
Abstract
Poly(4-oxybenzoyl) (POB) based composite films were sintered on test blocks, while POB was synthesised in situ by melt polycondensation. The XRD analysis corroborates a high degree of crystallinity of the obtained POB. However, the obtained POB exhibited a lower decomposition temperature Td and a lower crystal transition temperature Tc than the commercial POB. Sand blasting of the substrates’ surfaces led to a substantial increase in the bonding strength between the prepared composite coatings and the substrates. Nevertheless, increasing the coating's thickness, increasing the MoS2 mass content in a coating or elevating the sintering temperatures resulted in a decrease in bonding. The fracture modes of the coatings during the peel tests were depicted as a combination of the separation of the coatings from the substrates and the breaking of the coatings themselves when the coatings’ thicknesses ranged from 50 to 200 μm.
Keywords
Introduction
Poly(4-oxybenzoyl) (POB) has been extensively used in high performance applications (e.g. aerospace and automotive) due to its high self-lubrication, excellent thermoconductivity, prominent thermostability, good chemical resistance and so on.1,2 Poly(4-oxybenzoyl) shows a crystal transition temperature Tc of 325–360°C and decomposes at 535°C. The Tc of POB has been found to be characteristic of a highly ordered nematic phase transition occurring only for low molecular weight samples of the POB homopolymer.3 The polymerisation of POB obeys second order kinetics irrespective of whether the reaction is catalysed or uncatalysed.4 Nevertheless, POB has poor workability because it is infusible at any temperature and unsolvable in any solvent. Poly(4-oxybenzoyl) has thus primarily been applied as a self-lubricant in the sintered POB/polytetrafluoroethylene (PTFE) moulding parts so far.5
The authors’ studies are intended to experimentally elaborate the fabrication and tribological properties of POB based composite coatings, modified by PA66, MoS2, PTFE, etc. The present paper, as the first part of the authors’ research, is focused on the in situ synthesis of POB and the determination of the chemical structures, thermal properties and crystallinity properties of the obtained POB. Later on, the authors measured the cohesive properties of the obtained coatings to the substrates and investigated the factors having effect on the peel bonding strength. Finally, the authors preliminarily discussed the failure modes of coatings during the tensile tests.
Experimental
The monomer of POB, p-acetoxybenzoic acid (p-ABA), was prepared by refluxing p-hydroxybenzoic acid with a 10 mol.-% excess of acetic anhydride at 130–150°C and was recrystallised with methanol.4 The POB powder (75 μm) used for comparison is commercially obtained from Chenguang Research Institute of Chemical Industry, China. MoS2 colloidal powder (1–3 μm), PA66 powder (140–210 μm) and other chemical reagents are purchased from Shanghai Chemical Reagent Research Institute, China.
The test blocks of AISI 1045 steel, used for fabricating coatings, were cut into dimensions of 31×7×6 mm before coated. A layer of Ni (20 μm) was then deposited electrically on each block to increase the wear resistance. Ni possesses a higher hardness than Fe (Vickers hardness: Ni: 638 MPa; Fe: 608 MPa). Either the inner stress or heat stress between Ni and Fe is negligible because they have very close values of the thermal expansion coefficient α. Meanwhile, it can be also proposed that the increase IN mass content of MoS2 in coating will help to reduce the thermal stress between the coating and Ni layer because MoS2 has also α value approximating to that of Ni (Table 1).
Thermal expansion coefficient α of related materials5

Afterwards, the surface of the Ni plated face of a test block was polished via 1200 grid emery paper (Al2O3) followed by sand spraying to remove the weak interfaces, e.g. rust or dust, and to increase the real contact area between the coating and the Ni layer. The Ni plated face was subsequently washed ultrasonically for 1 min in acetone.
Even slurry (0·3 g L−1) was prepared by processing ultrasonically the mixture of MoS2, p-ABA and PA66 in tetrahydrofuran (THF). The coating of slurry was then applied on the Ni plated surface at a uniform thickness. The authors performed a two-step sintering process to produce the final POB based coating in an electric furnace under the protection of N2 (99·9%). First, the synthesis of POB was carried out at 200°C for 2 h in a salt bath (NaCl). The reaction mixture was then heated to 260°C and held at that temperature for 4 h. The fabrication of POB based coatings was performed synchronously. &Dmacrp or &Mmacrw of the prepared POB and the POB for comparison were determined referring to the literature.3 Differential scanning calorimetry (DSC)/thermogravimetric (TG) curves were obtained on a Netzsh STA 449C interfaced with a thermal analysis data station. Samples weighing ∼10 mg were heated under N2 (99·999%) from room temperature to 600°C with a rate of 10°C min−1. Wide angle X-ray scattering analysis of the synthesised POB powder was conducted from 5 to 40° on a Rigaku D/Max-2400 with nickel filtered Cu Kα radiation at 40 kV and 100 mA, with a scanning rate of 0·02° s−1 and a scanning wavelength of 1·54 Å.
Peel bonding strength tests of the composite coatings to the metallic substrates were conducted on universal testing machine (Instron-1195) at a pull speed of 0·75 mm min−1. Two wires were connected to the test blocks for peeling the substrate/coating interfaces (Fig. 1). Bond failure sites were inspected visually under an optical microscope at ×400 magnification to evaluate the fracture modes.
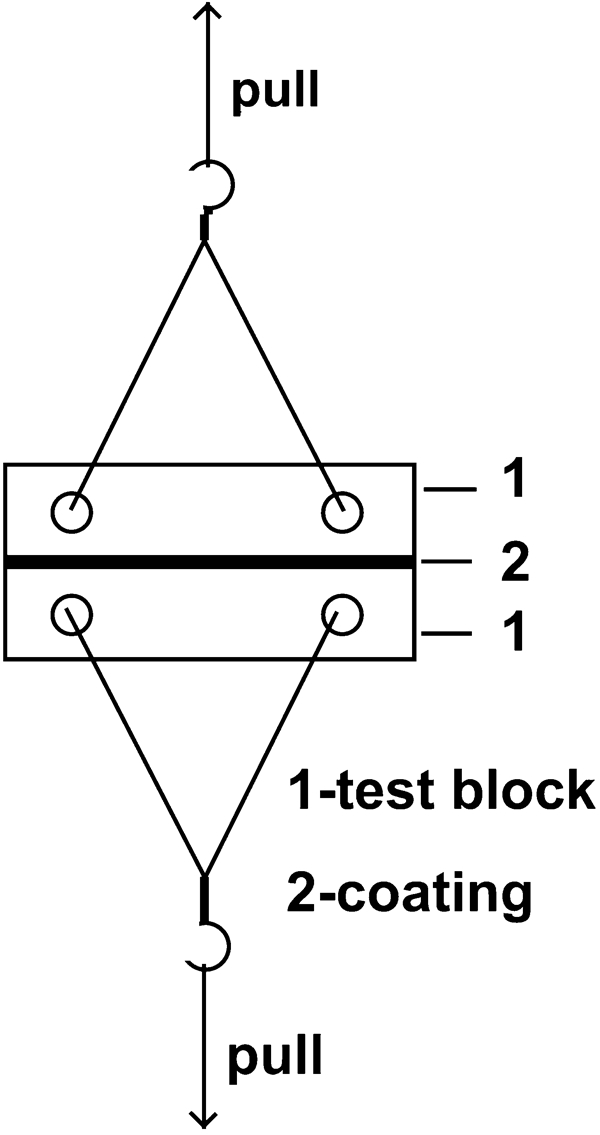
Schematic illustration of device for determining peel bonding strength of POB–PA–MoS2 composite coatings
The peel bonding strength is calculated as

Results and discussion
Poly(4-oxybenzoyl) synthesis and coating fabrication
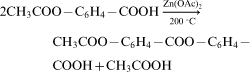
Poly(4-oxybenzoyl) is polymerised from p-ABA according to equations (2) and (3)
4

Poly(4-oxybenzoyl) characterisation
Figure 2 shows the XRD analysis profiles of the prepared POB. Note that the POB for FTIR and DSC/TGA is solely prepared under the same conditions as that for obtaining POB based coatings. The characteristic peaks of the synthesised POB were clearly observed at 2θ of 19·62, 20·92, 23·70 and 28·98°. The sharp diffraction peaks of the obtained POB demonstrates its high crystallinity (>90%) in agreement with that reported elsewhere.5,7
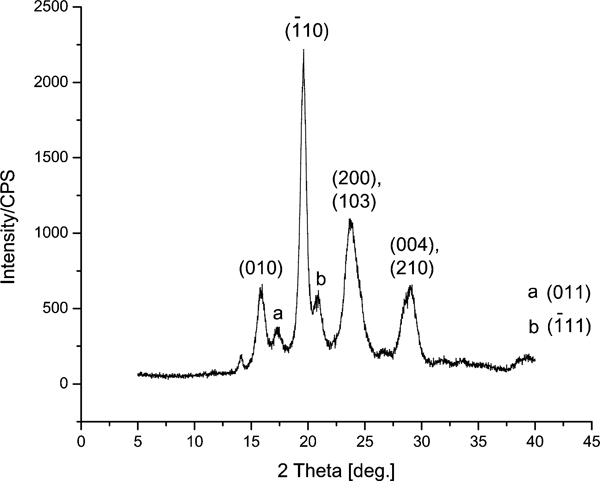
X-ray diffraction analysis profiles of obtained POB powder
The prepared POB and the commercial POB are essentially identical with each other concerning the conformity of the most absorption bands in both Fig. 3a and b. The spectra both show bands at 1741 cm−l due to the C = O stretching and 1380 cm−l bands due to the C–H symmetrical deformation in –CH3. However, a weak band at 1680 cm−1 in the spectrum in Fig. 3a indicated the existence of the residual end group, –COOH, in the prepared POB, while in Fig. 3b, no discernible absorption peak could be found at this position, namely, the ratio of –COOH in a prepared POB molecular chain is higher than that in a POB chain for comparison. This might be because the prepared POB has a slightly lower &Dmacrp than the commercial POB due to the lower reaction temperatures employed in the authors’ study. The &Mmacrw of the prepared POB was approximately 3600–4200 (&Dmacrp: 30–35). For the commercial POB, its &Mmacrw was determined as 8500–9100 (&Dmacrp: 71–76).8
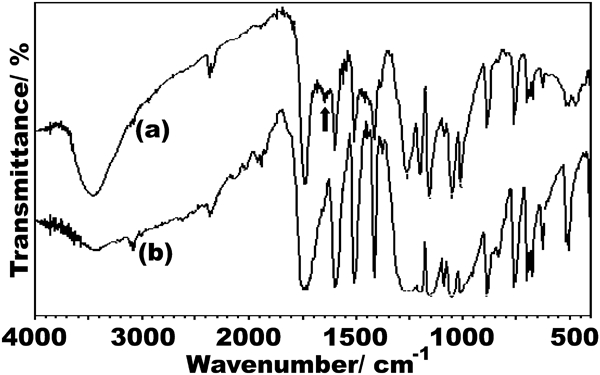
Fourier transform infrared analysis of a prepared POB and b commercial POB for comparison
Figure 4 shows the thermal analysis of the obtained POB and the commercial POB for comparison. The distinct endotherms of the DSC thermograms depicted the highly crystalline nature of POB in agreement with the results of XRD analysis. The decomposition temperature Td of the synthesised POB is 512·5°C, and that of the commercial POB is 535·5°C. The crystal transition temperature Tc of the prepared POB was 322°C, and that of the POB powder is 337°C. That the prepared POB possesses a lower Td or Tc than the commercial POB may also be on account of the lower &Dmacrp of the prepared POB, which is in agreement with the IR analysis result. Anticipating from the starting temperature for decomposition (∼350°C), the prepared POB was appropriate for an application under 300°C.
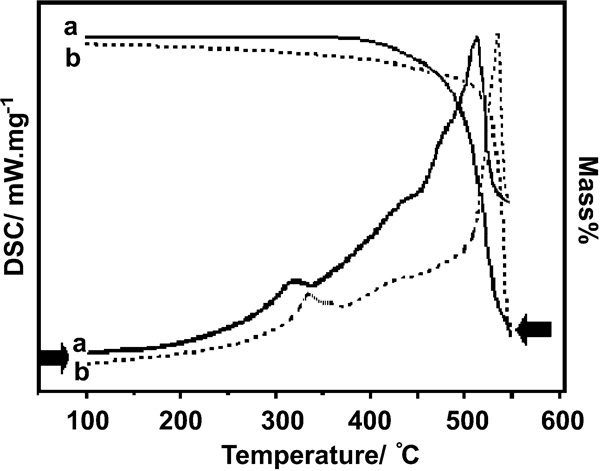
Thermogravimetric/DSC curves of obtained POB and commercial POB powder
The flow or orientation of POB molecular chains under shear can be facilitated by the presence of lower molecular weight species (&Dmacrp<39).9 In this research, lower reaction temperatures are employed to produce a POB of both a moderate Tc and &Dmacrp so as to gain a conservative plastic crystal transition of polymer as well as a sufficient loadability of the coating. This will undoubtedly help achieve a low friction coefficient and a low wear loss for the composite lubrication coating.
Bonding strength
Poly(4-oxybenzoyl) owes a thermal conductivity approximately of a metal, and MoS2 possesses a lower thermal expansion coefficient α than Ni and Fe. Poly(4-oxybenzoyl) and MoS2 in the composite coatings will thus help release the residual thermal stress and advance the tensile strength of the adhesive layer so as to ensure a good bonding. On the other hand, good bonding can be expected between the prepared composite coatings and the substrates regarding the atomic interactions within the coatings and at the coating/substrate interfaces. H atoms in the N–H bonds of a PA66 molecular chain tend to form hydrogen bonds with O atoms of C = O groups in a POB molecular chain. Meanwhile, Ni can combine with O and N of these two macromolecules by forming ionic bonds. Ni(II), with d void atomic orbits, can also accept both the lone electron pairs from N, O atom of POB and PA66 and p electrons from benzene ring in POB. Besides, in the mixture with PA66 and MoS2, dispersing in THF, p-ABA will penetrate into the molecular chains of PA 6,6, and the POB chains will entangle with the PA66 chains within the final coatings. Chains of POB and PA66 together with the MoS2 will wedge and embed in the grooves and tunnels of the Ni plated surface, too (Fig. 5).
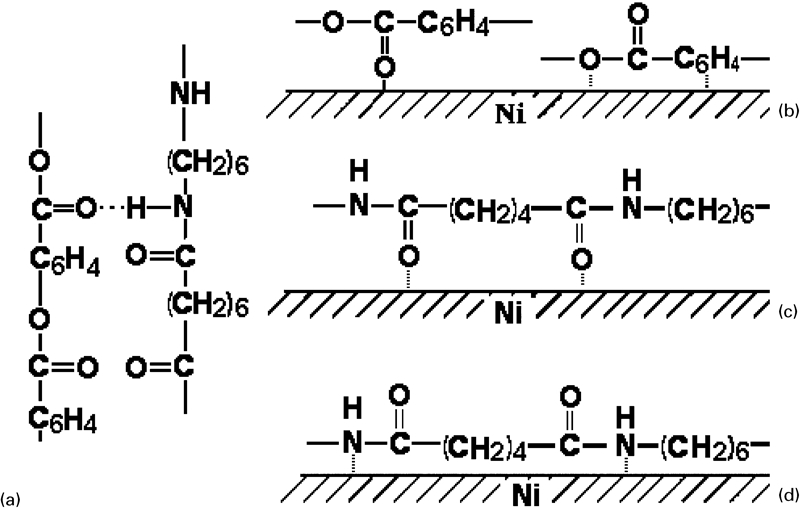
Schematic illustration of interactions
As illustrated in Fig. 6, τp decreased with increasing mass content of MoS2 in POB based coatings whether the surfaces of the substrates were sand sprayed or not. When there is an absence of MoS2 in a composite coating, the bonding strength to the substrate is the highest. With the MoS2 content in a coating increasing to more than a critical value (e.g. 10%), conglobation of MoS2 occurs inevitably and the stress concentration within the coating becomes strong. The micropores in coatings owing to the chemical shrinkage during the synthesis of POB grow to irregularly larger diameters.10 Thus, the coatings become non-uniform and compact microscopically, and the bonding strength decreased.
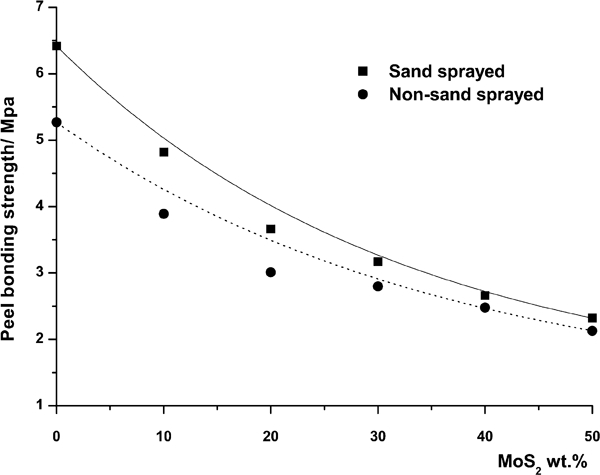
Variation of peel bonding strength of coating to substrate with MoS2 (wt-%) with and without surface modification
Roughening the substrate surfaces is advantageous to the improvement of the coating/substrate wettability owing to the increase in the density of contact points. Meanwhile, molecules of each ingredient within the coating can get into the superficial tunnels, deep holes and even the capillaries of the pretreated substrate surface to reduce the bonding defects.11 The bonding strength in the authors’ study was increased ∼15% via sand spraying for the coating of 50POB–20PA66–30MoS2 with a thickness of 50 μm, when compared with that without sand spraying.
Figure 7 shows the variations of τp with the thickness of a bonding specimen, sintered at 260 and 350°C with a concentration of 30 wt.%MoS2. The bonding strength decreased with increasing thickness of the POB based coatings, and 50 μm was proven to be the optimum thickness. In a relatively thin coating, the micropores resulting from the chemical shrinkage during the POB synthesis are dispersed more uniformly than that in a relatively thick one.10 Likewise, bigger pores observed in a relatively thick film may result in a strong stress concentration and thus, they are likely to be the most vulnerable area for failure.
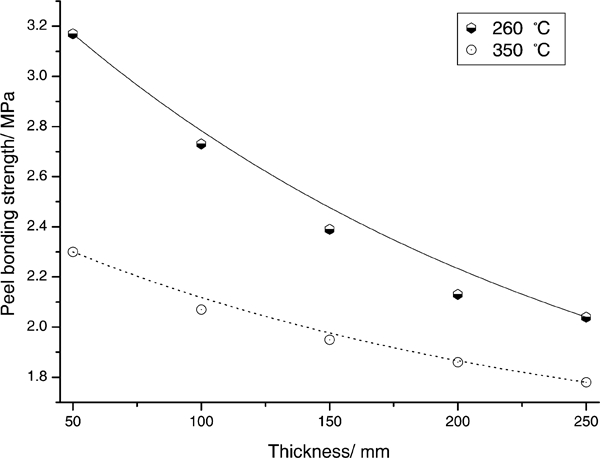
Variation of peel bonding strength with coatings’ thicknesses under 260 and 350°C
On the other hand, the bonding strength at a relative high sintering temperature, 350°C, was lower than that at 260°C for coatings of various thicknesses. For a coating of 250 μm obtained at 260°C, the bonding strength was 15% higher than that obtained at 350°C. More remarkably, for a coating of 50 μm, the former displayed a bonding strength 38% higher than that of the latter. The synthesis of POB is a polycondensation reaction, and the thermal expansion coefficient of POB is three to six times as that of Ni (Table 1). Volume shrinkage of coatings will occur during the sintering process. A relatively high stress concentration and even the craze and/or wreck within a coating will occur at an elevated sintering temperature. Thus, sintering at a relatively low temperature will bring about a low thermal stress and a strong adhesion.
Adhesion failure modes
During a peel test, each of the following mechanisms can happen possibly: the separation of the coating from the substrate; the breaking of the coating itself under the mechanical pull.12 The main adhesion failure of a relative thin (∼50 μm) POB based coating was observed microscopically to be due to the coating's flaking from the substrate (Fig. 8a), while for a thicker coating (200–250 μm), the chief mode was the chipping within the coating (Fig. 8b). A mixed failure mode of both the above could commonly be observed at the coating/substrate interface for a coating of a mild thickness (50–200 μm) (Fig. 8c).
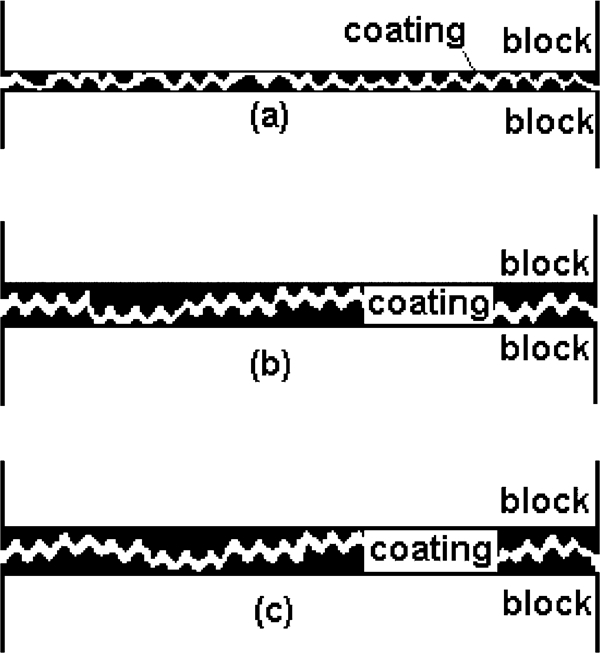
Illustration of failure modes for coatings of various thicknesses during tensile test
Conclusions
1. The prepared POB exhibits a high degree of crystallinity with a relatively low polymerisation degree due to the lower reaction temperatures. Td and Tc of the prepared POB were 512·5 and 322°C respectively, which made it possible to use this kind of POB under 300°C.
2. The coating/substrate bonding strength reduces with either increasing mass content of MoS2 in a coating or the thickness of a coating or elevating sintering temperatures. Surface modification led to a substantial increase in bonding. The fracture modes for coatings of mild thickness (50–200 μm) have been depicted as a combination of the separation of the coatings from the substrates and the breaking of the coatings themselves.