
Abstract
The effect of oxygen on weld geometry during keyhole mode welding has been investigated by adding a small amount of oxygen to the shielding gas during fibre laser and fibre laser–gas metal arc hybrid welding. The results indicate that the penetration depth increases and the weld width decreases with increasing oxygen concentration. This effect is attributed to the formation of a deeper keyhole when oxygen is present. The addition of sulphur up to 1500 ppm in the molten pool has no significant effect on the penetration depth. This behaviour indicates that the Marangoni convection and surface tension are not the main reasons for the deeper weld penetration when oxygen is added to the shielding gas. The increase in the penetration depth owing to oxygen addition is consistent with the formation of CO by reaction between dissolved carbon and oxygen. Rapid generation of CO in the keyhole expands the keyhole and results in deeper weld penetration.
Introduction
It is well known that the presence of a small amount of surface active elements, such as oxygen and sulphur, in steels can significantly increase the penetration depth and decrease the weld width during arc welding.1– 13 This phenomenon is caused by the reversal in the Marangoni convection direction. The Marangoni convection is affected by the temperature coefficient of surface tension and temperature gradient. Generally, the temperature coefficient of surface tension dγ/dT is negative for pure metals and many alloys. For such materials, the liquid metal flows from the high temperature region in the middle of the weld pool surface to relatively lower temperature regions at the edge of the weld pool. This is called ‘outward flow’. If a surface active element is added in the molten steel weld pool, dγ/dT changes from negative to positive, and hence, the flow direction changes from outward to inward. The inward flow can promote transport of heat from the weld pool surface to the bottom, which leads to the increase in penetration depth in arc welding.
The increase in penetration depth by surface active elements has also been reported in laser welding.14– 18 For example, Naito and co‐workers found that the penetration depth increased with increasing the oxygen concentration of Ar–O2 mixed shielding gas in yttrium–aluminium–garnet laser welding.16 Pitscheneder et al. also found that sulphur was effective in increasing the penetration by controlling the processing variables during high power conduction mode laser spot welding.18 Most of the previous researchers suggested that the same flow reversal behaviour well established in arc welding also takes place during laser welding. However, in keyhole mode laser welding, a narrow and deep vapour filled keyhole is formed during welding, and the penetration depth is mainly determined by the keyhole depth. Thus, the mechanism of increase in the penetration depth owing to oxygen may be different from that in arc welding. In the present study, the effects of oxygen on the keyhole geometry and fluid flow behaviour in the weld pool have been investigated to understand the mechanism by which oxygen affects weld geometry in high power density laser welding and laser–arc hybrid welding.
Experimental
In the present study, a 7 kW fibre laser was used for welding. Linear partial penetration autogenous laser welding was carried out on 20 mm thick JIS SM490A steel samples. The chemical composition of the base metal is listed in Table 1. The continuous wave laser was focused on the sample surface, and the welding speed was 1·0 m min−1. He–O2 mixed gas with a flowrate of 20 L min−1 was used as the shielding gas. To examine the effect of oxygen on the penetration depth, the oxygen concentration of the shielding gas was varied from 0 to 20%. After welding, samples of 0·8×8·0×80 mm dimensions were cut from the weld metal, as shown in Fig. 1, and the oxygen concentrations in the weld metal were analysed. X‐ray radiographs of the specimens were examined before analysis to avoid overestimation of the oxygen concentration that can result from the presence of microporosity.
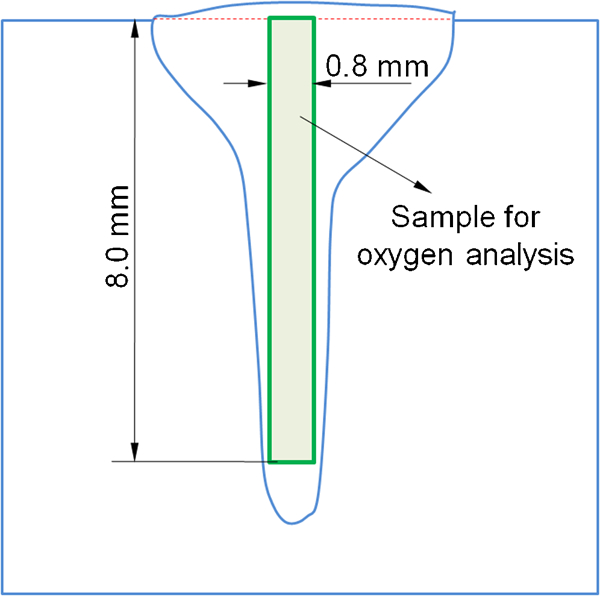
Sample of weld metal for oxygen analysis
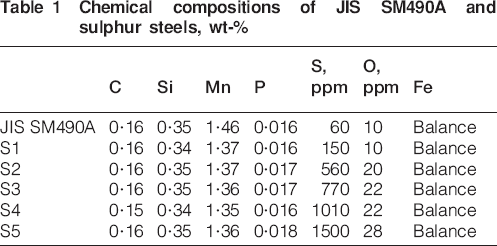
Chemical compositions of JIS SM490A and sulphur steels, wt‐%
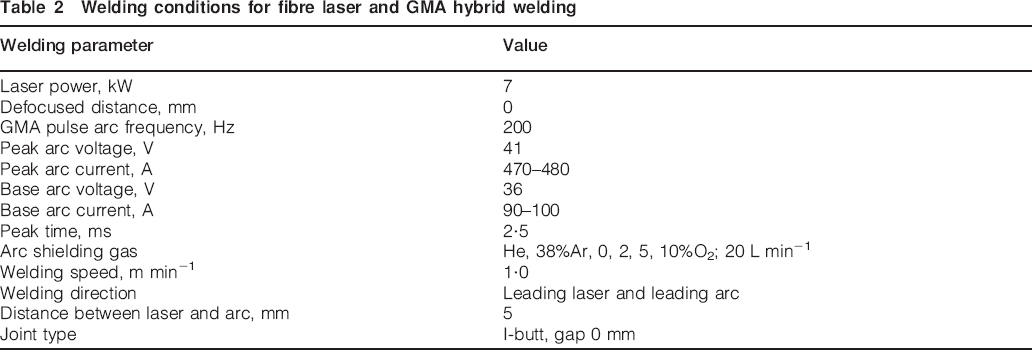
Fibre laser pulsed gas metal arc (GMA) hybrid welding was also undertaken to know the difference in oxygen effect between laser and hybrid welding. The welding conditions are listed in Table 2. I‐butt partial penetration welding with a gap width of 0 mm was carried out both in leading laser and leading arc. The laser power, defocus distance, welding speed and distance between laser and arc were 7 kW, 0 mm, 1·0 m min−1 and 5 mm respectively. The pulsed arc conditions were adjusted to obtain a metal transfer mode of one droplet per pulse. He–38%Ar–O2 mixed gas was used as an arc shielding gas. O2 concentration in the shielding gas was varied from 0 to 10%.
Welding conditions for fibre laser and GMA hybrid welding
As indicated above, oxygen addition affects the direction of Marangoni convection and significantly affects the penetration depth in arc welding. The fluid flow on the molten pool surface was observed by a high speed video camera at 5000 frames/s. Two holes were drilled in the plate on the welding line, and the holes were filled with alumina powders before the welding. The fluid flow was visualised by the movement of the alumina particles. The keyhole behaviour was also observed using an in situ X‐ray transmission imaging system.19 Microfocused X‐ray was irradiated from the side of the sample during welding. The transmitted keyhole image was visualised by an image intensifier, and it was taken by a high speed video camera at a framing rate of 1000 frames/s. To improve the image quality, T shaped samples were used, as shown in Fig. 2. The sample width of the lower part was reduced to 4 mm, whereas that of the upper 4 mm section was 8 mm to prevent melting of the sample sides.
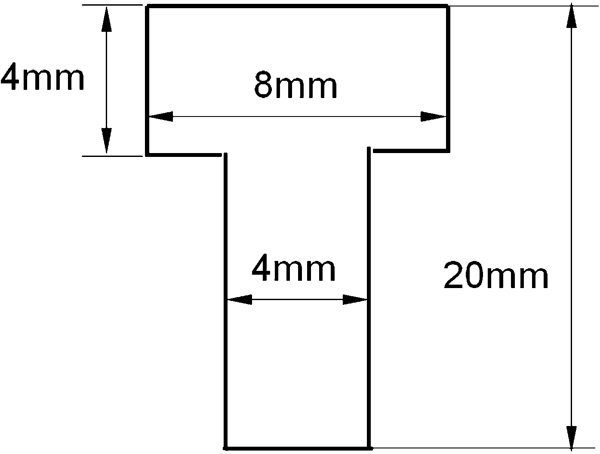
T shaped samples for examining keyhole behaviour by microfocused X‐ray transmission imaging system
Sulphur changes dγ/dT from negative to positive and reduces the surface tension. If the change in the penetration depth by oxygen is caused by the Marangoni convection or surface tension, sulphur should have the same effect on the penetration depth. Various concentrations of sulphur in the range of 60–1500 ppm were added to the standard steel sample SM490A, and fibre laser welding was conducted on these steels in pure He shielding. The chemical compositions of sulphur containing steels are listed in Table 1. The laser power and welding speed were 7 kW and 1·0 m min−1 respectively.
Results and discussion
Effect of oxygen on weld geometry
Figure 3 shows the effect of oxygen on the weld geometry in fibre laser welding. It can be seen that the penetration depth increases, while the weld width decreases with increasing oxygen concentration. The increase in penetration depth is ∼2 mm, which is an ∼21% increase when the oxygen concentration in the shielding gas is increased from 0 to 20%. In hybrid welding, the weld depth also increases as the oxygen concentration increases in both leading laser and leading arc configurations, as shown in Fig. 4. However, increase in the penetration depth is more significant in hybrid welding under the same concentration of oxygen in the shielding gas. This is caused by higher dissolution of oxygen to the molten pool in hybrid welding, since the oxygen added in the arc shielding gas is decomposed or ionised in the high temperature field of the arc column and easily dissolves in the molten pool. From Figs. 3 and 4, the penetration depth of laser welding with 20% oxygen shielding is comparable to that of hybrid welding with 5% oxygen shielding. In these cases, the oxygen concentrations of laser and hybrid weld metal inside the samples are 161 and 175 ppm respectively. Thus, the increase in the penetration depth is relative to the amount of dissolved oxygen in the molten pool and does not depend on the welding process.
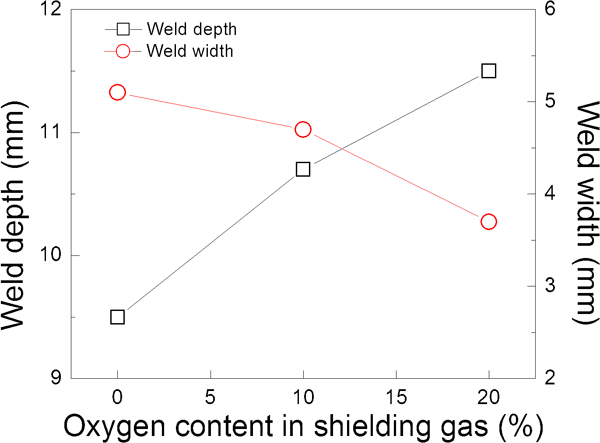
Effect of oxygen on weld geometry in fibre laser welding
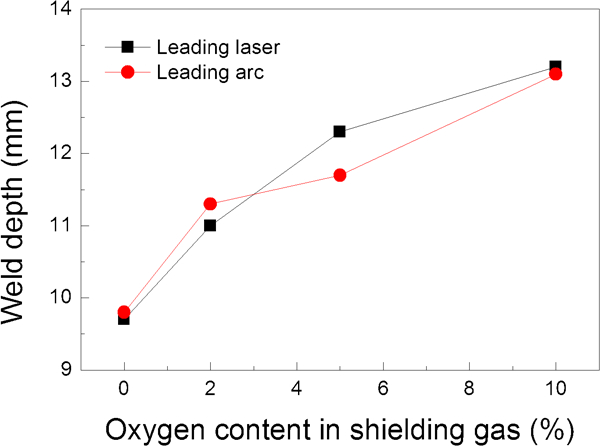
Increase in penetration depth by oxygen in hybrid welding
Effect of oxygen on fluid flow and keyhole geometry
Figure 5 shows the fluid flow behaviour on the pool surface for various oxygen concentrations in laser welding. When no oxygen is added to the shielding gas, the alumina particles move from near the keyhole to the middle of the pool surface and stay around there, as shown in Fig. 5a. This behaviour is referred to as the ‘outward flow’ in this paper. On the contrary, the inward flow is defined as the metal flow towards the keyhole, which is observed for 10%O2 in the shielding gas. The alumina particles that move around the keyhole go back near the keyhole, as shown in Fig. 5b. Thus, the direction of the fluid flow changes from outward to inward with increasing oxygen concentration of the shielding gas from 0 to 10%. The amount of oxide on the weld pool surface depended on the oxygen concentration in the shielding gas. Some oxides exist on the pool surface when a shielding with no added oxygen is used, as shown in Fig. 5a. This phenomenon is also observed during welding without adding alumina because the molten pool surface is not completely covered by the shielding gas. On the other hand, few oxides are observed when a shielding gas with 10%O2 is used, as shown in Fig. 5b. Similar change in the flow direction was also observed in hybrid welding, as discussed in a previous paper.20
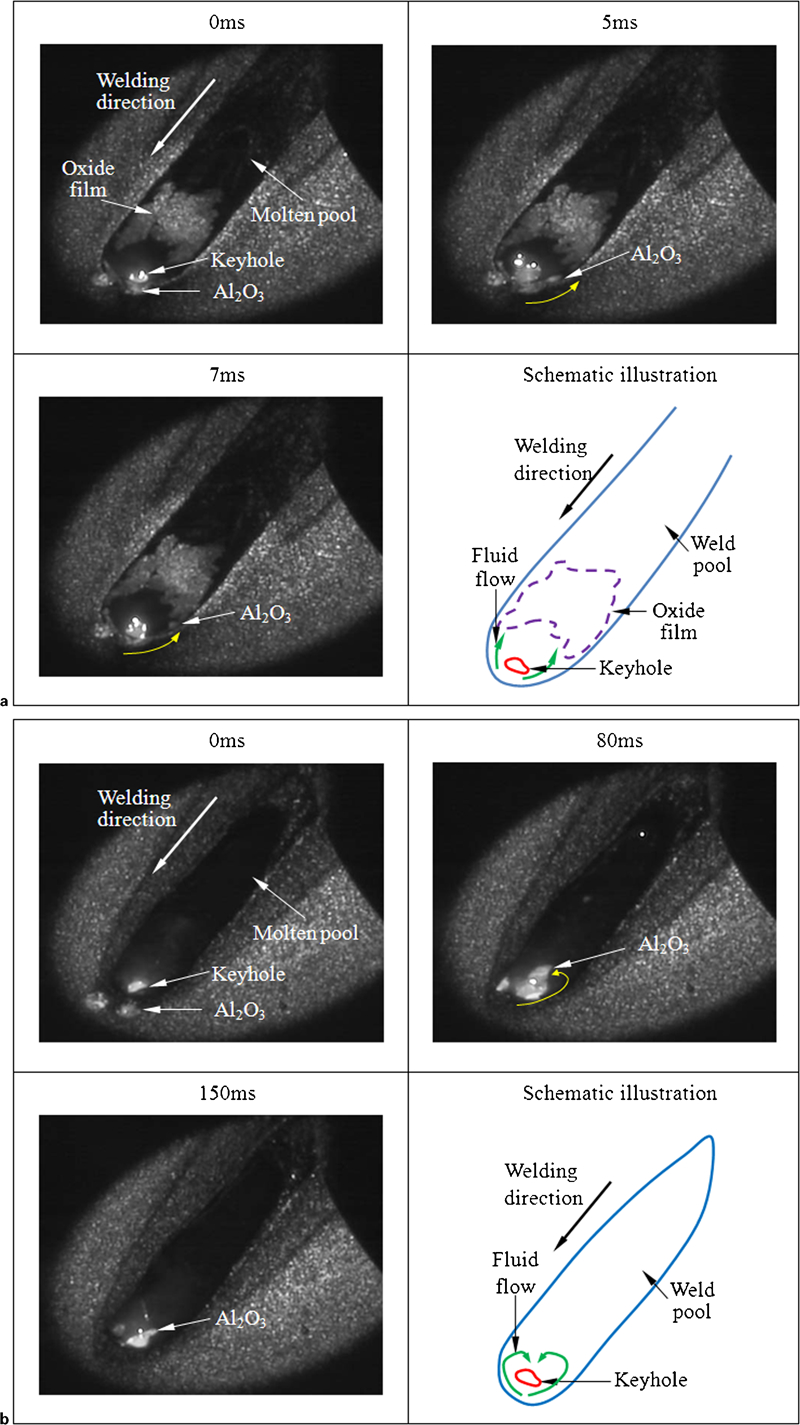
Molten metal flow on pool surface for various oxygen concentrations
Next, the keyhole geometry was observed using an in situ X‐ray transmission imaging system to know the correlation between the keyhole and the weld geometries. As the keyhole diameter in fibre laser welding is very small, the keyhole image in each frame is not always very clear. The keyhole geometry was evaluated by averaging 300 frames of the keyhole image. The results are shown in Fig. 6, where the upper part of the transmission images is darker than the lower part since the sample width in the upper part is wider. The keyhole depth significantly increases with the oxygen concentration as expected. In addition, it is clear that the keyhole depth coincides well with the penetration depth in the transverse section both in high and low oxygen concentrations. This confirms that the penetration depth is determined by the keyhole depth in laser welding. The keyhole diameter slightly increases with the oxygen concentration. The diameter at the middle of the keyhole increases from 0·3 to 0·4 mm with increasing the oxygen concentration from 0 to 10% in the shielding gas.
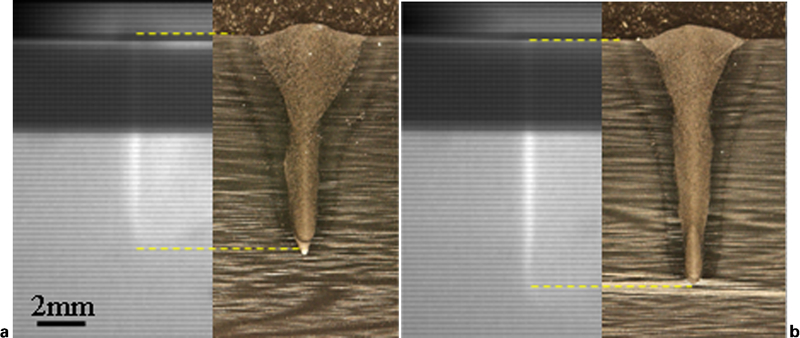
X‐ray transmission images of keyhole and transverse sections for various oxygen concentrations of shielding gas
Effect of Marangoni convection on penetration depth
Sulphur changes the direction of Marangoni convection just as oxygen does. In fact, Pitscheneder at al. indicated that sulphur significantly increased the penetration during high power conduction mode laser spot welding.18 Therefore, fibre laser welding was carried out on steels with 60 to 1500 ppm sulphur to understand the effect of Marangoni convection on the penetration depth. Figure 7 shows the result. The penetration depth slightly increases with increasing sulphur concentration. However, the increase in the penetration depth in keyhole mode laser welding is much smaller than that in conduction mode laser welding. As the driving force of the Marangoni convection is mainly determined by dγ/dT, the penetration depth should be compared for the same value of dγ/dT resulting from the additions of oxygen and sulphur.
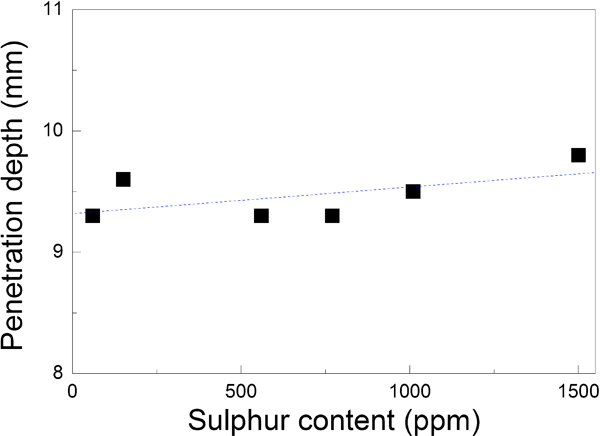
Effect of sulphur on penetration depth in fibre laser welding
For Fe–O system, the surface tension can be expressed by equation (1)
21

From equation (1), the temperature coefficient of surface tension is given by equation (2)
11, 12


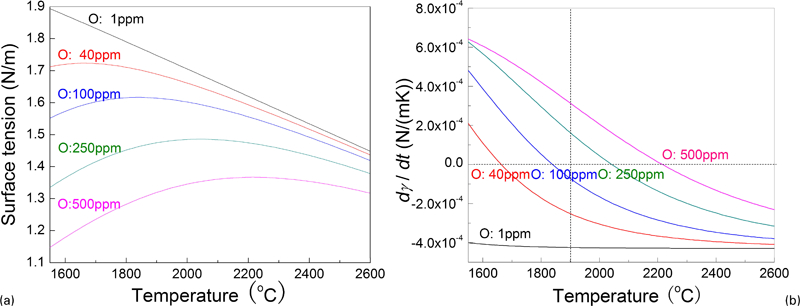
Surface tension and temperature coefficient for Fe–O system as function of temperature
The surface tension and its temperature coefficient are shown as a function of the temperature in Fig. 9 for the Fe–S system. Similar to oxygen, the transition temperature from positive to negative dγ/dT increases with increasing sulphur concentration. Using the data from Figs. 8 and 9, the authors replotted the penetration depth with the additions of oxygen and sulphur as a function of dγ/dT at 1900°C, as shown in Fig. 10. In this case, it was assumed that the molten pool temperature near the keyhole on the pool surface was ∼1900°C. The oxygen concentrations in the weld metal were experimentally determined after welding. It is clear that the penetration depth is much larger in weld metals with oxygen than that with sulphur for the same value of dγ/dT at 1900°C. This behaviour indicates that the increase in the penetration depth by oxygen is not caused solely by Marangoni convection.
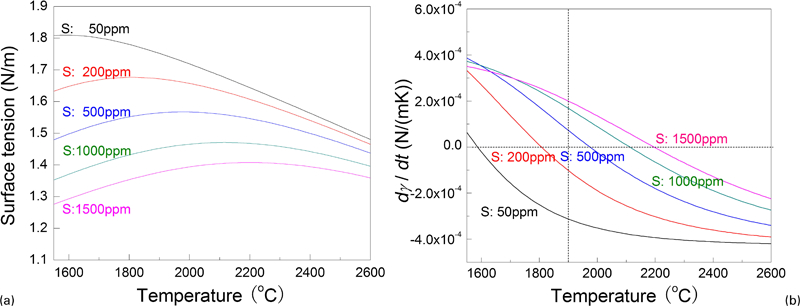
Surface tension and temperature coefficient for Fe–S system as function of temperature
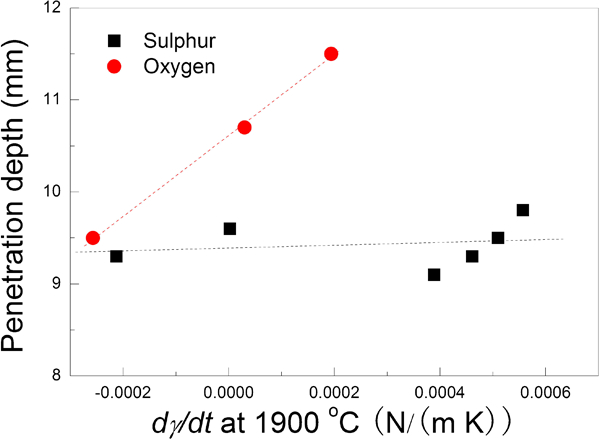
Penetration depth as function of dγ/dT at 1900°C
Effect of surface tension on keyhole depth
The geometry of the keyhole is determined by the pressure balance at the keyhole wall. To keep the keyhole open, the terms of recoil pressure Pabl and excess pressure δPg act. On the contrast, the terms of surface tension pressure Pγ and hydrostatic pressure Ph act to close the keyhole. This pressure balance is given by equation (4)
22–
25



Sulphur can also significantly reduce the surface tension, as shown in Fig. 9a. Reduction in surface tension by 1000 ppm sulphur is roughly comparable to that by 250 ppm oxygen. To understand the effect of surface tension on the penetration, the penetration depth was replotted as a function of the surface tension, as shown in Fig. 11. In this case, it was assumed that the keyhole wall temperature was 2600°C.26 The penetration depth in oxygen addition is again much larger than that in sulphur addition. Thus, the increase in the penetration depth by oxygen cannot be explained by the effect of surface tension.
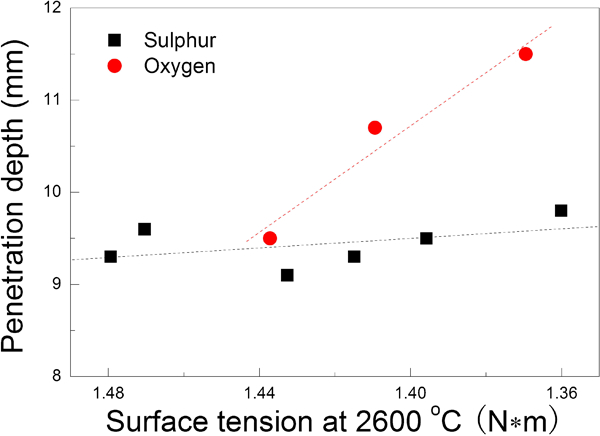
Penetration depth as function of surface tension at 2600°C
Formation of CO in keyhole
The other possibility to explain the increase in the penetration depth owing to oxygen is the formation of CO in the keyhole. In a shielding gas with no oxygen, oxide particles are visible on the pool surface, as shown in Fig. 5a. On the other hand, few oxide particles exist on the pool surface when 10%O2 is added to the shielding gas, as shown in Fig. 5b. This is caused by inward Marangoni convection in high oxygen molten pool. The oxides formed on the pool surface are transported near the keyhole where they are decomposed by the following equation because of very high local temperature


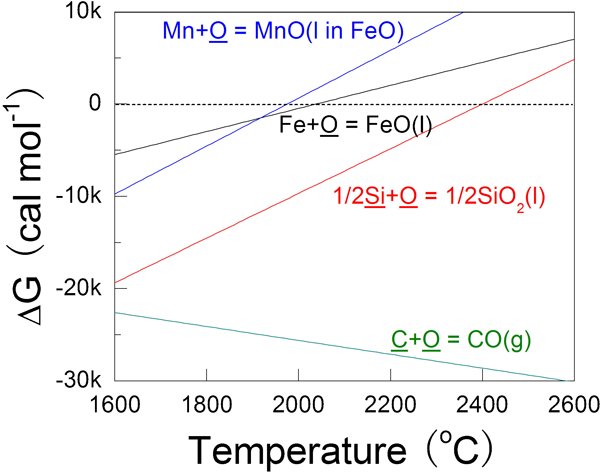
Change in free energy for oxidation of some elements
To further confirm the formation of CO during laser welding, the carbon concentration of the weld metal was analysed after welding with and without oxygen addition. If CO is formed by the reaction between dissolved oxygen and dissolved carbon in the molten pool, the carbon concentration should decrease in the weld metal. Fibre laser welding was carried out on JIS SM490A steel samples with 0 and 20%O2 in the shielding gas. The carbon concentration was analysed after welding. The results show that the carbon concentration clearly decreases from 0·160 to 0·138% in the weld metal for welding with a He–20%O2 shielding gas. In contrast, the carbon concentration is 0·157% and does not change significantly when pure He is used as the shielding gas. This result is an indication of CO formation during laser welding. In addition, if the CO formation in the keyhole is the main reason for the increase in the penetration depth owing to oxygen, the carbon concentration in the base metal should affect the penetration depth. Therefore, fibre laser welding of steels with different carbon concentrations was carried out in He–20%O2 shielding gas. Figure 13 shows the result. As expected, the penetration depth clearly increases with the increase in carbon concentration. This is a clear evidence of the important role of CO formation during laser welding. From these two results, it is clear that CO is formed in the keyhole during laser welding when oxygen is present in the shielding gas, and it increases the penetration depth due to increase in the CO partial pressure in the keyhole.
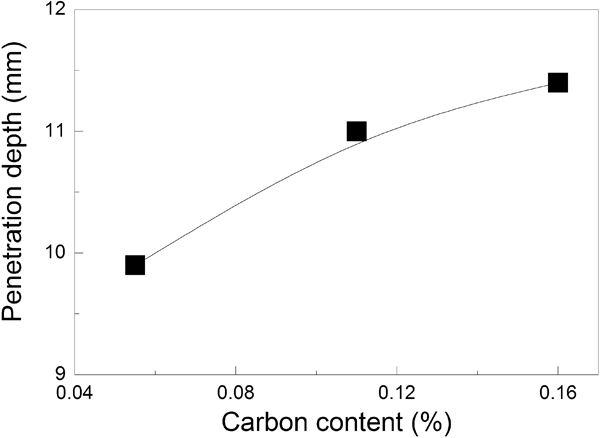
Effect of carbon on penetration depth
Conclusions
The effect of oxygen on the keyhole depth and fluid flow behaviour has been investigated to understand the mechanism by which oxygen affects the geometry of the weld pool in keyhole mode welding. The following are the main findings.
The penetration depth increases with increasing the oxygen concentration in laser and hybrid welding. When oxygen is added to the shielding gas, the keyhole depth increases resulting in deeper weld penetration.
The effect of sulphur on the penetration depth is not as significant as that of oxygen. This behaviour indicates that the changes in the Marangoni convection pattern and the surface tension are not the main reasons for the increase in keyhole depth when oxygen is added to the shielding gas.
The higher depth of penetration observed when oxygen is added to the shielding gas is consistent with the formation of CO in the keyhole owing to the reaction of dissolved carbon and oxygen. The weld penetration also increases with the increase in carbon concentration of steel by promoting CO formation. Formation of CO in the keyhole can enlarge the keyhole, resulting in the increase in keyhole depth and weld penetration.