
Abstract
TiN/AlN nanoscale multilayer films were deposited on silicon by pulsed laser depositions, with nominal periods of 10, 20, 40 and 100 nm and total thickness of the TiN/AlN multilayer of ∼500 nm. The microstructure, composition and period of samples were characterised by SEM, nanoindentation and friction tests. The SEM result indicates that the microstructure of the TiN/AlN multilayer film has a good period. The nanoindentation test shows that the hardness of the TiN/AlN multilayer films range from 22 to 30·6 GPa, which is higher than that of a single TiN film (17 GPa). The TiN/AlN multilayer film with a maximum hardness value of 30·6 GPa is associated with more effective combination of solid solution hardening (TiAlN) on the interface. This point is confirmed by X-ray photoelectron spectroscopy. The influences of the period on the microstructure and mechanical properties of films are also investigated. The X-ray diffraction patterns indicate that TiN film exhibits nanocrystalline columns, whereas AlN shows a crystallite structure. The TiN/AlN multilayer film presents typical microstructural features for both materials. In tribological tests, a ball on disc test is used to determine the friction coefficients. The coefficient of steady state friction against a Si3N4 ball varies considerably between films grown by different periods. The lowest friction coefficient of μ = 0·33 is shown at the TiN/AlN multilayer film, whereas the TiN and AlN single layer film ranges from 0·33 to 0·82.
Introduction
Recently, strength and/or hardness enhancements have been reported for a wide range of multilayer films,1 especially titanium nitride based multilayer films. The so called fourth generation of hard coatings attracted lots of fume2 – 5 from protective coatings to microelectronic devices, from X-ray mask materials to antireflection coating. Their applications can be seen everywhere, for example in gas turbine engines operating in one of the harshest environments, which enforce the continuous development of the applied materials. The TiN/CrN multilayer films composed of alternating hard nitride and soft chromium zones adjust to the present operating conditions. The relatively soft chromium zones in the area of the leading edge have been confirmed to suffer less damage, while the hard nitride zones of the trailing edge provide effective erosion protection. The optical requirements of the heat mirror are a high transmittance in visible light and a high reflectance in infrared and ultraviolet lights. These requirements have been realised by ablating Ti in oxygen and single TiN target using the pulsed laser deposition (PLD) technique, which has been tested as a heat mirror. No matter what form is used, protective coatings or antireflection coating, the interface structure is always the most important influencing factor among film properties, especially for the hardness. Helmersson, Musil and Chu6 – 8 also found that the change in interface structure is related to the period in the ceramic multilayer film. Several theories proposed in literatures are concerned only about hardness anomalies. One thing to be noted is that wear resistance is crucial in the tribological field. In fact, each researched film system proposed so far is in accordance with meeting the requirement for the macroscopic application but not suitable for the tribological field. Therefore, researching on the film system and period seem to be inevitable in comparison with the alloyed target method.
A TiN/AlN multilayer film formed by depositing TiN and AlN alternately in N2 at nanometre scale combines the benefit of individual components, leading to a further refinement in coating properties.9,10 Earlier, these coatings could be obtained by several physical vapour deposition techniques, such as ion beam deposition, cathode arc deposition and reactive sputtering.11 – 13 However, recently, the authors realised that PLD is an extremely promising technique to prepare films. A unique advantage of PLD is for preparing a wide range of multilayer film for any kind of materials, as long as an appropriate laser parameter is used,14,15 which enables the development of new materials. This should include metastable phase and artificial superlattice, as well as the fabrication of novel device structure. The aims of the present paper were to investigate the possibilities of deposition of multilayer TiN/AlN films using the PLD technique and analyse their microstructure and mechanical properties.
Experimental
A schematic diagram of PLD is shown in Fig. 1. Stainless steel deposition chamber was evacuated by a turbomolecular pump (base pressure, <10−6 Pa), a KrF excimer laser (wavelength, 248 nm; pulse energy, 220 mJ; repetition rate, 5 Hz) was focused by a lens on a rotating AlN (purity, 99·999%) or TiN (purity, 99·999%) target, and the TiN and AlN target was prepared by pressing and sintering the pure polycrystalline TiN and AlN (purity, 99·999%) powder in N2 (purity, 99·999%) at 630°C. A rotating heating stage of substrate was located 4 cm away from the targets. N2 gas was introduced as the nitrogen source to react with the laser ablated titanium and aluminium plasma plume particles and also as nitrogen environment for the growth of TiN and AlN layers. The authors considered the growth of single TiN and AlN layers in the same environment, and the substrate optimum temperature was kept at ∼600°C. The N2 partial pressure was adjusted at 5 Pa. In order to promote chemical reaction of the plasma plume particles with nitrogen, a pair of direct current discharge electrodes was installed in the deposition chamber at the nozzle of nitrogen inlet. Atomic nitrogen was produced in the deposition chamber. The optimum discharge voltage was 650 V. The single TiN and AlN layers were deposited for 1 and 2 min respectively, and their period was repeated. The film thickness was tested by an AMBIOS Xp-2 profilemeter (AMBIOS Technology, Santa Cruz, CA, USA), and the microstructure of the films was analysed by X-ray diffraction (XRD) with a Cu Kα source. Cross-section views of the multilayer films were studied by scanning electron microscopy (SEM). A TriboIndenter (Hysitron Inc., Minneapolis, MN, USA) was applied to assess the hardness of the samples at the room temperature. X-ray photoelectron spectroscopy (XPS) (Kratos AXIS Ultra DLD, Kanagawa, Japan) was used to study the interfacial structure. Indentation measurements on TiN/AlN films were carried out with a nanoindentation system (Hysitron Inc.), using a Berkovich diamond indenter with a tip radius of ∼150 nm at maximum loads in the range of 2000–7000 μN. These loads lead to maximum penetration depths of 10–160 nm, lower than the film thickness (∼500 nm). The indentation system allowed obtaining the load versus penetration depth curves for each loading–unloading cycle with resolutions of 0·2 nm in depth and 0·1 μN in load. In situ atomic force microscopy (AFM) images of the samples’ surface were recorded before and after indentation process. At least 20 points under different maximum loads were performed at different locations for each sample to check the consistency of the results. The wear resistance of the films was measured using a ball on disc wear tester equipped with a Si3N4 ball 4 mm in diameter, which was slide on the specimen surface at a speed of 3 cm s−1 and with a 5 N force for 20 min at room temperature.
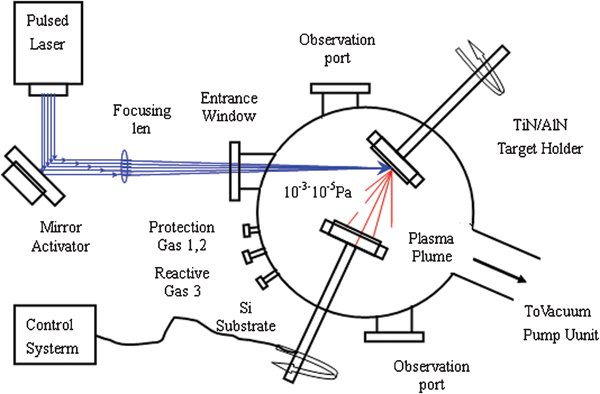
Schematic diagram of TiN/AlN multilayer films by PLD
Results and discussion
Crystal structure and morphology of films
The TiN/AlN multilayer film showed a clearly defined layered structure revealed by SEM, which is shown in Fig. 2a. The bilayer periods measured for all samples are approximately 100, 50, 20 and 10 nm, as shown in Table 1. The profile also showed that the film thickness corresponding to the bilayer period was 50×500 nm. It can be seen that the alternated multilayer structure is formed. The relative dark bands represent the TiN layers, while the bright ones are the AlN layers, and the thickness of the AlN layer is lower than that of the TiN layer. In addition, the interfaces between different layers are vague, which means that diffusion at the interface and at the interface near the region of the film is formed. Although the deposition is performed at a low temperature, which normally suppresses interface diffusion, the intermittent plasma conditions in the PLD enable diffusion at the interface and interface near zones of the growing film. This is a reason for the formation of plasma pulses during target ablation, which contains two vapour fractions of different expansion speeds.16 In order to understand interfacial diffusion, energy dispersive spectroscopy is used for finding element distribution. Figure 2b not only confirms the interface containing titanium, aluminium and nitrogen, but also indicates a partial solution of oxygen atoms in the interface.
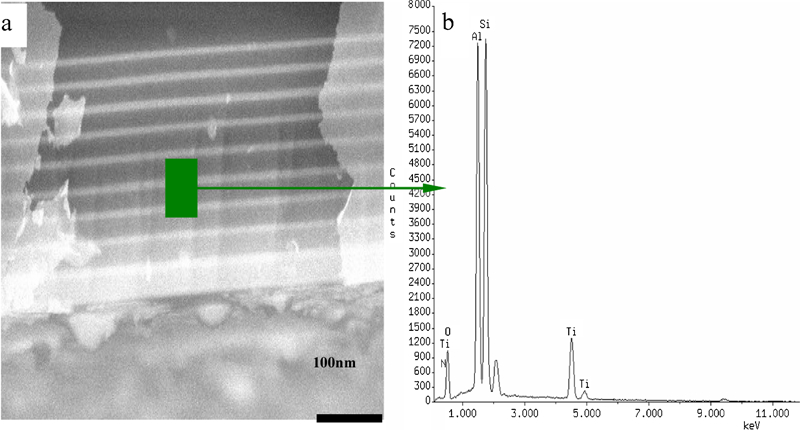
Fractured cross-section SEM of TiN/AlN multilayer films with period of 50 nm
TiN/AlN film and its property

Note: ML = multilayered film.
Figure 3 illustrates that, for all samples, the two main diffracted peaks in four samples are characteristic of nanocrystalline structure. The one at ∼37° could come from the superposition of face centred cubic TiN(111) (36·6°) and AlN (002) (37·9°), and the other at ∼42·8° corresponds to TiN(200). The intensity of the two main peaks decreases and broadens with the decrease in each period. These might imply that the structure of the films is close to crystallite structure. In higher periods of 10 and 20 nm, an obvious stronger peak at 2θ = 52·6° comes out as a result of very small crystal sizes of TiAlN (220) in films. In contrast, a lower period does not display the same structure. When the period is lower than 50 nm, an obvious stronger peak TiAlN (111) comes out at 2θ = 47·24°. In comparison, an important conclusion could be drawn that a lower period results in a change in the crystal structure from TiAlN (111) to TiAlN (220). It is also noted that the XRD peak of titanium nitride is broadening due to very small crystal sizes in the films. This is also supported by Fig. 4 and the Hägg rules.17,18
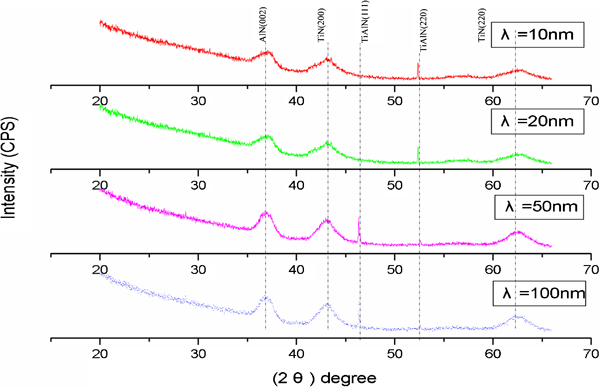
X-ray diffraction patterns of TiN/AlN multilayer films in different periods
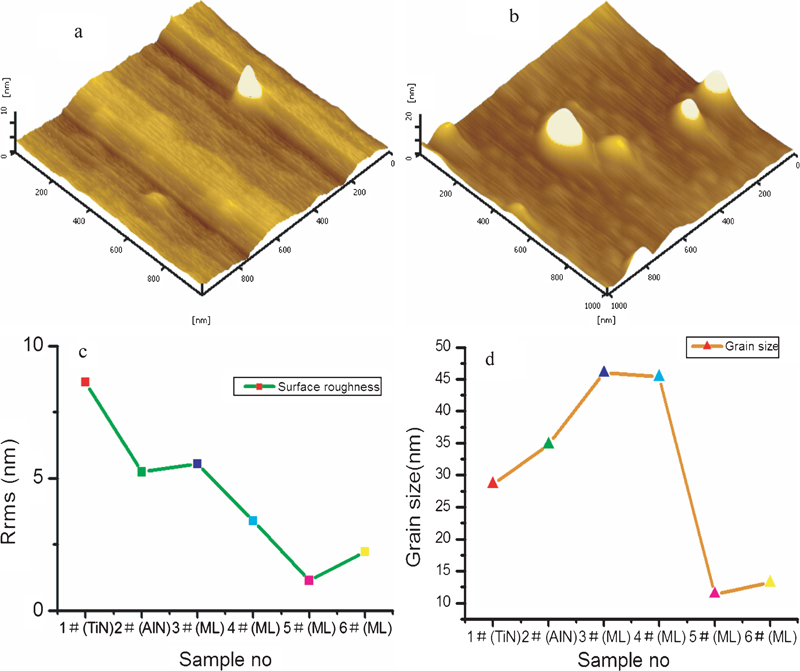
a, b three-dimensional AFM images of ∼0·5 μm thick TiN/AlN multilayer film deposited with period of 10 and 50 nm and c, d roughness and grain size as function of period
Figure 4 gives the surface roughness of multilayer films for different periods. In this study, the surface roughness of TiN/AlN multilayer film (Rrms in the range from 2·218 to 5·536 nm) is systematically below the values measured on single layer TiN or AlN film. Figure 4a shows the relatively planar surface, whereas the other film shows an increasing surface waviness and that the film surface is covered with fully developed three-dimensional islands, and the sizes of the islands is changed within the range of 2–10 nm, as shown in Fig. 4b. Atomic force microscopy observation confirms clearly that all of the film surfaces are of two growth types. The first is that the lateral size grows with increasing period. The second is that there is a large increase in the surface height. Furthermore, surface roughness is higher when the period is increasing, which is due to the crystal grain growth (Fig. 4c and d). A larger grain size has also been found for lower periods. This result can be associated to the grain size effect. It is thought that interruption of the columnar grain growth by alternating deposition of crystal TiN and AlN would result in remarkable smoothness. A higher period during the deposition stage easily leads to a decrease in columnar grain growth unlike that for lower period multilayer films. As a consequence, samples 5 and 6 are much smoother than the other multilayer films.
To have further information on the chemical environment of the multilayer film, XPS characterisation versus its depth is given before and after in situ argon ion sputtering. Figure 5a shows the O 1s line of the film. One minute in situ argon ion sputtering of the multilayer film means that this film is coated by a 10 nm thickness titanium oxide top layer. A five minute ion bombardment lead to the disappearance of O 1s line, and only Al 2p, N 1s and Ti 2p lines remain. This means that the oxygen detected on the sputtered TiN/AlN film comes from the air oxidation. For a bombardment duration of 15 min, the Ti 2p line is located at 460 eV Ti p1/2 and 454 eV Ti p3/2. This is actually observed in Fig. 5b. It appears clearly that the Ti 2p line is shifted to lower photoelectron kinetic energy for TiN standard. This means that the chemical displacement corresponding to a loss in kinetic energy of Ti 2p photoelectrons is a characteristic of a transition towards an ionic bonding. Moreover, the Ti 2p line full width at half maximum increasing from TiN (1·7 eV) to TiAlN standard (2·8 eV) implies that a transition layer of TiAlN is formed. The broadening of the Ti 2p line and its position shows that in the nanocomposite film, titanium atoms are bound to nitrogen and to aluminium atoms. It could be concluded that in the interface of the multilayer films, nitrogen atoms are present in two compounds: TiN and TiAlN.
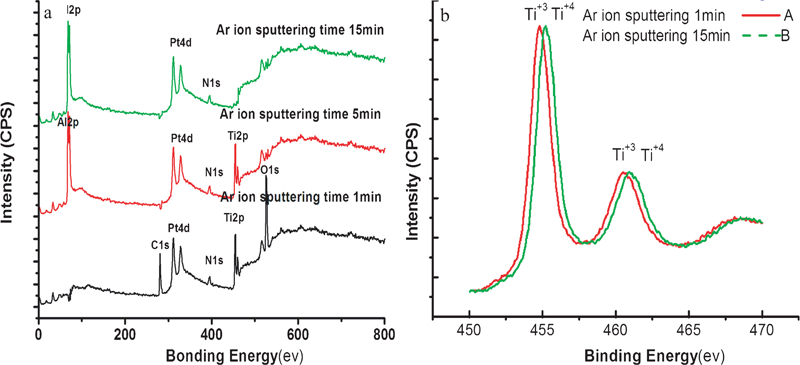
a X-ray photoelectron spectroscopy survey scan spectra of sample 6 TiN/AlN multilayer film in different sputtering times and b XPS narrow scan spectra of sample 6 TiN/AlN multilayer film
Nanoindentation hardness
Figure 6a shows the load–displacement curves for three sorts of film prepared under the same deposition conditions. One of them is TiN/AlN multilayer film; the other two are single layer films of TiN and AlN. For the multilayer film, the period is ∼10 nm. The nanoindentation hardness, calculated from this plot, is ∼30 GPa. Single layer TiN and AlN shows hardness of 17·4 and 13·6 GPa respectively. As expected, the hardness of multilayer film is very high compared to the rule of mixture value for TiN and AlN system. The in situ AFM images corresponding to the residual impressions of AlN and TiN/AlN film are shown in Fig. 6c and d. The plastic deformation residual impression of the present multilayer films also shows correspondence with the period. Certainly, the point of hardness anomaly, at λ = 10–20 nm, shows the highest hardness and the largest resistance to plastic deformation. It is not surprising that in a lower period, AlN layer (with relatively good plasticity) can induce stress relaxation. An expense for such stress reduction is a significant decrease in hardness. Consequently, the hardness reduction from 30·6 to ∼22·1 GPa can be observed when the period is within the range of between 20 and 100, as shown in Fig 6b. Similarly, the AlN layer affects the decrease in elastic recovery. Relatively higher periods can considerably improve the mechanical properties of the TiN/AlN multilayer film.
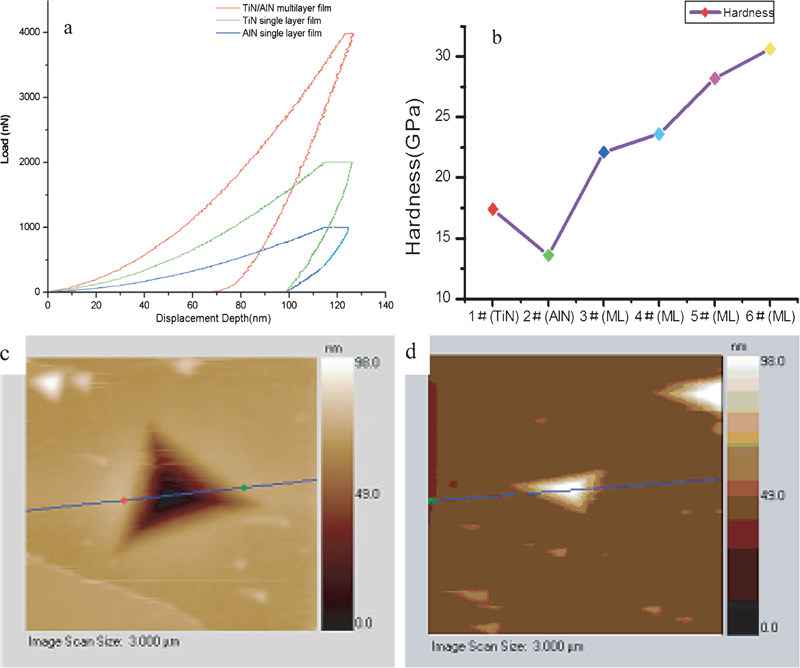
a load–displacement curves for single and multilayer films, b hardness of TiN/AlN multilayer films as function of period, c residual impression of single layer AlN film and d residual impression of multilayer TiN/AlN film
Figure 7 shows the coefficient of friction versus time for multilayer film. The coefficient of friction except for single layer films 1 and 2 are all depicted in this figure for purposes of comparison. For TiN/AlN multilayer film, a run-in period is extended with the period increasing and then a steady state friction coefficient is established and exhibited in the range of 0·33–0·82 in 20 min. It is clearly evident that the friction coefficient of samples 5 and 6 is lower than that of samples 3 and 4, which is believed to have benefited from the smaller surface roughness and enhanced hardness. The smaller surface roughness of multilayer films generates a larger contact area between the contacting surfaces, which induces the lower coefficient of friction during the wear stage. Figure 7 also shows that for TiN/AlN multilayer films, with the decrease in the period, the coefficient of friction also decreases. Opposite to this, with the increase in the period, multilayer film began to detach because of weak bonding strength between the layers, and the extent of debris became larger and induced the increase in the coefficient of friction. As far as hardness is concerned, the film with higher period is superior to that with lower ones due to the Hall–Petch relation.19 However, Li et al.20 have found that when the layer dimensions are small enough, there must be lots of defections and dislocations near the interfaces. For this reason, the coefficient of friction is unstable in higher periods.
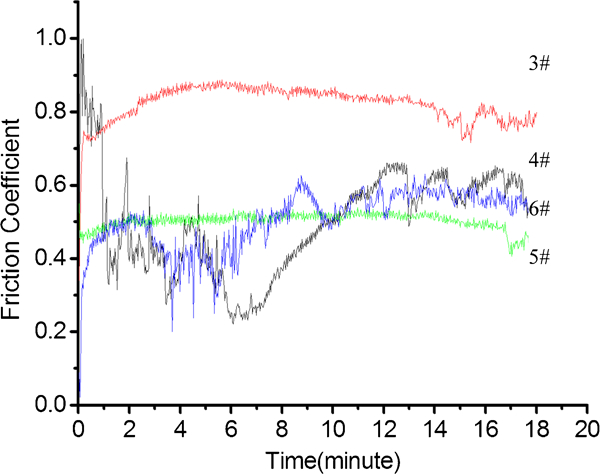
Coefficient of friction of TiN/AlN multilayer films as function of period
Summary
TiN/AlN nanoscale multilayer films have been successfully prepared by PLD. The deposition of multilayer film was carried out using interrupted deposition by alternately triggering on two targets (TiN and AlN). The formation of a homogeneous and dense multilayer structure demonstrates that the method of alternately target (TiN and AlN) is an effective process to obtain desired structure coating with designed periods. The AMBIOS Xp-2 profilemeter reveals that the period is in the range 10–100 nm for a total thickness of 500 nm. Microstructure and mechanical properties of the as deposited coatings have been investigated by means of XPS and TriboIndenter in connection with the decrease of the period. For lower periods, TiAlN (111) structures, which derive from the interface of TiN and AlN, are observed, while large columnar grain is found for layered films. For higher periods, films are composed of both face centred cubic TiN and AlN phases, whereas for interface films, they are composed of TiAlN (220) structure. There are disadvantages of using TiN and TiN single layer films, such as low hardness and wear performance, unlike the other multilayer film, which has good mechanical properties. Microstructure evolution with the period is investigated for the TiN/AlN multilayer film, and the differences are commented upon.
Footnotes
Acknowledgements
This research was supported in part by the Zhejiang Provincial Natural Science Foundation of China (grant no. R405031) and by the National Natural Science Foundation of China (grant no. 50975259). Jiaxing Science Planning Project (project no. 20092007) is also acknowledged for their assistance.