
Abstract
In this paper, the heat treatment called ‘a two-step aging process’ with the feature of the first step aging at a low temperature for a long time and the second step aging at a higher temperature for a short time has been proposed. Applying this process, the Cu–Cr–Zr alloy possessing both high strength and high conductivity can be acquired due to the formation of numerous tiny particles precipitated fully out from Cu matrix.
Introduction
The Cu–Cr–Zr alloy, a classic precipitation hardened alloy, nicely combines high strength with relatively high electrical conductivity and has been considered as one of the candidate materials for the lead frame in integrated circuits, contact wire of high speed railways, heat sink of thermonuclear reactor divertor1 and so on. The precipitated phases are Cr and CuxZr (Cu3Zr, Cu4Zr, Cu5Zr, Cu51Zr14, etc.),2,5 which distribute in Cu matrix in the forms of coarse particles with size larger than 1 μm and tiny particles with size of nanometre order. These nanosized particles, which mainly are of Cr phase, act as mainly strengthening role.3,4 The role of Zr is to promote the formation of precipitates in the alloy and to improve its mechanical properties at a elevated temperature without loss of its good conductivity. Compared with pure copper, copper alloy has a lower electrical conductivity, which is attributed to the electron scatterings offered by solutes in the matrix, interfaces between precipitate and the matrix, dislocations and so on.6–9 For the solutes to scatter, conduction electron is the main reason for the conductivity reduction, so copper alloy conductivity is sensitive to the concentration of alloying elements solid dissolved in its matrix.5,10–12
Generally, the Cu–Cr–Zr alloy is manufactured via the processes of solid solution and quenching to form supersaturated solid solution of Cr and Zr in Cu matrix, cold working to produce a high density of defects, which is helpful to subsequent aging precipitation,13 and thermal aging to bring about the precipitation of Cr and CuxZr and little of Cr and Zr left in the Cu matrix so as to achieve good properties on strength and electrical conductivity. In some cases, the alloy is used to make such products as casts, which can only undergo a heat treatment without deformation; it will thus possess relatively lower mechanical and electrical properties.
Aging treatment is one of the most important steps to attain good mechanical and electrical properties of the copper alloys. As reported in the papers,5,11 most works about aging treatment have been focusing on the investigation of aging temperature and holding time, i.e. aging time. When aging temperature is relatively low, precipitated particles are very fine and dispersed, which lead to higher strength; however, the precipitation behaviour is not sufficient due to low atom diffusivities, which results in a low conductivity, since many atoms constituting precipitated phase are still solid dissolved in the matrix and produce the electron scattering. Conversely, if a higher aging temperature is carried out, the precipitation may be fully developed and leave fewer alloying atoms in the matrix; meanwhile, the particles will grow larger and distribute in a relatively low dispersion density. As a result, the alloy possesses higher conductivity and lower strength. Therefore, it is difficult to acquire the alloy possessing both high strength and high conductivity by means of the above commonly reported process, which is here called ‘one-step aging treatment’. How to make the solid dissolved Cr and Zr atoms fully separate out and concurrently form very fine dispersed particles is a key to acquire the alloy possessing both high strength and high conductivity. In this paper, the two-step aging process followed for this purpose has been proposed and investigated: first, the alloy is aged at a low temperature for a long time to form fine particles; second, the alloy is re-aged at a higher temperature for a shorter time in order to increase the diffusion rate of Cr and Zr atoms for further precipitation.
Experimental
The ingot Cu–0·22Cr–0·24Zr (wt-) was produced in a vacuum induction furnace with electrolytic Cu, pure Cr and Zr as charge materials. The cylinders of ∅12 mm in diameter were cut from the ingot. They were solution treated at 980°C for 2 h and water quenched. Subsequently, aging treatments were carried out in two steps. The first step was aging at 440°C for 15 h followed by cooling down in air; the second step was re-aging at temperatures of 470, 500, 530, 560, 590 and 620°C for 5 h and subsequently cooling down in air.
The samples with dimension ∅3×120 mm cut from the cylinders were used to obtain their electrical conductivities (IACS ) relative to the International Annealed Copper Standard (IACS) by measuring their resistance using an ASCADE type standard direct current four-probe techniques to calculate their conductivities, and five measurements were made for each sample.
Tensile strength tests were performed on a CMT type tensile machine at a constant loading rate of 2 mm min−1 using ∅5 mm standard cylindrical specimens machined out from the cylinders. For each heat treatment process, at least three samples were fabricated and tensile tested. The samples for hardness testing were prepared through mechanical polishing and measured on a TH320 Rockwell hardness tester. Every sample was tested at least five times.
To characterise the microstructure of some samples, their polished cross-sections were analysed by means of a LEO-1450 scanning electron microscope (SEM) equipped with a Kevex Sigma energy dispersive spectrometer. Thin foils for TEM examination were made by slicing from the aged samples, mechanical polishing and ion beam thinning. They were analysed on a Hitachi H-800 microscope (Hitachi, Tokyo, Japan) operating at 200 kV.
Results and discussion
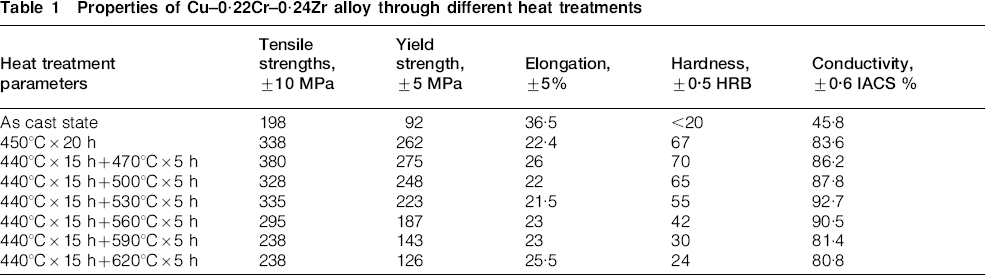
The properties of Cu–0·22Cr–0·24Zr alloy through different heat treatments are presented in Table 1. The one-step aging treatment process of 450°C×20 h had been determined according to the experiments with different aging temperatures and holding time presented in a previous report,12 which demonstrated that a long holding time at a low aging temperature was in favour of achieving good overall properties with high strength and favourable conductivity. In the two-step aging process, solution treated samples were first aged at 440°C for 15 h, then re-aged at elevated temperatures, such as 470, 500, 530, 560, 590, 620°C, for 5 h. As shown in Table 1, the mechanical properties, such as strength, hardness and conductivity, of the samples undergoing two-step aging of 440°C×15 h+470°C×5 h are obviously superior to those of the samples undergoing optimal one-step aging process of 450°C×20 h. With the second step aging temperature increasing from 470 to 620°C during the two-step aging process, the tensile, yield strengths and hardness tend to decrease. In contrast, the conductivity reaches maximum value at 530°C and is inclined to decrease with the further increase in the two-step aging temperature. In order to clarify the cause of the above property change, some microstructure investigations have been made by means of SEM and TEM.
Properties of Cu–0·22Cr–0·24Zr alloy through different heat treatments
By means of SEM, the backscattered electron images of the sample aged with one- and two-step processes were obtained as shown in Fig. 1 respectively. Scanning electron microscopy observations indicate that between the microstructures of the two samples, there is no evident discrepancy in the coarse particle distribution including size, quantity and spacing (see the bright particles shown in Fig. 1). They are of Cu–Zr phase according to energy dispersive spectrometer analysis and coarse Cr particles have not been observed in this composition alloy, which is concordant with the analytic results for Cu–0·31Cr–0·21Zr alloy reported by Huang et al.2
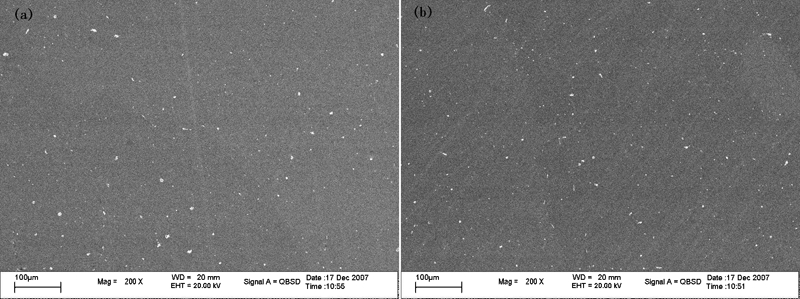
Images (SEM) of Cu–0·22Cr–0·24Zr alloy aged below a 450°C×20 h and b 440°C×15 h+470°C×5 h
Figures 2 and 3 are results of TEM examination, showing the precipitation morphology and selected area electron diffraction pattern of the alloy aged with one-step process of 450°C×20 h and aged with two-step process of 440°C×15 h+470°C×5 h respectively. According to Figs. 2a, 2b and 3, there are many fine and well dispersed precipitates in the matrix in Cu–0·22Cr–0·24Zr alloy. Further image statistical analyses point out that the precipitations in the two-step aged alloy have a mean size of 55 nm, which is slightly larger than the precipitate size of mean 50 nm of the one-step aged alloy; however, the precipitation density of the two-step aged alloy, due to a great amount of precipitations with shorter spacing in the alloy, is distinctly higher than that of the one-step aged alloy.
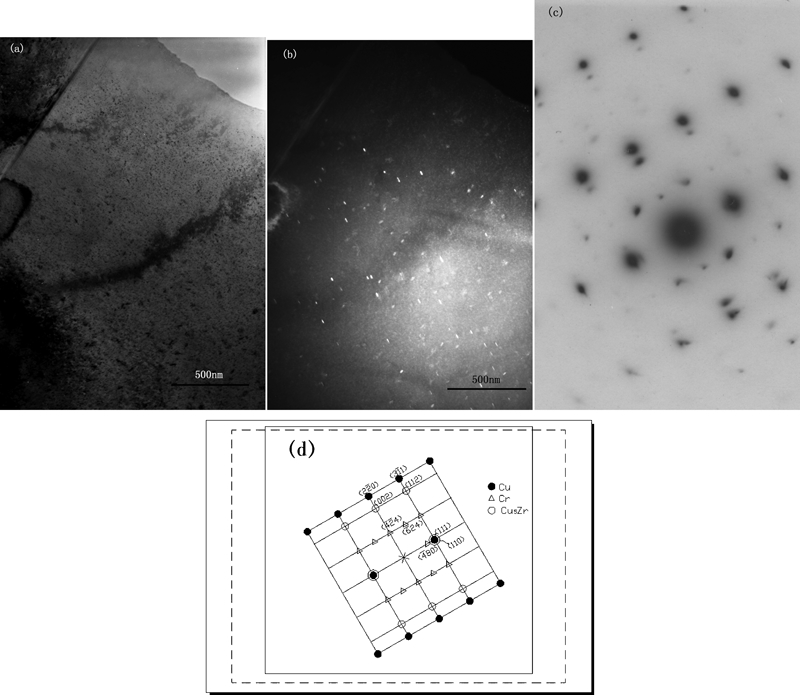
Precipitation morphology of Cu–0·22Cr–0·24Zr alloy aged with one-step process of 450°C×20 h
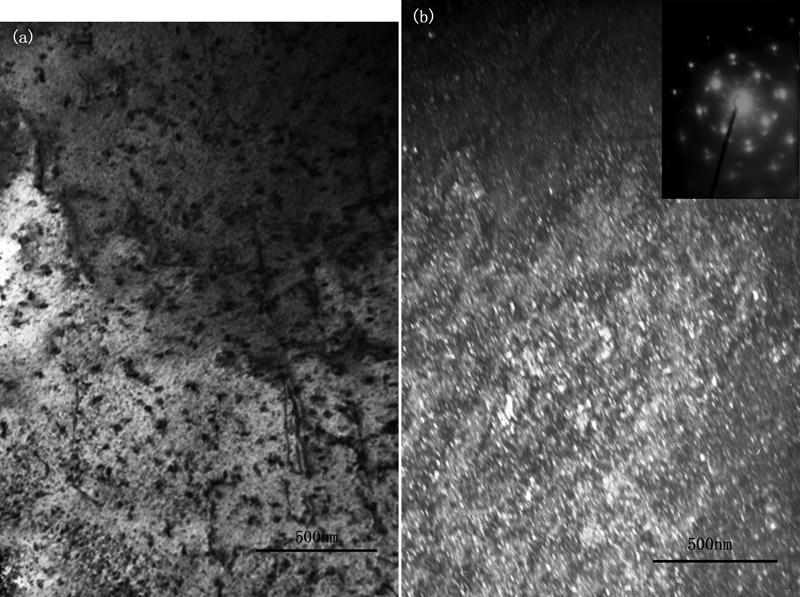
Precipitation morphology of Cu–0·22Cr–0·24Zr alloy aged with two-step process of 440°C×15 h+470°C×5 h
Figure 2c and d shows the selected area electron diffraction (SAED) pattern of Fig. 2b and the schematic drawing for the SAED pattern. Indexing of the diffraction spots in Fig. 2b shows that the precipitations are of Cr and Cu5Zr phases. It can be seen from the SAED pattern in Fig. 3b that besides the diffraction spots identical to those in Fig. 2c, there are other spots forming almost rings, which could be caused by some Cr and some Cu5Zr nanosized grains. The similar Cr diffraction rings were also observed in the deformed Cu–Cr alloy15 and rolled Cu–Cr–Zr–Mg alloy.14 These also reveal that the distribution density of the tiny precipitates in the two-step aged alloy is higher than that in the one-step aged alloy since more particles participate in electron diffraction in the two-step aged sample.
When the supersaturated solid solution Cu–0·22Cr–0·24Zr sample was aged at a low temperature of 450°C in the one-step aging process or 440°C of first step aging temperature in the two-step aging process, precipitation velocity was slow and precipitates were small. With the holding time increasing, the precipitate number continually increased. Whereas, if the holding time reached a long time between 15 and 20 h, the increase velocity of the number was slow, so the properties of the alloy had little change with the further increase from 15 to 20 h. In this sample, the precipitated phase was in small particles with high distribution density, which brought about high strength; meanwhile, the precipitation behaviour did not fully proceed due to low atom diffusivity, resulting in that many atoms constituting the precipitated phase still solid dissolved in Cu matrix. When the sample undergoing first step aging was re-aged at a higher temperature of 470°C for a short time, for example, 5 h just as is described in this paper, the atom diffusivity increased and made solute elements in Cu matrix precipitate on the prior tiny particles or nucleated to form new tiny particles. Consequently, a higher dispersion density of the precipitates and less solute elements in Cu matrix were acquired in the two-step aged specimen with the process of 440°C×15 h+470°C×5 h than in the specimen one-step aged through the process of 450°C×20 h and thus lead to higher strength and conductivity.
With the two-step aging temperature increasing from 470 to 620°C, atomic diffusion became active, and some precipitates gradually grew at the cost of the disappearance of the tinier precipitates, which might partly dissolve in the matrix. Therefore, the strength of the specimen decreases, and the total interfacial area between precipitates and the matrix decreased, and in turn, this reduced interface scattering resistance9 and made the conductivity of the alloy reach maximum value at 530°C. As for the conductivity decrease with the two-step aging temperature increasing from 530 to 620°C, it was because more Cr and Zr atoms of the precipitates were dissolved into the Cu matrix due to the increase in Cr and Zr solid solubility with the temperature and gave more solute scattering resistance, which has been deemed to have a greater contribution to total resistance than interface scattering resistance.
Conclusions
The two-step aging process with the feature of the first step aging at a low temperature for a long time and the second step aging at a higher temperature for a short time can be applied in the heat treatment of Cu–Cr–Zr alloy and raises both strength and conductivity of the alloy to a good level under the process with suitable parameters, which is attributed to the numerous and fully precipitated tiny particles in the matrix of the alloy.