
Abstract
Keyhole welding with the plasma arc welding process occurs when the engineered nozzle and the plasma gas flowrate impart the arc pressure and heat distribution necessary for the formation of a keyhole weld pool. Experimental investigations were conducted to determine the influence of nozzle orifice diameter on weld width and weld stability for a range of substrate thicknesses in Ti-6Al-4V. The experimental results are compared with a semianalytical heat flow model. Both the experimental results and the semianalytical model show that the nozzle orifice diameter can significantly influence the top width and penetration for a given parameter set, particularly in relatively thin substrates.
Introduction
Plasma arc welding (PAW) is a low cost precision welding process capable of producing high quality welds. Moreover, keyhole mode may be preferentially selected over conduction mode to enhance productivity, reduce melt volume and improve weld integrity.1 However, the application of plasma arc processes for keyhole welding has been limited by the severe difficulty of selecting and optimising a large number of process parameters. As such, it is important to investigate the influence of various parameters on the formation of different weld pool modes (partial penetration, keyhole welding and cutting) in order to develop a better understanding of the mechanisms underlying the formation of a stable keyhole weld pool and, potentially, a generalised model of keyhole weld pool formation. Such work may lead to reduced process application costs and subsequently increased popularity for keyhole PAW.
One method for identifying stable keyhole welding conditions involves representing the stable operating range as a two-dimensional parameter envelope for two of the following three parameters: current, traverse speed or plasma gas flowrate (PGFR, e.g. see Refs. 2–6). The envelope identifies the transition from stable conditions to partial penetration or cutting modes. The aforementioned parameters are interdependent, requiring a fine balance to maintain a stable keyhole.
In addition, keyhole diameter and weld dimensions may be correlated with keyhole formation and stability,7– 11 thus providing insight into the physical mechanisms underlying keyhole formation and stability. Traverse speed and current (i.e. specific heat input) have been shown to have a significant effect on weld width. Increasing the PGFR has been shown to have a limited effect on the top and bottom widths.12
Top and bottom width contour lines may be drawn on current traverse speed parameter envelopes due to the relative insensitivity of both top and bottom widths to PGFR changes.13 The observed maximum and minimum top widths at any PGFR may be used to describe the absolute boundary limits between stable keyhole welding and cutting and stable keyhole welding and partial penetration respectively. These boundaries move as the PGFR changes.12, 13
The shifting of the parameter envelope with PGFR is one of the main reasons for the limited application of PAW. In addition, the parameters developed for one system cannot be generally applied to other systems, and a significant number of parameters must be specified. The lack of transferability of parameters between PAW systems is often attributed to differences in torch design.3, 14– 16
The nozzle orifice diameter (OD) is one of the most significant aspects of the welding torch design. A copper nozzle placed around the tungsten electrode constricts an otherwise free burning arc. Decreasing the nozzle OD raises the current density and plasma momentum, resulting in increased penetration for the given current and PGFR levels. However, the maximum current that can be employed before double arcing occurs (double arcing is the destruction of the non-ionised layer of gas, which insulates the orifice surface from the arc)18 decreases as the nozzle OD decreases.19, 23 Greater currents enable full penetration keyhole welding of thicker substrates and at higher traverse speeds. As such, larger nozzle ODs are generally employed for thicker substrates.8, 17, 18 However, the physical mechanisms underlying the effects of nozzle OD on keyhole formation and stability in substrates of various thicknesses have yet to be identified and are the subject of the current paper.
An experimental study of the effect of nozzle OD on keyhole PAW for representative thin and thick substrates was conducted using Ti-6Al-4V alloy. The results from the experimental study are compared with a semi-analytical heat transfer model appropriate for keyhole PAW that was developed from existing models. The heat transfer model highlights the importance of nozzle ODs on weld dimensions for representative thin and thick substrates.
Experimental
A series of bead on plate welding parameter trials were conducted in Ti–6Al–4V substrates of 2·1, 3·0 and 6·0 mm thicknesses. The trials were conducted in the down hand position using a variety of nozzle ODs. Before welding, all the substrates were cleaned on both sides with a dedicated wire brush and acetone. The weld pool and all the base materials that are heated above ∼400°C are shielded from oxidation by an argon based trailing and backing shield system.
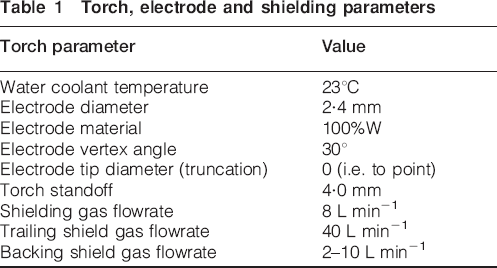
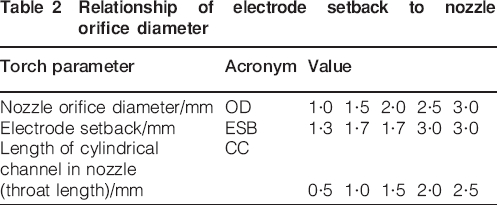
For an efficient experimental characterisation, the current, traverse speed and PGFR were incrementally varied during a single pass.2 The PGFR, current, traverse speed and arc voltage were measured using a welding parameter measurement system. The non-varying torch, electrode and shielding gas parameters were developed from a series of pretrials and as specified by the torch manufacturer (Table 1). The electrode setback was chosen to be at least 0·2 mm greater than the cylindrical channel length of the nozzle (Table 2). The maximum current levels employed in this study are limited to levels specified by the torch manufacturer for each nozzle. The pointed tip of the electrode was inspected post-experiment and shown to not suffer any degradation.
Torch, electrode and shielding parameters
Relationship of electrode setback to nozzle orifice diameter
Results
Substrate (2·1 mm)
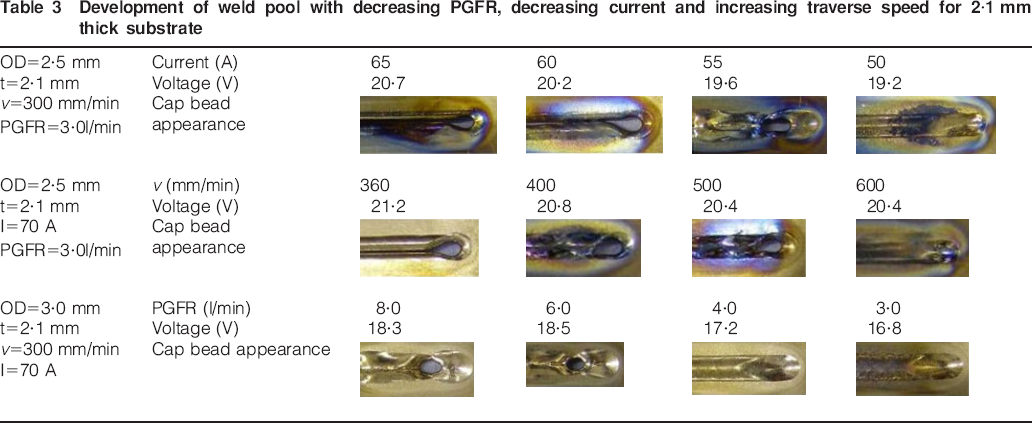
Provided that the nozzle OD is proportioned relative to the substrate thickness and that the current, traverse speed and PGFR levels are suitably selected for keyhole welding, a transition from partial penetration welds to stable keyhole welds will occur by progressively increasing the current, decreasing the traverse speed or increasing the PGFR. In thin substrates (i.e. <4–5 mm), further changes to these parameters will generally result in a transition from stable keyhole welds to periodic or incomplete coalescence cuts.12 However, attempts at keyhole welding using relatively large nozzle ODs on thin substrates reveal that stable full penetration welds cannot be easily achieved. In Table 3, it is shown that progressively decreasing the current, increasing the traverse speed or decreasing the PGFR changes the result from periodic or incomplete coalescence (cutting) to partial penetration without forming a stable weld. The transition from partial penetration welds to stable keyhole welds and from stable keyhole welds to incomplete coalescence cuts may be broadly related to the effect of these parameters on weld pool dimensions.12
Development of weld pool with decreasing PGFR, decreasing current and increasing traverse speed for 2·1 mm thick substrate
Substrate (6 mm)
The effect of nozzle OD on penetration and weld geometry is shown for varying traverse speeds in Fig. 2. It is evident that for the nozzle ODs employed, the nozzle OD has a limited effect on the top width in thicker specimens. Furthermore, the transition from full penetration to partial penetration welds, as indicated by the loss of bottom width dimension, occurs at smaller traverse speeds as the nozzle OD increases and the current decreases (Fig. 2).
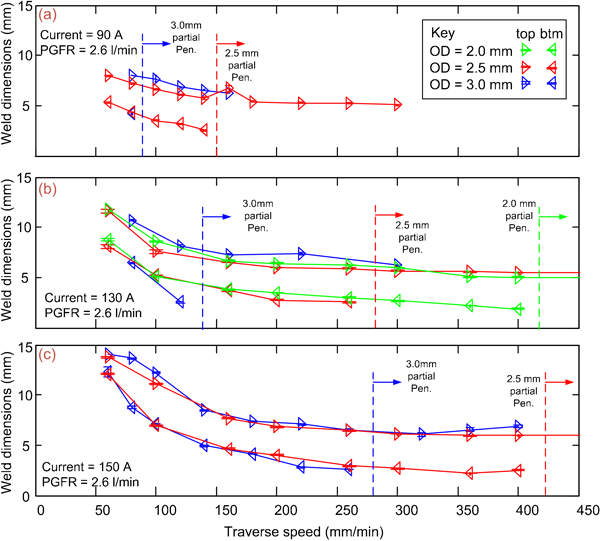
Effect of nozzle orifice diameter on penetration and weld geometry for a 90 A, b 120 A and c 150 A: onset of partial penetration is marked for each nozzle orifice diameter
Discussion
General observations of bottom width dimensions
The maximum and minimum bottom widths of stable keyhole welds are presented from data collated during the course of this study in Table 4. Where the maximum or minimum limit (i.e. transition from keyhole welding to partial penetration, incomplete coalesce or weld pool sag) was not observed, the maximum or minimum bottom width is not given. For all substrate thicknesses, increasing the nozzle OD is shown to increase the minimum bottom width. This result is not surprising as the arc pressure distribution is correlated to the nozzle OD.8
Maximum and minimum bottom widths for range of substrate thicknesses and nozzle ODs*
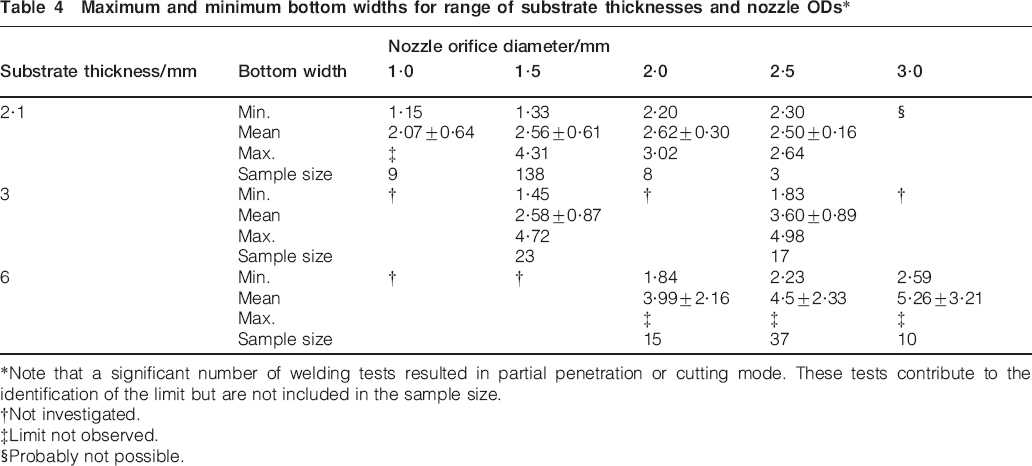
*Note that a significant number of welding tests resulted in partial penetration or cutting mode. These tests contribute to the identification of the limit but are not included in the sample size.
†Not investigated.
‡Limit not observed.
§Probably not possible.
Increasing the nozzle OD when welding the 2·1 mm substrate is shown to decrease the maximum bottom width. Limited data from experimental studies on 3 mm thick substrates revealed that the maximum, minimum and mean widths increased with nozzle OD (see Table 4 for limits and Ref. 12 for experimental results). The minimum bottom width in the 6 mm substrate increases with nozzle OD; however, incomplete coalescence is not observed at this substrate thickness. Instead, the unsupported bottom width may grow to significant dimensions (e.g. 12 mm) without rupture.
Substrate (2·1 mm)
At first glance, two distinct relationships of weld width to increasing currents are evident in Fig. 1. Both 1·0 and 1·5 mm nozzle OD experiments form keyhole weld pools, while the 2·0, 2·5 and 3·0 mm nozzle OD experiments do not. The former experimental group (1·0 and 1·5 mm nozzle ODs) shows a relatively smaller increase in weld width for increased current compared to the latter group (2·0, 2·5 and 3·0 mm nozzle ODs). The widths of the keyhole welds created using 1·5 mm nozzle ODs are slightly greater than the widths of the keyhole welds created using 1·0 mm nozzle ODs. The transition from partial to full penetration does not appear to influence the top width (1·5 mm, Fig. 1), suggesting that any heat lost in the efflux plasma with full penetration has limited influence on the top width. The top widths corresponding to the 2·0, 2·5 and 3·0 mm nozzles are smaller than the top widths corresponding to the 1·0 and 1·5 mm nozzles at low currents and greater at high currents. It will be shown in a subsequent section that this behaviour can be reasonably modelled using semianalytical techniques in which heat is distributed in a Gaussian manner on the surface of a finite thickness substrate and where the distribution parameter is related to the nozzle diameter.
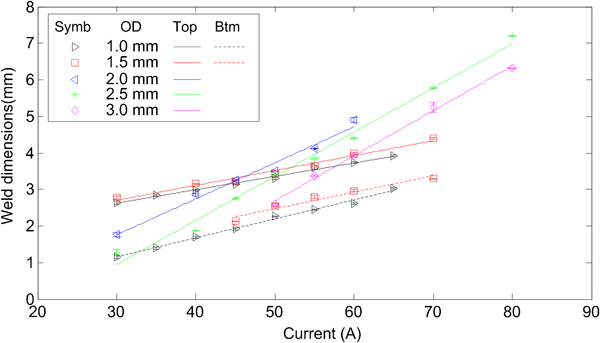
Effect of nozzle orifice diameter on weld dimensions in 2·1 mm Ti–6Al–4V: v=300 mm min−1 and PGFR=1·0 L min−1
In Fig. 1, full penetration keyhole welds were not achieved using 2·0 or 2·5 mm nozzles. However, in earlier trials, stable full penetration welds (with significant undercut) were achieved in 2·1 mm substrate using 2·0 and 2·5 mm nozzle ODs (the range of bottom widths that can support full penetration keyhole weld for these nozzle ODs is small, as shown in Table 4). The difficulty in achieving keyhole welds in thin substrates using relatively large nozzle diameters appears to be due to several concurrent phenomena:
the arc pressure distribution increases with the nozzle OD,8, 24 resulting in a general increase in keyhole diameter
the minimum bottom width increases with the nozzle OD
the top width dimension is more sensitive to current increases as the nozzle size increases (Fig. 1)
the generation of undercut increases as the nozzle OD increases.
The keyhole diameter is determined by the action of surface tension and arc pressure on the rear surface of the weld pool. When welding relatively thin substrates, the keyhole diameter may increase above a critical level such that the surface tension is overcome by the arc pressure and the two sides of the weld pool cannot coalesce.12
Substrate (6 mm)
The relationship of maximum traverse speed required for full penetration to the arc current is shown in Fig. 3 for three nozzle ODs. An increase in the nozzle OD tends to decrease the penetration capacity such that greater current levels or reduced traverse speeds are required to achieve an equivalent penetration. Increasing the PGFR level can also increase the penetration provided that sufficient heat is transferred to the substrate for a given traverse speed.12
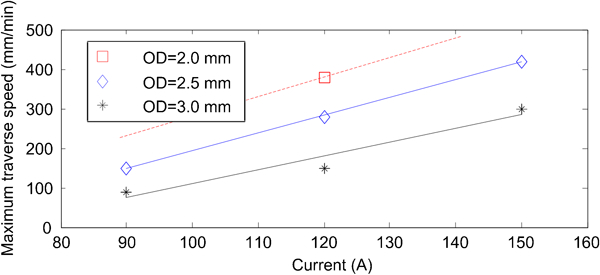
Relationship of maximum traverse speed to current describing transition from partial to full penetration for three orifice nozzle diameters (6 mm thick substrate)
For thick substrates (i.e. >5 mm), incomplete coalescence is suppressed as the low density and high surface tension of titanium allows the formation of a large drooping weld bead. This mechanism has been well documented in the literature (e.g. see Refs. 10 and 25). Weld pool sag is shown to significantly increase as the traverse speed reduces.
Analytical heat flow modelling
The development of analytical models to include the effect of a finite thickness workpiece and a heat source with a circular Gaussian distribution has been recently reviewed elsewhere26 and so will not be duplicated here. Two models are compared here, which employ circular Gaussian distribution heat sources on a semi-infinite substrate [i.e. three-dimensional (3D)] and a finite substrate [i.e. two and a half-dimensional (2·5D)], as shown in the Appendix. The distribution parameter employed in these models will now be justified from physical considerations.
The heat and current density of the PAW torch may be measured with the split anode technique. The heat and current density has been shown to have a Gaussian distribution on the flat measurement surface8, 22, 27 and may be modelled as
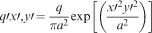


The energy transfer efficiency (arc efficiency ηa) has been measured to be between 25 and 80% in PAW.12 The large range may be attributed to process parameters, torch design and welding mechanism (partial penetration or keyhole). Water cooled nozzles reduce the arc efficiency compared to gas tungsten arc welding.32 In the absence of experimental data of the energy transfer efficiency from the experimental rig, the energy transfer efficiency is selected to correlate the model results to the measured dimensions. It may be noted that the limitations of the model (such as the circular Gaussian heat source acting on the top surface and the assumption of temperature independent thermophysical properties) affect the magnitude of the energy transfer efficiency determined from the correlation.
Three-dimensional and 2·5D models (see Appendix), which assume that the heat is distributed on the top surface (circular Gaussian) and that the distribution parameter varies with the nozzle OD, may be used to simulate the top width dimension (Fig. 4a and b) but cannot simulate the penetration of the observed keyhole welds (cf. Figs. 1 and 4c and d). The 3D and 2·5D models are unable to simulate weld pool penetration or the bottom width for a correlated top width dimension. This result suggests that some of the heat from the arc, which may due to high temperature plasma or electron condensation, is deposited internally (that is, within the keyhole). Therefore, an advanced heat source model for keyhole PAW must provide for the distribution of some heat within the substrate. Heat reflected from the bottom surface in the finite thickness substrate appears to slightly reduce the correlation to experimental data (cf. Fig. 4a and b). This result may be due to the fact that heat cannot be reflected at the bottom surface within the keyhole.
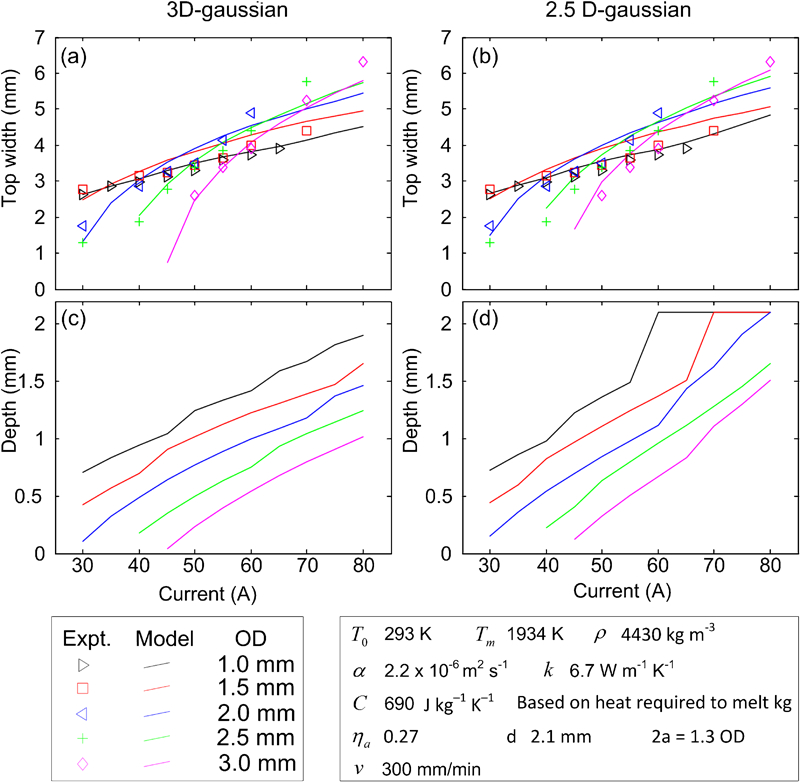
Effect of nozzle orifice diameter on top width predicted by a 3D model with Gaussian heat source and b 2·5D model with Gaussian heat source with image (n = 1) and compared to experimental results and predicted penetration depths for c 3D and d 2·5D models
The basic experimental trends are similar to the trends identified by the models (Fig. 4a and b). For example, the largest nozzle OD (3·0 mm) is predicted to transfer heat in too diffuse a manner to melt the substrate at low currents. However, once melting has occurred (at 60 A), the top width rapidly increases in size with further current increases. That the top widths for the 1·0 and 1·5 nozzle ODs are smaller than that predicted may be due to greater penetration, which occurs with small nozzle ODs and also because these welds fully penetrated the substrate such that additional heat is lost in the efflux plasma compared to partial penetration weld pools, which reflect the plasma. It is further interesting to note that the transition current (i.e. that which describes the transition between partial and full penetration) is predicted to decrease with nozzle OD (e.g. compare 1·0, 1·5 and 2·0 mm in Figs. 1 and 4d).
The 3D Gaussian analytical model was also employed to model the effect of nozzle dimension on weld width for the substrate experimentally investigated in Fig. 2. The analytical model revealed that changes to the nozzle OD (i.e. from 2 to 3 mm) have a limited effect on the top width for a substrate of 6 mm. A simple comparison of the ratio of the nozzle OD to substrate thickness reveals that the ratio varies from 0·48 to 1·43 for the thin substrate (e.g. Fig. 1) and only from 0·33 to 0·5 for the thick substrate (e.g. Fig. 2).
Conclusions
The nozzle OD has a pronounced yet differing effect on the formation and stability of keyhole welds in thin and thick substrates.
In thin specimens, welding with larger nozzle ODs was shown to result in larger weld dimensions, reduced weld pool penetration, greater changes to the weld dimension in response to an increased current, reduced weld pool stability and greater undercut. Stable keyhole welds are difficult to form in thin substrates when welding with a relatively large nozzle OD because such nozzles impart a relatively large keyhole diameter under the action of a more diffuse arc pressure. Large keyhole diameters in thin substrates limit the surface tension acting on the rear of the keyhole such that the arc pressure separates the two sides of the weld pool, preventing coalescence.
In thick specimens, welding with larger nozzle ODs was shown to have a negligible effect on weld dimensions and result in a reduced stable operating range as the weld pool penetration decreases. However, the cutting mode is suppressed due to changes to the weld pool geometry and subsequently surface tension.
The nozzle OD has a significant effect on penetration capacity such that the transition from partial to full penetration occurs at higher traverse speeds and lower currents for smaller nozzle ODs.
A distributed heat source model that is dependent on the nozzle OD and acts on the top surface of a semi-infinite or finite substrate shows that the distribution of the arc energy on the top surface, which is dependent on the nozzle OD, has greater significance in thin specimens than in thick specimens. However, the model does not simulate the observed penetration characteristics, implying that the heat source model must be modified to account for the distribution of some heat within the substrate.