
Abstract
Electroless plating have unique metallurgical characteristics, and the deposits can be made onto a wide range of substrates, including both metallic and non‐metallic surfaces. In this paper, the authors have reported on the development of new bath formulation for getting Ni–Co–P nanoalloy deposit and optimised bath concentration and operating conditions. The alloy deposit contains 10·59%Co in the Ni–P matrix. There is an increase in hardness and corrosion resistance of the deposit with the incorporation of Co. Furthermore, from the XRD measurements of the deposits, it was found that the alloy is nanocrystalline in nature, and the particle size is around 37–45 nm. Atomic force microscopy results show that the height of the particles is in nanosize, and roughness of the surface is within 3 nm.
Introduction
Electroless Ni alloy plating has been studied extensively, as it produces coatings with good adhesion, uniform thickness, high hardness, good corrosion and wear resistance.1–3 Electroless Ni–P thin films are often considered as good engineering coatings because of their exceptionally high hardness and remarkable wear and corrosion resistance properties.4,5 The properties of these coatings are usually dependent on the crystal microstructure, which in turn is influenced to a large extent by the codeposited P content.6,7 Electroless Ni–B plating is utilised by the aerospace, automotive, chemical and electrical industries mainly due to its excellent solderability and lubricity, high hardness, high wear and abrasion resistances.8
Development of electroless Ni polyalloy deposits9–12 is the most effective method to obtain superior electrochemical and physical properties in comparison to that of Ni–P and Ni–B binary deposits.13 Conventionally, electroless Co–P deposits and its alloys are used for soft magnetic recording purposes.14 In a recent review of electroless Ni plating, Co3+ has been cited as a brightener and a stabiliser.15 Wang et al.16 studied the treatment and recovery of spent electroless Ni–Co–P alloy plating by glass fibre. The structure and magnetic performances of Co–Ni–Fe–P alloy plated by electroless deposition were studied by Wang and Zhan.17 The synthesis and consolidation of nanosized Ni–Co powder by powder technology was studied by Daoush.18 The capability of Co–P layer obtained from electroless Co–P layer, to serve as the diffusion barrier of Pb–Sn solder, was investigated by Liang et al.19 Xie et al.20 studied the electroless deposition of Ni–Fe–Co–P coating on coiled carbon nanofibres. Uniform and stable core–shell microspheres composed of PMMA core and a thin metallic shell of Ni–P, Co–P or mixed metal alloys like Co–Ni–P, Ni–Fe–P, Co–Fe–P were prepared by electroless plating, and its characteristic properties were analysed by Tierno and Goedel.21
Most of the studies related to electroless deposition of Co–P and its alloys are devoted only to magnetic applications. Hence, the purpose of the present work is to develop an electroless Ni–Co–P electrolyte containing sodium citrate and ammonium sulphate as the complexing agent in order to get higher rate of deposition for decorative and protective applications. The effect of Co addition to the binary Ni–P alloy system on the rate of deposition, hardness, corrosion resistance and brightness was studied. The effect of heat treatment on the hardness, corrosion resistance and microstructure of the deposit was also studied. The activation energy of Ni–Co–P alloy was determined. The effect of Co addition on the crystal size was also investigated.
Experimental
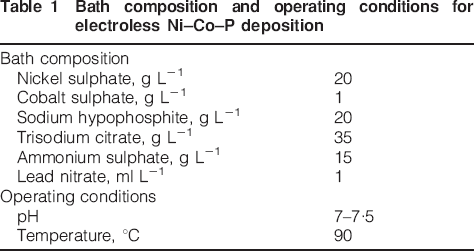
Mild steel panels (5×5 cm) were mechanically polished, degreased by trichloroethylene, alkaline cleaned and acid dipped, washed and rinsed with deionised water to obtain a wet surface and then dried using an air drier. The weight of the panel was determined using an electronic balance. The panels were rinsed with distilled water and were subjected to plating in the electroless bath. The weight of the panel after electroless plating was determined. From the difference in two weights, the coating thickness was calculated. The optimised bath composition and operating conditions for electroless Ni–Co–P plating is given in Table 1. The bath was subjected to mechanical agitation at a speed of 300 rev min–1. The constituents of the bath nickel sulphate and sodium hypophosphite were properly replenished depending upon the residual Ni content in the bath. The Ni content was analysed by ethylenediaminetetraacetic acid (EDTA) complexometric titration. Sodium hypophosphite was analysed by iodometric titration. The pH of the solution was measured using microdigital pH meter. The pH was controlled by suitable addition of ammonia and water (1∶1). The temperature of the bath was maintained through a heater and relay system.
Bath composition and operating conditions for electroless Ni–Co–P deposition
Selected electroless Ni–Co–P deposits were characterised by different methods. The surface morphology of the plated and heat treated Ni–Co–P deposit was assessed using SEM at a magnification of ×500. Nickel content in the deposit was analysed by EDTA method, and the P present in the deposit was found out by ammonium phospomolybdate method as reported elsewhere. X‐ray fluorescence spectroscopy was employed to find out the Ni, Co and P content in the deposits. X‐ray diffraction (XRD) technique was employed to find out the precipitated phase of the deposit, and the grain size was calculated using Debye Scherer equation. X‐ray diffraction measurements were made by Bruker D8 advanced instrument. Vickers microhardness measurements were carried out to obtain the hardness of selected electroless Ni–Co–P deposits. The activation energy of the deposit was evaluated at different temperatures using Arrhenius equation.
The corrosion characteristics of the plated and heat treated deposits were evaluated by potentiodynamic polarisation studies. An electrochemical cell comprising of saturated calomel electrode as the reference electrode, platinum foil as the counter electrode and the electroless Ni plated panel as the working electrode was employed. The corrosion current density icorr and the corrosion potential Ecorr were determined by Tafel extrapolation method. The surface roughness of the Ni–Co–P deposit was determined using atomic force microscopy (AFM).
Results and discussion
Effect of bath constituent on rate of deposition
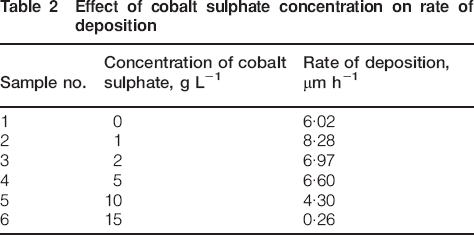
The effect of different concentrations of cobalt sulphate in the bath on the rate of Ni–Co–P deposition is given in Table 2. For 1 g L−1 cobalt sulphate concentration in the bath, the deposition rate was maximum, and for further increase in cobalt sulphate concentration in the bath, the plating rate decreased. Since Co ions act as a stabiliser, further addition of cobalt sulphate enhances other side reactions like hydrogen evolution.15 Hence, 1 g L−1 of cobalt sulphate was selected as the optimum concentration for further studies. Similar phenomenon of decrease in the rate of deposition with increasing cobalt sulphate concentration has been reported in the literature.22–24
Effect of cobalt sulphate concentration on rate of deposition
Effect of bath pH on rate of deposition
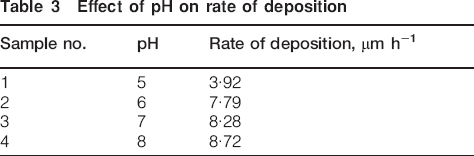
Table 3 shows the effect of pH on Ni–Co–P alloy deposition rate, for optimised concentration of 1 g L−1 of cobalt sulphate in the electroless bath. It can be seen that the deposition rate increased with increasing pH of the electroless bath. The results are in good agreement with the reported literature.14 A good rate of deposition of 8 μm h−1 and the above is observed at pH equal to 7 and 8. Hence, an optimum pH of 7–7·5 has been used in the present study.
Effect of pH on rate of deposition
The bath pH has a great effect on the deposition rate and film composition of electroless Ni–Co–P alloy coatings. This could be attributed to the increase in the driving force of the reducing agent as the bath pH rises. Also, rising bath pH needs excess of ammonia solution addition, which enhances electron transmission, thus increasing the reduction rate of metal ions when it is incorporated with other complexing agents. Hence, the pH of the bath is increased by the addition of ammonia and water (1∶1).
Effect of bath temperature on rate of deposition
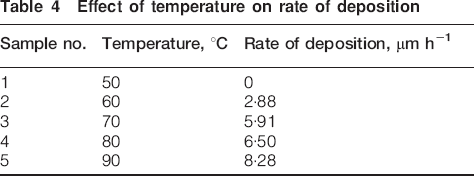
Table 4 shows the effects of the temperature on Ni–Co–P alloy deposition rate. It can be seen that no deposit has been observed up to 50°C. For further increase in temperature, the rate of deposition increased.25 A good rate of deposition was observed at 90°C. For the optimised chemical composition and operating conditions of the electroless bath, the rate of Ni–Co–P deposition was 8·28 μm h−1.
Effect of temperature on rate of deposition
An Arrhenius plot for the temperature dependence of the alloy deposition rate at initial solution pH of 7 is presented in Fig. 1. The data follow linear behaviour from 50 to 90°C, yielding activation energy of 41·033 kcal mol−1. This value is comparable to that reported for deposition of Ni–Co alloys in similar type solutions.22,23 This could justify the negligible effect of increasing Co2+ concentration on the deposition rate.
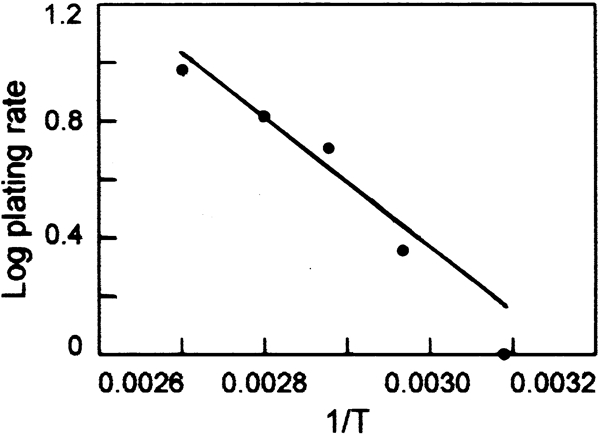
Arrhenius activation energy plot
Surface morphology
The morphology of electroless Ni–Co–P deposit is well reported in the literature.22,23 Scanning electron photomicrographs (Fig. 2) were taken for the plated and heat treated samples. It can been seen that the surface topography of ternary Ni–Co–P alloys heat treated to 400°C for 1 h was quite different from that of as plated samples. The morphology resembled spherical nodular structure. A coarse surface and less compact grains were observed for as plated Ni–Co–P deposit as shown in Fig. 2a. In the case of Ni–Co–P deposit heat treated to 400°C for 1 h, the grains are very fine and compact, and it has more uniform crystal structure, as shown in Fig. 2b. This may be due to the changes in crystal orientation due to Co incorporation. This phenomenon may be attributed to the increase in the volume of precipitated particles as reported in the literature.5,26
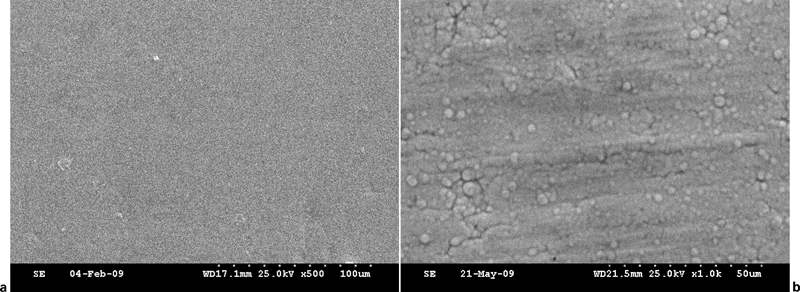
Images (SEM) of Ni–Co–P deposits
Effect of Co concentration on deposit composition
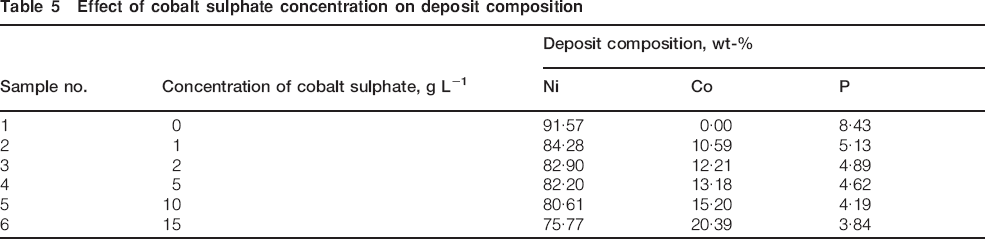
The effect of cobalt sulphate concentration in the bath on Ni–Co–P alloy composition is given in Table 5. In the absence of cobalt sulphate in the bath, the deposit was found to contain 91·57%Ni and 8·43%P. It can be seen in the table that the Co content increased and the Ni content decreased with increasing cobalt sulphate concentration in the bath. At the optimum concentration, the deposit was found to contain 10·59%Co in the Ni–P matrix. The P content decreased slightly with increasing cobalt sulphate concentration in the bath. This may be due to the increase in the ratio of the metal ions to hypophosphate ions.22,27 The Ni–Co–P deposits had higher surface brightness in contrast to that of Ni–P deposits.15
Effect of cobalt sulphate concentration on deposit composition
X‐ray diffraction studies
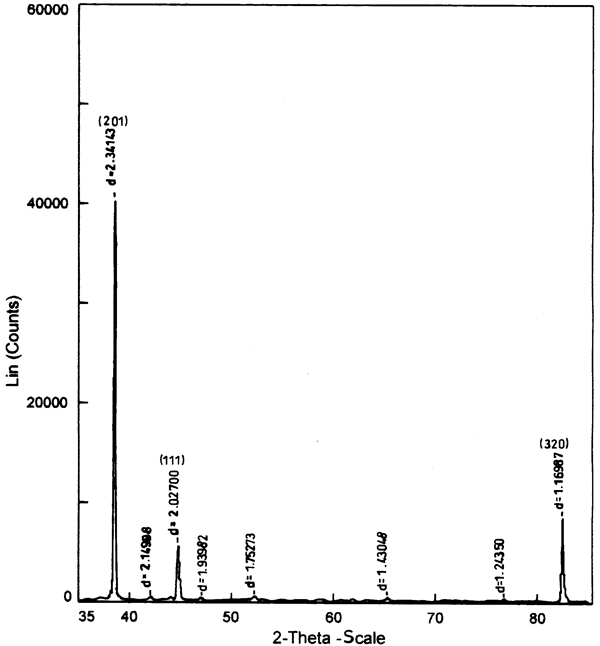
The XRD pattern of the plated as well as heat treated Ni–Co–P deposit is well reported in the literature. The XRD pattern of the plated and heat treated Ni–Co–P deposit showed a peak centred around 2θ = 45° (d = 2·02 Å) with preferred orientation of Ni(111) as shown in Fig. 3.23,28 The position of the peak corresponding to Ni(111) orientation of the Ni–Co–P deposit is slightly shifted to a lower angle compared to that of pure Ni, which indicates that the as plated Ni–Co–P alloy is a supersaturated solid solution of P and Co dissolved in nanocrystalline Ni matrix. When the Ni–Co–P deposit was heat treated to 400°C for 1 h, prominent peaks of Ni3P phase appeared along with recrystallisation of Ni as shown in Fig. 4.23,24,27 The calculated grain size for different 2θ and d values of the Ni–Co–P deposit heat treated to 400°C for 1 h using Debye–Scherrer method is around 37–45 nm.
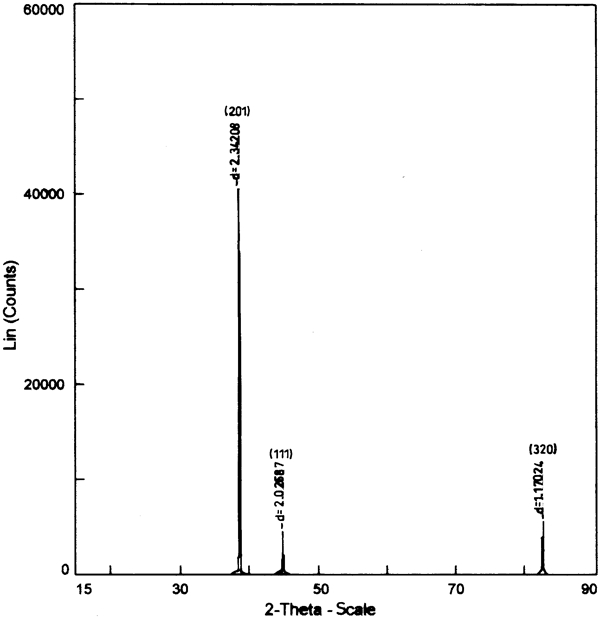
X‐ray diffraction pattern of as plated Ni–Co–P deposit
X‐ray diffraction pattern of heat treated (400°C for 1 h) Ni–Co–P deposit
Effect of Co content on microhardness of deposits
The hardness values of plated as well as heat treated Ni–Co–P deposit (400°C for 1 h) were studied. For the optimised concentration of cobalt sulphate in the bath, the microhardness values were 403 HV for as plated deposit and 588 HN for heat treated deposit. The deposit hardness is generally influenced by three factors: fineness of the grains, the dislocation density and dislocations by impurities.23,29 The deposits with the smallest grain size have high hardness values.23 The increase in microhardness of Ni–Co–P deposits annealed to 400°C for 1 h is due to the formation of hardened Ni3P phase, as observed by XRD and the formation of fine particles, as observed by SEM. The increase in microhardness is also due to increasing Co content in the deposit, which results in the inclusion of Co atoms in the crystalline Ni lattice.
Corrosion characteristics of the deposits
Table 6 gives the values of corrosion current density icorr and corrosion potential Ecorr of the electroless Ni–P, Ni–Co–P coatings with and without heat treatment in 3·5%NaCl solution, calculated using Tafel polarisation curves. It can be seen from the polarisation studies that the corrosion resistance of as plated electroless Ni–Co–P deposit is higher than those of the coating without Co and also the Ni–Co–P heat treated deposit. The increased corrosion resistance of the as plated deposits may be due to the amorphous structure of the deposits. The inclusion of Co in the crystalline Ni lattice improves the corrosion resistance of the deposit.30
Corrosion characteristics of Ni–Co–P alloy

Atomic force microscopy studies
Figures 5 and 6 shows the AFM image of as plated and heat treated electroless Ni–Co–P deposit respectively. It can be seen from the figure that a smooth surface is obtained after heat treatment. From Fig. 6, it can be seen that the crystal size is ∼0·5 μm, i.e. 500 nm in diameter, and the height of the particle is of the order of 10–15 nm.
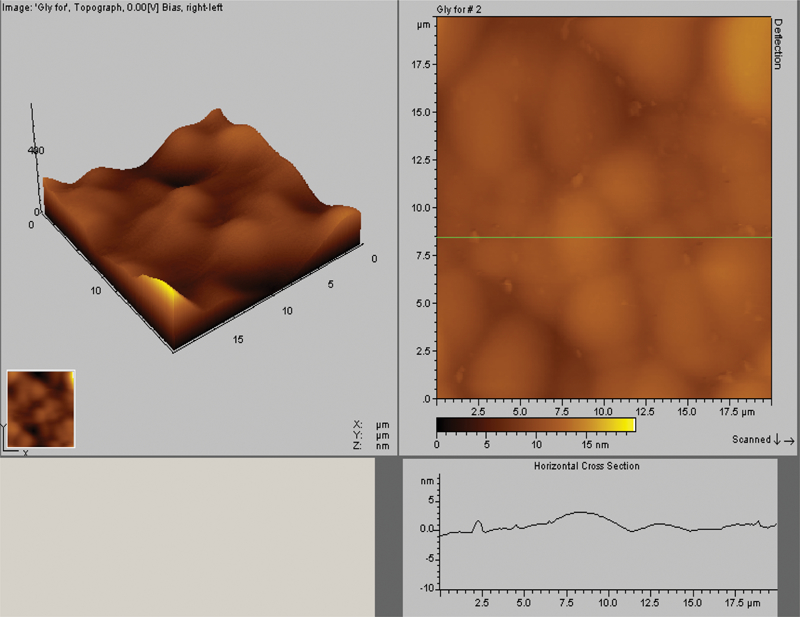
Image (AFM) of as plated electroless Ni–Co–P deposit
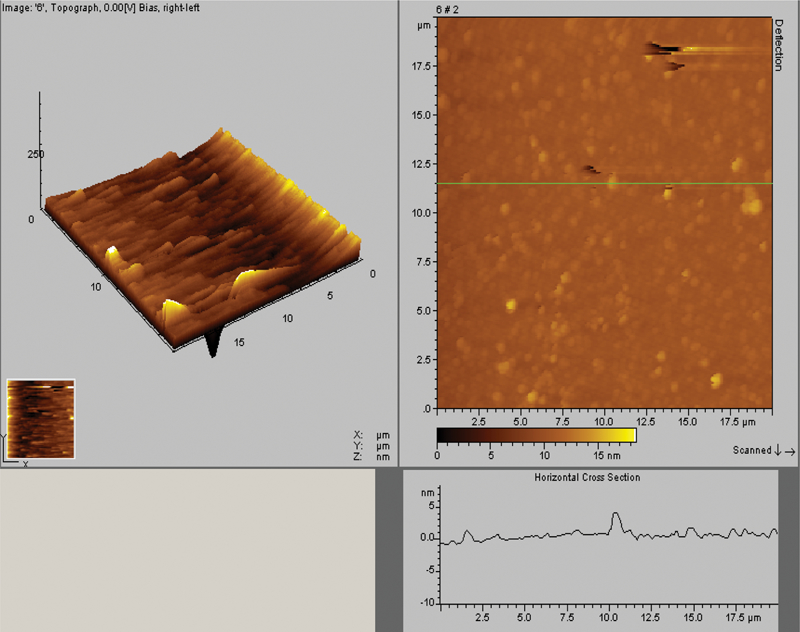
Image (AFM) of heat treated electroless Ni–Co–P deposit
Conclusions
The ternary Ni–Co–P nanoalloy coating has been successfully deposited on mild steel substrate from acid bath, containing sodium hypophosphite as the reducing agent. The results can be concluded as follows:
1. The deposition rate increased with the addition of cobalt sulphate at 1 g L−1, and for further addition of cobalt sulphate, the rate of Ni–Co–P deposition decreased. However, it increased remarkably with increasing bath pH and temperature. The content of phosphorus decreased with increasing Co content in the bath.
2. The activation energy of Ni–Co–P deposition was found to be 41·033 kcal mol−1.
3. The Ni–Co–P deposits exhibited a spherical nodular structure. Finer and compact grains and homogeneous crystal structure were observed for the Ni–Co–P deposits in contrast to the of Ni–P deposits. A coarse surface and less compact grains were observed for as plated Ni–Co–P deposit. In the case of heat treated Ni–Co–P deposit, the grains are very fine and compact, and it has more uniform crystal structure.
4. In the absence of cobalt sulphate in the bath, the deposit was found to contain 91·57%Ni and 8·43%P. For the optimised concentration of cobalt sulphate in the bath, the deposit was found to contain 84·28%Ni, 10·59%Co and 5·13%P. The Ni–Co–P deposits had higher surface brightness in contrast to that of Ni–P deposits. The ternary deposits with Co content of 10·59% and above had mirror surface.
5. The XRD pattern of the plated as well as heat treated Ni–Co–P deposit showed a peak centred around 2θ = 45° with preferred orientation of Ni(111). Prominent peaks of Ni3P phase was observed along with recrystallisation of Ni on annealing the Ni–Co–P deposit to 400°C for 1 h. The calculated grain size for heat treated Ni–Co–P deposit using the Debye–Scherrer method was around 37–45 nm.
6. For the optimised concentration of cobalt sulphate in the bath, the hardness values were 403 HV50 for as plated deposit and 588 HV50 for heat treated deposit.
7. The inclusion of Co improves the corrosion resistance of the deposit. As plated Ni–Co–P deposit showed much better corrosion resistance than the heat treated deposits. This may be due to the amorphous structure of the as plated deposits.