
Abstract
Transient liquid phase (TLP) bonding of Al2024‐T6 alloy, using gallium (Ga) interlayer, has been investigated. Bonding process was carried out at 470°C for 6 min, and homogenising temperature and time were 495°C and 2 h respectively. Conventional TLP bonding using Ga interlayer was not an appropriate method for joining of Al2024. In this method, the boundary between two Al2024 specimens was not fully eliminated during bonding because of solidification with planar front. In addition, bonding zone was depleted of copper, and as a result, tensile and shear strength of joint decreased to 200 and 110 MPa respectively. TLP bonding under temperature gradient offered very good results in bonding of Al2024. In this method, solidification mechanism change from planar to dendritic, and tensile and shear strength of joint increased to about 460 and 220 MPa respectively. Microstructure of bonding zone changed basically by changing solidification mechanism.
Introduction
High strength aluminium alloys find increasing application in welded commercial and aerospace structures, where high strength, light weight and corrosion resistance are essential. Al2024 aluminium alloy is one of the strongest alloys in the Al–Cu group, which is very sensitive to hot cracking. Figure 1 shows hot crack sensitivity of Al–Cu alloys versus Cu content. Hot cracking of aluminium alloys welds is influenced metallurgically by temperature range of dendrite coherence and the type and amount of liquid available during solidification.1 Alloy has very low strength and practically no ductility in the ‘mushy’ temperature range, which is between the formation temperature where coherent interlocking dendrites first form and the solidus temperature. Tensile stresses above this low strength cause failure by tearing or hot cracking. The wider the coherence range, the greater the tendency for hot cracking because solidification shrinkage strains are proportional to the temperature interval over which solidification occurs.
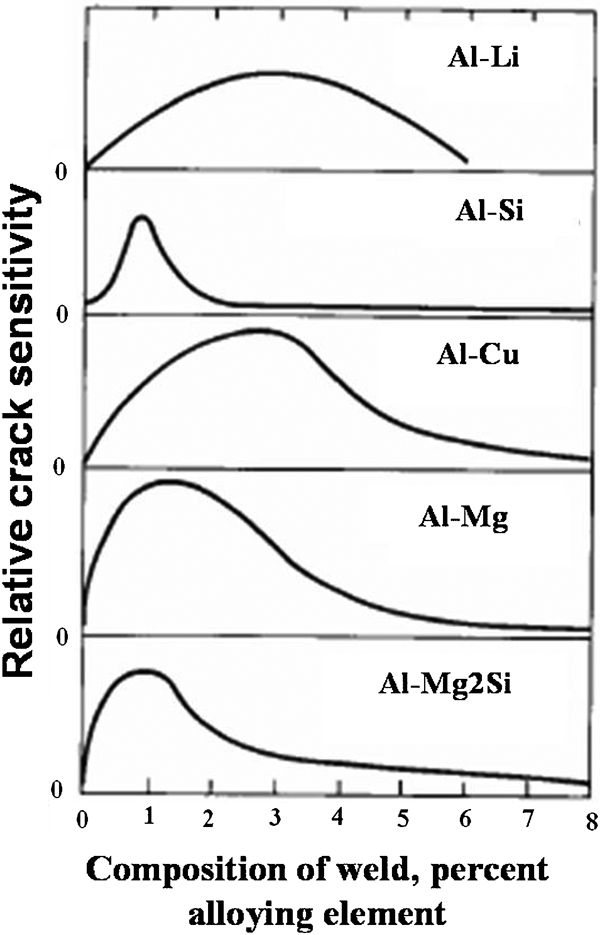
Relative crack sensitivity versus weld composition for various binary aluminium systems1
Al2024 has ∼4·5%Cu with a small amount of Mg, which increases cracking in Al–Cu alloys by greatly depressing the solidus but not the highest temperature of coherence. Thus, the coherence range is extended and the probability of hot cracking increases.1,2
Welding of Al2024 by fusion methods (such as tungsten inert gas, metal inert gas and laser welding) is practically impossible because of high sensitivity to hot cracking. Transient liquid phase (TLP) bonding is a method that enjoys the best features of diffusion bonding and brazing methods. In this paper, the TLP bonding of Al2024 alloy using Ga interlayer was investigated, and the microstructure and mechanical properties of joint were studied.
TLP bonding: Nature of process
The basic details of TLP bonding process are shown in Fig. 2.3 A thin interlayer alloy of specific composition and melting point is used as a bonding agent. The parts are held together under slight compressive pressure and heated to the bonding temperature in vacuum or an argon atmosphere. At the bonding temperature, the interlayer initially melts, filling the gaps between the mating surfaces with a thin liquid layer. While the parts are held at the bonding temperature, rapid diffusion of alloying elements occurs between the interlayer and base metal.4 These compositional changes at the interface region cause the melted zone to expand initially and then to solidify isothermally, thus forming a bond while still at bonding temperature. After isothermal solidification, the joint microstructure generally resembles that of the base metal except for some compositional and structural variables. In the last stage of the bonding process, homogenising treatment is carried out to achieve a joint with properties equal to the base metal. Literature review on TLP bonding demonstrates that the TLP process would seem to be much more complex than how it appears at first sight. This complexity is manifested both in the varied mechanisms underlying wettability and microstructural development and the ways in which these two processes can interact.5
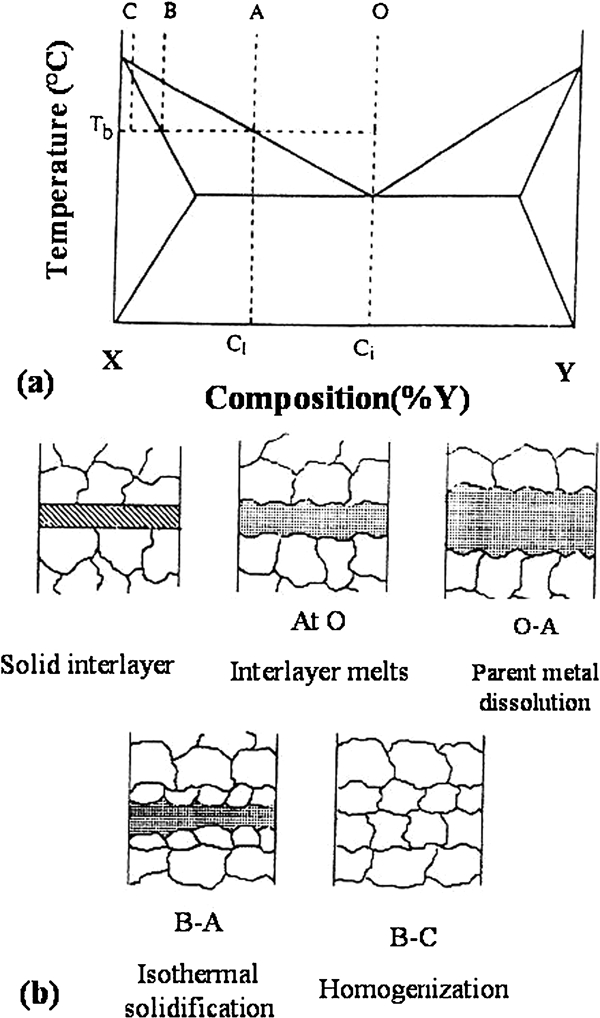
Basic details of TLP bonding stages3
Copper and copper base alloys are the most common used interlayers in TLP bonding of aluminium alloys and aluminium base metal matrix composites. Minimum bonding temperature which is required for bonding is ∼560°C, and bonding time varies from 20 min up to 6 h. Exposure of Al base metal matrix composites or high strength Al alloys (such as Al2024 or Al7075) to temperatures as high as 560–600°C for several hours may cause serious damages in base materials. Results indicate that strength of the joints in most investigations is <100 MPa. This means that Cu or Cu base interlayers are not good candidates for selection as an appropriate interlayer for TLP bonding of aluminium alloys.6– 11
Gallium forms a low temperature eutectic liquid phase with aluminium at ∼27°C, i.e. about room temperature (Fig. 3). Furthermore, gallium has a high solubility in pure aluminium of ∼9 at‐% at room temperature which facilitates achieving a homogeneous single phase without the formation of any intermetallic compound after carrying out an appropriate heat treatment.12
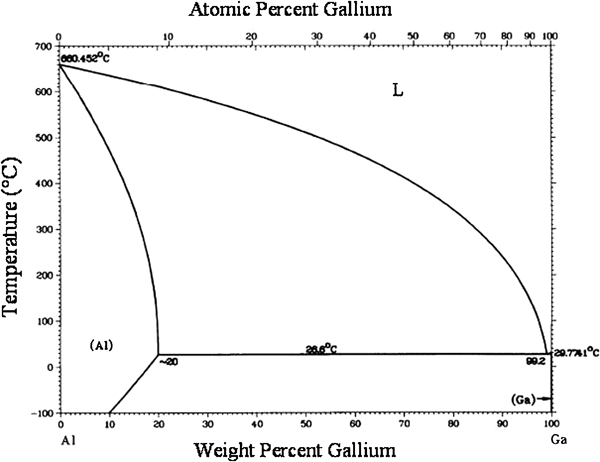
Binary phase diagram of Al–Ga5
However, despite these attractive attributes of gallium, exposure of aluminium to excess liquid gallium can result in severe embrittlement of aluminium. Liquid metal embrittlement is the brittle fracture or loss in ductility of a usually ductile material in the presence of liquid metal and stress (i.e. external load or the presence of internal residual stresses). The liquid metal embrittlement of Al by liquid Ga is a remarkable example of intergranular environmental degradation. When the surface of solid Al is wet by liquid Ga, the Ga spontaneously penetrates and replaces the grain boundaries. The driving force is the reduction in energy when a high energy grain boundary is replaced by two low energy Ga/Al interfaces.13– 15 Once an Al sample has been penetrated by Ga, it fails at almost no load.16 As a result, TLP bonding using gallium interlayer must be carried out immediately after applying the gallium layer.17– 19 This method does not require any flux or abrading process to remove the oxide layer from the surfaces to be joined. In fact, when using this method, the presence of original oxide film is essential to prevent intergranular attacking of the base aluminium by liquid gallium before bonding starts. This can be achieved by smearing a thin layer of liquid gallium at temperature just above 30°C on the aluminium surface. Bonding is subsequently achieved by rapid heating of the gallium treated joint interface to the bonding temperature (between 400 and 550°C), where rapid breakdown of the oxide layers occurs and a metallic bond forms within a few minutes.
Temperature gradient TLP (TGTLP) bonding is a suitable method for bonding aluminium alloys in which the presence of oxide layers at the faying surfaces affect the ease of diffusion bonding.19– 21 In this paper, TGTLP bonding of Al2024 alloy using gallium interlayer will be investigated.
Experimental
Materials
For TLP bonding, two kinds of Al2024‐T6 samples were prepared. The first type has a dimension of 15×15×4 mm for metallography, microstructure examinations and shear tests. The second type of samples was cylindrical with a diameter of 10 mm and length of 25 mm for tension tests. Chemical analysis and mechanical properties of base metals are giver in Table 1 (base metals were imposed in conditions similar to conditions of TLP bonding and then mechanical properties were determined). Ga with 99·9wt‐% purity was used as interlayer.
Chemical analysis and mechanical properties of Al2024‐T6

Prebonding procedure
The as received Al2024‐T6 alloys were in two forms: plate with 4 mm thickness and rod with 12 mm diameter. All specimens were cut and machined to produce 15×15×4 mm samples (from plate) and discs 10 mm in diameter and 25 mm in length (from rod). A small lateral hole very close to the faying surfaces was drilled for inserting a K type thermocouple. The faying surfaces were ground using a 1000 grit rotary SiC paper. All specimens were washed thoroughly in alcohol and rinsed in acetone immediately before bonding.
Bonding procedure
A warmed (∼50°C) soft cloth containing an adequate amount of pure gallium was used to smear a thin layer of liquid gallium on the surface of samples to be bonded. In order to improve the wetting of liquid gallium on the Al2024 surface, samples were heated using a hair dryer. As soon as a layer of liquid gallium was formed, two samples were brought into contact and were comforted under a 10 MPa pressure using a fixture and then heated by induction method using a water cooled copper coil up to the bonding temperature (470°C). Temperature was controlled by a K type thermocouple that was in contact with the specimens. Samples were held 6 min at bonding temperature and then quenched into cold water. This stage was carried out by two methods. Six specimens were bonded conventionally (without using temperature gradient), and six specimens were bonded using temperature gradient (three specimens were cylindrical and three specimens were prepared from the sheet of Al2024). Then, homogenising treatment was carried out on all specimens at 495°C for 2 h in argon atmosphere and then aged in 190°C for 8 h.
Microstructure examinations
For microscopy of bond area, 2 mm from edge of samples was machined to eliminate edge effect. Surfaces were polished and etched by Keller's solution for detecting grain boundaries and a solution with composition of 50 mL Poulton solution+25 mL HNO3+40 mL of solution of 3 g chromic acid per 10 mL of H2O for detecting dendrites before optical microscopy. Distribution of precipitates and concentration profile of elements were evaluated by SEM.
Mechanical tests
Microhardness test was carried out on interface area in flat specimens (the same specimens which are used for microstructure examinations). These specimens were also machined to prepare shear test specimens with dimensions of 10×10×8 mm. Shear tests were executed using a fixture that was manufactured for this aim (Fig. 4). Tension test specimens were prepared from cylindrical specimens with dimensions according to ASTM E8.22
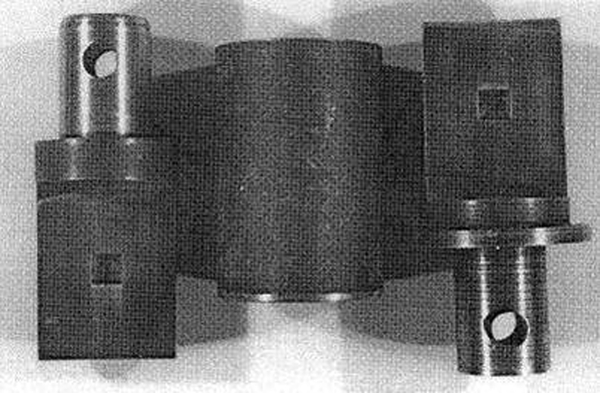
Shear tension test fixture
Results and discussion
In TLP bonding of aluminium alloys using Ga interlayer, heating speed must be as high as possible. Exposure of aluminium surface to gallium liquid can result in severe embrittlement of aluminium. TLP bonding of Al2024 was carried at 470°C for 6 min with different heating speeds of 30, 50, 90 and 120°C min−1 to determine the appropriate heating speed. Interface microstructure was evaluated by optical microscope to recognise gallium attack on Al2024 surface. Results showed that in TLP bonding of Al2024 using Ga interlayer, heating speed should not be <120°C min−1. Heating speed <120°C min−1 is not suitable because of the damaging of Al2024 surface caused by gallium or cracking due to excess diffusion of gallium into grain boundaries. Figure 5 shows gallium attack on Al2024 surface in which heating speed was ∼50°C min−1. According to these results, heating speed was 120°C min−1 in all experiments.
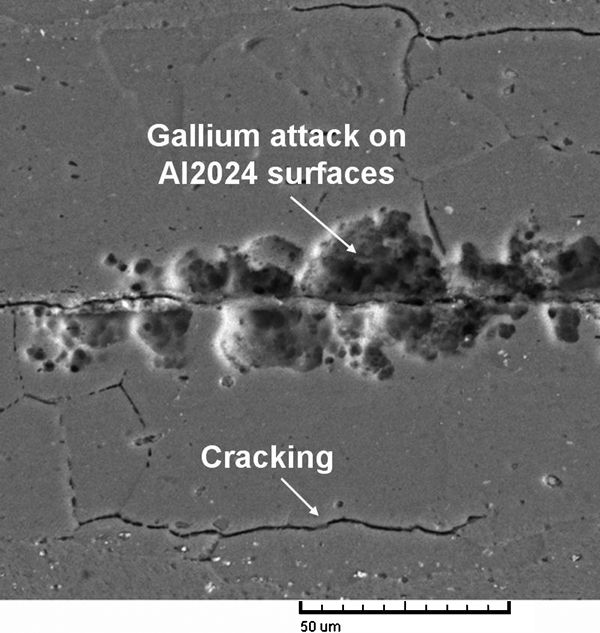
Gallium attack on Al2024 surface because of low heating speed of 50°C min−1
Conventional TLP bonding
When the temperature of Al2024 specimens reaches bonding temperature (470°C), Ga diffuses into base metal, and the liquid zone will be expanded by the melting of base metal edges in adjacent part of the interlayer. This stage continues until concentration of Ga in the liquid decrease down to 60 wt‐% (according to Al–Ga phase diagram). Continuing of Ga diffusion caused Ga concentration in vicinity of the solid/liquid interface to decrease, the melting temperature of liquid to increase and isothermal solidification to begin. Ga diffuses into Al2024 until all liquid solidify isothermally.
In this TLP bonding method, solidification rate is controlled by diffusion rate of Ga into Al2024. Temperature of specimens and liquefied zone is equal (there is no temperature gradient), and solidification front is planar. Isothermal solidification is completed by this mechanism.
Ga content of liquid during isothermal solidification in these specimens is increased by increasing the distance from solid/liquid interface because of the Ga diffusion into the base metal. This means that the temperature of liquid is increased by increasing the distance from solid/liquid interface (temperature of liquid zone is constant and melting temperature is decreased by increasing Ga content of molten aluminium). Consequently, dendrites cannot form and progress into the superheated liquid and solidification front will remain planar. Solidification mechanism of bonding area severely affects microstructure and mechanical properties of the joint.
Aluminium oxide layer was not removed before TLP bonding to prevent gallium attack. This layer is crashed during bonding. Al2O3 particles are not soluble in the liquid and are pushed into liquid by solidification front progression. As a result, these particles are accumulated in grain boundaries and in centreline of bonding zone in which the last stage of isothermal solidification occurs specially. This means that the boundary of two Al2024 parts is not completely removed (Fig. 6).
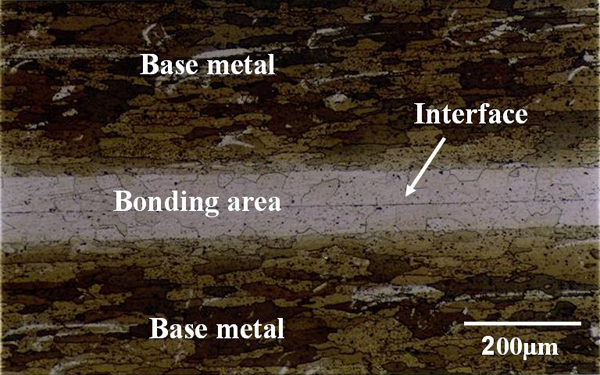
Microstructure of bonding zone in conventionally TLP bonded Al2024
Depletion of bonding zone in copper is other important problem in TLP bonding. Cu is one of the basic alloying elements in Al2024 alloy. Mechanical properties of this alloy strongly depend on Cu content and temper designation of the alloy (e.g. T4 and T6). Microstructure of Al2024 contains θ phase (CuAl2) precipitates, which are distributed in Al matrix. Cu has very low solubility (<0·2 wt‐%) in Al at room temperature. During TLP bonding, θ phase precipitates dissolve in liquid. Because of the concentration difference between liquid and Al matrix, Cu diffuses into matrix and goes out from bonding area. Figure 7 illustrates the concentration profiles of Cu and Ga after isothermal solidification. Results show that the Cu content of bonding area is lower than the base metal. Interface region is depleted of precipitates because of low concentration of Cu in this region (Fig. 8a). Joint area is very brittle due to the presence of considerable amount of gallium in this area and may have been damaged locally during the preparation of specimens for microscopy (Fig. 8a).
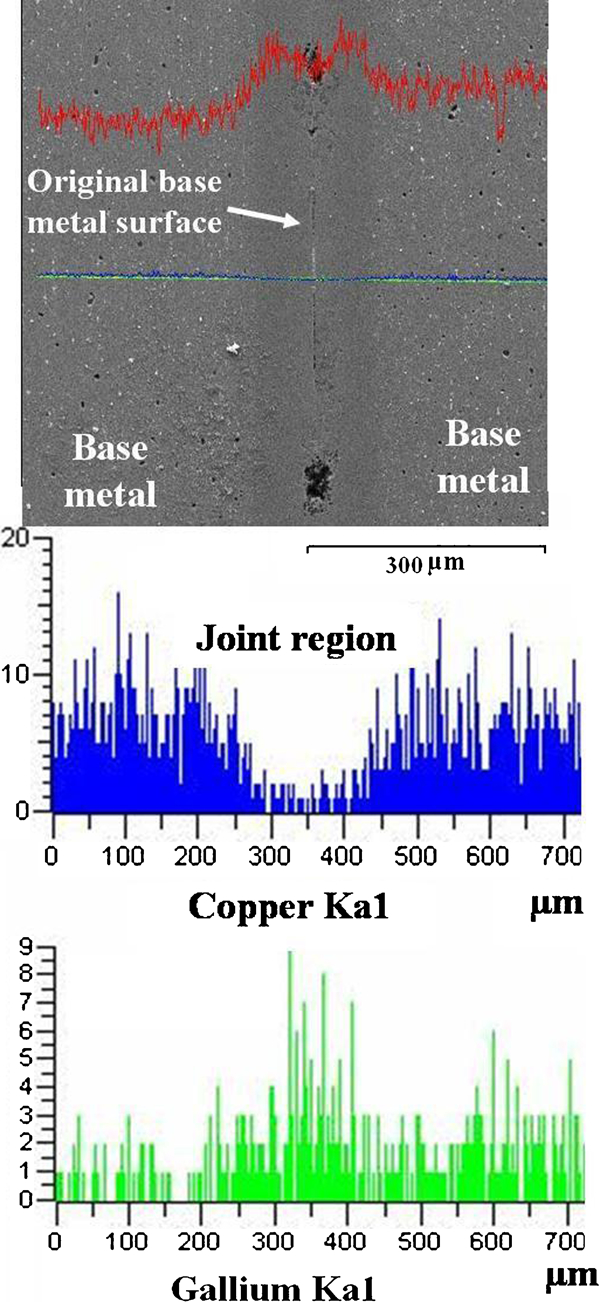
Distribution of Cu and Ga in joint region after isothermal solidification
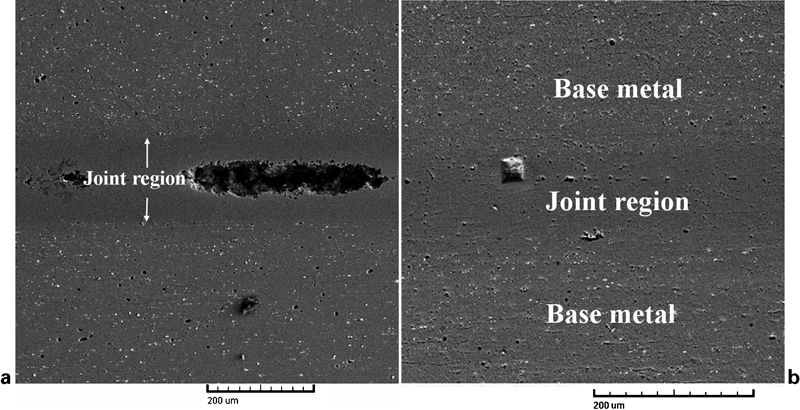
Microstructure of TLP bonded Al2024
During the homogenising stage, Ga diffuses from bonding area to base metal, and copper diffuses from base metal into bonding zone. Heating of a 4 mm thick Al2024 sheet at 495°C for 45 min can dissolve all θ phase precipitates and distribute copper atoms in the base metal. In conventional TLP bonded Al2024 specimens, heating at 495°C for 2 h cannot homogenise the distribution of copper atoms in bonding area. Figure 8b illustrates microstructure of bonding zone after homogenising. The solution of Ga in Al reduces the solubility of copper. The presence of Ga at interface zone causes considerable increase in homogenising time. The increase in homogenising time increases grains size and decreases mechanical properties of Al2024. Shirzadi et al. reported that complete distribution of Ga in Al in conventional TLP bonding of Al using Ga interlayer needs 50–70 h time.20 Heating of Al2024 in 495°C for 70 h can severely damage the alloy.
Results of microhardness tests are given in Fig. 9. Curves show that the interface hardness after isothermal solidification is smaller than that of the base metal. Solution treatment causes homogenising of interface chemical analysis and results in hardness increment. Results show that the hardness of interface zone is still smaller than that of the base metal. In the best cases, tensile strength of the bond is 220 MPa, which is <50% of base metal strength, and shear strength is ∼110 MPa. These results illustrate that conventional TLP bonding of Al2024 using Ga interlayer is not a suitable process for joining this alloy, and basic changes must be carried out in the process.
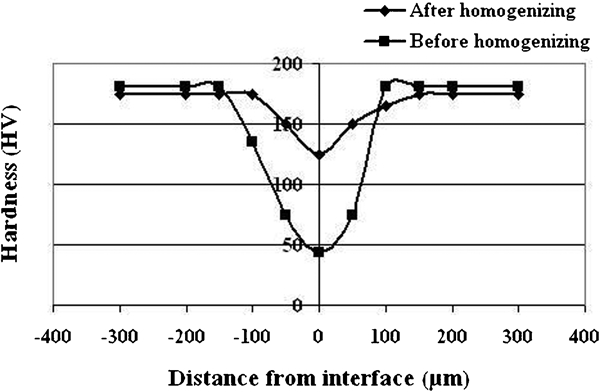
Hardness profile before and after homogenising treatment
Temperature gradient TLP bonding
In this method, two Al2024 parts, which must be joined are, placed between a graphite and a copper part. The temperature of graphite increases faster than aluminium and copper by induction method. As a result, Al2024 specimens are heated very fast because of heat transfer from graphite to Al2024 specimen that is in contact with graphite by conduction mechanism. In this method, temperature of specimens decreases by increasing distance from graphite part, and a temperature gradient about 15±2°C cm−1 was created in Al2024 specimens.
The equilibrium compositions at solid/liquid interfaces are temperature dependent parameters. Therefore, it should be possible to build up a composition gradient across the liquid phase by imposing a temperature gradient ΔT across the reaction zone. This idea is the basis of TGTLP bonding, which is illustrated in Fig. 10, where CL and CS are the equilibrium compositions of the liquid and solid phases respectively at the solid/liquid interface.19, 20
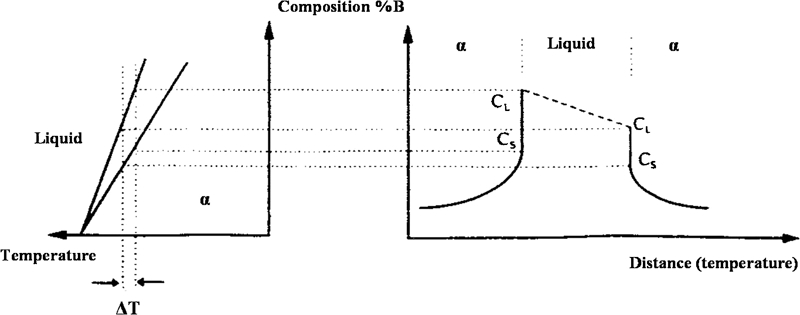
Composition profile within TLP when temperature gradient is imposed across reaction zone
Having established a composition gradient within the liquid, the liquid phase can act as a rapid diffusion path enabling the solute to migrate from the left hand interface, with higher equilibrium solute concentration (lower temperature), towards the right hand interface, with a lower equilibrium solute concentration (higher temperature). A consequence of this solute diffusion is that the concentration of the solute at the left hand interface becomes less, and so its equilibrium solidification temperature rises above the isothermal bonding temperature. Hence, as solute diffuses into the liquid, solidification occurs at the left interface, which accordingly advances to the right leaving a solid with a composition CS. At the same time, the solute concentration in the vicinity of the right interface increases, and so the solid/liquid equilibrium temperature at which solid and liquid coexist decreases (as expected from the phase diagram); consequently, melting occurs. The net result is that the right hand interface retreats to the right with the left hand interface following, i.e. the interface moves from the colder side to the hotter side. As solute is included in the solid that forms at the left hand interface, the liquid will become steadily depleted in solute so that after a finite time all liquid will solidify.
Temperature gradient causes solidification mechanism changing from planar to dendritic. Wang et al. found that conversion of solidification front from planar to cellular or dendritic in TLP bonding of a 45MnMoB steel pipe can result in a decrease in the oxide scale particles and porosities and hence the bonding quality.23 Figure 11 shows microstructure of TLP bonded Al2024 alloy under temperature gradient. These specimens were etched with two etchants. Keller's solution was used to show grain boundaries, and a mixture of Poulton's reagent with chromic acid and nitric acid was used to clarify dendrites. Crashed dendrites can be seen in the bonding zone. Formation and growth of dendrites cause distribution of aluminium oxide particles between dendrites and not to accumulate locally (specially in grain boundaries). As a result, these oxide particles do not act as bonding barrier in the TLP bonding of Al2024. Solidification of Al2024 liquid under an electromagnetic field caused that dendrites to crash during solidification.24– 26 In induction furnaces, an electromagnetic field is created around the specimens. This field crashes the dendrites. These crashed dendrites can be seen in Fig. 11.
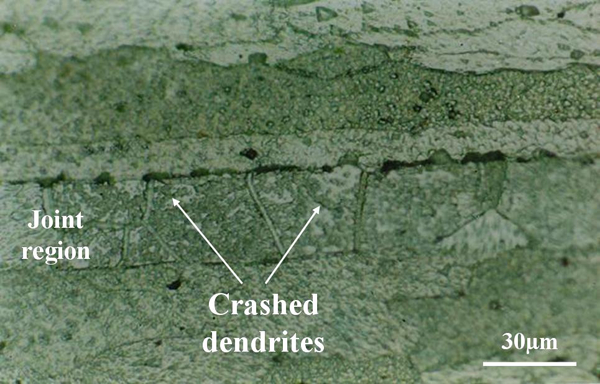
Cross‐section of joint of Al2024 under temperature gradient
Concentration and distribution of alloying elements in bonding zone are affected by the change of solidification mechanism. Figure 12 shows distribution of θ phase precipitates in bonding zone. Bonding zone is not depleted from θ phase precipitates, and most of these precipitates are formed in grain boundaries. This means that chemical composition of bonding area is similar to the base metal. It can be seen that there are no considerable differences between base metal and bonding area. Results indicate that in this method (TGTLP), a joint with microstructure and chemical analysis similar to base metal can be achieved. Analysis of joint area showed that Ga concentration in these specimens is reduced to 0·21 wt‐% after homogenising treatment.
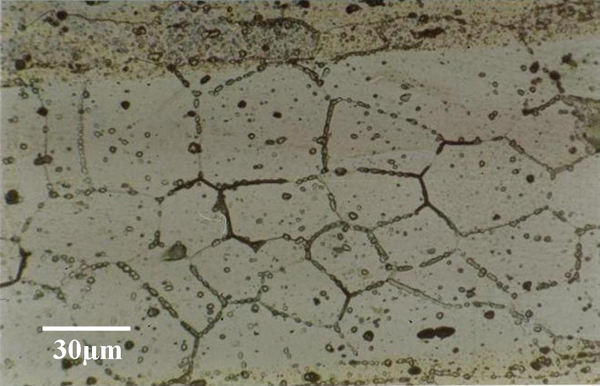
Distribution of precipitates in joint after homogenising stage
Mechanical properties of the joint are also affected considerably by changing olidification mechanism from planar to dendritic. Figure 13 shows stress–strain curve of the base metal and that of the joint made by TGTLP method. It can be seen that tensile strength of the joint increased to ∼460 MPa, which is 92% of the tensile strength of base metal. Elongation of the joint is less than that of the base metal due to, first, the presence of the gallium in the joint, and second, the formation of θ phase precipitates as a closed network around the grains in the joint and decrease of grain boundary sliding during tension test. Furthermore, shear strength of the joint is increased by changing solidification mechanism. Results show that in the best case, shear strength is 220 MPa.
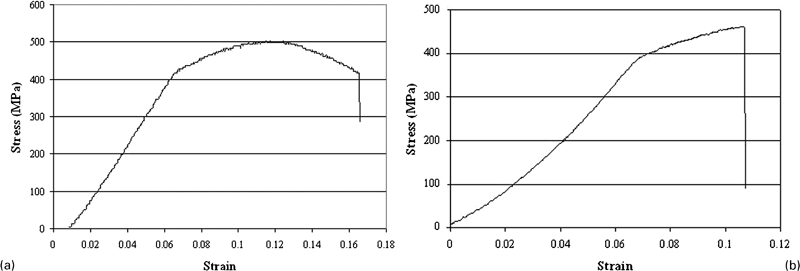
Stress–strain curve of a base metal and b TLP bonded Al2024 under temperature gradient
It should be considered that with high temperature gradient, large interdendrite holes may be formed. These holes decrease mechanical properties of the joint. Figure 14 shows fracture surface of the joint after tension test. There are no large interdendrite holes, and this emphasises that temperature gradient equal to 15±2°C cm−1 is appropriate for TLP bonding of Al2024 with Ga interlayer.
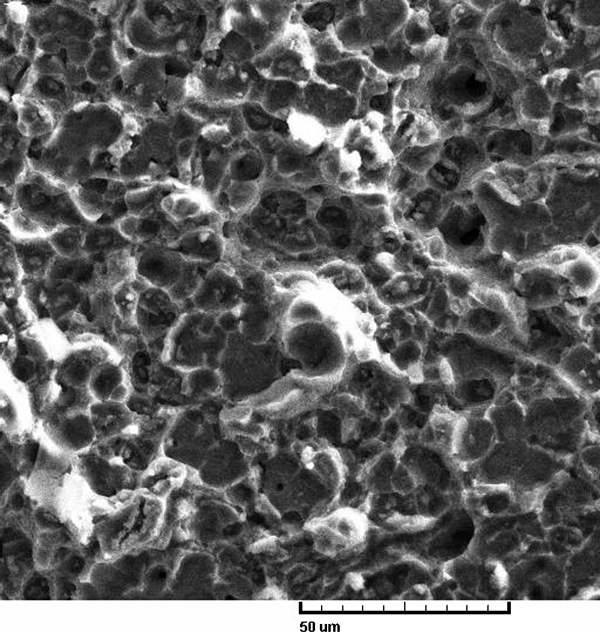
Image (SEM) showing fracture surface of joint after tension test
Conclusions
Ga can be used as an interlayer in TLP bonding of Al2024‐T6 alloy.
Heating speed as high as 120°C min−1 is required to prevent gallium attack on Al2024 surface.
Conventional TLP bonding process using Ga as interlayer cannot create an appropriate joint between two Al2024‐T6 parts. Microstructure and mechanical properties of the joint are considerably different from those of the base metal.
Bonding zone is depleted of θ phase precipitates in conventional TLP bonding of Al2024‐T6 using gallium interlayer.
Solidification mechanism in TLP bonding of Al2024‐T6 under temperature gradient converts from planar to dendritic. As a result, joint microstructure changes considerably compared to conventional TLP bonding.
Tensile and shear strength of the joint created by TGTLP bonding process are equal to 460 and 220 MPa respectively. This means that imposing temperature gradient during TLP bonding of Al2024 can improve the mechanical properties of the joint.