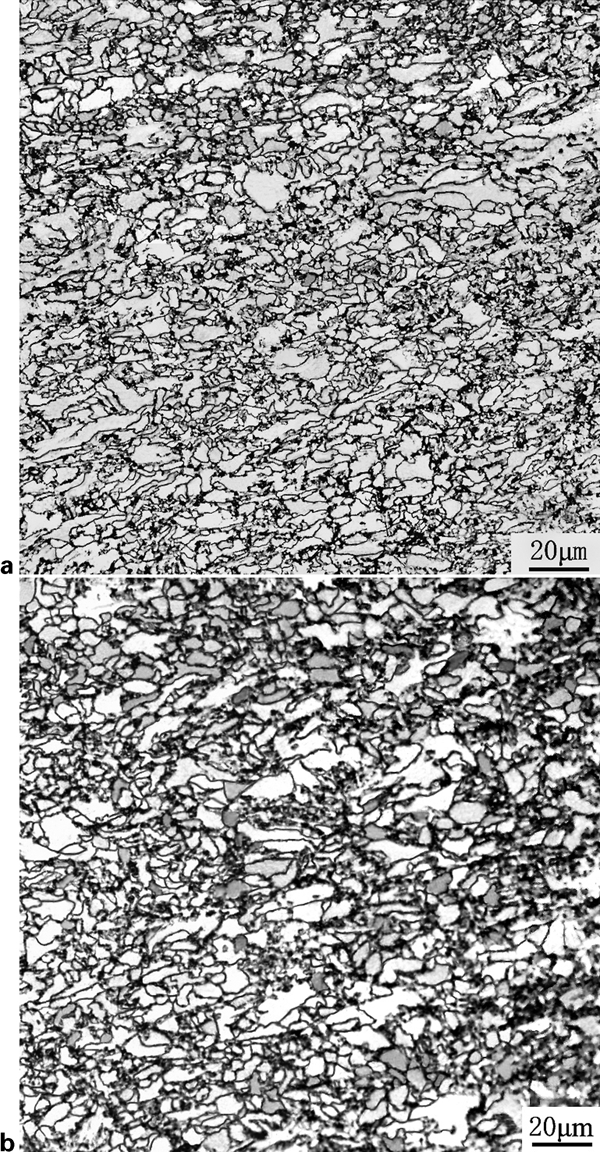
Optical micrographs for steel B at different coiling temperatures (Tsf = 900°C) ×500
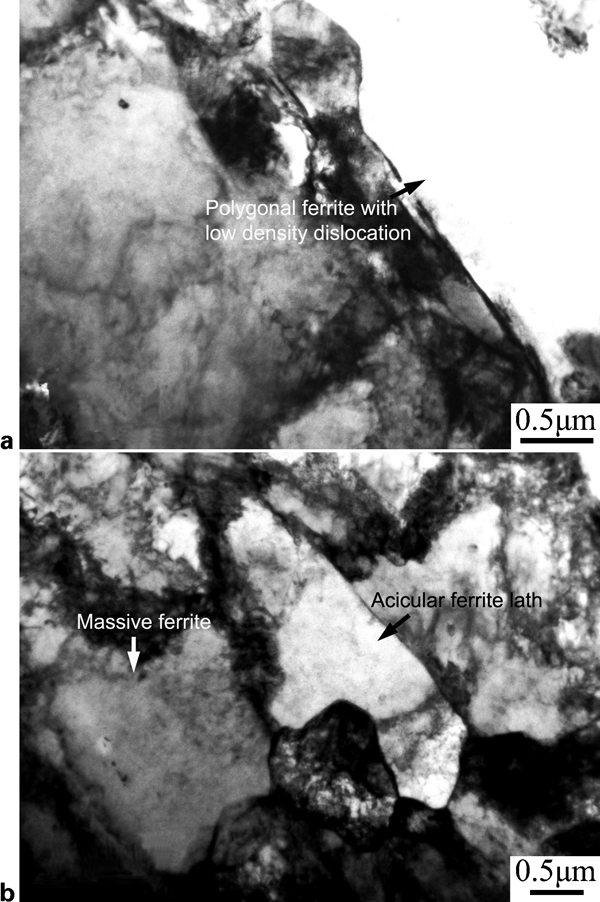
Images (TEM) of steel A at Tsf = 920°C and Tc = 550°C showing a polygonal ferrite with low density dislocation and b massive ferrite and acicular ferrite lath ×2000
Discussion
Effect of Tsf temperature on microstructure and properties
In Fig. 4, the microstructure of the sample at Tsf = 1020°C is mainly quasi-polygonal ferrite and acicular ferrite with coarse grain sizes. With lowering the Tsf temperature to 950°C, grain sizes of quasi-polygonal ferrite and acicular ferrite are greatly refined (from 7·4 to 5·3 μm) and a fair small amount of polygonal ferrite is observed. When the Tsf temperature is further reduced to 920°C, the structure type and morphological feature of the sample are similar to the case at Tsf = 950°C, and the somewhat difference is still the proportion of the high temperature transformed products and their grain sizes. For example, the volume fractions of polygonal ferrite are 33, 40 and 44 in Fig. 4. As evaluated elsewhere,25 the recrystallisation limit temperature of the steel is ∼1000°C, and the non-recrystallisation temperature is below this value. Thus, at Tsf = 1020°C, the number of passes in non-recrystallised region is less than these cases at the Tsf temperature of 950°C or below because of full recrystallisation likely taking place in the first rolling passes. As a consequence, the deformation introduced defects, such as deformation bands, tangled dislocations in austenite will be reduced in density at higher Tsf temperatures, i.e. nucleation sites for subsequent transformation decrease, and moreover, ferrite grain sizes are coarsened, which is responsible to the lower yield and tensile strength (Fig. 2). Therefore, to obtain better microstructure and mechanical properties, it is necessary to reduce the starting temperature of finishing. As an example, the steel at Tsf = 950°C exhibits a higher strength level. However, the mechanical properties at the lower Tsf temperature of 920°C did not increase apparently as expected, while they appear to have a slight decrease particular in elongation and impact toughness. This should be considered to be associated with the occurrence of more high temperature transformed products (Fig. 4) in steel due to severe strain accumulation in non-recrystallised region, whose microstructure contains a relatively low dislocation density (Fig. 7a) and possesses poorer combination properties compared to acicular ferrite formed at lower temperatures (Fig. 7b). That is to say, it is not the case that the lower the Tsf temperature, the better the mechanical properties of steels, and a too low Tsf temperature would lead to a loss of austenite stabilisation against proeutectoid ferrite and consequently make against the formation of acicular ferrite. These results should be capable of being further explained from the point of view of the effect of solute drag on transformation as follows.
With the decrease in Tsf temperature, more amounts of Nb precipitates lead to the decrease in solute Nb content in the matrix and interface, thereby reducing the Gibbs energy dissipation  due to the solute drag and finally elevating the transformation driving force.21 Another consequence of lowering the Tsf temperature is that a drastic increase in dislocation density causes a rise in store energy of deformation, which also further increases the driving force for transformation. Therefore, the interfacial velocity will gradually increase with decreasing the amount of Nb in solution or raising the store energy of deformation. Under special circumstances, however, it is possible for velocity to increase dramatically from slow to fast. This could happen, for example, if the amount of Nb in solution drops below a critical concentration needed to prevent the boundary from breaking away from the solute atmosphere. In other words, if the Tsf temperature is below a certain value, austenite–ferrite transformation will be greatly accelerated. Under these conditions, the high temperature transformation products, e.g. polygonal ferrite with low dislocation density, may be formed with more volume fraction, thereby affecting the final properties. As a result, a slight drop in tensile strength may be contributed to the reduction in the hard phase produced at relatively low temperatures, and concurrently, the refinement of polygonal ferrite grain makes it possible to keep the yield strength from changing. This critical Tsf temperature for the present steel is estimated to be in the range of 920–950°C. Noting that this is a special phenomenon and can only be found in high Nb materials, the role of Nb on transformation is considered from twofold here. On the one hand, solute Nb strongly segregates to γ/α phase interface, reduces ferrite growth kinetics due to solute drag effect and thus restrains the high temperature transformation of austenite and promotes the formation of acicular ferrite with high density of dislocations. On the other hand, the precipitation in austenite and segregation to the grain boundary can strongly retard the recrystallisation evolution and decrease austenite stability and promote the occurrence of γ/α transformation at high temperatures. Therefore, it becomes most important for HTP steels that the finishing rolling is carried out at what temperature window and rolling schedule.
due to the solute drag and finally elevating the transformation driving force.21 Another consequence of lowering the Tsf temperature is that a drastic increase in dislocation density causes a rise in store energy of deformation, which also further increases the driving force for transformation. Therefore, the interfacial velocity will gradually increase with decreasing the amount of Nb in solution or raising the store energy of deformation. Under special circumstances, however, it is possible for velocity to increase dramatically from slow to fast. This could happen, for example, if the amount of Nb in solution drops below a critical concentration needed to prevent the boundary from breaking away from the solute atmosphere. In other words, if the Tsf temperature is below a certain value, austenite–ferrite transformation will be greatly accelerated. Under these conditions, the high temperature transformation products, e.g. polygonal ferrite with low dislocation density, may be formed with more volume fraction, thereby affecting the final properties. As a result, a slight drop in tensile strength may be contributed to the reduction in the hard phase produced at relatively low temperatures, and concurrently, the refinement of polygonal ferrite grain makes it possible to keep the yield strength from changing. This critical Tsf temperature for the present steel is estimated to be in the range of 920–950°C. Noting that this is a special phenomenon and can only be found in high Nb materials, the role of Nb on transformation is considered from twofold here. On the one hand, solute Nb strongly segregates to γ/α phase interface, reduces ferrite growth kinetics due to solute drag effect and thus restrains the high temperature transformation of austenite and promotes the formation of acicular ferrite with high density of dislocations. On the other hand, the precipitation in austenite and segregation to the grain boundary can strongly retard the recrystallisation evolution and decrease austenite stability and promote the occurrence of γ/α transformation at high temperatures. Therefore, it becomes most important for HTP steels that the finishing rolling is carried out at what temperature window and rolling schedule.
Effect of Tc temperature on microstructure and properties
In all the three cases in Fig. 5, the room microstructures are still dominated by acicular ferrite, quasi-polygonal ferrite and a small amount of polygonal ferrite. There is no significant difference in the final microstructure when changing the coiling temperature, except for slight changes in the volume fraction of each phase and grain size. When Tsf = 1020°C, the better tensile properties can be obtained at Tc = 630°C, although its average grain size is not smaller than the cases at Tc = 530 and 560°C. Here, the average grain sizes are approximately 7·2, 6·8 and 6·6 μm for Fig. 5 respectively. However, when Tsf = 950°C (steel A) and Tsf = 900°C (steel B), the mechanical properties have no apparent tendency at the corresponding coiling temperatures tested in this work. These are mainly associated with the significant precipitation strengthening due to Nb precipitates formed in ferrite matrix after accelerated cooling.
The stationary nucleation rate on dislocations Js is derived from the classical theory of nucleation as


The coarsening kinetics of precipitated particle in the ferrite matrix can be described as

 and
and  are the mean particle size and the initial mean particle size respectively, VFe and VNbC are the molecular volume of Fe and NbC, xNb is the mole fraction of solute Nb and γ is the interfacial energy of the NbC precipitates.
are the mean particle size and the initial mean particle size respectively, VFe and VNbC are the molecular volume of Fe and NbC, xNb is the mole fraction of solute Nb and γ is the interfacial energy of the NbC precipitates.
Precipitation strengthening Δσp can be described as a function of the volume fraction of precipitates fp and the mean particle size 
Interplay between alloying content and processing condition
From the example of steel B in Fig. 3, it can be seen that the extremely excellent properties can be obtained at the lower Tsf temperature of 900°C by increasing carbon and manganese contents. The corresponding optical micrographs at Tc = 600 and 560°C are shown in Fig. 6. It is clear that this microstructure, which involves predominantly acicular ferrite with an average grain size of 3–5 μm and some fine cementites and island constituents homogeneously distributed on the grain boundary of acicular ferrite and irregular massive ferrite, plays a crucial role in enhancing the pipeline steels properties.
The above result implies that the optimum Tsf temperature depends not only on the solution and precipitation behaviour of Nb in austenite but also on other alloying additions in steels, such as C and Mn. The effect of different alloying elements on processing parameters can be explained as follows28

Conclusions
The acicular ferrite dominated microstructure can be greatly refined in grain size with decreasing Tsf temperature. However, for high Nb steels, it is not the case that the lower the Tsf temperature, the better the mechanical properties of steels, and a too low Tsf temperature would promote the formation of high temperature transformation products and consequently make against the improvement of mechanical properties.
At high Tsf temperatures, for the steels coiled in the temperature range of 500–630°C, the precipitation strength contribution increases with increasing coiling temperature. However, the drastic increases in accumulated deformation, corresponding to low Tsf temperatures, reduce the sensitivity of the precipitation strength contribution to coiling temperature.
The determination of the optimum temperature window during finishing rolling of HTP steels is considered to be also related to alloying levels of austenite stabilising elements or the species capable of increasing the solubility of niobium carbide in austenite, such as C and Mn. The relatively high levels of these elements will further suppress the formation of high temperature products through stabilising the austenite and inhibiting the precipitation, thereby allowing for the lower Tsf temperature to be applied to the development of higher performance steels.
Footnotes
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (grant no. 50734001), the Fundamental Research Funds for the Central Universities (grant no. N090407001) and the National Key Project of Scientific and Technical Supporting Programs (grant no. 2007BAE51B07). This work was also supported by Benxi Iron & Steel Corp. (Benxi, China).