
Abstract
One of the most important issues in resistance spot welding of three‐sheet stack joints is the insufficient growth of the weld nugget, which may cause problems in places needing larger weld nuggets (i.e. sheet/sheet interface). In this paper, the effect of sheet thickness on the pattern of weld nugget development during resistance spot welding of three‐steel sheets of equal thickness is studied. Results showed that there is a critical sheet thickness of 1·5 mm at which the fusion zone size at the sheet/sheet interface is nearly equal to the fusion zone size at the geometrical centre of the joint. Increasing the sheet thickness beyond the critical size causes a shift in the location of weld nugget formation from the geometrical centre to the sheet/sheet interfaces. Below the critical sheet thickness, the weld nugget growth in the geometrical centre of the joint is higher than that in the sheet/sheet interface.
Introduction
In the automotive body structure, the weldments generally join two sheets. However, at some points, e.g. at cross‐member intersections, limitations in structural design make the spot welding of three or four sheets inevitable. In these cases, it is possible that a spot weld with poor quality is produced.1, 2 The welding of multithickness combinations is not well understood, and guidelines are generally based on rule of thumb experience. Despite the application of three‐sheet resistance spot welds (RSWs), the majority of research investigations into spot welding have been carried out on welding of two‐thickness joints, and the present guidelines and recommendations are limited to them. In addition, the published literature on the spot welding of multithickness joints is scarce.2– 6
The weld nugget size is the most important parameter controlling the mechanical performance of the RSWs.7– 10 In a three‐sheet spot weld, the weld nugget may grow from either the sheet/sheet interface or the geometrical centre of the joint (see Fig. 1). One of the most important issues in resistance spot welding of three‐sheet lap joints is insufficient growth of the weld nugget, which may cause problems in places needing larger weld nuggets (i.e. sheet/sheet interface). Therefore, it is necessary to study the weld nugget growth behaviour to understand the welding behaviour and develop guidelines for three‐sheet resistance spot welding.
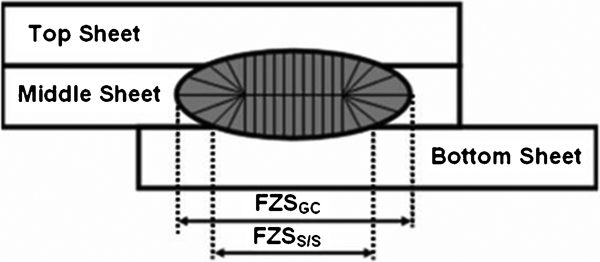
Schematic of three‐thickness spot weld macrostructure (FZSGC: fusion zone size along geometrical centre of joint; FZSS/S: fusion zone size along sheet/sheet interface)
Harlin et al. 3 comprehensively investigated the weld nugget growth mechanism of two and three‐thickness lap joints. Harlin et al. 4 also studied the effect of electrode force on the weld nugget development of three‐thickness (3×1·5 mm) zinc coated steel RSWs. They found that increasing the electrode force from 2·1 to 6 kN leads to a shift in the position of weld nugget formation from the sheet/sheet interface to the centre of the middle sheet. Jung et al. 2 investigated the selection criteria for joining three and four multithickness spot welds by analysing the static strength and fatigue life of the joints. Choi et al. 5 investigated the fatigue behaviour of triple thin sheet spot welds under the tensile shear test. They found a relationship between the fatigue life and the crack opening angle. Coon et al. 6 determined the optimum welding parameters to obtain optimum bottom size and maximum joint strength for 0·8/1·9/1·9 mm DP600 (ferrite–martensite dual phase steel with 600 MPa tensile strength) weld stack‐up. The present paper aimed at investigating the effect of sheet thickness on weld nugget growth when resistance spot welding three sheets of equal thickness in low carbon steel.
Experimental
Uncoated drawing quality specially killed low carbon steel of the type used in automotive industry was used in the investigation. The chemical compositions of all sheet thicknesses were in the following ranges: 0·06–0·08 wt‐%C, 0·21–0·32 wt‐%Mn, 0·01–0·02 wt‐%Si. Three‐sheet stacks of equal sheet thickness combinations, including 0·8/0·8/0·8, 1·2/1·2/1·2, 1·5/1·5/1·5 and 2/2/2 mm, were resistance spot welded using a 120 kVA ac pedestal type resistance spot welding machine, controlled by a programmable logic controller. Welding was conducted using a 45° truncated cone resistance welding manufacturing alliance class 2 electrode with 8 mm face diameter. During all experiments, electrode pressure and welding current were kept constant at 3·5 bar and 11 kA s respectively. In order to investigate the effect of the welding time on the weld nugget growth, welding time was increased from one cycle (50 Hz) till the expulsion was observed. The time required for weld nugget formation in the sheet/sheet interface was determined. Thereafter, the weld nugget growth curves (i.e. the increase in the weld nugget size as a function of welding time) for each combination were plotted. Then, the average slope of the curves was calculated in various welding times.
Samples for metallographic examination were prepared using standard metallography procedure. To reveal the macrostructure and microstructure of the samples, nital etching reagent was used, and an optical microscope was employed to study the zones of interest. The weld nugget [fusion zone (FZ)] sizes were measured at the sheet/sheet interface and at the geometrical centre of the joint for all the samples.
Results and discussion
Analysis of weld nugget growth curve
Figure 2 shows weld nugget growth curves for each sheet thickness. Considering the shape and the changes in the slope of the curves with welding time, the following points can be drawn.
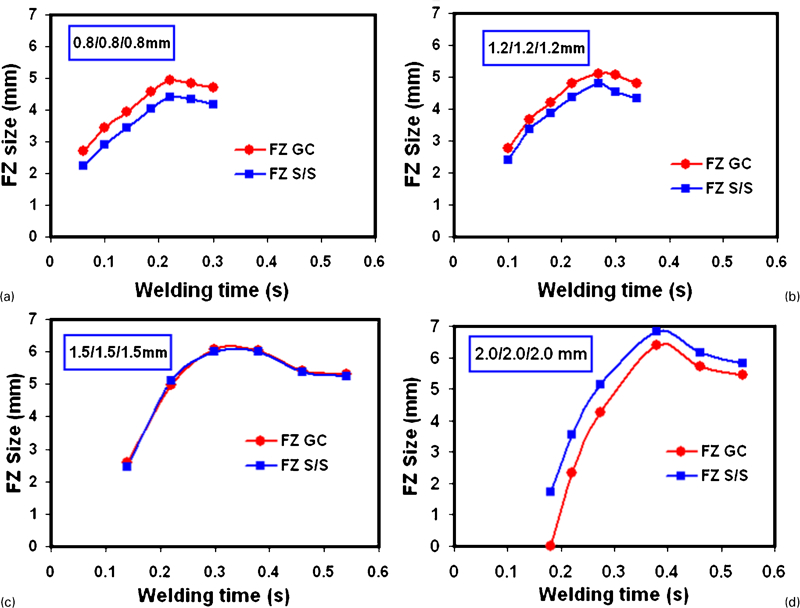
Weld nugget growth curve for a 0·8/0·8/0·8 mm, b 1·2/1·2/1·2 mm, c 1·5/1·5/1·5 mm and d 2/2/2 mm combination
First, the weld nugget growth curves follow the general trends observed in two‐sheet RSWs. As can be seen in Fig. 2, there are four stages in weld nugget growth for three‐sheet RSWs:
Stage A (incubation period): heat is generated but is insufficient to cause fusion across the sheet interfaces
Stage B (rapid weld growth period): sufficient heat is generated to cause fusion in the sheet interfaces and rapid weld nugget growth
Stage C (slow weld nugget growth): a reduction in heat generation as a consequence of decreased resistance resulting in a progressive decrease in weld growth rate
Stage D (negative weld nugget growth): a reduction in weld nugget size and negative weld nugget growth rate as a result of decreased resistance, increasing heat dissipation and expulsion.
Second, the length of the incubation time for weld nugget formation depends on the total sheet thickness of the joint. The effect of total sheet thickness on the incubation time is shown in Table 1. As can be seen, increasing total sheet thickness of the joint increases the total mass of the joint and hence the heat required to raise the temperature to observe significant metallurgical changes and melting.
Characteristics of weld nugget growth curves
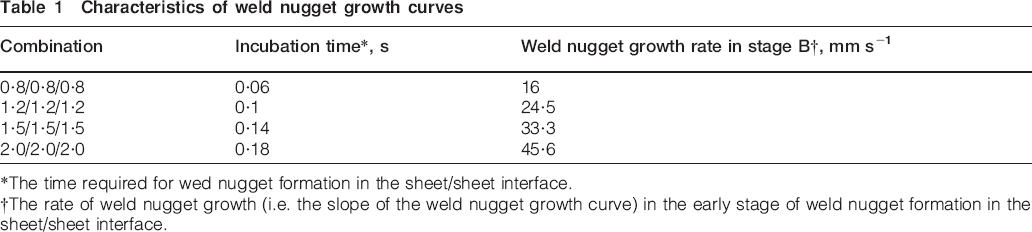
*The time required for wed nugget formation in the sheet/sheet interface.
†The rate of weld nugget growth (i.e. the slope of the weld nugget growth curve) in the early stage of weld nugget formation in the sheet/sheet interface.
Third, the effect of total sheet thickness of the joint on the initial weld nugget growth rate (i.e. rate of weld nugget growth in stage B) is shown in Table 1. The initial weld nugget growth rate increases as the total thickness of the joints is increased. This can be related to higher bulk resistance of stacks with higher total thickness.
Figure 3 shows the shape of weld nugget indicating the changes in weld nugget shape with increasing the sheet thickness. The position of initial melting and nugget formation depends on the sheet thickness involved in various stacks. In the 0·8/0·8/0·8 mm combination, the FZ at the geometrical centre of the joint is greater than that of the sheet/sheet interface (see Fig. 3a). By increasing the sheet thickness to 1·2 mm, the difference between FZSS/S and FZSGC is decreased (see Fig. 3b). In the 1·5/1·5/1·5 mm combination, the FZSS/S and FZSGC are nearly equal (see Fig. 3c). In the 2/2/2 mm combination, the weld nugget growth behaviour is changed. As can be seen in Fig. 3d, in this combination, the weld nugget development is more pronounced at sheet/sheet interfaces rather than at the geometrical centre of the joint (i.e. FZSS/S is larger than FZSGC).
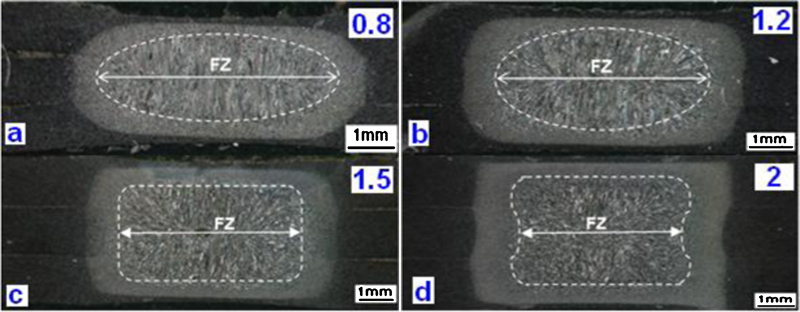
Effect of sheet thickness on weld nugget shape
Critical sheet thickness
It has been experimentally observed that in the case of two‐thickness RSWs, initial heat generation and weld nugget formation occur where the resistance to the flow of current is the greatest, i.e. at the sheet/sheet interface.1 Weld nugget formation is a balance between heat generation and heat dissipation.3 Heat generation is a function of welding parameters (i.e. welding current, welding time, etc.), and heat dissipation is a function of the mechanism, which is dependent on the sheet thickness and stack configuration. Since interfacial resistance is greater than bulk resistance, in the initial stages of the welding process, greater resistive heating is expected to occur at the sheet/sheet interface. Part of this heat at the sheet/sheet interface is conducted to the central region of the middle sheet. If the thickness of the middle sheet is sufficiently thick (i.e. large mass), this sheet can absorb a considerable amount of the heat before melting.3 In this case, the position of weld nugget formation is at the sheet/sheet interfaces. However, it was found that increasing the sheet thickness leads to a shift in weld nugget position from the centre of the middle sheet to sheet/sheet interfaces. As can be seen, the sheet thickness of 1·5 mm can be considered as the critical sheet thickness in which the FZSS/S and FZSGC are nearly the same. Below the critical sheet thickness, the weld nugget growth at the geometrical centre of the joint is higher than at the sheet/sheet interface. Beyond the critical sheet thickness, the weld nugget is well developed at the sheet/sheet interfaces. It is interesting to note that the weld nugget formation position can affect the failure mode and mechanical properties. Fusion zone size at the sheet/sheet interface is the key controlling factors for mechanical properties and failure mode. Weld nugget resistance against interfacial failure mode is determined by FZSS/S. Therefore, if the sheet thickness is below the critical sheet thickness, where the weld nugget growth at the sheet/sheet interface is not sufficient, the joint will be more prone to interfacial failure mode. Therefore, it is necessary to apply the welding current for a longer welding time to ensure sufficient growth of weld nugget along the sheet/sheet interface and pullout failure mode during mechanical testing. It should be noted that the critical sheet thickness for the observed transition in weld nugget growth depends on the materials type.
Conclusions
Studying in order to gain a better understanding of growth of weld nuggets and their mechanical properties is the first step to understand the welding behaviour of three‐sheet RSWs and develop proper guidelines for them. Under the experimental conditions used in this study, a critical sheet thickness of 1·5 mm is defined in which the FZ size at sheet/sheet interface is nearly equal to the FZ size at the geometrical centre of the joint. Increasing the sheet thickness beyond the critical sheet thickness caused a shift in the location of weld nugget formation to the sheet/sheet interfaces. Below the critical sheet thickness, the weld nugget growth at the geometrical centre of the joint is higher than that at the sheet/sheet interface.
Footnotes
Acknowledgements
The authors would like to thank Islamic Azad University, Dezful Branch for supporting and providing the foundation of this research.