
Abstract
The effects of considering thermal transport in weld modelling of residual stress and distortion are evaluated by performing a thermal transport analysis first to compute the temperature history which is then used as loading in a conventional elastoplastic analysis to compute the residual stress. A gas metal arc welding (GMAW) and a hybrid GMAW/laser welding case are used as examples. For each weld, residual stresses are computed once assuming conductive heat transfer only and once assuming convective (thermal transport) heat transfer. For GMAW welding, both heat conduction and thermal transport analyses produced similar temperature, residual stress and distortion results, indicating that heat conduction modelling with the double ellipsoid model may be sufficient for modelling GMAW. For hybrid welding, the heat conduction and thermal transport analyses produced different temperature histories and distortion results, demonstrating the need for including thermal transport effects in modelling keyhole welding. However, the residual stress results were in close agreement, suggesting that heat conduction analyses may be sufficiently accurate for computing residual stress even in keyhole welding.
Introduction
Modelling of welding distortion and residual stress has been an active research area since the late 1970s. Some of the first publications in weld modelling include Refs 1–3. Significant research in the 1980s includes the development of the ‘double ellipsoid’ heat input model by Goldak et al., 4 and the modelling of phase transformations.5– 7 Most of the weld modelling in the 1970s and 1980s involved two-dimensional models transverse to the welding direction using either plane strain or generalised plane strain conditions. These models demonstrated good correlations with experimental measurements for residual stress. However, these models were not capable of predicting the magnitudes of angular8 distortion and longitudinal buckling and bowing.9 Developments in weld modelling in the 1990s included the use of three-dimensional moving source models,10– 12 the development sensitivity formulations13, 14 and the development of the applied plastic strain method.9, 15, 16 Three-dimensional moving source models demonstrated the capability to model all distortion modes.
A detailed review of finite element modelling for welding residual stress and distortion modelling is available in Refs. 17–20. Typically, modelling of welding residual stress and distortion involves one way coupled thermomechanical analyses. Conductive heat transfer is considered in the thermal analysis using empirical models to apply the welding heat input. To consider the effect of the convective heat flow in the molten metal, artificially high thermal conductivity values are assigned for temperatures that exceed the melting point. Rate independent elastoplastic material response is considered in the mechanical analysis using the results of results of the thermal analysis as thermal load. Both thermal and mechanical analyses are typically performed using the finite element method in a Lagrangian reference frame.
Thermal transport models of welding typically involve coupled heat and mass transfer and typically use computational fluid dynamics (CFD) solution methods in Eulerian reference frames. A viscoplastic material response is assumed in most thermal transport analyses of welding to eliminate the need for tracing and integrating the material response. As such, thermal transport analyses of welding result into zero residual stress and have primarily been used to model the temperature field and physical shape of the weld pool,21– 25 the interaction between arc and material,26 buoyancy, surface tension and magnetohydrodynamic effects.27
Although thermoelastoplastic modelling of welding is reportedly computing residual stress in close agreement with experimental measurements,15, 17– 19 it is difficult to correlate the computed and measured fusion zones especially for high energy intensity processes such as laser and hybrid welding.28– 30 The objective of this study is to evaluate the effects of thermal transport in the computation of welding residual stress and distortion. A gas metal arc welding (GMAW) and a hybrid GMAW/laser welding case are used as test cases where residual stress and distortion are computed by elastoplastic analysis using temperatures from conduction only and a conduction/convection (thermal transport) analyses.
Mathematical formulations
Thermal transport
Thermal transport analyses of welding involve solving the mass conservation, momentum balance and energy balance simultaneously. The analysis is typically performed in an Eulerian reference frame attached to the welding torch with material flowing through the control volume The analysis is further simplified by assuming quasistatic conditions and thus eliminating dependence on time.
The mass conservation equation (continuity equation) is given by

The conservation of momentum equation is as follows

Pure viscoplastic material response is assumed and the deviatoric stress σ′ is calculated as follows

The energy conservation equation is written in terms of enthalpy H as follows

Thermoelastoplasticity
Welding residual stress analyses typically involve solving the energy and momentum balance sequentially in a Lagrangian reference frame. The material is attached to the mesh and the welding torch travels with time. The thermal analysis assumes that conductive heat transfer only. Convective energy transfer is indirectly simulated by using artificially high thermal conductivity for temperatures above melting. The energy balance equation is as follows

The momentum balance equation is further simplified by assuming negligible inertia and body forces as follows

Evaluation of thermal transport effects on welding residual stress computations
The assumption of pure viscoplastic behavior (equation (3)) in thermal transport models of welding results in zero residual stress because once the velocity becomes zero, equation (3) results in zero deviatoric stress. Computing residual stress requires modification of the constitutive model to account for the elastic component of stress which depends on the deformation history of each particle. Furthermore, if material evolution, such as hardening or transformations, is to be also considered in the computation of residual stress, the temperature, stress, strain and internal variable history of each material particle need to be computed. In an Eulerian reference frame, this can be accomplished by computing backwards the streamline of each particle and then integrating the material evolution along the stream line.31– 33 Another approach is to use a mixed finite element analysis (FEA) formulation and enforcing the evolution in a weak form.34– 37 Both approaches are quite specialised and require custom computer programming.
A simplified approach has been implemented in this work to account for the effects of thermal transport in the residual stress computation. A thermal transport analysis is performed first to compute the temperature history which is then used as loading in a conventional elastoplastic analysis to compute the residual stress. The thermal transport analysis is computed in a Eulerian reference frame using the commercial CFD code Fluent.38 The elastoplastic analysis is performed using an in-house Fortran 90 Lagrangian finite element code. The temperature history for the Lagrangian reference frame is computed by translating the steady state Eulerian results by the welding velocity (Fig. 1). Assuming that the welding torch travels along the z axis, the relation between the Largangian and Eulerian z coordinates of a particle is as follows

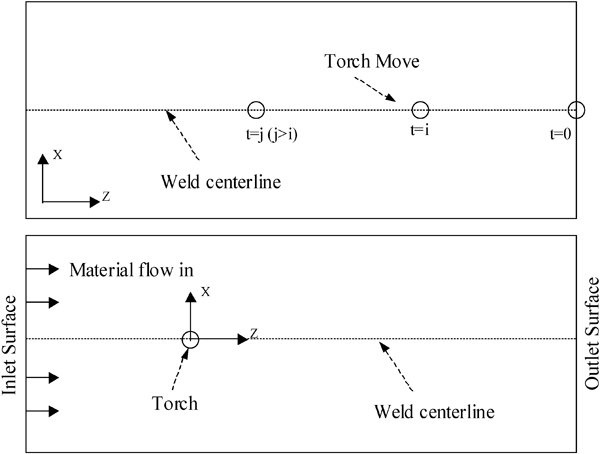
Eulerian (upper) and Lagrangian (lower) frames in welding analysis
The Eulerian CFD model is build longer than the actual part such that the temperatures return back to room temperature at the outlet surface. Furthermore, since the CFD code uses a finer mesh than the FEA code, a proximity search algorithm is implemented to find the nearest CFD node to each FEA node.
Numerical results
A GMAW and a hybrid GMAW/laser welding case are used as examples to evaluate thermal transport effects on welding residual stress and distortion. For each each weld, residual stresses are computed once assuming conductive heat transfer only and once assuming convective (thermal transport) heat transfer as well.
GMAW weld
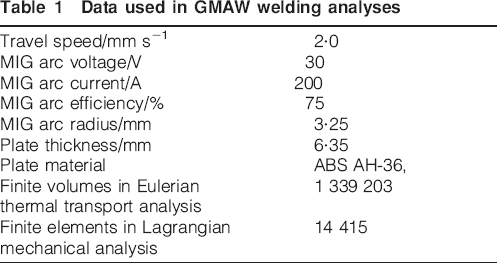
The gas metal arc weld case is a butt weld of two AH-36 flat plates. Table 1 lists the geometry, welding conditions and thermal properties. The mechanical properties used are listed in Ref. 39.
Data used in GMAW welding analyses
The welding heat input in the thermal transport analysis is applied as surface flux as follows
The heat conduction analysis uses the double ellipsoid4 volume source heat input model.
Figure 2 illustrates the computed temperatures for the GMAW weld. As seen in the figures, the computed temperature distributions are similar for the both heat conduction and thermal transport analyses, indicating that for GMAW a conductive heat transfer analysis using the double ellipsoid heat input model may be sufficiently accurate. Figure 3 illustrates the compute longitudinal stress for the GMAW weld. Again, the results are in close agreement. Figure 4 illustrates the computed deformation. The difference in maximum deformation magnitude is 0·04 mm and the general deformation shape is in close agreement.
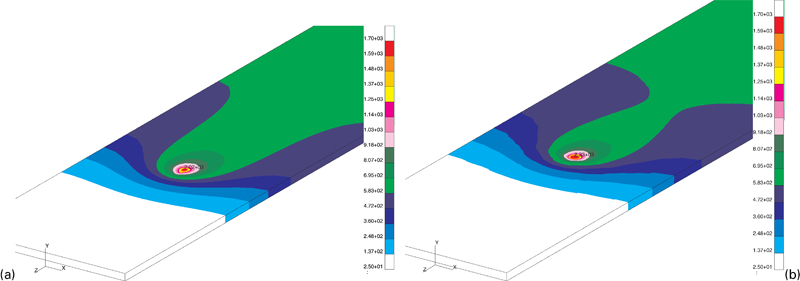
GMAW weld temperatures (°C)
GMAW longitudinal stress results neglecting thermal transport (solid line) and considering thermal transport (dashed line) (MPa): stress is plotted along centreline (x axis), top surface of plate
GMAW plate deformation magnitude neglecting thermal transport (mm, ×10)
Hybrid GMAW laser weld
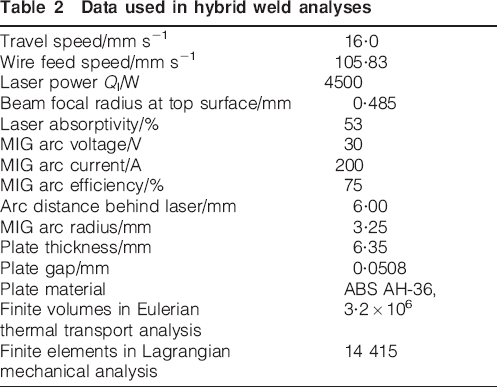
The hybrid GMAW laser case is a butt weld of two AH-36 flat plates. Table 2 lists the geometry, welding conditions and thermal properties.
Data used in hybrid weld analyses
The GMAW portion of the heat input is modelled using a surface heat flux and a double ellipsoid volumetric heat source model for the thermal transport and heat conduction analyses respectively. The laser keyhole in the thermal transport analysis is modelled by removing the material inside the keyhole and applying a fixed melting temperature on the keyhole surface. This approach was originally proposed in the Eulerian analysis of reference.40 The geometry of the keyhole is determined from a section of the weld. In the heat conduction analysis, the laser heat input is modelled by a second double ellipsoid. Details of the approach are presented in Ref. 29.
Figure 5 illustrates the computed temperatures for the hybrid weld. The temperature distributions appear similarly in the transverse (x) direction for both assuming conductive heat transfer only and thermal transport analyses. However, the transport case has the temperature cooling significantly faster in the longitudinal (z) direction, indicating that a heat conduction based thermal analysis is not sufficient for hybrid welding.
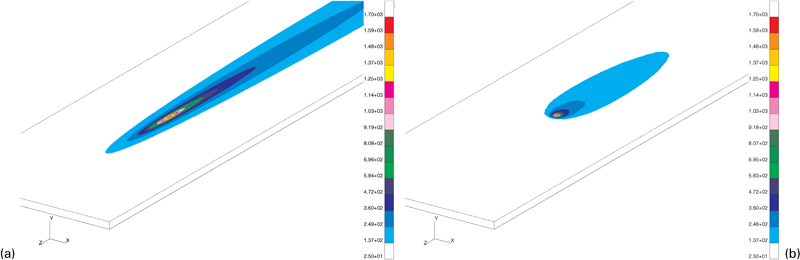
Hybrid weld temperatures (°C)
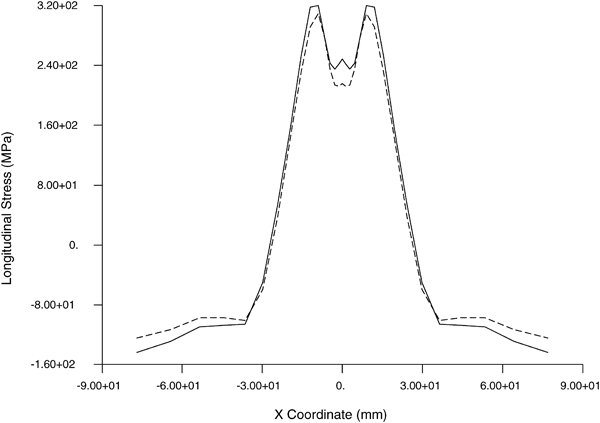
Figure 6 depicts similar contour plots for the longitudinal stress distribution for both the heat conduction and transport hybrid weld analyses. The results indicate that although neglecting that thermal transport in the thermal analysis of hybrid welding may produce inaccurate temperature histories, the computed residual stress may be sufficiently accurate.
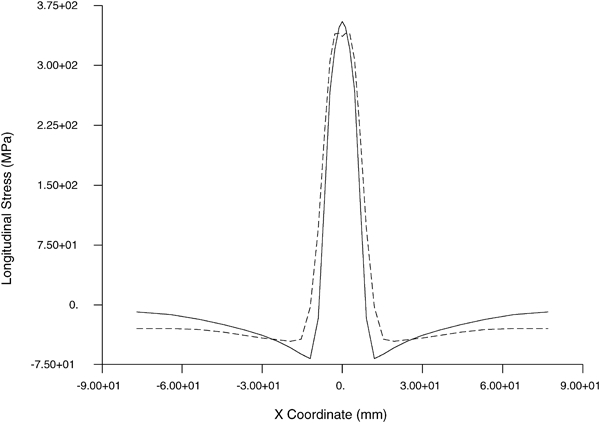
Hybrid weld longitudinal stress results neglecting thermal transport (solid line) and considering thermal transport (dashed line) (MPa): stress is plotted along centreline (x axis), top surface of plate
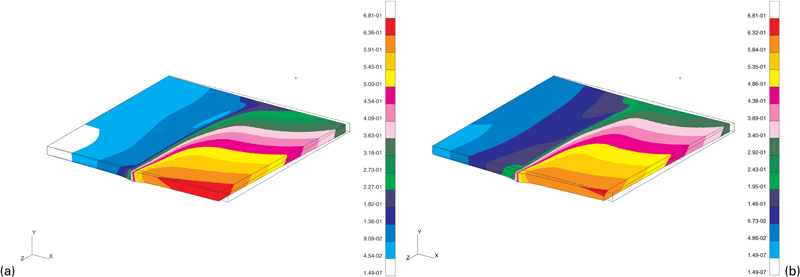
Figure 7 illustrates a comparison of the computed deformation. The total magnitude of deformation is 0·72 mm for heat conduction analysis and 1·40 mm for the analysis considering thermal transport, suggesting that considering thermal transport effects in hybrid weld modelling can have a significant effect in the computed distortion.
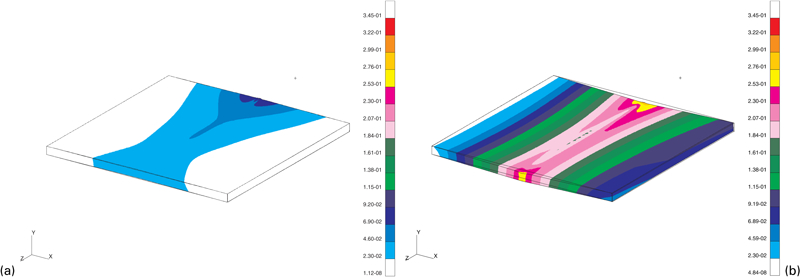
Hybrid weld plate deformation magnitude (mm, ×10)
Conclusions
The effects of considering thermal transport in weld modelling of residual stress and distortion are evaluated in this paper by performing a thermal transport analysis first to compute the temperature history which is then used as loading in a conventional elastoplastic analysis to compute the residual stress. A GMAW and a hybrid GMAW/laser welding case are used as examples. For each each weld, residual stresses are computed once assuming conductive heat transfer only and once assuming convective (thermal transport) heat transfer. The results are summarised as follows.
For GMAW welding, both heat conduction and thermal transport analyses produced similar temperature, residual stress and distortion results, indicating that heat conduction modelling with the double ellipsoid model may be sufficient for modelling GMAW.
For hybrid welding, the heat conduction and thermal transport analyses produced different temperature histories and distortion results, demonstrating the need for including thermal transport effects in modelling keyhole welding. However, the residual stress results were in close agreement, suggesting that heat conduction analyses may be sufficiently accurate for computing residual stress even in keyhole welding.