
Abstract
In this paper, post‐treatments, including dehydrogenation process and passivation process for electroless Ni–P coating, are discussed. Porosity test and potentiodynamic polarisation curves were used to evaluate the porosity and corrosion resistance of electroless Ni–P coatings. The results indicated that the ideal dehydrogenation heat treatment temperature is 180–200°C. The passivation process can further increase the corrosion resistance of electroless Ni–P coating. Both dehydrogenation process and passivation process are essential to obtain compact, corrosion resistant electroless Ni–P coating.
Introduction
As a surface engineering technology, electroless Ni–P coating has attracted considerable attention from researchers and engineers, and has found applications in almost every industry because of its ability to be deposited on interior surfaces of pipes, valves and other parts, along with its availability in a variety of materials, such as metals, plastics, glass and ceramics.1–4 Uniform thickness, good hardness, and good wear and corrosion resistance have been responsible for the development of autocatalytic electroless Ni–P coating since its discovery.
The commercial preparation of electroless Ni–P coating has long been studied and practiced.5,6 In the past several decades, electroless Ni–P coatings were mainly studied for their recrystallisation kinetics and corrosion behaviour.7 More recently, electroless ternary and quaternary Ni–P coatings have been studied because of their improved properties,7 such as Ni–W–P,8 Ni–Co–P,9–11 Ni–Cu–P,12 Ni–Sn–W–P,13 and Ni–W–Cu–P.14 Owing to their good hardness and other properties, electroless Ni–P–nanocomposite coatings have also been developed, such as Ni–P–(nano‐MoS2),15 Ni–P–Fe3O4,16 Ni–P–Al2O3,17 Ni–P–WC,18 and Ni–P–(TiC–Al2O3).19 However, these reports are mainly focused on the preparation and process parameters of electroless Ni–P coatings. In fact, there are two other important parts involved in this technology: pretreatment and post‐treatment. Electroless Ni–P coating is an autocatalytic process, and it requires a clean and active surface for nickel and phosphorus to deposit. So, pretreatments for some of the so‐called ‘difficult to coat’ metals are necessary. Several papers regarding pretreatments for electroless Ni–P coatings are available.20–24 However, there are few data concerning post‐treatment for electroless Ni–P coatings. The mechanism, which is responsible for electroless Ni–P coating, is dependent on the reduction of Ni2+ and H+, and the oxidation of
 . This process will inevitably produce H2, which may be left in electroless Ni–P coating. If H2 cannot be removed and is left in the electroless Ni–P coating, this can lead to poor corrosion resistance because of hydrogen cracks. In addition, there is a Ni3P, Ni5P2 microcrystalline phase in the electroless Ni–P coating besides amorphous Ni–P, and the heterogeneous distribution of P alloy can contribute to the formation of pores in the coating. This makes post‐treatment an essential step for electroless Ni–P coating. Post‐treatment has technical and commercial values. First, it can guide the researchers to develop special post‐treatment for electroless Ni–P coating. Second, it can provide information about the behaviour of electroless Ni–P coating. Third, it may enlarge the application range of Ni–P coating.
. This process will inevitably produce H2, which may be left in electroless Ni–P coating. If H2 cannot be removed and is left in the electroless Ni–P coating, this can lead to poor corrosion resistance because of hydrogen cracks. In addition, there is a Ni3P, Ni5P2 microcrystalline phase in the electroless Ni–P coating besides amorphous Ni–P, and the heterogeneous distribution of P alloy can contribute to the formation of pores in the coating. This makes post‐treatment an essential step for electroless Ni–P coating. Post‐treatment has technical and commercial values. First, it can guide the researchers to develop special post‐treatment for electroless Ni–P coating. Second, it can provide information about the behaviour of electroless Ni–P coating. Third, it may enlarge the application range of Ni–P coating.
The aim of this paper is to study the post‐treatment process for electroless Ni–P coating, including dehydrogenation (mainly heat treatment) process and passivation process.
Experimental
In this investigation, metallic sheets of Q235 carbon steel (50×25×2 mm) were used for electroless Ni–P coating, and its composition is 0·176C–0·023S–0·019P–0·057Mn–0·233Si–0·033Cu (wt‐%). Q235 carbon steels were polished with abrasive papers from 150 to 600 grit and cleaned with alkaline solution at 60°C for 30 min. They were then rinsed with water and activated in 10% HCl for 30 s, followed by electroless deposition. The electroless Ni–P coating bath was composed of 25 g L−1 NiSO4.6H2O, 30 g L−1 NaH2PO4.H2O, 35 g L−1 Na3C6H5O7.2H2O, 10 mg L−1 KIO3, with pH 4·8, temperature 88°C, deposition time 2 h. The thickness of coated electroless Ni–P coating was in the range 24–26 µm, determined by measuring the weight of the substrate before and after plating, with 13·5 wt‐%P checked by EDX and amorphous structure checked by X‐ray diffraction.
Adhesion characterisations of the as deposited Ni–P coatings were carried out using the scratch test method. In this method, 10 parallel cuts were made on the test panel by a cutting tool with 10 cutting edges spaced 1 mm apart. Adhesion tape (Yi He peel tape, Yi He Company, China; peel strength, 10 N/25 mm) was applied firmly to the cut area and then removed rapidly by pulling at right angles to the test panel. According to international standards (ISO2409), coating adhesion is classified into six categories, indicated by numbers ranging from (0) to (5). Excellent adhesion is assigned (0), in which no coating could be removed from the sample surface. When the removed coating is greater than 65%, the adhesion quality is assigned (5) showing a very poor adhesion. One can rank the cross‐cut adhesion number as excellent (0), very good (1), good (2), moderate (3), poor (4) and very poor (5). The coating adhesion was classified as (0) class. In addition, thermal shock test was carried out. The electroless Ni–P sample was placed in a muffle furnace at 200°C for 1 h, and then put immediately into deionised water at room temperature to check if there were defects on the surface. The thermal shock test was performed on each sample for five times. All adhesion tests showed the qualified adhesion of electroless Ni–P coating to Q235 substrate.
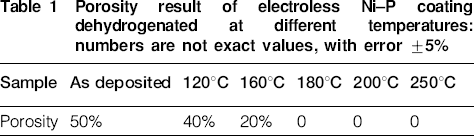
The post‐treatment dehydrogenation process was performed through heat treatment. The as deposited electroless Ni–P coatings were annealed in a muffle furnace filled with air atmosphere at 120, 160, 180, 200 and 250°C for 2 h, followed by cooling to room temperature by itself. Next, porosity test of the heat treated electroless Ni–P coatings was studied as a function of heat treatment temperatures.
To check the porosity of the electroless Ni–P coating, ferroxy 1 test as per GB/T 13913‐92 was carried out. The test area was 20×20 mm. During the test, a blue spot can be observed at the porosity area. No blue spot was found to be porosity free on the test area. If the electroless Ni–P coating is porosity free, no blue spots will be observed; if it was porous, there will blue spots. More blue spots corresponded to more porosity in the electroless Ni–P coating. Porosity measurement was conducted using visual analysis.
After the dehydrogenation treatment process, passivation was carried out. The passivation solution25 consisted of 20 g L−1 K2Cr2O7, 4 g L−1 (NH4)2Mo2O7, 6 g L−1 KCl and 6 g L −1NaOH, with pH 6·5, time 20 min. After the porosity test, potentiodynamic polarisation was performed.
Potentiodynamic polarisation curves of the as deposited and post‐treated electroless Ni–P coatings were obtained using CHI660b electrochemical analyser at a constant voltage scan rate of 10 mV min−1 after 30 min immersion in 3·5 wt‐% NaCl solution at room temperature, and then their corrosion resistance was estimated. Electrochemical tests were carried out using a classic three electrode cell with platinum as counter electrode, saturated calomel electrode as reference electrode and the Ni–P coating with an exposed area of 1 cm2 as working electrode. In this method, it is acceptable to evaluate the corrosion resistance in terms of free corrosion potential Ecorr for deposited electroless Ni–P coating. More positive Ecorr for electroless Ni–P coating shows that it is less susceptible to corrosion than the negative one.
Results and discussion
Effect of dehydrogenation treatment temperature
During the oxidation–reduction reaction,
 can reduce Ni2+ since standard oxidation–reduction potential of
can reduce Ni2+ since standard oxidation–reduction potential of
 couple (−1·57 V),9 is less than that of Ni2+/Ni couple (−0·25 V). Under an autocatalytic action, Ni2+ gets deposited onto the substrate surface. The overall reaction is expressed by two equations
couple (−1·57 V),9 is less than that of Ni2+/Ni couple (−0·25 V). Under an autocatalytic action, Ni2+ gets deposited onto the substrate surface. The overall reaction is expressed by two equations


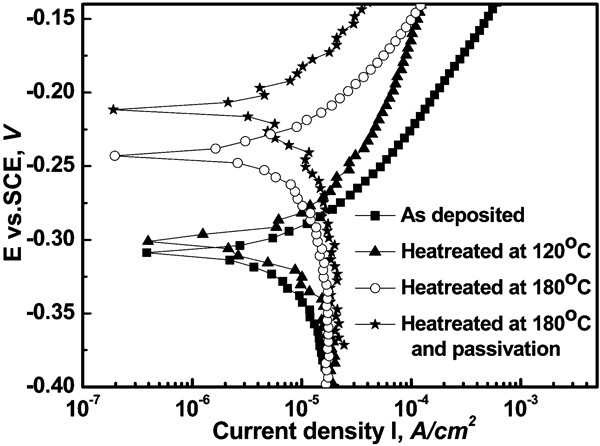
Potentiodynamic polarisation curves of as deposited and post‐treated electroless Ni–P coatings
Porosity result of electroless Ni–P coating dehydrogenated at different temperatures: numbers are not exact values, with error ±5%
Effect of passivation process
Passivation refers to a surface treatment in obtaining a thin film of dense, high stability via chemical or electrochemical ways from a certain solution. It can further increase the coating's corrosion resistance. Figure 1 also shows the effect of passivation on the potentiodynamic polarisation curves for dehydrogenated electroless Ni–P coating sample. The cathodic current of all electroless Ni–P coating samples is almost the same. The reduction in dissolved O2 is the main cathodic process; the cathodic current corresponded to the limiting current density of dissolved O2. For the anodic process, it was the dissolution of electroless Ni–P coating. The as deposited sample showed the highest anodic current density. Dehydrogenation at 180°C can greatly reduce the anodic current density; anodic current density can be further reduced via the passivation process after dehydrogenation at 180°C. Thus, we can say that the dehydrogenation process can greatly improve the corrosion resistance of electroless Ni–P coating, and the passivation process can further enhance the corrosion resistance. That is to say, dehydrogenation and passivation are essential to obtain electroless Ni–P coating of good corrosion resistance. The effect of post‐treatment including dehydrogenation process and passivation process is expressed in the schematic diagram shown in Fig. 2. It can be assumed that the as deposited electroless Ni–P coating is porous in nature, and dehydrogenation and passivation are necessary in attaining a compact, passivating surface coating. The dehydrogenation process can make the electroless Ni–P coating become compact; the passivation process can enable the formation of a passivation film on the electroless Ni–P coating's surface, which can hinder the invasion of corrosive ions and improve the corrosion resistance of electroless Ni–P coating.
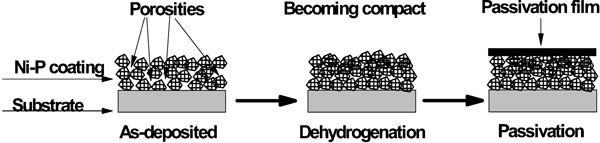
Schematic diagram illustrating effect of post‐treatment including dehydrogenation process and passivation process
The observations discussed above are about the effect of heat treatment process and passivation process on the corrosion resistance of electroless Ni–P coating. The surface morphologies of as deposited electroless Ni–P coating and that after post‐treatment including dehydrogenation process and passivation process are shown in Fig. 3. Clearly, the as deposited electroless Ni–P coating is not compact, as can be seen in Fig. 3a compared with that in Fig. 3b. After the heat treatment and passivation processes, the electroless Ni–P coating surface became compact showing no porosities. This observation is in accordance with the preceding discussion. Hence, it is necessary to perform post‐treatment for electroless Ni–P coating.
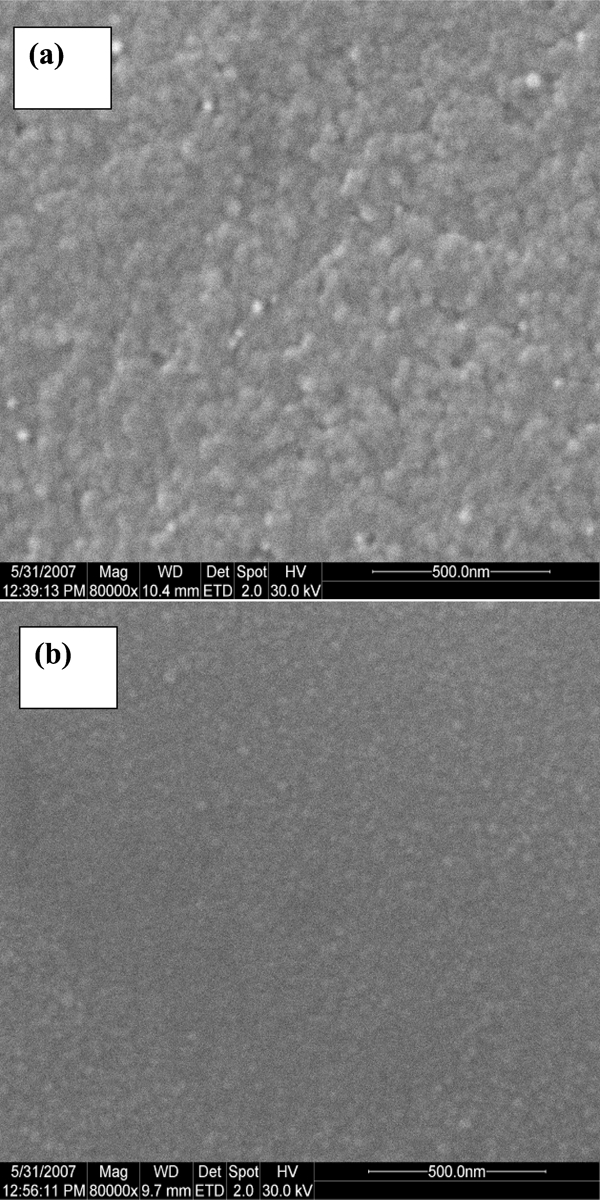
Surface morphologies of electroless Ni–P coatings
Chromate passivation is currently the widely used passivation process; it has a good self‐healing function which provides a good protective effect.27 However, because Cr6+ is highly toxic and can easily cause cancer, there is a growing need for an alternative passivation process that is less damaging to human health and the environment. In the present study, we emphasise the beneficial effects of post‐heat treatment and passivation, and give less consideration on the passivation solution type and its compositions. This could be our future study goal and may appear in our other works.
Conclusions
Post‐treatments for electroless Ni–P coating were discussed. Dehydrogenation and passivation processes are essential in obtaining compact, corrosion resistant electroless Ni–P coating. The suitable dehydrogenation heat treatment temperature is 180–200°C. The passivation process can further improve the corrosion resistance of electroless Ni–P coating due to a thin film of dense, high stability formed after passivation.