
Abstract
A laboratory scale shaft furnace for testing the reduction of commercial iron ore pellets under load was constructed. A series of reduction experiments of iron ore pellets with a synthetic reformed natural gas was carried out under various operational conditions of varying temperature, type of ore pellets and applied load. The reduction tests were carried out at 750–1000°C under different loads, i.e. 0·2, 0·4 and 0·57 kg cm−2. The sticking phenomenon accompanying reduction of iron ore pellets under load was investigated and was found to be dependent on temperature, chemical composition and applied load. The experimental results were analysed to investigate the reduction kinetics and mechanism of iron ore pellets under controlled conditions of temperature and applied load. A model was developed depending on the shrinking core modulus and mixed control ratio to give a definite and quantified measure of reduction reaction. This model allows good analysis of the actual effect of reduction temperature and applied load upon controlling mechanism and furthermore, it indicates the relative effect of the different mechanisms in the mixed control regime.
Introduction
Reduction processes of iron oxides include many complicated reactions and take place in a stepwise manner via formation of a series of intermediate oxides. The reduction behaviour of iron oxides using gases or solid reductant has been extensively studied under isothermal and non‐isothermal conditions.1 – 5 In a real shaft furnace, the reduction processes of iron ore pellets or lumps are usually undertaken under load where the upper charge layers are exerting load upon the lower layers. A few attempts have been made to simulate the reduction operation in shaft furnaces under load.6 – 9 The reduction under load test was discussed in the literature7 and the results obtained were used for determining the quality control of the pellets produced for direct reduction processes. Khaki et al. 8 used six types of self fluxed pellets in reduction experiments under load. The reducibility of each pellet was affected by its original characteristics and increased with increasing porosity and decreasing slag‐forming amount.
On the other hand, the reduced pellets were stuck together forming clusters during reduction process under load. The sticking of pellets during reduction is mainly dependent on temperature, time, chemical constituents and the load applied. Ekpe and Walker10 determined the clustering tendencies of compacts using a tensometer modified for reduction under load tests. A comparative study on the effect of reduction temperature and time on the structure of hematite and magnetite was made by Nasr.11 He observed that as the induration time increased, more bridging happened between particles, forming a cluster nucleus which became much more developed with sintering and grain growth of particles. Kodak et al. 12 investigated the mechanism of the agglomeration of iron ore pellets under load using hydrogen gas. They found that the contact strength increased with temperature, extent of reduction and external load. The effect of compacting pressure, sintering temperature and time on density and structural characteristics of the sintered iron compacts has been investigated by Omar et al. 13 Compact density increased with the increase in compacting pressure and sintering time. Although sintering temperature increases the densification for both α‐ and γ‐Fe phases, the effect is much more pronounced in the α‐Fe than in γ‐Fe phases. The changes in pore structure which occur during sintering process are of fundamental importance to the reduction kinetics and mechanical properties of agglomerates.14,15 The different factors affecting high temperature properties of iron ore compacts such as porosity, temperature, slag former amounts and basicity were also investigated.16 – 19
In related investigations for the authors, the isothermal reduction behaviour of iron ore pellets under load was investigated at 1023–1273 K.20,21 Experimental runs were performed to investigate the reduction kinetics and mechanism under controlled conditions of temperature and applied load. It was found that the load had a measurable effect on the reduction due to the sintering of freshly formed metallic iron that increased with temperature and reduction extent.
The present study is designed to investigate the influence of the reduction parameters of temperature, load applied and chemical composition on the structural changes accompanying sticking of high grade iron ore pellets. A developed model was demonstrated to study the effect of reduction conditions on the kinetics and mechanism of reduction of iron oxide pellets under load.
Experimental
The physical and chemical characteristics of two types of fluxed iron ore pellets are given in Table 1. The basicity of pellets in terms of (CaO+MgO) and (SiO2+Al2O3) is 0·37 and 1·62 indicating that the former is acidic while the later is basic. These pellets were isothermally reduced at 750–1000°C in synthetic gas mixture composed of 55%H2, 36%CO, 5%H2O, 3%CO2 and 1%N2. This gas mixture represents the actual composition of reformed natural gas used in Midrex processes at ANSDK (Alexandria, Egypt). The reduction experiments were carried out under different loads ranging from 0 to 0·57 kg cm−2. The course of reduction was followed by measuring the weight loss as a function of time under controlled operational conditions. The schematic diagram for the system used for carrying out the reduction experiments is given elsewhere.20 In order to have detailed information about the microstructure of the pellets reduced under load, an optical microscope was used to examine some of the partially reduced pellets under different temperatures and loads. A pore size analyser (Pore sizer 9320, Micromeritics, USA) also used to characterise the pore size distribution of the original and reduced pellets.
Physicochemical characteristics of fired fluxed iron ore pellets
The sticking tendency of the iron ore pellets under load was determined by an average drop number test. A sample weight of about 33–37 g consisting of some eight pellets was dropped from 50 cm height for 100 times. After each drop, the weight of the pellets that remain stuck together was determined. The sticking per cent is represented by the weight of sticking pellets after each drop divided by the original weight of the pellets. The final sticking per cent that corresponds to the last drop was taken as the degree of sticking.
Results and discussion
X‐ray phase analysis and microscopic examination indicated that hematite (α‐Fe2O3) is the predominant phase in both fluxed pellets. In acidic pellets, iron‐aluminium silicate phases were identified while calcium and magnesium ferrites were identified in basic pellets. These phases were formed during firing of pellets at high temperature (>1200°C) by a solid state reaction between Fe2O3 and the corresponding constituents of associated gangue minerals and fluxing materials added in the pelletising process. The photomicrographs showing the internal structure of both acidic and basic pellets are given elsewhere.20 In acidic pellets, silicates of iron and aluminium were observed whereas in basic pellets, calcium and magnesium ferrites were formed at the grain boundaries.
Sticking phenomena
The sticking tendency of the pellets was determined using average drop number method. Table 2 shows the results of the average drop number test for two acidic samples. Sample 1 represents, the pellets reduced at 950°C without load while sample 2 represents, the pellets reduced at the same temperature under 0·4 kg cm−2. It can be noticed that sample 1 showed some disintegration as it was subjected to drop test up to 7 times, whereas for more drops up to 100 times no further weight change was recorded. The same observation happened in sample 2 but after 55 drops which means that the pellets are stuck together more strongly compared to sample 1. The final sticking percentage for the two samples indicates that they acquired a more or less the same value. Accordingly, the final sticking value has to be related in one way or another to the number of drops after which no weight change occurred. Consequently, a more reliable parameter was designated and called sticking index in order to represent sticking phenomenon more accurately. It is calculated by multiplying final per cent of sticking and number of drops. The sticking index values obtained at different temperatures and different loads give a meticulous measurement for the degree of sticking. The clustering tendency and per cent of sticking were found to be dependent on chemical composition, temperature and applied load.
Results of average drop number test of two acidic samples reduced at 950°C under different loads
Chemical composition
Unlike in the basic pellets, the reduced acidic pellets at temperatures ⩾950°C were stuck together forming cluster on applying load ⩾0·4 kg cm−2 and below which the sticking of pellets was not considered. The tendency of iron ore pellets to form clusters during reduction under load at higher temperatures is affected by the original chemical composition and physical properties of pellets. It was found that iron ore sinter having 1·8 basicity behaves fairly well while that of 1·6 basicity shrunk rapidly.10 This showed a good indication that the chemical composition of pellets has a pronounced effect on the physical changes occur during thermal treatment of pellets. Consequently, acidic iron ore pellets (0·37 basicity) show a greater tendency for clustering than basic pellets (1·62 basicity). The variation in clustering tendency is most probably related to the difference in their chemical and mineralogical composition. The photomicrographs showing the internal structure of acidic and basic pellets reduced at 1000°C are given in Fig. 1a and b respectively. The basic pellets showed the formation of a highly porous structure in which a large number of macropores between iron grains were developed together with micropores inside grains. The structure given in Fig. 1a for the acidic pellets shows that much more dense and relatively large sintered iron grains are connected forming a coherent matrix with only large macropores separating dense iron aggregates. Moreover, fayalite phase was also detected by applying a suitable etching solution on the polished section of reduced samples and was also confirmed by X‐ray phase identification. This phase was formed from the solid state reaction between the wüstite (FexO) resulted from the reduction of iron oxides and SiO2 associated with gangue minerals. This phase is barely reduced under the FexO present reduction conditions. The presence of silicate phase has a pronounced effect on the enhancement of cluster formation of acidic than in basic reduced pellets and consequently increasing the sticking tendency.
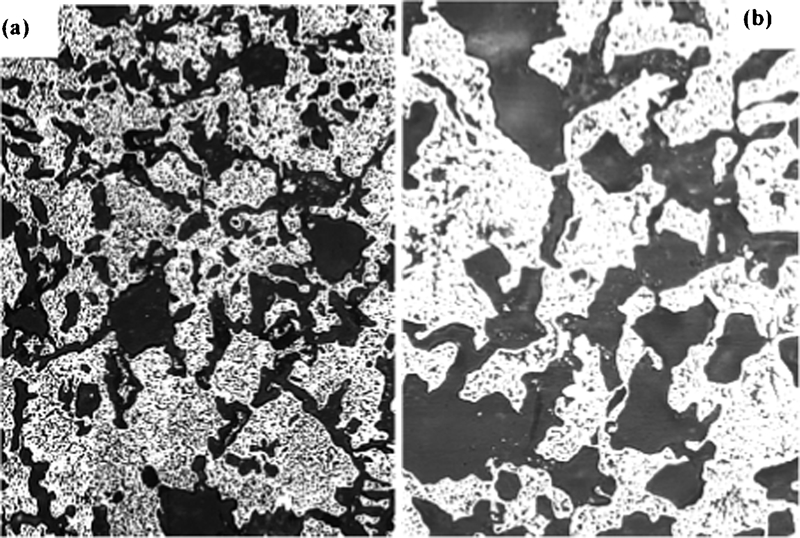
Photomicrographs of iron ore pellets completely reduced at 1000°C
Reduction temperature
The influence of temperature on the sticking index calculated at different loads for acidic iron ore pellets is represented in Fig. 2. It shows that the temperature has no measurable influence on the sticking index of samples reduced under small load (⩽0·2 kg cm−2). At higher loads, the sticking index increases to large extent with temperature giving an anomalous value at 850°C and a minimum value at 900°C. This could be attributed to a relatively long time taken to reduce pellets at 850°C as shown in Table 3, since time has a significant effect on sintering of the reduced iron grains. The minimum sticking index calculated at 900–950°C was attributed to α–γ‐Fe phase transformation and most of sintering mechanism such as lattice, surface and grain boundary diffusion is much faster in α‐Fe than that in γ‐Fe.9 Consequently, the sintering of α‐Fe produced at 850°C is relatively higher than in γ‐Fe that formed at 900–950°C. The higher index value resulted at 1000°C indicates that the higher reduction temperature is much more effective on sintering than reduction time.
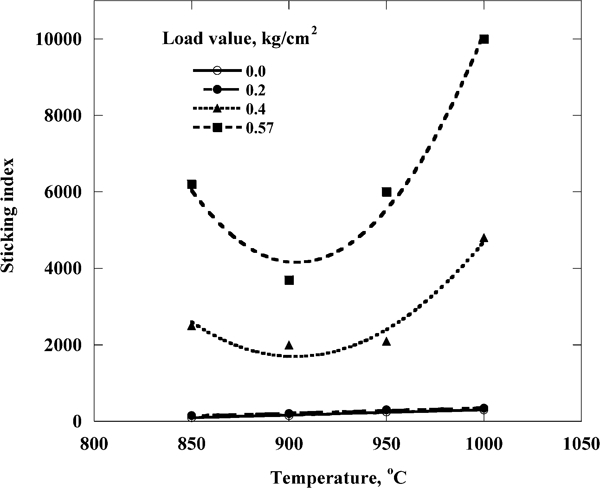
Effect of reduction temperature on sticking index of acidic iron ore pellets reduced under different loads
Reduction time (min) of acidic pellets reduced up to 80% at different loads
Load value
The effect of applied load on the sticking index of acidic pellets reduced at different temperatures is given in Fig. 3. It shows no measurable increase in sticking index value upon applying a load of <0·4 kg cm−2, while above which the sticking index sharply increased with increasing load. At higher temperature, the reduced pellets are stuck together more and the boundaries between their external surfaces are decreased with increasing loads. Increasing load allowed for better stacking of particles inside each pellet, which in turn increased the points of contact and consequently enhanced sintering and densification effects. The microstructure of the reduced pellets under load (Fig. 4) showed the formation of clusters at higher temperatures and loads. This revealed the formation of clusters in which metallic iron grains were gathered and a large number of macropores were developed on the expense of the internal micropores, giving rise to more contact points between iron grains and consequently enhanced sticking tendency.
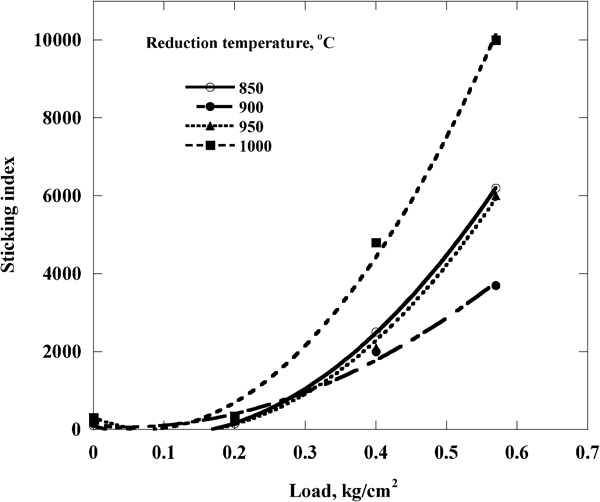
Effect of applied load on sticking index of acidic iron ore pellets reduced at different temperatures
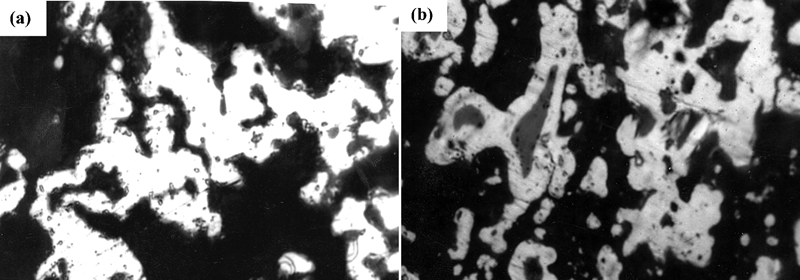
Photomicrographs of reduced acidic pellets at 1000°C under different loads
However, the influence of reduction conditions on the pore structure developed in the reduced pellets was investigated by measuring the pore volume, pore diameter and pore area using high pressure mercury intrusion pore size analyser. The relationship between cumulative pore volume and pore diameter for acidic pellets reduced at 750 and 1000°C under different loads up to 0·57 kg cm−2 is shown in Fig. 5a and b respectively. In spite of the decrease in total intrusion volume, the average pore diameter is increased with temperature. This is an indication that some small pores collapsed during sintering and others coalesced to develop large pores. Therefore as temperature increased, the smallest pores disappeared and large pores emerged. At higher load a similar structure was observed where the pellets reduced at 1000°C acquired pores of large sizes compared to those of pellets reduced at lower temperature. The slight increase in total pore volume by load can be attributed to the fissures or cracks formed in the pellets subjected to load rather than those reduced without applying load. As the fissures increased, the total pore volume increased. For samples reduced at higher temperature and load, more bridging happened between particles forming clusters which become more developed with sintering and load.
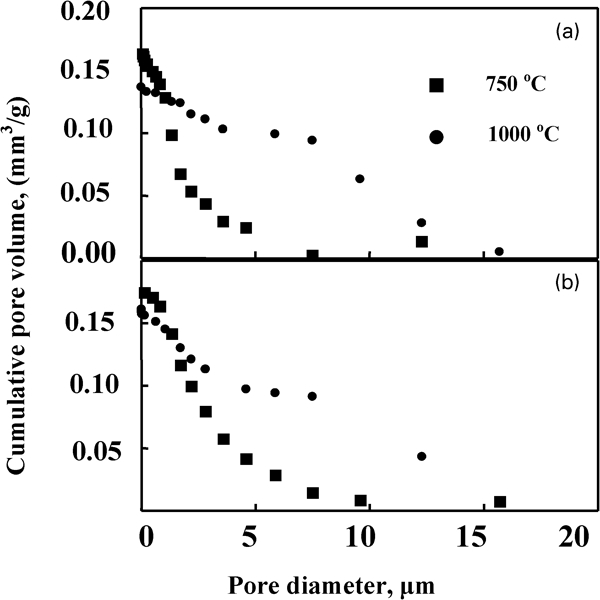
Relationship between cumulative pore volume and pore diameter for acidic pellets reduced under different temperatures and loads
Kinetic model
The reduction experiments of iron ore pellets under load revealed that the load plays a pronounced role in the reduction behaviour of iron ore pellets. To elucidate the kinetics and mechanism of reduction under load, the following three procedures were applied:
calculation of activation energy values from Arrhenius plots
application of heterogenous gas–solid mathematical formulation
derivation of reduction mechanism from the developed reaction model.
Activation energy calculations
The rate controlling mechanism can be determined at both the initial and the final stages of reduction from the Arrhenius equation
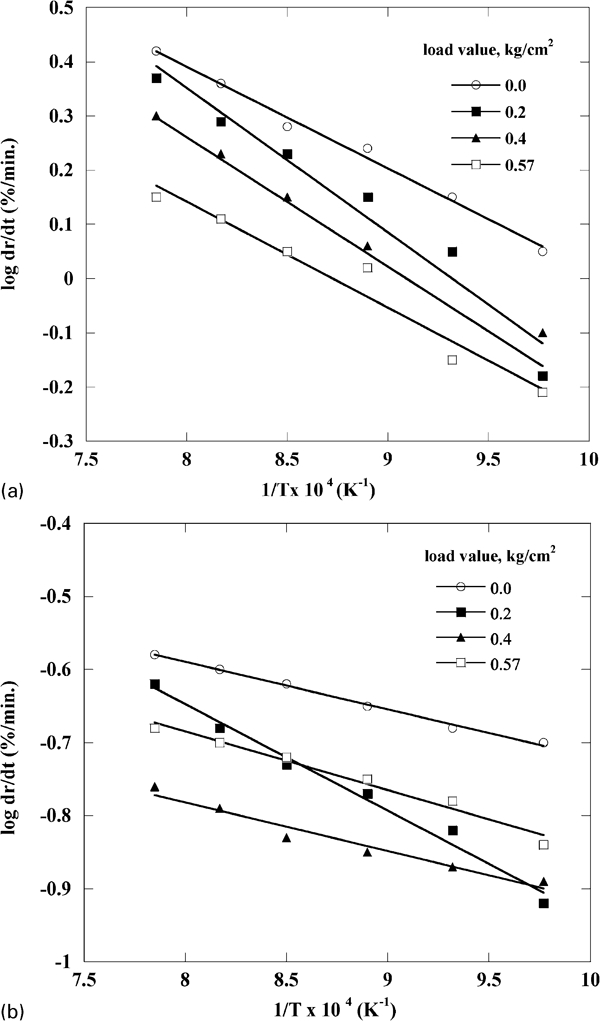
Arrhenous plots for reduction of acidic iron ore under load
Mathematical formulations calculation
In order to confirm the validity of the above mentioned mechanisms deduced from the apparent activation energy values, the following mathematical formulations derived by Szekely et al. 23 – 25 were tested against the experimental results:
for chemical reaction control mechanism
for gaseous diffusion control mechanism
for the mixed control of chemical reaction and gaseous diffusion mechanism
Applying line fitting for the mathematical formulations representing the different mechanisms indicated that reduction process at the initial stages of reaction for both pellets was controlled by the combined mechanism of chemical reaction and gaseous diffusion. However, the same procedure came up with indefinite results at the final stages of reduction where straight lines were obtained for either chemical reaction, gaseous diffusion or mixed control for both pellets reduced under different loads. Accordingly, a developed kinetic model was derived here in after from reaction parameters to elucidate the reduction mechanism under load as given in the following section.
Derivation of reduction mechanism from reaction model parameters
In order to have good comprehension about the effect of both reduction temperature and applying loads besides finding out which mechanism controls the reduction process, a mathematical modelling for kinetics and mechanism was used. According to the grain model developed by Szekely et al.,23
–
25 the different controlling mechanisms were represented by equations (2)–(4). The dimensionless time (t
*) can be defined according to the following equation
The shrinking core reaction modulus is defined by the following formula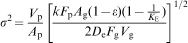
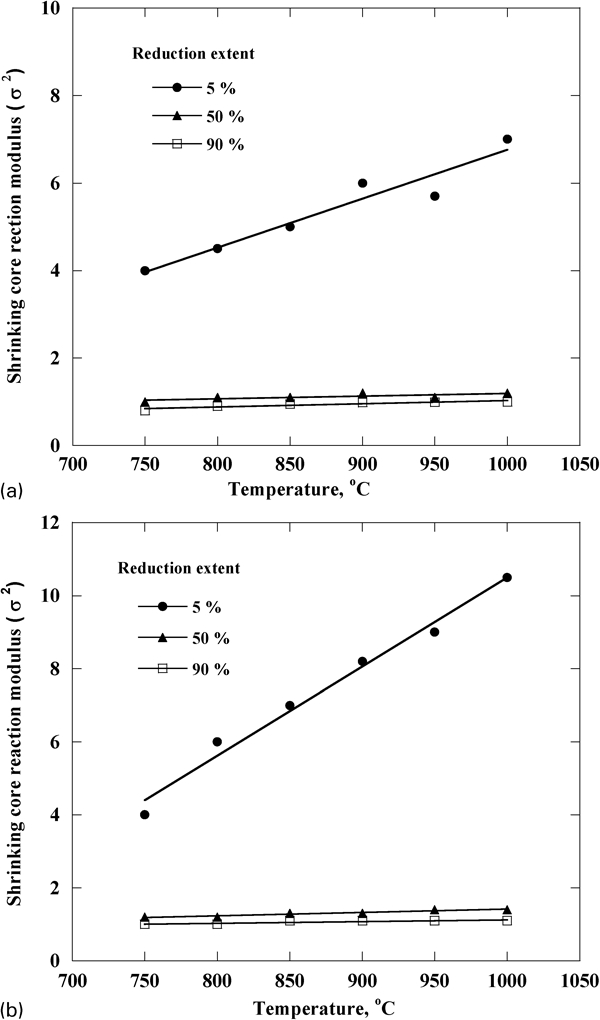
According to equation (4), the shrinking core reaction modulus (σ 2) can be used as the factor which determines the relative contribution of both gaseous diffusion mechanism and chemical reaction in the mixed control formula. Hence, the mechanism of reduction can be estimated according to the value of σ 2 as shown in Table 4. To calculate the value of σ 2, some experimental parameters (given in Table 5) should be incorporated. The values of σ 2 were calculated for different extents of reduction (5, 25, 70 and 90%) in the temperature range of 750–1000°C and under different loads (Fig. 7). It was found that σ 2 has different values between 1 and 10; consequently the reduction process is controlled by mixed mechanisms. This is in agreement with the controlling mechanism derived from the values of the activation energy.26 As temperature increased, the value of the shrinking core modulus increased. At the early stages of reduction, the values of σ 2 were highest especially at lower loads whereas at intermediate and final stages of reduction, the temperature has a less pronounced effect on the value of σ 2. The relation between σ 2 and temperature at different loads for both iron ore pellets at 5% extent of reduction is given in Fig. 8. It can generally be seen that the value of σ 2 depends on both the reduction temperature and applied load. The values of σ 2 increase steadily by either increasing the temperature or decreasing the load. This means that the contribution of gaseous diffusion is more pronounced by increasing the temperature and decreased with increasing applied load. The increase in the value of σ 2 by increasing temperature can be attributed to the enhancement of the chemical reaction caused by increasing temperature. Accordingly, the diffusion of the gas is the slowest step and the contribution of gaseous diffusion in the controlling mechanism decreases with temperature. The variation of σ 2 with load can be attributed to the change in the structure of pellets during reduction. Figure 9 shows the relationship between total porosity and loads at different extents of reduction for both acidic and basic pellets. It was observed that at the early intermediate stages (40% extent) of reduction, the per cent of porosity increased by increasing the load and temperature. Also, the pellets become more porous with the progress of reduction process but near the final stages of reduction (85% reduction extent) the effect of load on the per cent of porosity was less significant.
Effect of reduction temperature on value of shrinking core reaction modulus at different extents of reduction and under load 0·4 kg cm−2
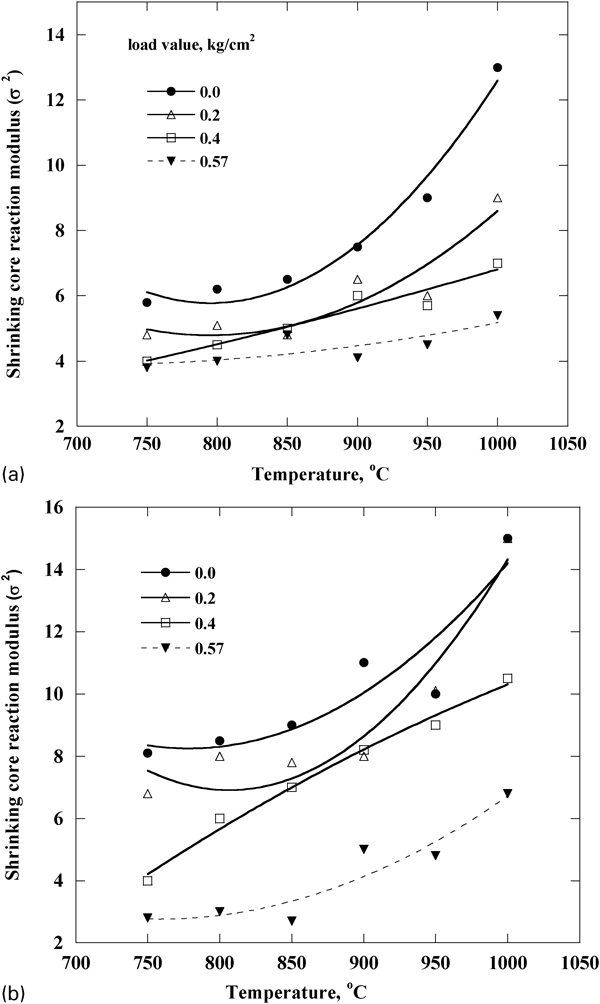
Effect of reduction temperature on value of shrinking core reaction modulus for iron ore pellets reduced under different loads
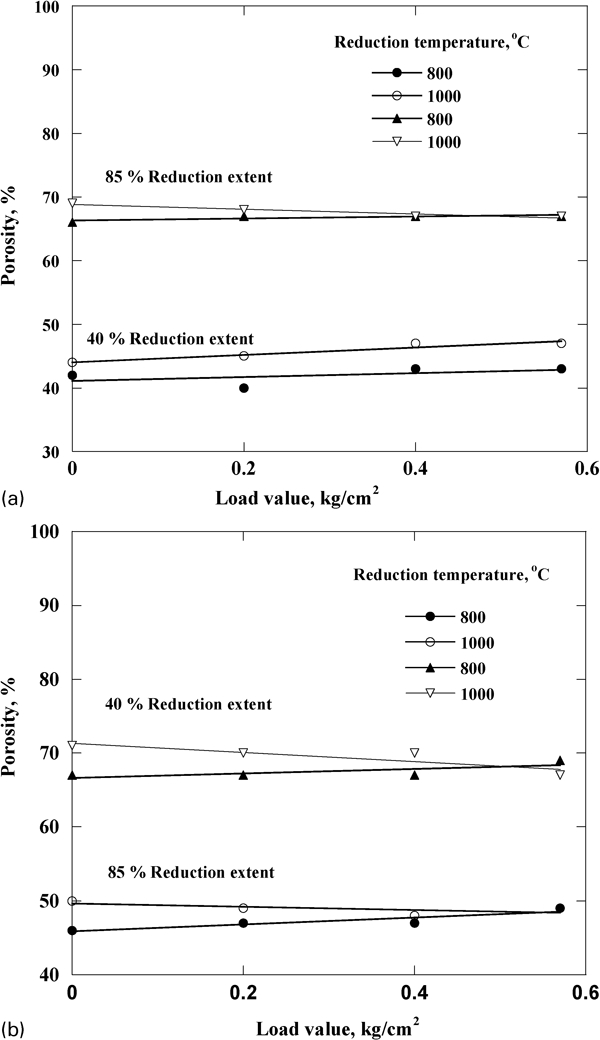
Effect of load and extent of reduction on porosity of partially reduced iron ore pellets at 800 and 1000°C
Relation between shrinkage core modulus σ 2 and mechanism of reduction
Experimental parameters of iron ore pellets
In order to investigate the effect of load and temperature on the mechanism of reduction, particularly in the mixed control mechanism region, the ratio of the contribution of chemical reaction mechanism to gas diffusion mechanism, called hereinafter the mixed control ratio φ, was calculated according to the following formula
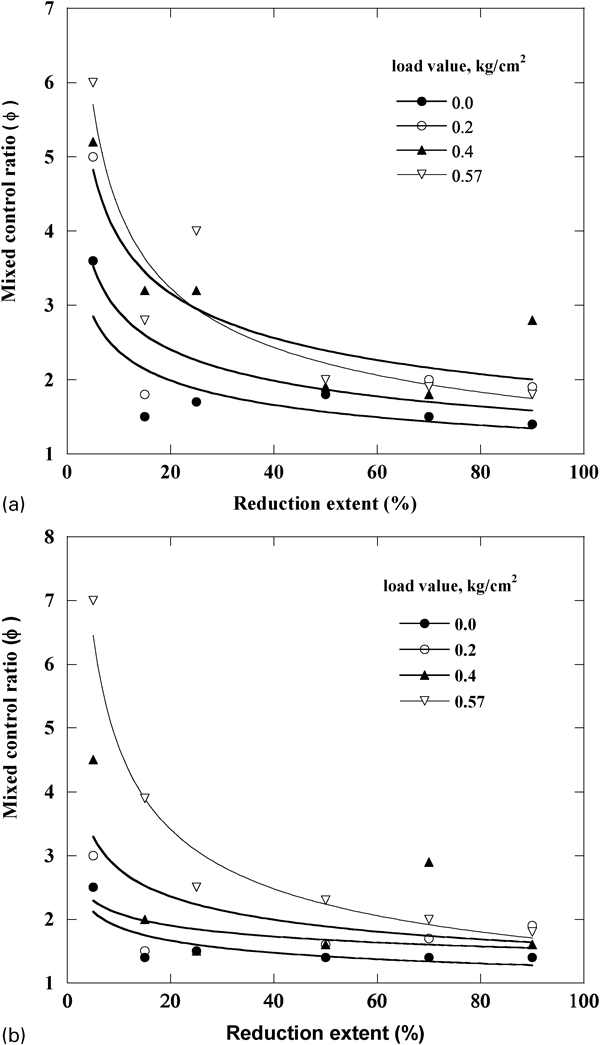
Mixed control ration of iron ore pellets reduced under different loads at 750°C
Conclusion
The present work studied the gaseous reduction of commercial iron ore pellets at 750–1000°C under different loads ranged from 0·2 to 0·57 kg cm−2. The sticking phenomenon accompanying reduction of iron ore pellets under load was investigated. The sticking tendency was found to be dependent on temperature, chemical composition and applied load. Increasing the load allowed for close packing of the particles which, in turn, increased the points of contact between metallic iron and consequently enhanced sintering and densification processes. The sticking phenomena are observed only for acidic pellets where the presence of silicate phase has pronounced effect on the enhancement of clustering tendency.
The experimental results were used for determining the reduction mechanism using the conventional methods of calculating the apparent activation energy values as well as applying the mathematical formulations corresponding to the different gas–solid reaction mechanisms. In the present work, a developed kinetic model was demonstrated depending on the calculation of the shrinking core reaction modulus and the mixed control ratio. The model deals with the causes which do not come up with definite results when handled by the above mentioned conventional methods. The model enables good analysis about the actual effect of reduction temperature and applied load upon the controlling mechanism. It also indicates the relative effects of the different mechanisms for case which are controlled by mixed mechanisms.