
Abstract
Shot peening treatment uses special steel shot media to impact the surface material at a high speed, thus resulting in a compressed and dense surface. The compressive stress provides higher resistance to thermal fatigue and stress corrosion cracking. To evaluate the effects of shot peening on thermal cracking and the mechanical properties of H13 tool steel, this study conducted impact, thermal fatigue and wear tests, as well as SEM microstructure and microhardness inspections. Experimental results showed that steel shot peening treatment, conducted for 30 min at 0·5 MPa on H13 tool steel reached the optimum for improving the microstructure and fatigue properties. The process can enhance the surface hardness to HV 561 and extend the limit of fatigue strength on H13 tool steel by two to three times. This technology can be successfully applied to die casting moulds to notably improve and extend tool life.
Introduction
Shot peening process is to harden the surface of components by means of a propelled stream of spherical shot. Since nearly all fatigue and stress corrosion failures originate on the material surface, shot peening can lead to residual compressive stress of material to improve the thermal fatigue, stress cracking and the erosion of materials. The cold working effects of shot peening treatment can also increase the surface hardness of many materials.1 – 3 Shot peening has been widely applied as a low cost and simple method for increasing the fatigue level of materials. It is well known that the residual compressive stress contributes to the increased fatigue strength of materials. Compressive residual stress produced by surface plastic deformation is commonly regarded as the major factor in increasing fatigue strength.4 – 8
During the hot work processing, tool steels and dies are subjected to thermal gradients. The die surface is rapidly heated by hot liquid metal injection and solidification, which is followed by rapid quenching with the application of water based lubricants. Thermal gradients lead to dimensional variations which generate stress and deformation in the tools and dies.9,10 Thermal fatigue cracking is one of the most important tool failure mechanisms in die casting tool steels. Surface engineered materials can be successfully applied for improving erosion and wear resistance. However, their resistance against thermal fatigue has not been fully explored in past studies.11 – 13
This study aimed to discuss the effects of shot peening treatment on H13 tool steel, as a die casting material, and determine the influential parameters of the shot peening process. Experimental tests were conducted to evaluate the effects of shot peening treatment on this material.
Experimental
In this study, the shot peening process was carried out in a cabinet with steel shots and a nozzle. Cast steel shots, with a hardness of 45–48 HRC and average diameter of 0·3 mm, were used under stable pressure and peening coverage. Premium quality H13 tool steel was used in the experiment. The specimens (30×30×4 mm) reached the hardness of 47–48 HRC after heat treatment. The parameters of heat treatment for the H13 tool steel are shown in Table 1. The chemical composition of the H13 tool steel is Fe–0·39C–1·0Si–0·4Mn–5·2Cr–1·4Mo–0·9V (mass.-%).
Parameters of the heat treatment for the AISI H13 tool steel

The shot peening treatment impacted the material surface with a special media at a high speed, thus resulting in a compressed and dense structure. In this experiment, the impacted area ranged from 0·07 to 0·1 mm in depth from the surface, depending on the treatment process. In fact, shot peening simultaneously creates homogenous residual stress on each side of the specimen, which produces a perfect roughness.8 Min et al. reported that a certain level of compressive surface residual stresses created by shot peening can be maintained during the thermal cycles.14 Therefore, under some specific circumstances (materials, shot peening processes, and thermal loading cycles), this level of compressive residual stress can be useful in improving thermal fatigue.
This study employed the Uddeholm standard method for testing thermal fatigue. Wu et al. demonstrated that the Uddeholm method is based on high frequency heating of the surface of a small cylindrical solid sample.15 With cyclic heating and cooling of the surface based on a top and a bottom temperature, the measurements of thermal fatigue could be obtained. The thermal cycle was designed as follows: temperature range: from room temperature to 700°C; heating time: 3·6 s; holding time: 1 s; cooling time: 8 s; and holding time: 1 s; cooling media: water; cycle number: 1–1000. The crack length was measured by the Uddeholm standard method. Moreover, for evaluation, the heat checking on the surface of specimens was carried out afterward based on a heat checking comparison scale, which includes network and leading cracks.
During the shot peening process, there were many controlled parameters, such as peening coverage, saturation, shot material, shot size, pressure and length of peening.5 In this experiment, the effects of the soaking times for saturation, before shot peening treatment on the H13 tool steel, and the parameters affecting the shot peening process were determined. Three different soak periods were applied to achieve saturation: 20, 30 and 60 min. Applied pressure was maintained at 0·5 MPa, while peening coverage was over 200%, and the shot size was 0·3 mm. Microstructure, hardness inspection, wear, impact and fatigue tests for the H13 tool steel were conducted at room temperature to compare the differences between untreated and shot peening treated H13 tool steel. Finally, the optimal process was applied to the die casting moulds to evaluate the processing performance.
Results and discussion
The advantages of shot peening treatments include the effects of the compressive stress followed by cold working. Chang et al. reported that the compressive stresses can increase the resistance to fatigue failures, corrosion fatigue and fretting.16 To evaluate the effects of thermal cracking and the mechanical properties of the H13 tool steel after the shot peening process, this study conducted microstructures, hardness inspections, impact, wear and fatigue tests.
Figure 1 shows the surface hardness of the H13 tool steel after the shot peening treatment for three different soaking time periods. The surface hardness of all examples showed significant increase, thus are able to reduce the risk of surface defects that may lead to fatigue cracking. The three curves: T1, T2 and T3, represent the different shot peening saturation treatment time periods respectively, with T1 (20 min) as the shortest length and T3 (60 min) the longest. The surface hardness and depth of the compressive layer were affected by the parameters in the shot peening treatment. The longest saturation treatment of the shot peening treatment, shown as T3, improved the surface hardness to HV 618. However, the surface roughness was high (up to Ra = 1 μm), so it was unsuitable for die casting mould. Surface hardness was the lowest after the shortest saturation treatment, shown as T1 (554HV), which cannot effectually enhance the wear resistance of the material. Therefore, T2 is proven the optimal saturation soaking time for shot peening on the H13 tool steel, and can increase the hardness to HV 561 to reach suitable roughness.
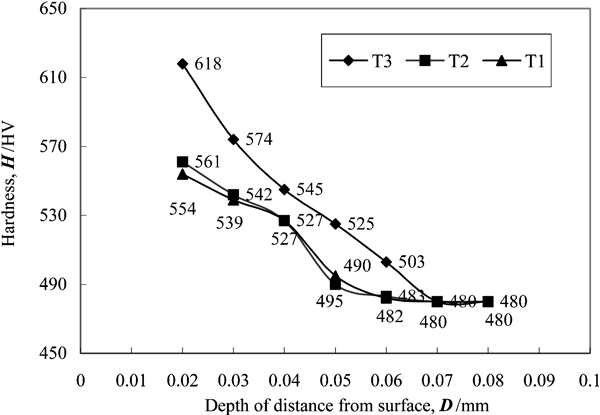
Comparison of surface hardness of shot peening at different soaking time periods for H13 tool steel
After machining and heat treatment, residual tensile stress is formed under the material surface, which may lead to material defects. Normally, tensile stress concentrates at the top or bottom of cracks during loading, but the compressive skin created by shot peening treatment tends to cancel out the tensile stress and eliminate the cracks. Figure 2 shows the optical micrograph of a cross-sectional view of H13 tool steel after an optimal shot peening treatment. The hardened surface and texturing of the microstructure was obtained through the cold working process of the peening treatment. It was found that the shot peening could induce plastic deformation of the exposed surface layers, thus resulting in the slip bands and dislocation structure on the surface of the material.16 In this study, slip bands were found on the surface of the H13 tool steel after shot peening treatment. The surface structure was improved regarding wear resistance and fatigue strength of the materials.
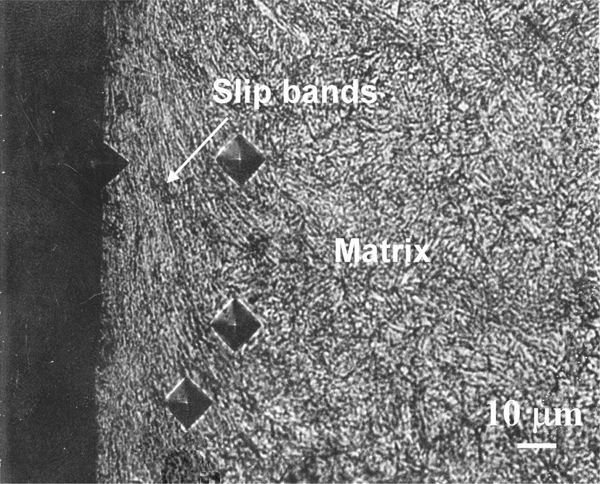
Optical micrograph of cross-section after optimal shot peening treatment for H13 tool steel
Most die casting moulds require an electrical discharge machining (EDM) process after the heat treatment, and the roughness of moulds is usually higher after EDM. Therefore, a polishing process is necessary to reduce the roughness. Figure 3 shows the SEM images of H13 tool steel after EDM surface treatment with different polishes and shot peening treatments. Since the shot peening treatment is finished under high pressure and speed process, it is important to control the roughness of the materials. Figure 3a shows the roughness of an EDM surface when H13 tool steel was close to Ra = 4·13 μm. After the rough polish (no. 200) was completed, the surface roughness decreased to 1·4 μm, as shown in Fig. 3b.
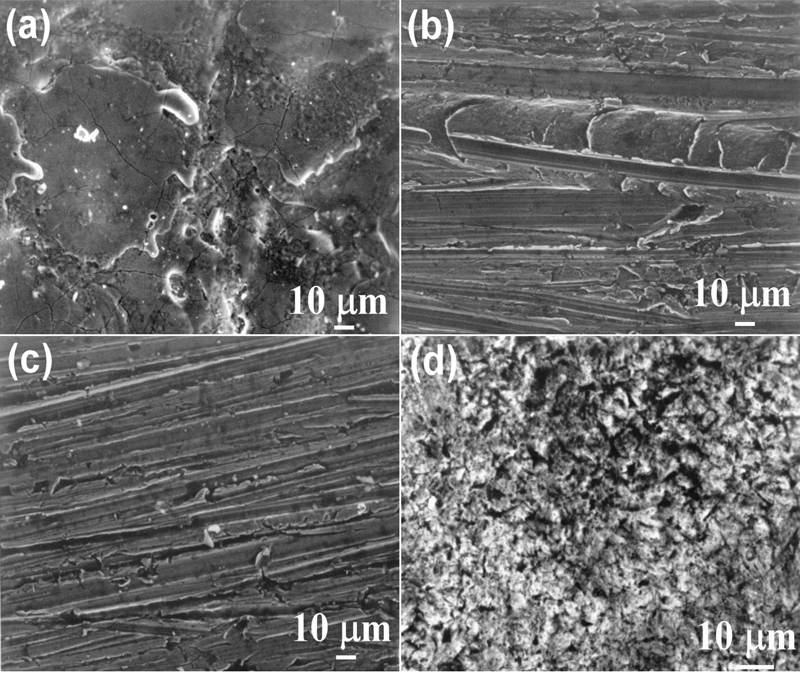
Images (SEM) of H13 tool steel by different treatments
Most roughness levels of die casting moulds are required to be below Ra = 1·0 μm. For this reason, it is necessary to repeat the process with a fine polishing (no. 400) treatment in order to achieve a roughness of 0·74 μm, as shown in Fig. 3c. After the optimal shot peening treatment, the roughness of H13 tool steel was 0·94 μm. Thus, not only could the surface hardness be raised, the surface defects could also be eliminated. Although the polishing process can eliminate the EDM layer, many scratch defects and residual working stress marks remain on the material surface, which are defects to H13 tool steel. Results showed that shot peening treatment formed a dense and uniform structure on the surface, thereby markedly eliminating the surface defects on the materials, as shown in Fig. 3d.
Wear test, performed by applying sliding wear and friction tests, was carried out under a wide range of conditions using a pin on disc (ASTM G99). During the wear test, the loading weight was kept at 10 N, the slide speed at 0·3 m s−1, and the pin used a Cr steel ball with a hardness of 680HV. The shot peening process produced a dense and uniform microstructure while increasing the surface hardness of the material. It also yielded compressive stress and high toughness to the surface. The profiles of the wear tests are shown in Fig. 4. For the untreated specimen, its frictional coefficient increased rapidly after sliding for 500 m. However, after the shot peening treatment, the frictional coefficient increased slowly after sliding for 1100 m. Thus, it proved that the shot peening treatment could enhance the wear resistance for H13 tool steel. Specifically, in this study, the frictional coefficient of the untreated specimen was 0·21, while that of the treated specimen was 0·16.
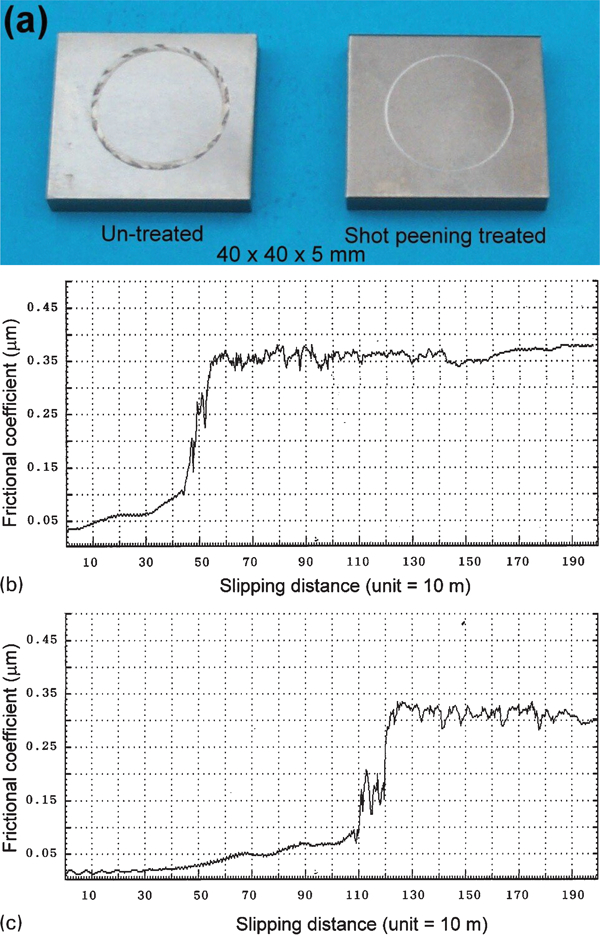
a comparison of wear resistance of untreated and shot peening treated for H13 tool steel wear appearances as well as wear curves for b untreated and c shot peening treated
A Moore rotary machine was used for the fatigue tests. Figure 5 shows the rotary fatigue test results of both treated and untreated specimens of H13 tool steel. The improvement to the fatigue curve of treated specimens was notable, indicating that shot peening treatment can improve the fatigue strength of H13 tool steel. In this study, the same stress strength of 898·3 MPa test load was performed. The untreated specimen fractured after 10 600 rotations, but the treated specimen did not fracture until after 38 300 rotations. When the number of rotations reached 10 000 000 cycles, the fatigue strength of the untreated specimen was 529·5 MPa, but the treated specimen reached 699·4 MPa before a fracture occurred. This indicates that shot peening treatment could increase the fatigue strength by two to three times due to the induced compressive stress.
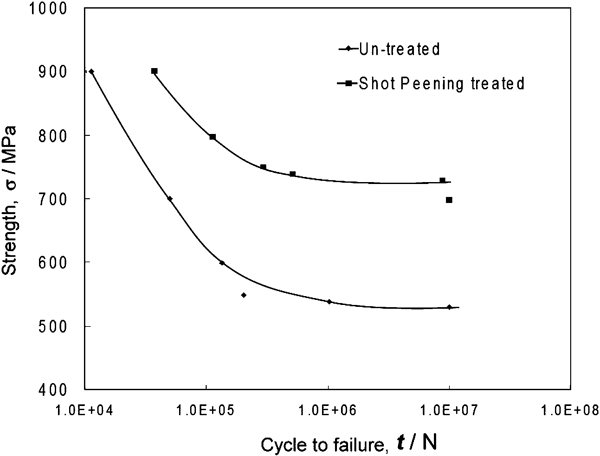
Comparison of S–N curves of untreated and shot peening treated for H13 tool steel
Furthermore, Chang et al. found that shot peening treatment can effectively increase the tool life of hot work steel.16 In their work, shot peening treatment was proven to improve and slow down the heat checking during the high temperature processes. Thermal fatigue cracking of treated and untreated H13 tool steel after a thermal cycle up to 700°C is shown in Fig. 6. The crack length was dependent on the number of cycles and the maximum temperature during each cycle. Figure 6a shows that the crack length of the untreated specimen notably increased after 400 cycles. As seen, the thermal fatigue cracks appeared when entering the rapid propagation stage. However, the treated specimen showed a slight tendency to increase the crack length, as shown in Fig. 6b.
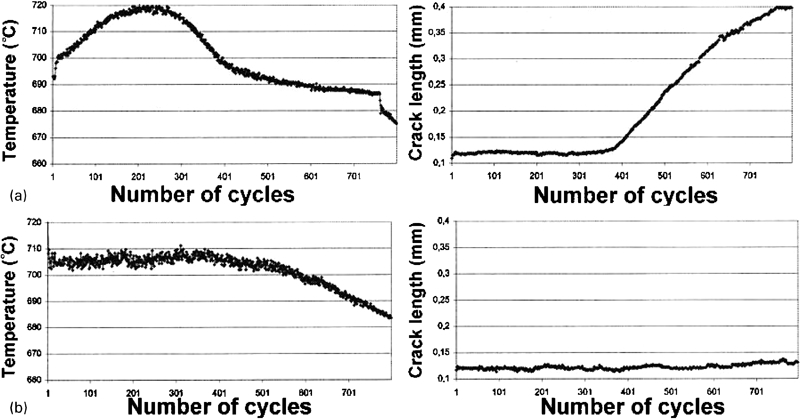
Comparison of thermal crack length of untreated and shot peening treated for H 13 tool steel
According to the Uddeholm heat checking scale, there are two assessments, of which A assessment is the network and B assessment is the leading cracks, and each are divided into ten grades. The formula to determine the thermal fatigue of a specimen involves a combination of the two assessments.3,15 The combined readings represent the degree of heat checking. In this study, the heat checking rate of an untreated specimen is 16, and that of a treated specimen is 5. It shows that the treated specimen has higher resistance to heat checking and a longer lifetime than the untreated specimen. By increasing the surface hardness and changing the stress distribution, shot peening treatment can increase the plastic deformation during the thermal fatigue cycling; therefore, the generation and growth of cracks are restrained. This study demonstrated that shot peening treatment for H13 tool steel could improve the resistance of thermal fatigue and cracking by the characterization of the crack lengths and the heat checking rates after thermal cycling.
Shot peening treatment has been widely applied to improve the fatigue life of materials.11 This study successfully improved the resistance of H13 tool steel to thermal fatigue, and obtained a higher hardness (from 480 to 561HV), lower surface roughness (Ra ranging from 4·13 to 0·94 μm), and higher fatigue strength (from 529·5 to 699·4 MPa) after the shot peening treatment. Dislocation structure and optimal compressive stress were found on the surface; therefore, shot peening is the optimum treatment to improve the fatigue of H13 tool steel.
Generally, the impact resistance and fracture toughness or cracking resistance are inversely proportional to the hardness of the steel, and lower toughness is attributed to the high surface hardness. Figure 7 shows the impact energy of different surface treatments for H13 tool steel. The Charpy test and V notch specimen were applied in this study. Results showed that the impact energy of the shot peening specimen was higher than that of tempered or untreated steel. Specifically, the shot peening treatment not only produced a variety of textured and uniform surface structures, but also created a small indentation or dimple on the metal surface. The process also improved the EDM layer and yielded higher impact resistance on the material surface. In this study, the EDM specimen was combined with polishing, tempering, and shot peening treatment to produce higher toughness (18·4 J) than other processes.
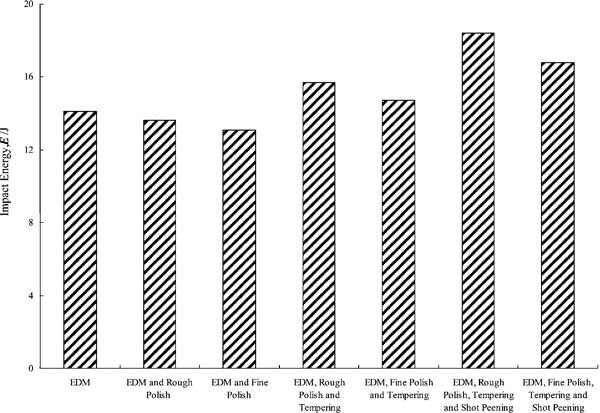
Comparison of impact energy of different surface treatments for H13 tool steel
Shot peening treatment has been successfully applied to die casting moulds to improve thermal cracking and extend tool life, as shown in Figs. 8 and 9. Song and Wen reported that the shot peening process can increase surface hardness and reduce the possibility of surface defections that would result in fatigue cracking.17 Closed cracks were stronger in the case study, and the heat checking was shown to be prevented by optimal shot peening treatment. Most importantly, the process is suitable for both new and used moulds as the repeated treatment on moulds could enhance the properties of the specimens. Its applications could also be extended to other areas, especially in hot and cold forging moulds.
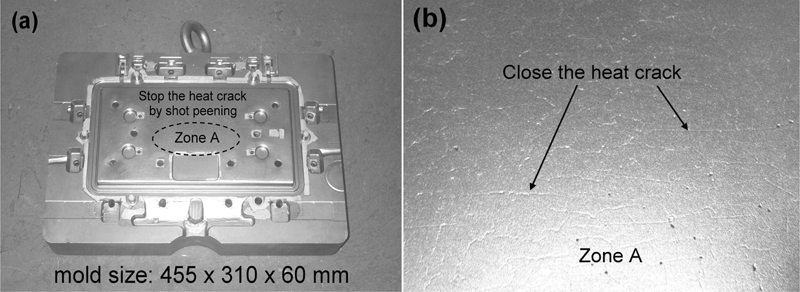
Shot peening applied on H13 die casting mould
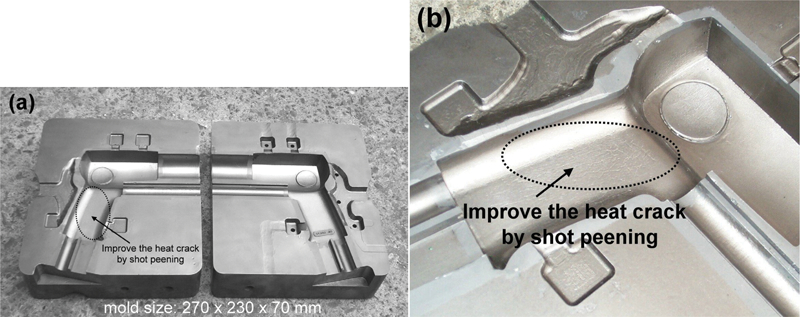
Shot peening applied on H13 die casting mould
Conclusion
Shot peening treatment can improve the wear resistance, toughness and fatigue properties of H13 tool steel. In this study, dislocation was found on the surface of the H13 tool steel after shot peening treatment, which improved the wear resistance and fatigue strength of materials. The experimental results showed that a shot peening treatment for 30 min and under 0·5 MPa on H13 steel could produce the optimal outcome. Results showed that the process could increase the surface hardness to 561HV and the fatigue strength for two to three times. Therefore, this study proved that shot peening treatment can successfully improve thermal cracking and extend tool life on die casting moulds, and is suitable for both new and used moulds.
Footnotes
Acknowledgements
This research was supported by Uddeholm Tooling AB and ASSAB Steels Taiwan CO., Ltd. The authors would like to express their appreciation for Dr Harvard Chen.