
Abstract

Introduction
The 21st Annual Conference of the Sheffield Metallurgical and Engineering Association was held on the 19 and 20 June 2012 at the Endcliffe Conference Centre, University of Sheffield. The conference addressed the design, material requirements and manufacturing processes suited to specific types of alloy component. Five sessions explored the requirements with respect to strength, size and weight of component plus the role of surface engineering and enabling and emerging technologies.
Dr Stephen Court, Operations Director, Nuclear Advanced Manufacturing Research Centre set the scene with his opening address ‘Manufacturing challenges in the nuclear power industry’. In his closing address Mick Steeper, Siemens Metals Technologies explored the Vision, Achievement and Legacy of IMMPETUS, Institute for Microstructural and Process Engineering at the University of Sheffield:
Opening address
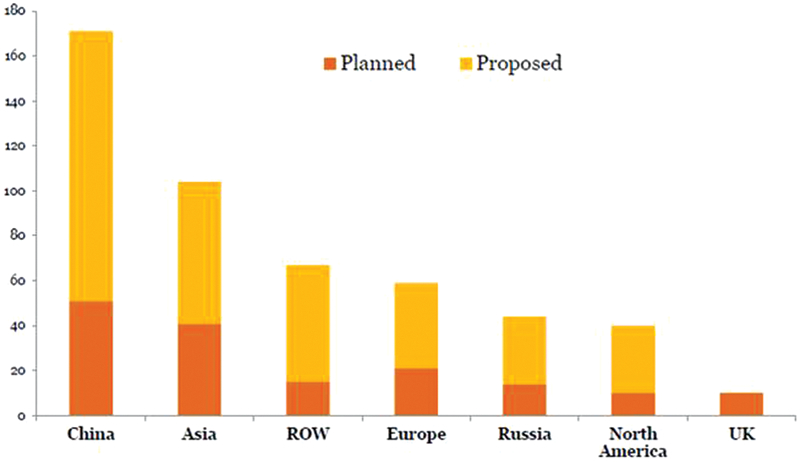
Planned and proposed reactors (January 2012)
Given that the UK has not built a new nuclear power station since the pressurised water reactor at Sizewell B (1987–1994), the UK based nuclear manufacturing supply chain faces a number of challenges, which must be addressed if UK companies are to realise a significant share of the UK’s new build programme and also the global market.
Mechanical components such as pumps, valves, seals, heat exchangers, tanks and vessels need to be machined, welded and inspected/tested using processes which are cost competitive, energy efficient, and guarantee the high quality and reliability required for 60+ years of service in a new nuclear power station.
Nuclear Steam Supply System was highlighted for Areva EPR and Westinghouse AP100. There are opportunities for the introduction of new manufacturing technologies, with reference to the processes of:
advanced machining
welding and cladding
inspection and non-destructive evaluation (NDE)
near net shape manufacture
automation/mechanisation
modelling, simulation and visualisation.
The Nuclear AMRC was established in December 2009 and provides a focal point for the UK civil nuclear manufacturing industry.
In the future there will be further challenges and opportunities resulting from the development of the many different small, modular sized nuclear technologies which are currently being considered (Fig. 2).
Small modular reactors. Many different small, modular sized nuclear technologies (SMRs) being discussed for commercialization. Based on Pressurised Water reactor (PWR), High Temperature Reactor (HTR) and Fast Neutron Reactor (FNR) technologies
Strong components
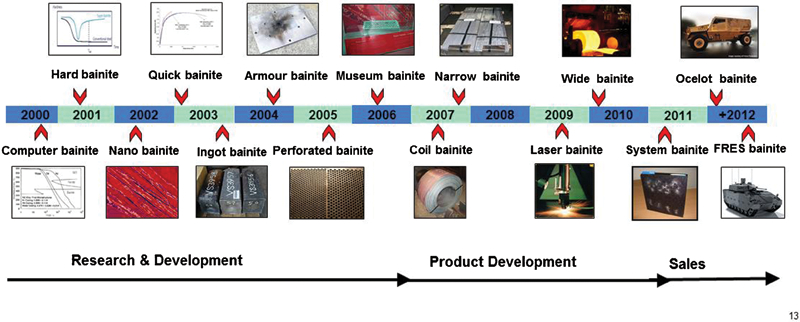
Background history: super bainite

Dyform Bristar concept with polymer insert

Typical Extruded Parts
The final paper in this section was on
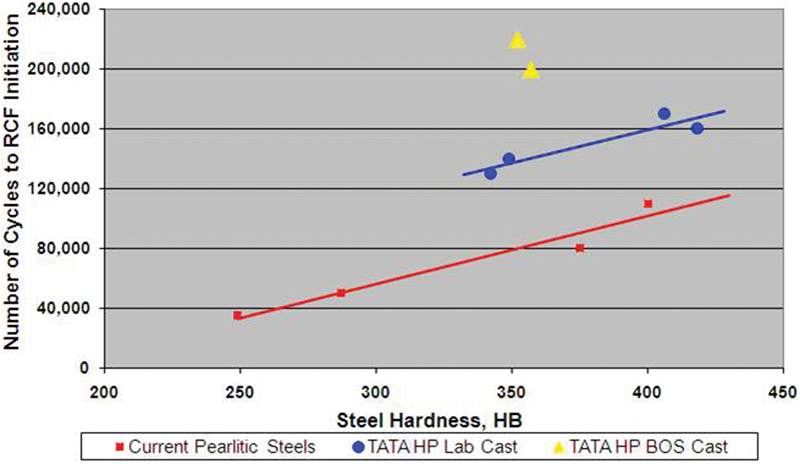
Rolling contact fatigue test results
Large components and structures
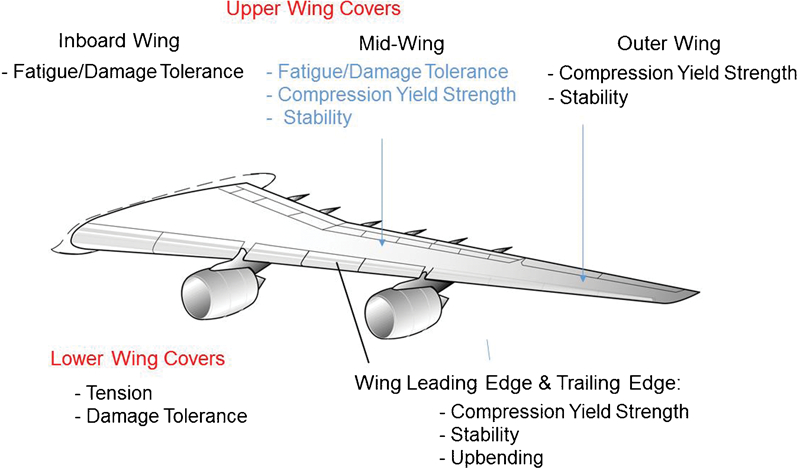
Wing skin design criteria
For the upper skin higher hardness and tensile strength are required and precipitation hardened Al–Zn 7XXX series alloys are used. The high hardness and complex shape mean that creep age forming is used. This takes advantage of the stress relaxation which occurs during precipitation hardening treatments and the material is formed on to a tool using a pressure differential. The talk was a fascinating description of the use of complex forming processes to produce very large, safety critical components.
The next talk was on the topic of

Tri-pile construction for offshore wind towers
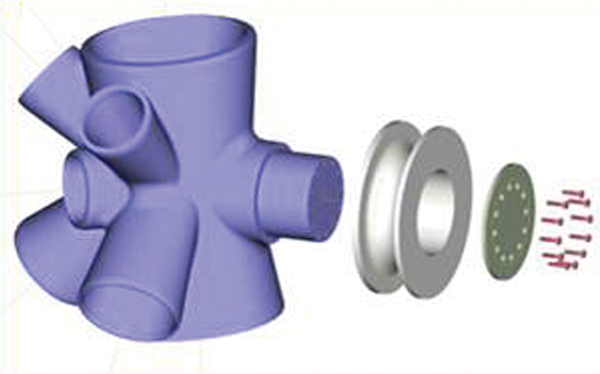
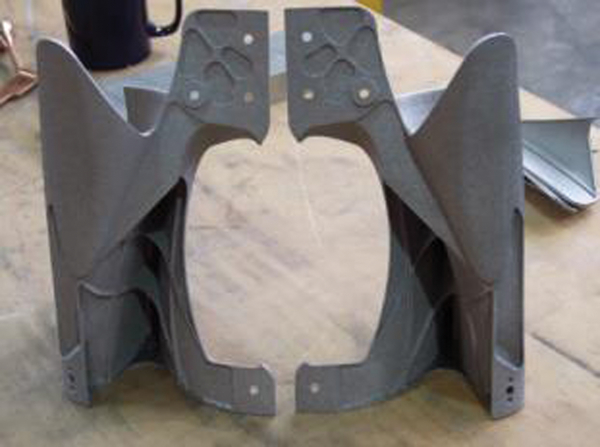
Cast node
The final talk in this session was given by
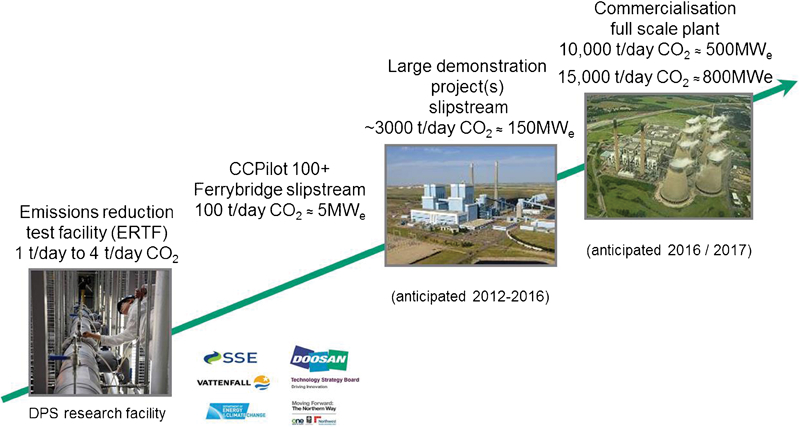
Doosan power systems post-combustion capture projects
Light components
He outlined the evolution of frames and beams from an original system through to ‘E-rail’ frame systems that enable sliding solar panels to be supported. The new solution allows greater spans than previous systems and a cost effective solution (i.e. easier and quicker to build). A unique product was developed for Tata Steel by designing a new rail and frame to remove the need for supplementary components. Interestingly, the weight of expensive solar panels was replicated by plywood panels and sand bags (Fig. 11).

Solar panel support frames tested by loading plywood panels with sand bags
Titanium, which has a stable two-phase microstructure during forming, exhibits high ductility under slow strain rates and high temperatures (∼900°C for Ti–6Al–4V). Such behaviour is termed superplasticity and coupled with diffusion bonding (SPFDB), a wide range of lightweight structures can be produced. The aerospace industries exploit the SPFDB process more than any other sector. Furthermore, fine grained Ti–6Al–4V, in the order of ∼1 μm, can promote lower forming temperatures (∼750°C), reducing the amount of oxygen pick-up. This reduces the formation of an alpha case and surface embrittlement which must usually be removed via subsequent chemical etching and grit blasting.
The process can produce panels in one process. Figure 12 shows a Ti–6Al–4V panel approximately two of metres in size that has been produced in one forming cycle from a single flat sheet. Sheet thickness can be as little as 0·5 mm. Products that are manufactured via such a route include nose cones, door panels, wing tip light housings, access panels, air delivery tubes and firewall bulkheads.

Ti–6Al–4V superplastically formed panel withdrawn from one of 17 presses at RTI Advanced Forming UK
Simon, working with the WellMet 2050 Group at Cambridge University, concluded through finite element modelling that the I-beam was highly inefficient. Although the perfect beam (Fig. 13), would be more expensive to manufacture, weight savings would be considerable (up to 35%) which would result in less transport costs and CO2 savings. But if more efficient beams are to be implemented, there needs to be major changes in the supply chain in what is a cost driven industry. Another drawback is that stress optimised beams cannot be reused in different structural applications, unlike traditional I-beams.
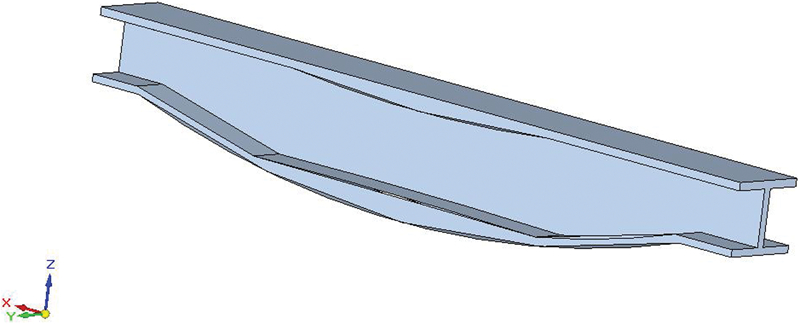
‘Perfect’ beam that has up to 35 wt-% reduction over conventional I-beam
Capabilities of metal based AM processes such as selective laser melting and electron beam melting have improved considerably over the last few years. These processes utilise high energy densities to completely melt and join materials producing fully dense structures. Metal AM parts now possess properties that are on par with those conventionally manufactured (investment cast) from a variety of metal alloys.
Limitations of AM include thermal distortion when building large complex components, poor surface finish and anisotropy of mechanical properties with respect to build-up direction. Many impressive examples were presented of AM geometries and components, including chassis bolts for the Bloodhound Project car, GE Fuel Injectors, GE titanium leading edges for fan blades, cranial implants and F1 components (Fig. 14).
Ti–6Al–4V heat shields for 2010 season F1 car
Functional surfaces
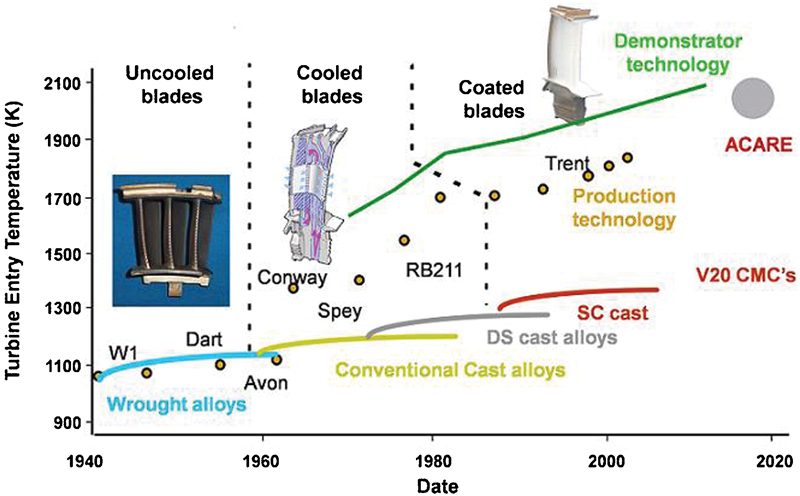
Type test turbine entry temperature trend and progress in materials and technology
As gas turbine engines developed and the need for increased power and efficiency drove operating temperatures ever higher, turbine alloy development focussed on the need for increased high temperature strength and good fatigue behaviour. This was largely achieved through the reduction of chromium and aluminium in high temperature alloys at the expense of the surface stability of these alloys. Early applications of surface engineering were, in the main, a response to this issue where the component did not meet the design life due to oxidation and corrosion attack
Currently, surface engineering is deployed throughout the modern gas turbine engine and is fully integrated into the design definition process at a very early stage where the cost and reliability of the components are set.

Laser clad pipeline flange prototype
Results of laboratory wear testing, microhardness and corrosion testing of clad 625 all showed comparable results to bulk 625. The cladding technology is close to being a saleable product. It is envisaged that benefits of such technology will reduce materials cost between 50 and 85% and reduce manufacturing lead times.
One of the disadvantages of titanium alloys is that they have poor wear resistance, which can be improved by the creation of a plasma nitride or oxide coating. But physical vapour deposited (PVD) ceramic coatings tend to be very stiff, compared to the relatively low yield strength substrate, which leads to poor performance. Durability can be improved by oxygen and nitrogen diffusion treatment prior to coating, particularly if performed by plasma assisted techniques, which are more flexible, rapid and controllable.
Dr Leyland explained that the response of titanium alloys to such coating techniques is extremely sensitive to surface microstructure and alloy chemistry. Careful measures have to taken during the diffusion treatment to make sure that the layer is sufficiently deep to support the PVD but wihout extending coating times in order to reduce cost.
Hot filament enhanced (triode) plasma processing techniques can be used both to plasma diffusion treat and (by electron beam evaporative PVD) to duplex treat/coat selected titanium alloys. Such diffusion treatments can comprise triode plasma nitriding, triode plasma oxidation or sequential ‘oxy nitriding’; each approach can be tailored to suit individual substrate materials and applications. Examples of such coating technologies were presented and included landing gear bearings and various biomedical devices, Figure 17.

A range of Ti–6Al–4V biomedical devices coated with triode plasma oxy nitriding techniques
Laser peening induces deeper levels of plasticity in materials compared to conventional surface treatments, such as shot peening. In laser peening a laser beam is imaged onto the surface of a material (spot size ranging from 3 to 1 cm). A flow of water is maintained on the surface to help confine the high pressure plasma that forms. Within a thickness of 10 μm, pressures can reach 40 000 atmospheres, which creates a shock wave that plastically deforms the metal locally. Improvements in stress corrosion cracking resistance and fatigue life enhancement were presented. The technology is being used to enhance the fatigue resistance of fan blades for commercial aircraft such as Boeing Dreamliner, B777 and A340 as well as automotive, electrical power applications.
Enabling and emerging technologies
In the early 1990s, various processes required the simulation of sequential processes of a different pedigree. These cases were generally limited to two or three processes. On the other hand, it opened up the topic of vertical integration. During the last few years, researchers and leading users of simulation software have migrated towards simulating the entire manufacturing process. For the most part, geometry development is within the capabilities of commercial software today. On the other hand, the microstructure models are required for the prediction of mechanical properties. The strategic objective is to predict how changes in the manufacturing process will affect the performance of the finished part in service. Microstructure model development is the source of considerable and continuing effort.
He gave examples of the vision for vertical integration in metal manufacturing and some of the advanced developments in the DEFORM System to support this initiative.
understanding the required duty
design of the geometry to promote lubrication
selecting the appropriate materials
specifying the surface
selection of the lubricant.
In many applications, either because lubrication is impractical, or because there is a need to use low viscosity oils (commonly used to reduce pumping losses). Then asperity contact is inevitable and the design problem becomes a little more complex. The use of hard materials (and to a certain extent low modulus materials) usually reduces wear. The use of hard surface coatings can also provide a cost effective solution.
He emphasised that predicting friction and wear in any engineering component is difficult. Any model needs to take into account complex surface properties, environmental factors, material properties, and loading conditions. This means that rigorous testing plays an important role in the design process. The hierarchy of testing common in the development of a simple component such as a piston ring is to bench test material specimens, bench test components, subassembly testing, bench test assembly, machinery bench tests and finally machinery field testing.
The European building integrated PV (BIPV) market that Tata Steel will target is predicted to reach 85–125 GW of installed capacity by 2020. Tata Steel produce over 108 m2 coated steel per annum that goes into the cladding of roofs and walls of large industrial buildings. The roof space of these buildings is essentially redundant and offers the ideal opportunity for the deployment of BIPV products (Fig. 18).

Strategic vision – buildings as power stations: roofs are largely redundant space and can be used for deployment of BIPV products
The technology selected by Tata Steel is a third generation PV technology known as dye solar cells (DSCs). The reasons for its selection were:
It can be coated onto a substrate in a similar way to current organic paint systems.
The technology can be coated in atmospheric conditions.
It uses non-toxic abundant materials.
It can be flexible and lightweight.
It is at an early stage of development with good potential for efficiency improvements.
The project is based in the PV Accelerator, a Tata Steel facility in Shotton, North Wales. The project involved a total investment of £11 million, part of which was funded by the Welsh Government. It is a collaborative development with the world’s leading DSC company, Dyesol. The project has now been running for four years and achieved a number of key outcomes. The core competence to exploit PV technologies have been developed and scaled-up from the laboratory to a pilot process. It has been shown that DSC offers the best long term potential in PV because of its real world performance and suitability for large scale production by atmospheric printing, and use of abundant and environmentally sustainable materials.
The fundamental scientific understanding of the materials behaviour of foams gained during this period is now starting to lead to industrial applications. These are most frequently based on either:
behaviours shown by metal foams that other materials do not display (e.g. the combination of a large surface area and high electrical conductivity, for electrodes)
the ability to tailor properties through control of the porous structure, the mesostructure (e.g. the matching of properties with bone in an implant)
True foams, where each bubble is isolated are often suggested to have good weight specific mechanical properties; however, the Sheffield University team have recently explored a surface treatment process which develops a ceramic layer on open celled foam, giving up to an eightfold increase in specific strength.
Metal sponges, where all pores interconnect, are useful also for functional applications, due to the large amount of surface area they present. One example of this is in a heat exchanger, where the random structure aids mixing. It has been shown that a good balance of properties can be achieved by changing the pore size in different parts of the component.
Current advances are mostly being made in materials that can only be created using the latest processing routes. Regular, precisely designed, lattice structures can be made using additive layer manufacturing methods. These materials have the capability to be tailored with an unprecedented degree of precision, including the designing in of behaviours not normally seen in metals, such as auxetic elastic response, or negative coefficient of thermal expansion. As the processing methods are advanced, porous metals with even more novel properties are to be expected. Figure 3
Closing address
Posing the question; what is this underpinning idea that has become a universal methodology? Its foundation is that the properties of metals are both revealed and determined by their microstructure. This means in turn that the manufacturing of metal (and especially its hot working) is essentially a process of optimising and assuring microstructure. The corollary is that Microstructural development in the metalworking process can be scientifically described, and hence it can be modelled and controlled. Beyond these core ideas, there is an extended science of characterisation and metrology, of experimental method and modelling techniques. From the beginning, IMMPETUS dealt with this toolkit as well as with the physical metallurgy. We can see with hindsight that it did the job so comprehensively and successfully that its approach to metallurgical research has been emulated around the world.
Over those fifteen years, which come to an end in December 2012, IMMPETUS delivered 50 core PhDs and contributed significantly to around twice that number. At the peak there were in excess of 50 staff. IMMPETUS is not without its contradictions. The quality that made it special and unique, one of cooperation and partnership, waned steadily over time. The industrial partners, it can be argued, never quite embraced the whole, tending to exploit the models but seek their own control implementation.
Summary
The SMEA Conference attracted 92 delegates with a good balance of manufacturers and users and a strong representation from universities and research laboratories. The informal atmosphere provided a good opportunity for technical and social contact and networking. The excellent technical programme was supported by the Exhibition.
On the evening of Tuesday 19 June, Dr Derek Stork, Director Technology, Culham Centre for Fusion Energy presented the 2012 SMEA Celebrity Lecture to an audience of over 220. His presentation ‘
Following the lecture Dr Stork was presented with a commemorative pewter bowl (Fig. 19).

Presentation to Celebrity Lecturer, Dr Derek Stork
In 2013 SMEA and the British Stainless Steel Association are hosting a major international conference and exhibition to celebrate the 100 years of stainless steel, which will focus on the future for stainless steel and the further contribution it can make to society.