
Abstract
In the present work, the interfacial reactions between molten synthetic slag (Al2O3–CaO–SiO2–FeO) and liquid iron alloy were investigated at 1873 K with the aid of an X‐ray radiographic apparatus. The mother slag consists of 40 mass%CaO, 40 mass%SiO2 and 20 mass%Al2O3. FeO was added to this slag at the experimental temperature, and the movement of the droplet and deformation of the droplet shape were monitored in the dynamic mode. The change of the shape of the droplet is discussed based on the reaction and mass transfer at the slag/metal interface. From the movement of the droplet, interfacial velocity of the metal droplet induced by Marangoni flow was estimated and compared with the results obtained in the present laboratory earlier. The importance of surface velocity values on steel refining process simulations is discussed.
Introduction
While most of the numerical simulations of refining processes, for example, desulphurisation, deal with the bulk flow of the metal and slag, very little attention has been paid to the interfacial phenomena that occur at the slag/metal boundary, where refining reaction as well as the mass transfer across the interface would occur.
Earlier work1 has shown that, as a result of the interfacial reaction, the contact area enlarges with a drastic reduction in the contact angle. With the completion of the reaction, the contact angle reverts accompanying a non‐wetting situation. However, quantification of these phenomena has been met with very little success due to difficulties in designing the experiments for investigating these phenomena. In the present study, high sulphur concentration steel was employed as a metal droplet to enhance the mass transfer across slag/metal interface, and interfacial phenomena at slag/metal interface, including the change in the slag/metal interface shape, have been investigated. It was aimed at inferring the mechanisms underlying the interfacial reaction from the experimental observation of the steel drop in the slag in the dynamic mode.
In the present experiments, X‐ray radiographic technique was employed in order to study the reactions between some synthetic slags and sulphur containing steel at 1873 K. The experiments were designed in such a way that the interfacial reaction could be monitored continuously in real time by following the changes in the shape of the steel drop. Molten iron with well defined amounts of carbon and sulphur was kept in contact with synthetic slags in the system CaO–Al2O3–SiO2. The oxygen potential in the slag was varied by additions of FeO. In each case, the changes in the drop shape as well as the movement of the drop could be followed as a function of time.
To obtain a fundamental understanding of the interfacial tensions at the slag/metal boundary as well as the dynamic changes occurring due to the reactions, thermodynamic analysis has been carried out based on the experimental results. The movement of the metal droplet in the slag has been discussed based on a hypothesis that the driving force of the movement of the droplet is due to the concentration gradient of the surface active elements (interfacial tension gradient) along with the interface. The deformation of the droplet has been discussed from the view point of mass transfer across the slag/metal interface.
Experimental
Materials
In the present work, an iron alloy with known carbon and sulphur contents was kept immersed in a molten slag of a well defined composition in order to observe the phenomena occurring at the interface between the two phases. The effect of FeO additions to the slag phase on the interfacial phenomena was studied in these experiments The composition of the Fe–C–S alloy taken was 0·099C–0·087S (mass%), prepared by melting together the corresponding Fe–C and Fe–S standards. The oxygen content of the alloy was below 10 ppm. In the case of the slag in contact with the iron alloy, a mother slag was prepared with the composition of 40CaO–40SiO2–20Al2O3 (mass%). ‘FeO’ was prepared from iron powder and Fe2O3. The two components were mixed in a suitable ratio so that the resulting FeO could have a composition very close to the FeO/Fe phase boundary at the experimental temperature. The mixture was then heated in a closed iron crucible in argon atmosphere at 1273 K for 24 h. X‐ray diffraction analysis of FeO thus produced showed that the sample corresponded to wüstite and that it contained no free iron or magnetite. Four different FeO additions, each corresponding to 0·26 g, were made to the slag during the course of the experiment.
Apparatus
The apparatus used for the sessile drop measurements consisted of an X‐ray unit equipped with an image analyser and a graphite resistance furnace. A schematic diagram of experimental apparatus is shown in Fig. 1. This combination of X‐ray unit and the high temperature furnace was employed to observe the metal drop immersed in the slag in order to monitor the interfacial phenomena and the shape of sessile drop. The X‐ray unit used was a Philips BV‐26 imaging system (Philips, Amsterdam, The Netherlands) with an X‐ray source of 40–105 kV. The imaging system consists of a CCD camera with digital noise reduction. The recording system consists of a Dell PC (Dell Inc., Austin, TX, USA) equipped with an image acquisition card to monitor and record the X‐ray images at a maximum rate of 30 pictures per second.
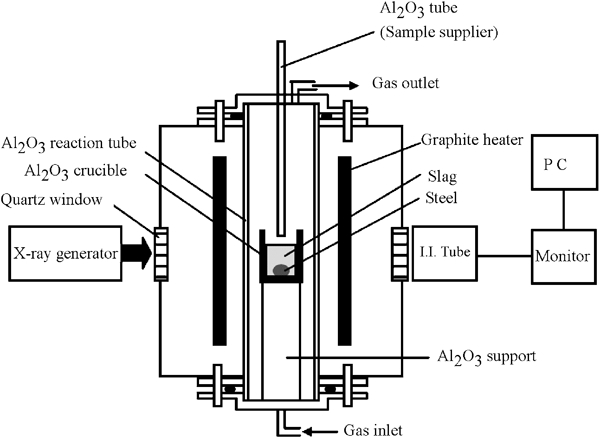
A schematic illustration of apparatus
The furnace used in the experiments was model 1000‐3500‐FP20 acquired from Thermal Technology Inc. (Santa Rosa, CA, USA). It is equipped with graphite heating elements (effect = 20 kVA). The furnace temperature was controlled by a type B thermocouple.
Quartz windows of 40 mm in diameter were provided on the opposite sides of the furnace for the X‐ray source and detector. A recrystallised Al2O3 reaction tube, with an inner diameter of 60 mm, was positioned vertically in the furnace. Radiation shields were placed inside the reaction tube on both sides of the even temperature zone in order to extend the same. Earlier experiments showed that the temperature was constant within ±2 K over a length of 80 mm under the conditions of the present experiment. An alumina tube (sample supplier) with an inner diameter of 6 mm was inserted from the top of the reaction tube in order to deliver the steel sample and FeO into the alumina crucible with slag, which, in turn, was positioned at the centre of the reaction tube.
An appropriate gas cleaning train was incorporated in the system in order to ensure that the impurity levels in the argon gas used were very low. Argon gas was dried by silica gel and Mg(ClO4)2. Traces of oxygen were removed by passing the gas through copper turnings at 853 K and through magnesium chips at 753 K. The entire system was capable of operating under vacuum as well as under argon gas. The flowrate of the gas was controlled and monitored using Bronkhorst High‐Tech mass flowmeters/controllers (Bronkhorst High‐Tech, Ruurlo, The Netherlands) connected to a channel digital readout and control system FLOW‐BUS. The gas coming out from the furnace was led through an oxygen probe situated in a separate furnace outside the main reaction furnace. This oxygen probe was equipped with calcia stabilised zirconia galvanic cell maintained at 973 K, with air as the reference electrode monitoring the oxygen partial pressure of the outgoing gas. During the present experiments, the oxygen partial pressure in the outgoing gas was below 10−14 Pa.
Procedure
The synthetic slag powder mixture (∼26 g) was contained in an Al2O3 crucible, which, in turn, was positioned at the centre of the even temperature zone inside the reaction tube. Extreme care was taken so that the bottom of the crucible was horizontal. The system was purged with purified argon gas, and the temperature of the furnace was raised. After the attainment of the experimental temperature, namely, 1873 K, the iron alloy was added into the molten slag phase through the sample supplier tube. The shape of iron drop was monitored with the aid of X‐ray radiographic apparatus. These X‐ray images were used to measure the contact angle between the steel melt and the mother slag at the experimental temperature. The agreement between the measured value and those reported in the literature would be a confirmation of the reliability of the experimental technique adopted and the results obtained. The first addition of FeO powder was made after 30 min from the time of addition of the steel sample. After each addition, the changes in the shape of the iron drop were constantly monitored by X‐ray imaging for nearly 30 min, after which the next FeO addition was made. The procedure of FeO addition was repeated four times. The amount of FeO powder added each time was 0·26 g.
Results and Discussion
The present experiments were carried out at very low oxygen partial pressures in the gas atmosphere, as evidenced by the oxygen meter situated in the outgoing gas stream. Thus, the chances of oxygen impurity contaminating the system are negligible. The steel sample added had also oxygen levels below 10 ppm. Thus, the experiments were designed to see the effect of specific additions of oxygen in the form of FeO on the change in shape of the metal drop.
Addition of steel into molten slag phase
As mentioned earlier, the steel sample was added to molten slag phase at 1873 K through a sample supplier tube. The metal sample was monitored with the aid of an X‐ray unit. The melting of the steel sample was found to be complete within 10 s. During and after the melting, a few gas bubbles were observed. A possible reaction for this gas generation could be the generation of CO gas due to a reaction between the carbon dissolved in the alloy and possible entrapped oxygen in the slag/metal melt

After 10 min from the Fe alloy addition, the gas bubbles were not observed anymore. When the steady state was reached, the contact angle between the steel drop and the molten slag and the interfacial tension were measured by taking X‐ray images of the two‐phase system. The corresponding X‐ray image is shown in Fig. 2a. The image analysis was carried out using a drawing software. The contact angle was measured to be ∼140°. The value of interfacial tension was obtained by Dorsey's method2 from the shape of droplets. The interfacial tension value was nearly constant at 400±50 mN m−1.
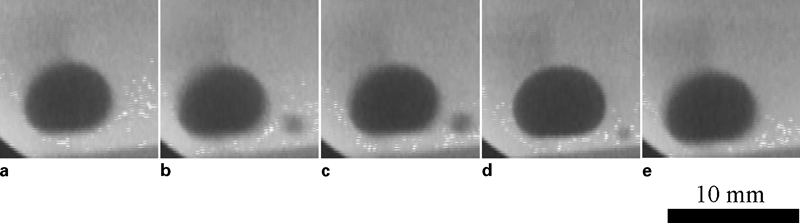
X‐ray images of droplets
First and second additions of FeO
FeO powder was added to the slag phase through a sample supplier tube as the drop were arriving to a stationary state, as marked by the absence of any detectable change in the drop shape. The change in the drop shape was followed in the dynamic mode by the X‐ray unit.
Figure 3 shows the X‐ray images of molten Fe alloy droplet as a function of time with the first FeO addition. Zero time corresponds to the instance when FeO reached the slag melt. FeO could be observed clearly in the X‐ray images, as the relative transparency of FeO with respect to the X‐ray beam is lower than that of molten slag. It was observed that the FeO powder sunk from the slag surface to the bottom. This would be expected from density estimations carried out in the present work, as the relative density of FeO (4–5 g cm−3 at 1873 K)3 is larger than that of the molten slag (2·57 g cm−3 at 1823 K).4 The FeO came to right side of the droplet.
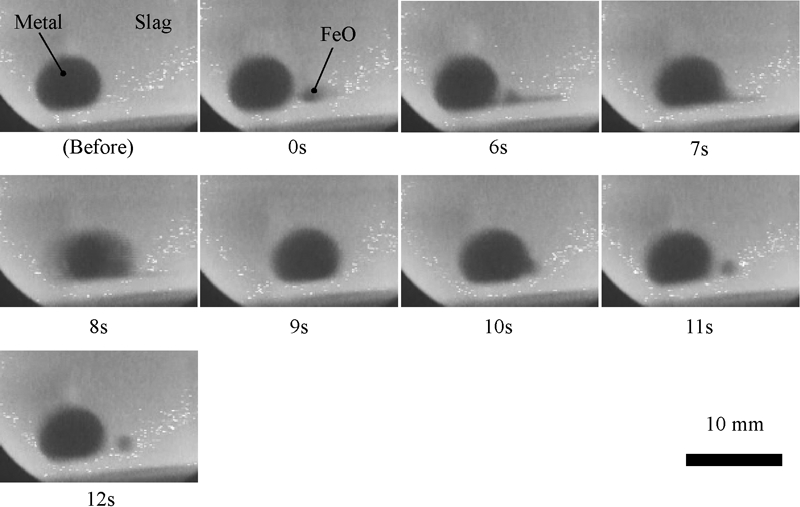
X‐ray images of drop before and after first addition of FeO: time in figure is time from instance FeO reached slag
As can be seen from Fig. 3, after the addition of FeO, the steel drop was observed to move swiftly towards the right, where the added FeO was accumulated before getting dispersed. Despite the two‐dimensional view, a clear idea of the widening of the drop as it approached the FeO rich region was also noted. Afterwards, the drop movement was slightly leftwards. This could be misleading as the field of vision was two‐dimensional and backward or forward movement at an angle to the left could also give the illusion of a ‘leftward’ movement. During this time, the drop was also observed to vibrate briefly before it came to a standstill after 12 s. According to the ThermoSlag software, the viscosity of the slag before the addition of FeO would be 0·52 Pa s,5 and would decrease as FeO dissolves in the slag. Thus, FeO diffusion is facilitated, and the steady state conditions would be reached at a relatively short time interval. No significant change in the shape of droplet was observed before and after the movement. Some gas bubble generation was observed. A possible reaction for this gas generation could be the generation of CO gas due to reaction between the carbon dissolved in the alloy and FeO, that is

A possible mechanism of the movement of the droplet after the addition of FeO is discussed based on the interfacial tension difference between the right and the left side of the droplet. In this experiment, the FeO powder came to the right side of the metal droplet. Hence, the oxygen potential on the right side of the droplet would be higher than that of the left side. Consequently, the interfacial tension between the molten slag and the metal on the left side would be higher than that of the right side. A consideration of the force balance acting on the metal drop indicates that the interfacial tension gradient (‘Marangoni effect’) between the right and left side could be the driving force of the deformation or movement of the droplet. This is supported by the observations of Mukai et al.6 The interfacial tension difference might be established by the temperature gradient as well. However, there is no temperature gradient in the system in the present experiments, since the experiments were carried out after the system reached at thermal equilibrium state. Interfacial tension might be changed by the oxygen potential change associated with the Al2O3 crucible interaction. However, there is no influence on the interfacial tension ‘difference’ in the present system since cylindrical shaped, namely, symmetrical shaped crucible, was used in the present experiments.
In an earlier work from the present laboratory, it was attempted to compute the interfacial velocity of sulphur on iron droplet in CaO–Al2O3–SiO2 slag of a similar composition as used in the present work containing 5 mass%FeO. In this case, sulphur was supplied by the gas phase above the slag phase. In this case, the drop was found to oscillate as the sulphur reached the metal through the slag phase. A simple model with some assumptions7 was developed in this work in order to estimate the interfacial velocity of sulphur by examining the mass balance in each part of the droplet.
In the present work, an approximate estimation of the interfacial velocity oxygen on the drop surface was attempted from the movement of the droplet with the following assumptions:
the only driving force of the movement of the droplet is the interfacial tension gradient
concentration of O increases from the right side of the droplet because the FeO came to the right side of the droplet
O transferred from the right to the left side by the Marangoni flow
influence of the bulk and surface diffusion of O is ignored, and the bulk diffusion of FeO in the slag would be much slower compared to the surface diffusion of O.
The movement of the droplet will be stopped when the transfer of O comes to an end as the concentration gradient of O at the interface, namely, the interfacial tension gradient, becomes zero. From the X‐ray image of the droplet, it was found that the time from start to first stop of the movement of the droplet is ∼1 s for both first and second additions of FeO. If the distance of the transfer of O is 10 mm as estimated from the size of droplet, the interfacial velocity for oxygen would be ∼10−2 m s−1. This value is 104 fold higher than that calculated for the surface velocity of sulphur in the earlier work (∼10−6 m s−1).7 Care must be taken in considering the interfacial velocity value derived as this does not consider a number of factors that can affect the force balance, for example, friction between the drop and the substrate, gravitational pull acting on the drop, convectional flow of the slag around the drop due to small temperature gradients existing, etc. Furthermore, the metal drop contains 0·087 mass%S, and there is likely to be a surface accumulation of S, as S is surface active. The loss of sulphur due to desulphurisation by reaction between the metal drop and the slag phase would complicate the situation, and the surface velocity estimated would only be an ‘effective’ value due to the combined flow of oxygen and sulphur. However, due to the fairly low amounts of S in the drop and relatively high O potential in the vicinity of the slag due to FeO addition, it is surmised that the effect of O would be dominating.
A small movement of the droplet was observed after the first movement described above. However, such small movement was stopped within 10 s. This backward movement could only be explained in terms of the changes occurring in the force balance change acting on the droplet. The force balance changes can be due to local accumulation of O by either bulk diffusion of FeO in the slag or differences in the inward of diffusion of oxygen in the droplet.
The surface velocity of oxygen calculated in the earlier work was four orders of magnitude lower than the value estimated for the surface velocity of oxygen in the present experiment. It is to be noted that the movement of droplet lasted only 10 s. A rough estimate reveals that even if the flow of O from the right to the left side by the Marangoni flow is completed by 10 s, the surface velocity value would be ∼10−3 m s−1 ( = 10 mm/10 s). Even this value would still be 103 times higher than that of the surface velocity of sulphur reported earlier. It is to be admitted that, in both cases, the surface velocities were estimated based on some assumptions. Furthermore, sulphur, being a bigger atom, may be attributed to the slower velocity. The movement may also be dependent on the relative bond strengths of O and S on the surface of the iron drop. On the other hand, the Δ°H298 values of wüstite and FeS indicate that Fe–O bonds are likely to be stronger than Fe–S bonds in the bulk. Information regarding the bond strengths at the surface would be needed at the experimental temperature in order to arrive at a further understanding of these phenomena. Attempts are currently made in the present laboratory to estimate the surface bond strengths from ab initio calculations.
Third and fourth additions of FeO
A different behaviour was observed in the third and fourth additions of FeO. Figure 4 shows the X‐ray photos after the third FeO addition. As can be seen from the photos, the steel drop became flat, and the interface became zigzag after the addition of FeO. The drop recovered the shape after ∼60 s. Some gas bubble generation was observed.
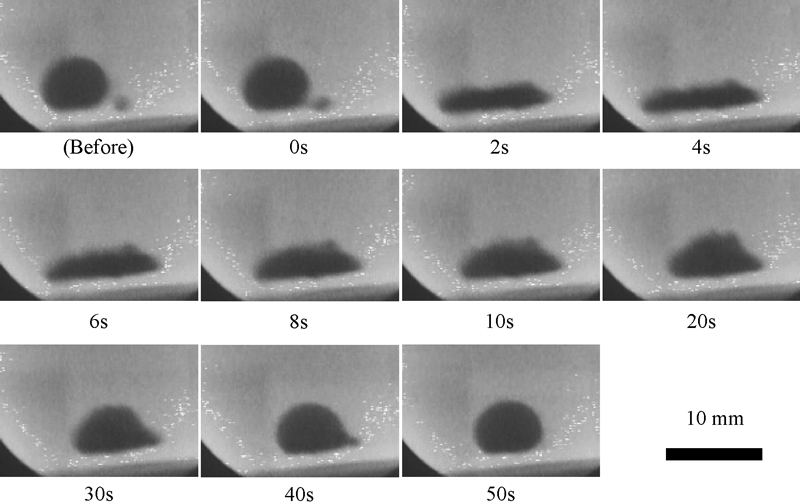
X‐ray images of drop before and after third addition of FeO: time in figure is time when FeO reached slag phase
Similar deformation due to the decreasing dynamic interfacial tension has been observed by other researchers. 1 8 1, 8, 9 A possible mechanism of the deformation of the droplet is the mass transfer across the slag/metal interface. Deryabin et al.10 reported the rapid decrease in the interfacial tension during the desulphurisation process. This phenomenon would occur under non‐equilibrium conditions during the mass transfer, for example, the accumulation of the surface active elements, which exceeds the equilibrium amount. In the present experiment, the mass transfer between the molten slag and molten steel will be enhanced by the change in sulphide capacity and the distribution ratio of sulphur (%Sslag)/[%Smetal] due to the slag composition change (addition of FeO).
Transfer of sulphur from metal to slag phase due to the desulphurisation can be represented as

 is unlikely. Assuming that reaction (3) is essentially the dominating interfacial reaction, the sulphur–oxygen exchange between the slag and the metal at the interface could be governed by the sulphide capacity of the slag.
is unlikely. Assuming that reaction (3) is essentially the dominating interfacial reaction, the sulphur–oxygen exchange between the slag and the metal at the interface could be governed by the sulphide capacity of the slag.
The sulphide capacity of the slag employed in the present studies can be estimated by the ThermoSlag software developed in the present laboratory. The variation in Cs as a function of the FeO additions is presented in Fig. 5.
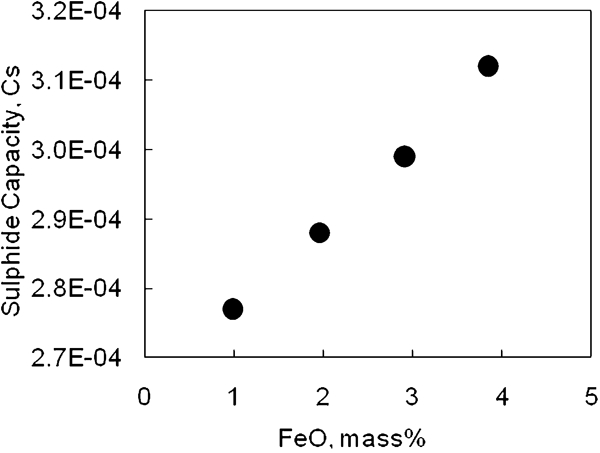
Calculated sulphide capacity
Despite the low basicity of the slag [(CaO+MgO)/(SiO2+Al2O3)<1] and the distribution ratio of sulphur (%Sslag)/[%Smetal] are small, the sulphide capacity is seen in Fig. 5 to increase with increasing amounts of FeO, which is favourable to the sulphur transfer.
During the disturbances occurring at the slag/metal interface due to the interfacial reactions, there is a possibility of entrapment of slag, which would add uncertainties in the present investigation. However, slag entrapment was observed in the metal drop taken out after the experiment. A force balance consideration indicates that any momentarily entrapped slag would tend to move towards the bulk slag phase at equilibrium since γS+γMS<γM+γMS in this system (where γS is the surface tension of slag, γMS is the interfacial tension between slag and metal, and γM is the surface tension of metal).
Thermodynamic analysis: Possibility of hercynite formation
In view of the fact that the FeO powder added was observed to sink to the bottom due to the density differences, the possibility of hercynite formation at the crucible/slag and/or the metal/crucible interfaces was considered in the present work. The corresponding reactions would be




The relationship between FeO amount and
 (atm) change at 1873 K in the present experimental range is shown in Fig. 6.
(atm) change at 1873 K in the present experimental range is shown in Fig. 6.

Composition change and
change at 1873 K
The hercynite formation reaction would be


 for hercynite formation could be 1·8×10−10 at 1873 K, and this value is corresponding to aO = 0·039 according to the following reaction13
for hercynite formation could be 1·8×10−10 at 1873 K, and this value is corresponding to aO = 0·039 according to the following reaction13


Kapilashrami et al.14 have reported the prevalence of non‐wetting conditions due to hercynite formation. Ogino et al.15 as well as Takiuchi et al., 16 on the other hand, concluded that the wettability becomes better with increasing oxygen potential. In both cases, the formation of hercynite at the interface was experimentally confirmed. While the experimental conditions are slightly different in these two cases, further work needs to be carried out in order to clarify this.
Oxygen potential at the substrate/metal interface
As shown in Fig. 2b–e, no significant changes in the contact angle and the interfacial tension were observed through the experiments even after the addition of the first batch of FeO into the slag. The interfacial tension value was found to be lower than the values corresponding to 1843 K and 0·2 at‐%S reported in the literature (∼800 mN m−1) earlier.17
According to Young's equation


Conclusions
The molten steel drop shape change in molten slag due to the iron oxide addition has been observed at 1873 K. The experimental results were reasonably explained as follows:
1. The change in the molten steel drop shape is caused by the reaction between the slag and molten steel drop.
2. The movement of the molten steel drop is caused by the interfacial tension difference.
From the results, an estimation of the interfacial velocity of oxygen was made from the movement of the droplet. The oxygen potential at the substrate/metal interface was estimated by thermodynamic considerations. The possibility of hercynite formation at the metal/substrate interface and its implications on the wetting phenomena are discussed.
Footnotes
Acknowledgements
The authors express their sincere thanks to the Swedish Research Council (Vetenskapsrådet) for the financial assistance. Fruitful discussions with Professor S. Seetharaman and Professor K. Mukai are greatly appreciated.