
Abstract
Two steels with bainitic and martensitic microstructures have been investigated with respect to the changes occurring in their uniaxial tensile properties in the temperature regime where they display dynamic strain aging (DSA) behaviour. The variations in yield strength, ultimate tensile strength, ductility and strain rate sensitivity in the case of martensitic steel have been found to vary in an embrittling manner as compared with those observed in the case of the bainitic steel within the DSA temperature regime. An attempt has been made to provide an insight into the difference in manifestations of DSA on the uniaxial behaviour of the two steels.
Keywords
Introduction
Materials for structural applications are endowed with technological properties, such as strength, ductility and toughness for adequate functional performance. These properties of materials are achieved by deliberately adding hardening elements and by imparting suitable heat treatment to engineer the required microstructure. Research has been directed to study the influence of relevant degradation phenomena on properties, such as tensile strength, ductility and fracture toughness, to ensure the adequate functional performance of the components for power plant application during their service life.1,2 The dynamic strain aging (DSA) phenomena has the potential for embrittling the component material, such as steel.3 The widely referred to ‘blue brittleness’ of iron where serrations appear in the stress–strain curve have been attributed to be due to DSA.4 Serrated flow was first reported in mild steels during high temperature deformation,5 and since then, it has been reported in many alloy systems, such as Al, Cu, Au, V and Ti, to mention only a few.6 The physical basis for the occurrence of DSA phenomena has been attributed to the jerky motion of dislocations that are periodically aged by migrating solutes during their waiting time at the obstacles. The manifestations seen across various alloy systems that are classical signatures of DSA can be listed as anomalies in the uniaxial properties as a function of temperature [i.e. peak or plateau of flow stress, increase in workhardening and Hall–Petch slope, reduction in ductility and negative strain rate sensitivity (SRS)], formation of deformation bands along with serrated nature of the flow curve and, in many cases, an incubation strain for the occurrence of serrated flow.6,7 A number of recent studies have also been carried out to determine the influence of DSA on fracture behaviour in structural steels for power plant applications. These studies have shown that there is also a reduced resistance to crack initiation and growth as a result of the operation of DSA phenomena.8–13
In conventional structural steels for component applications in power plants, conditions during sevice (i.e. temperature and strain rate) can be favourable for DSA to manifest in an embrittling fashion due to jerky dislocation motions, collective motion of dislocations and strong obstacles such as precipitates. The manifestations of DSA can be controlled by microstructural variables, such as solute concentration,14,15 grain size7,15–18 and predeformation.17,19,20 The embrittling effects could be reduced by limiting the availability of solutes for aging the mobile dislocations, by trapping them in solid solution and by imparting precipitation heat treatments. Solute content also affects the manifestations of DSA, as for example, higher Mg concentration in Al–Mg alloys results in an increase in amplitude of serrations.15 Thus, the emphasis of the analysis in many investigations concerning manifestations of DSA has been on identification of the solutes responsible for the phenomena through application of appropriate kinetic equations.7 Apart from the microstructural variables mentioned above, the presence of different phase transformation products can also influence the manifestations of DSA, which has been rarely looked into. Steels undergo both diffusionless and diffusive type transformations to produce a variety of microstructures, which can be broadly classed into ferritic, pearlitic, bainitic and martensitic structures.19 Thus, among the employable strategies to control the extreme manifestations of DSA, it is pertinent to explore the role of phase transformation products on the manifestations of DSA in steels.
The application of steels with bainitic and martensitic microstructures has been widely used as critical component materials in thermal and nuclear power plants.1,2 In this paper, the manifestations of DSA in two steels, one with bainitic microstructure and the other with martensitic structure, have been compared. The two steels are low alloy steels with tempered bainite structure used for nuclear reactor vessel of pressurised water reactor and a martensitic stainless steel used for end fitting applications of pressurised heavy water reactor. These have been compared with respect to the changes in the uniaxial properties within the DSA temperature regime. The significant differences in the observed manifestations have been explained in terms of the nature of the responsible solutes and microstructures present.
Experimental
The low alloy steel in the study was a 3Cr–0·7Mo–0·25V–0·7Ni steel, while the martensitic stainless steel was type AISI 403 (modified) (the use of the parenthesised word is discontinued hence forward in the text). The chemical compositions of the steels are presented in Tables 1 and 2. Both the steels were in the quenched and tempered conditions. The low alloy steel was water quenched from 920°C, and subsequently, tempering was carried out at 650°C for 25 h. The stainless steel AISI 403 was subjected to oil quenching from 910°C and followed by tempering at 610°C for 6 h. The quenching operations resulted in the formation of bainite in the case of low alloy steel and lath martensite in the case of AISI 403. The finnal microstructures for the two heat treated steels are shown in Fig. 1. The e investigations with the two steels were comprised of a series of uniaxial tensile tests carried out at a nominal strain rate of 10−4 s−1 and over the temperature range 25–600°C. The load displacement curves from the test have been converted into stress–strain flow curves adopting the standard procedure.20 The stress–strain curves were used to determine the yield and tensile strengths as well as ductility in terms of total elongation at each temperature for both the steels. Apart from tensile tests strain rate change tests were also carried out to determine the SRS of flow stress. The initial strain rate was instantaneously increased by a factor in the range of 2–5 and SRS computed as the ratio of the change in flow stress Δσ at a constant strain to the difference in the logarithm of the of the strain rates Δln  . At least two samples were tested under each temperature–strain rate condition, and an average value of the property was calculated. The strain rate range within which the strain rate change tests were carried out was 10−4–10−3 s−1. The reported SRS were computed within the strain range 1–3. The authors21 reported earlier the deformation behaviour at elevated temperatures for AISI 403, and in the present work, the tensile properties of AISI 403 at elevated temperatures have been compared with the new results obtained for low alloy steel for nuclear reactor pressure vessel applications. This low alloy steel is a new generation alloy for pressurised water reactor of the water–water energy reactor type (VVER). It will not be out of context if a brief account of the new generation alloy is given coverage herein.
. At least two samples were tested under each temperature–strain rate condition, and an average value of the property was calculated. The strain rate range within which the strain rate change tests were carried out was 10−4–10−3 s−1. The reported SRS were computed within the strain range 1–3. The authors21 reported earlier the deformation behaviour at elevated temperatures for AISI 403, and in the present work, the tensile properties of AISI 403 at elevated temperatures have been compared with the new results obtained for low alloy steel for nuclear reactor pressure vessel applications. This low alloy steel is a new generation alloy for pressurised water reactor of the water–water energy reactor type (VVER). It will not be out of context if a brief account of the new generation alloy is given coverage herein.
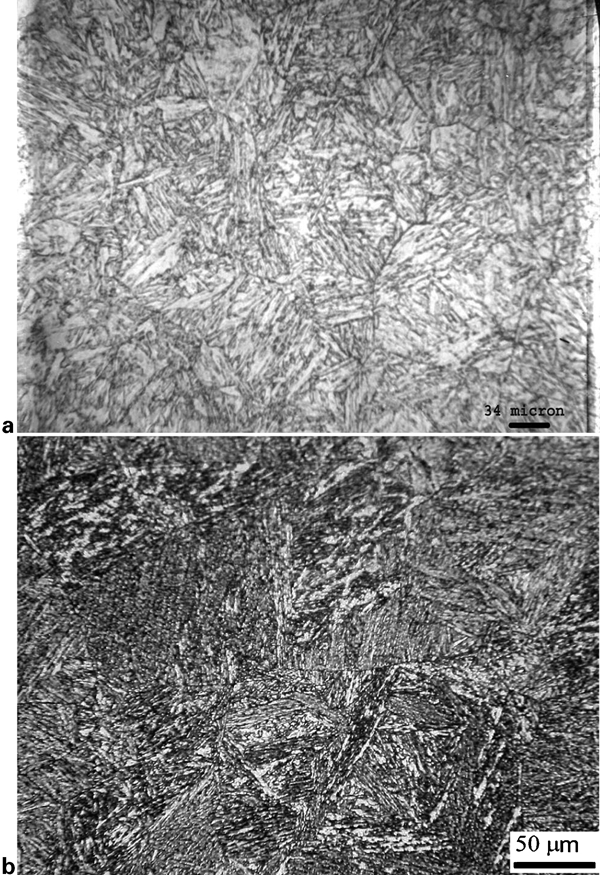
Optical micrographs of a martensitic stainless steel (AISI 403) and b low alloy steel (Cr–Mo–V–Ni)
Chemical composition of Cr–Mo–V steel, wt-

Chemical composition of AISI 403

*Max. values.
†Impurities: Cu+V+Sb+Al+As.
The Cr–Mo–V steels for nuclear reactor pressure vessel applications are the eastern grades used for VVER type reactors. The first two generations of the alloys were basically 2·5Cr–0·7Mo–0·3V steels and were used for VVER440/230 and VVER440/210 type reactors manufactured during the period 1960–1980.2,22 While both the generation of the alloys were Ni free (i.e. below 0·3), the compositional differences in the two generations were restricted only to the level of impurity contents.
The levels of P and Cu reduced from 480 and 2000 ppm to 250 and 800 ppm respectively in the reactor pressure vessel steels from the first to the second generation. The third generation of the eastern pressure vessel material was used for the pressure vessel of VVER1000/320 type of pressurised water reactor (PWR). The design of VVER1000 PWR reactor pressure vessel with increased water gap contributed to a reduced requirement for irradiation fluence on the vessel.23–25 However, as compared with VVER440 PWR reactor, the strength, toughness and hardenability requirements increased due to greater working pressure, higher temperature and larger section thickness of the vessel.24 Therefore, the Cr–Mo–V steel used for VVER1000/320 reactor pressure vessel was modified with Ni (up to 2), which has been known to increase both toughness and hardenability. In a study reported by Davies et al.23 and Kryukov et.al;24 however, it was shown that the presence of Ni levels beyond 1 wt- in Cr–Mo–V type steel resulted in a steep decline in the irradiation embrittlement resistance. The composition of the steel undertaken in the present study is an entirely new generation of reactor pressure vessel composition, aimed to obtain an optimal balance between hardenability, strength, toughness and irradiation embrittlement. While the Ni levels are controlled to levels below 1, the Mn, Cr and V levels have been retained to similar levels as earlier generations. Furthermore, the levels of tramp elements are far lower in the new generation steel under study (S and P, <75 ppm; Cu, <800 ppm) as compared with the existing pressure vessel materials in use. It is significant to note that phosphorous levels are well below the threshold limit of 120 ppm, beyond which it has a dominating effect on the irradiation embrittlement of vessel steels.23
The composition of the AISI 403 has been modified (Table 2) for end fitting applications in an Indian pressurised heavy water reactor by lowering the C, Mn and Cr ranges and explicitly specifying the maximum tolerable levels of Ni, Co, Cu, H and impurities (V, Sb, Al, As, etc.).
Results and discussion
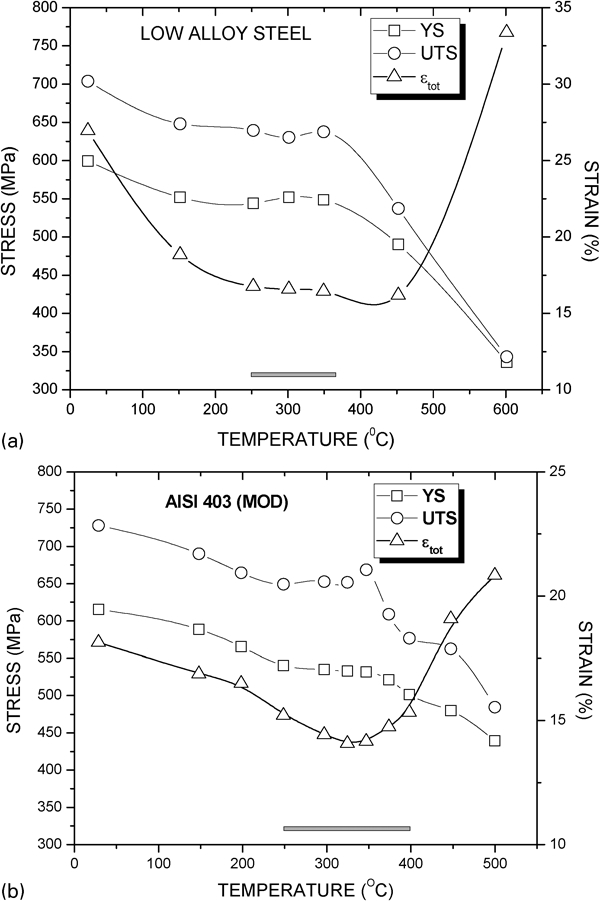
The variations in yield strength, tensile strength and ductility (in terms of total elongation) determined from the flow curves with temperature for the two steels are shown in Fig. 2. It is evident from Fig. 2 that the variations of yield stress and ductility are similar for the two steels. However, these steels show a significant change in the observed behaviour of tensile strength as a function of temperature. Within the temperature regime 250–400°C, it can be seen that the yield strength shows a plateau, and the total elongation reduces for both the steels. However, the tensile strength for the low alloy steel remains nearly constant within the DSA temperature regime, in comparison to the martensitic stainless steel, which shows a significant increase in the ultimate tensile strength (UTS) values with temperature. The appearance of serrations in the stress–strain plots, one of the classical signatures of the presence of DSA in both the steels, at their respective temperature strain rate domain is shown in Fig. 3. The variation of SRS with temperature has been depicted in Fig. 4. The temperature ranges for negative value of SRS for both the steels lie within 250–400°C. These are examples of classical manifestations of the occurrence of DSA and are observed in many alloy systems, which are susceptible to the phenomena.3,6,7 Furthermore, it is also observed that in the case of stainless steel, the SRS is more negative and extends to higher temperatures as compared with the low alloy steel.
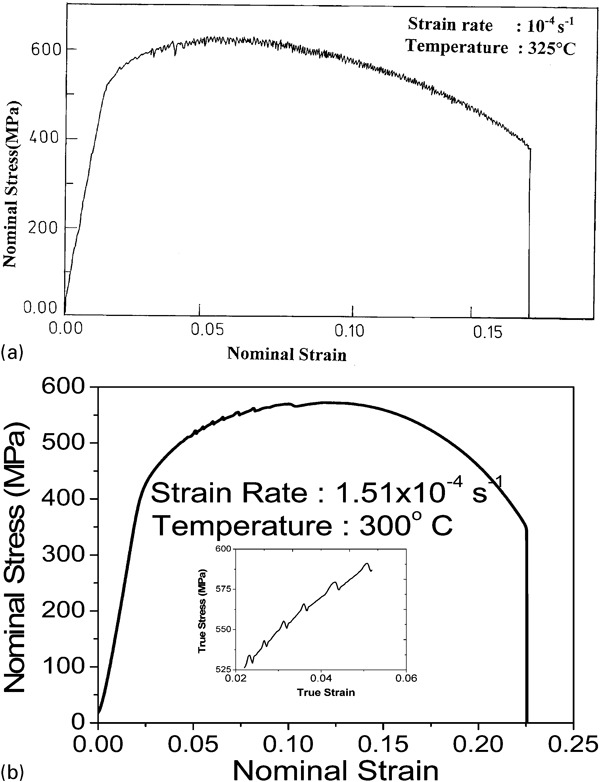
Plots of stress–strain (nominal) of a AISI 403 and b low alloy steel showing serrated flow at respective strain rate temperature domain. Inset in b shows enlarged view of serrated region in flow curve
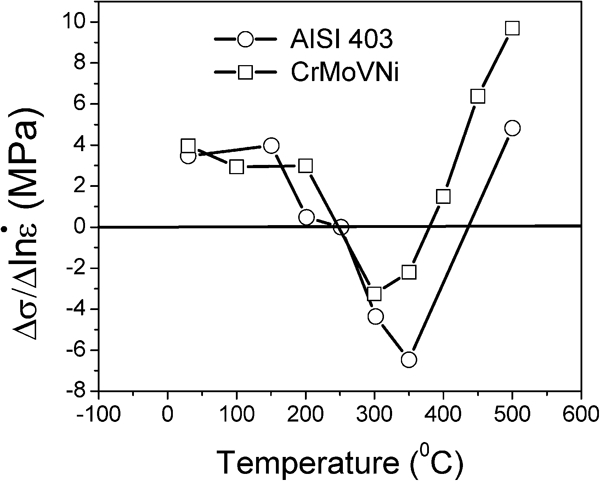
Plot showing variation in strain rate sensitivity with temperature for AISI 403 and Cr–Mo–V–Ni steel
In order to compare the properties emphasising these trends obtained from the series of tensile tests carried out for AISI 403 and Cr–Mo–V–Ni, the variations in strength and ductility ratios with temperature are shown in Fig. 5. The temperature variations in the strength parameters have been plotted in terms of the ratio  , which gives an idea of the extent of workhardening with the respect to that at the ambient conditions. The ductility parameters has been compared in terms of the ratio
, which gives an idea of the extent of workhardening with the respect to that at the ambient conditions. The ductility parameters has been compared in terms of the ratio  , which gives an idea of the relative magnitudes of uniform ductility obtained from tensile tests carried out on AISI 403 and Cr–Mo–V steels.
, which gives an idea of the relative magnitudes of uniform ductility obtained from tensile tests carried out on AISI 403 and Cr–Mo–V steels.

Plot showing comparison of evolution of parameter
with temperature for two materials studied, AISI 403 and Cr–Mo–V, where  and
and  represent ambient temperature UTS and yield strength respectively, and
represent ambient temperature UTS and yield strength respectively, and  and
and  represent UTS and yield strength at temperature of test. Comparison of ductility between these two materials is also shown in terms of
represent UTS and yield strength at temperature of test. Comparison of ductility between these two materials is also shown in terms of  with temperature, where
with temperature, where  and
and  represent uniform ductility obtained from tensile tests for AISI 403 and Cr–Mo–V–Ni steel respectively
represent uniform ductility obtained from tensile tests for AISI 403 and Cr–Mo–V–Ni steel respectively
It can be seen from the Fig. 5 that within the DSA temperature regime, while there is a dramatic increase in  ratio to levels even greater than that at room temperature for AISI 403, the corresponding ratio for Cr–Mo–V–Ni steel shows a gradual decrease with increase in temperature. This implies that workhardening for AISI 403 with martensitic structure is significantly higher than that of Cr–Mo–V–Ni steel with bainitic structure. A comparison of ductility ratios shows that it is less than unity at all temperatures, signifying that uniform elongation is smaller for the AISI 403 as compared with the Cr–Mo–V–Ni steel. It is to be noted that in the DSA temperature regime, the ductility ratio decreases and reaches minimum at the temperature where the ratio
ratio to levels even greater than that at room temperature for AISI 403, the corresponding ratio for Cr–Mo–V–Ni steel shows a gradual decrease with increase in temperature. This implies that workhardening for AISI 403 with martensitic structure is significantly higher than that of Cr–Mo–V–Ni steel with bainitic structure. A comparison of ductility ratios shows that it is less than unity at all temperatures, signifying that uniform elongation is smaller for the AISI 403 as compared with the Cr–Mo–V–Ni steel. It is to be noted that in the DSA temperature regime, the ductility ratio decreases and reaches minimum at the temperature where the ratio  for AISI 403 is the maximum. Thus, the maximum difference in the ductility between the two steels occurs at the temperature where the workhardening for AISI 403 is the highest. As the uniform ductility for Cr–Mo–V–Ni steel remains relatively constant in the temperature range 250–350°C (Fig. 2a), it clearly implies that the there has been greater embrittlement of AISI 403 as compared with the Cr–Mo–V–Ni steel. These results bring out the fact that the AISI 403 steel has been susceptible to extreme manifestations of DSA as compared with Cr–Mo–V–Ni steel. This has resulted in the greater deterioration of ductility in the temperature ranges where DSA was observed to occur for AISI 403 as compared with that of Cr–Mo–V–Ni steel. It is to be noted here that the temperature ranges where DSA has been observed are nearly the same for the two materials.21,25 The shaded region in Fig. 2 shows the temperature range where DSA is operative in the two materials.
for AISI 403 is the maximum. Thus, the maximum difference in the ductility between the two steels occurs at the temperature where the workhardening for AISI 403 is the highest. As the uniform ductility for Cr–Mo–V–Ni steel remains relatively constant in the temperature range 250–350°C (Fig. 2a), it clearly implies that the there has been greater embrittlement of AISI 403 as compared with the Cr–Mo–V–Ni steel. These results bring out the fact that the AISI 403 steel has been susceptible to extreme manifestations of DSA as compared with Cr–Mo–V–Ni steel. This has resulted in the greater deterioration of ductility in the temperature ranges where DSA was observed to occur for AISI 403 as compared with that of Cr–Mo–V–Ni steel. It is to be noted here that the temperature ranges where DSA has been observed are nearly the same for the two materials.21,25 The shaded region in Fig. 2 shows the temperature range where DSA is operative in the two materials.
Dynamic strain aging has been attributed to the repeated and periodic interactions between solutes and moving dislocations, which cause significant alterations in tensile and fracture behaviours in materials. In structural steels, many studies have reported that DSA manifests in an embrittling manner.7–13 The effects can be suppressed by controlling the availability of responsible solutes, which are contingent on alloying, heat treatment and microstructure of the material. Previous studies on plain carbon and alloy steels suitably heat treated to give dual phase ferrite–pearlite, ferrite–martensitic microstructure as well as tempered martensite microstructure have revealed that manifestations of DSA are contingent on the solute content26–28 rather than on changes in the microstructure. The significant reduction in the deterioration of uniform elongation in the DSA temperatures for the dual phase steels (ferrite–martensite) and alloy steels (ferrite pearlite) as compared with plain carbon steels was attributed to reduction in free interstitials in ferrite by additions of V.26 In a low alloy steel modified by Ni, changing the microstructure from ferrite–pearlite (by normalising heat treatment) to tempered martensite (by quenching operation) did not result in significant change in the manifestations of DSA in the material.27 Thus, solute concentration by chemistry control (in the ferrite phase) was found to be dominating the manifestations of DSA in steels with ferrite, ferrite–pearlite and ferrite–martensite structures.
In the present study, however, the differences in the extent of deteriorations in mechanical properties due to DSA in the two alloys as observed in the present study bear a remarkably similar trend with the extent of temper embrittlement displayed by alloys with tempered martensitic and bainitic microstructures. The influence in microstructure on segregation and embrittlement was studied by Joshi29 in low alloy steel containing 3·5Ni, 1·5Cr and impurities, such as Sb and P. The studies revealed that segregation preferences considerably changed in the as quenched and quenched and tempered variants of the steel on providing embrittling treatment by aging at 480°C for 24 h. While a clear preference of the impurity segregants to the prior austenite boundaries were found in the quenched and tempered steel, in the case of quenched variant, however, this trend could not be unequivocally established. In terms of segregation behaviour of phosphorus, present in ∼50 ppm levels, enriched both prior austenite interfaces as well as other ferrite–ferrite boundaries in the as quenched martensite structure of the steel. In respect of quenched and tempered (QT) steels, it is to be noted that studies of the segregation behaviour of P (over a range of concentrations from 30 to 3000 ppm) in the temperature range 400–800°C the binary alloys with Fe, ternary alloys with Fe–C and quaternary alloys with Fe–C–Cr clearly showed its tendency for austenite grain boundary enrichment, the extent of which was contingent on the attendant levels of C or Cr present in the respective alloy.30 Investigations of segregation behaviour in 12CrMoV steels with tempered martensitic structure in the temperature range 400–600°C containing high levels of phosphorous (570 ppm) showed enhanced P diffusivity but lower content at the grain boundaries, which were attributable to the trapping of the species by dislocations.31 This hypothesis was challenged by the study of segregation behaviour of P in 17-4PH steel.32 The diffusivity of P in the 17-4PH steel was significantly lower near to bulk diffusion in α-Fe, despite having a martensitic structure. The contrasting sensitivities of P segregation as a result of heat treatment and with elements such as C and Cr have been rationalised in terms of changes in the diffusivities due to alloying, presence of trapping sites such as dislocations and high angle boundaries with large misorientations.29–32 From extensive investigations of the temper embrittlement behaviour in low alloy steels, a tempered bainitic microstructure was reported to be more resistant to embrittlement as compared with that of a tempered martensitic structure.33,34 This was attributed to the greater resistance of bainitic structure to the impurity segregation, its heterogeneous structure consisting of a ferrite component (often with subunits, sheaves) associated with second phase such as carbides.25 The intersheave boundaries with large misorientation and carbides present in the tempered bainite are believed to act as sinks for elements, such as P, inhibiting their segregations to grain boundaries.33,34 This is in contrast to the studies on the segregation behaviour of martensitic steels. While both lath and packet boundaries as well as prior austenite grain boundaries in the tempered martensitic structure possess large misorientations, the fracture path after embrittling treatment of low alloy steels such as A533 has always been intergranular, suggesting significantly lower segregation of embrittling impurities at the lath interfaces. A recent work of Gourgues et al.35 on the study of the various interfaces using electron backscatter diffraction mapping has assessed and compared the crystallographic features of interfaces in martensitic and bainitic microstructures. It has been found, using microtexture studies, that martensite and lower bainite packets were mostly twin related with the packet boundaries being more ordered due to local recovery during tempering. In comparison, the upper bainite structure contained high angle packet boundaries (47–60°) with highly disordered α/α interfaces.35 The difference in crystallographic structure of the lath packets in martensite and the sheave, cluster in bainite (the upper bainite), may result in the latter being efficient sinks for impurities and thereby conferring its resistance to temper embrittlement.35 Furthermore, research studies carried out on temper embrittlement in low alloy steels indicate that the presence of elements that have affinity for group Va species increase the susceptibility of the materials for embrittlement behaviour.36 In this regard, Briant and Banerji,36 in their exhaustive review, have identified the various elements promoting the copious presence of Group Va elements at the grain boundaries, which have been attributed for the observed intergranular fractures. These elements are Cr, Mn and Ni. While Cr enhances the segregation of the embritttling impurities, Mn and Ni co-segregate with them to the grain boundaries. This tendency for co-segregation indicates a certain amount of affinity between the elements. Thus, apart from the microstructure of the material, the availability of solutes that have affinity for the tramp elements to transport them to the grain boundaries critically controls the kinetics and magnitude of temper embrittlement.
The research on mechanisms of temper embrittlement, as briefly enumerated above, may have relevance to explain the difference in the manifestations of DSA in low alloy tempered bainitic Cr–Mo–V–Ni steel as compared with AISI 403 with tempered lath martensitic structure. Kinetic analysis of the deformation in the case of AISI 403 has shown Cr to be the solute responsible for DSA.21 Earlier investigations carried out by Mukherjee and Sellars28 on Fe–Cr–C steels with tempered martensitic structure on a range of Cr contents (0·87–11·7) attributed the DSA to occur as a consequence of formation of Cr–C complexes, which enabled interstitial locking of dislocations up to 400°C. Thus, the trends seen in AISI 403 are consistent with earlier investigations where the role of Cr has been unequivocally established. In the case of low alloy steels, many studies have shown that they are susceptible to DSA due to interaction of dislocations with C and N.8–12 It is well known from the investigation of the chemical nature of carbides in the tempered bainitic structure that they are Cr rich carbides.37 As a result, the elements, such as Mn and Ni, are free to form X–N or X–C complexes (X = Mn/Ni), thereby curtailing their migration to the dislocations. The formation of complexes of C and N with Mn are known to reduce the mobility of these interstitial atoms (i.e. C and N).38 Thus, as a consequence of the formation of Cr rich carbides, elements such as Ni/Mn could form complexes with C/N atoms, which may lead to a reduction in the effectiveness of dislocations pinning by these solutes. As a result, the embrittling manifestations of DSA on the mechanical properties of Cr–Mo–V–Ni steel are significantly reduced.
The studies of the tensile properties of the Cr–Mo–V–Ni steel, as shown in Figs. 2 and 5, have revealed that the UTS and workhardening have not increased. In addition, ductility too has not been severely impaired in the DSA temperature range of the Cr–Mo–V–Ni steel. While plateau behaviour of yield stress is expected as a consequence of the additional pinning of mobile dislocations due to presence of migrating solutes, there should have been an accompanying increase in workhardening and UTS values. This has not occurred in the present case, which is clearly seen for the Cr–Mo–V–Ni steel in Fig. 5. The lack of increase in workhardening suggests the presence of recovery process at these relatively high temperatures, where DSA has been observed for the Cr–Mo–V–Ni steel. The persistence in aging of dislocations in AISI 403 may be due to the active role of substitutional solutes (i.e. Cr) that are still available to cause pinning at elevated temperatures, due to lower diffusivities as compared with interstitial ones, such as C or N (in Cr–Mo–V–Ni steel). However, manifestations of DSA at these relatively high temperatures display peculiar characteristics, such as inverse behaviour of critical strain with temperature during serrated flow, which was found for the martensitic steel.21 While recovery process could be attributed to be a cause for such changes, mechanisms such as dynamic precipitation during deformation39 or decrease in strain induced vacancy concentration due to in situ annealing40 cannot be ruled out.
The results in this work compares the manifestations of DSA in two steels with tempered martensitic and bainitic structures and attempts to show that phase transformation products also exert a non-trivial influence on the anomalies in tensile properties caused by the operation of the phenomena. Earlier studies where the austenite transformation products were ferrite, pearlite, martensite or a combination of them, chemistry control was found to be the controlling factor to reduce the influence of DSA on the tensile properties of the material. The results being reported in the present work on the new generation low alloy steel show that chemistry control along with the presence of bainitic phase can be used to limit the full extent of manifestations of DSA on tensile properties. Furthermore, as the potential for DSA in the material is pushed at higher temperatures, the ascendant influence of recovery processes (e.g. dynamic recovery) would suppress the embrittling features of the phenomena.
Conclusions
The variations in tensile behaviours in the DSA temperature regime for the low alloy steel and the AISI 403 have been compared. It has been found that the embrittling features of DSA have been strongly manifested in AISI 403 with martensitic structure as compared with that in the low alloy steel with bainitic structure. The observed variations in behaviours have been rationalised as being due to the difference in the nature of pinning solutes, considered as possible formation of solute clusters and microstructure of the two steels.