
Abstract
The microcracking susceptibility in dissimilar multipass weld metals was investigated by a multipass weld test using different type 316L stainless steels with varying P and S contents and using different alloy 690 filler metals with varying Ce contents. The relation between microcracking susceptibility and (P+S) and Ce contents in every weld pass of the multipass weld was investigated. Ductility dip cracks occurred in the compositional range of Ce/(P+S)<0·22, and solidification/liquation cracks occurred in that of Ce/(P+S)>1·1, while no cracks occurred at Ce/(P+S) between 0·22 and 1·1. The ductility dip cracking susceptibility could be improved by adding Ce due to scavenging of impurity elements. Microcracking could be completely prevented in dissimilar multipass weld metals using two kinds of filler metals containing 0·077 wt-%Ce for the weld passes beside the stainless steel base metal (320 ppm P and 183 ppm S) and containing 0·032 wt-%Ce for the other weld passes.
Keywords
Introduction
A Ni based superalloy, i.e. alloy 600, is commonly used in steam generators of pressurised water nuclear reactors. However, serious damage, such as primary water stress corrosion cracking, has been found in alloy 600 components.1 A Ni based superalloy, i.e. alloy 690, is the material of choice for pressurised water nuclear reactor components because of its superior primary water stress corrosion cracking resistance compared to alloy 600. It is planned that alloy 690 will be substituted for the existing alloy 600 in aged nuclear power plants.2, 3 However, it has been pointed out that alloy 690 is highly susceptible to hot cracking under heavy restraint conditions, such as welding of thick components.4 Microcracking (microfissuring) in the reheated weld metal during multipass welding can be of particular concern. Based on the cracking location, hot cracks are generally categorised as solidification cracking, which occurs in the solidified weld metal, and as liquation cracking and ductility dip cracking, which occur in the base metal's heat affected zone or the reheated weld metal. According to previous studies,5– 11 microcracking in alloy 690 welds has been dominantly characterised as ductility dip cracks. The ductility dip crack susceptibility was obviously heightened with an increase in the amounts of impurity elements, such as P and S, in the filler metal. In addition, the amount of (P+1·2S) in the weld metal should be limited to 30 ppm in order to prevent microcracking in the multipass weld metal.12 The primary cause of ductility dip cracking in the reheated weld metal of alloy 690 is thought to be the reduced hot ductility and/or the imbalance between inter- and intragranular strengths at the high temperatures used, which lead to the grain boundary (GB) segregation of impurity elements such as P and S. Furthermore, the authors have also proposed an effective method for preventing microcracks by the use of alloy 690 filler metals containing rare earth metal (REM), such as La or Ce, and they confirmed that microcracks in the multipass welds of alloy 690 could be completely prevented using filler metals with 0·01–0·025 wt-%REM (La or Ce).13, 14 A similar benefit of REM addition for hot cracking susceptibility has been suggested in the laser welding of alloy 718.15, 16
On the other hand, a type 316L stainless steel has been widely employed in nuclear power plants. Accordingly, dissimilar welding of alloy 690 to type 316L stainless steel is inevitable in practical application. However, only a few studies have reported on the dissimilar welding of alloy 690 to stainless steels.17– 19 The amounts of impurity elements, such as P and S, in stainless steels are generally higher than those in Ni base superalloys, and there would be large compositional variation in alloying elements in the dissimilar weld metal when the penetration ratio is varied during welding. Therefore, the weldability, especially the possibility of weld cracking, in dissimilar multipass weld metals of alloy 690 to type 316L stainless steel becomes a serious problem.
The objective of the present study is to clarify the microcracking behaviour in dissimilar multipass welds of alloy 690 to type 316L stainless steel and to validate the beneficial effect of Ce addition on the microcracking susceptibility of dissimilar multipass weld metals.
Experimental
Materials
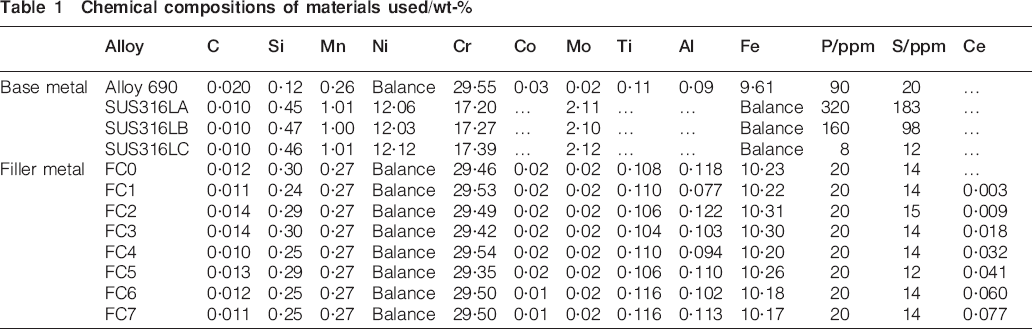
The base metal used in this study is a commercial alloy 690 and three different type 316L stainless steels (316LA, 316LB and 316LC) containing varying amounts of impurity elements, such as P and S. Eight different filler metals of alloy 690 (FC0–FC7) varying in Ce content were employed in the dissimilar welding of alloy 690 to type 316L stainless steel. The chemical compositions of the base metal and the filler metals used are shown in Table 1. The diameters of the filler wires were 1·2 mm.
Chemical compositions of materials used/wt-%
Methods
In order to simulate the dissimilar weld metal of alloy 690 to type 316L stainless steel, type 316L stainless steels were butt welded using alloy 690 filler metals, as shown in Fig. 1a. The test specimens for evaluating the microcracking susceptibility were manufactured by single pass gas tungsten arc welding (GTAW) of 4 mm thick plates with a 90° single V groove, 0·5 mm root face, as shown in Fig. 1b, using the above filler metals. The GTAW conditions were as follows: arc current of 160 A, arc voltage of 14 V, welding speed of 1·67 mm s−1 and wire feed speed of 15 mm s−1.
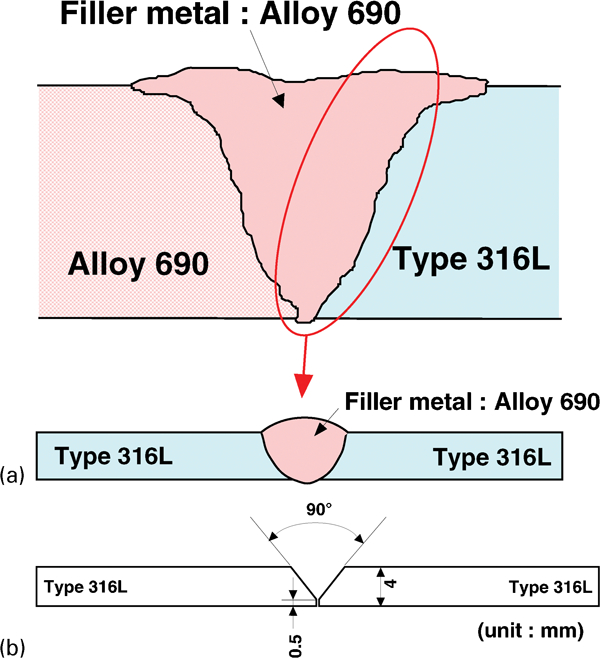
Schematic illustrations of welding specimens
The microcracking susceptibility in the reheated weld metal was quantitatively evaluated by the Varestraint test (spot and transverse Varestraint tests) using a welded specimen, as shown in Fig. 2. The thickness of the Varestraint test specimen was 3 mm, which was ground to a 4 mm thick weld illustrated in Fig. 1b. The cracking susceptibilities of ductility dip and liquation cracks were evaluated by the spot Varestraint test and that of solidification crack was evaluated by the transverse Varestraint test. The augmented strain was varied over the range of 0·50–2·44%. The spot welding conditions were arc current of 70 A, arc voltage of 11 V and holding time of 40 s, and the transverse welding conditions were arc current of 80 A, arc voltage of 11 V and welding speed of 1·67 mm s−1. The microcracking susceptibility in the simulated dissimilar multipass weld metal was evaluated by the multipass weld cracking test. Dissimilar multipass GTAW with 30 passes in 12 layers of type 316L stainless steels using alloy 690 filler metals was conducted using 20 mm thick plates with a 50° single V groove (1·5 mm root face), as shown in Fig. 3. The multipass GTAW conditions were as follows: arc current of 160–220 A, arc voltage of 11–14 V, welding speed of 0·83–1·0 mm s−1 and interpass temperature from room temperature to 413 K. In order to validate the prevention of microcracking in the actual dissimilar multipass welds of alloy 690 to type 316L stainless steel, dissimilar multipass GTAW with 30 passes in 12 layers was also conducted using 20 mm thick plates. The detail welding conditions were the same as above.
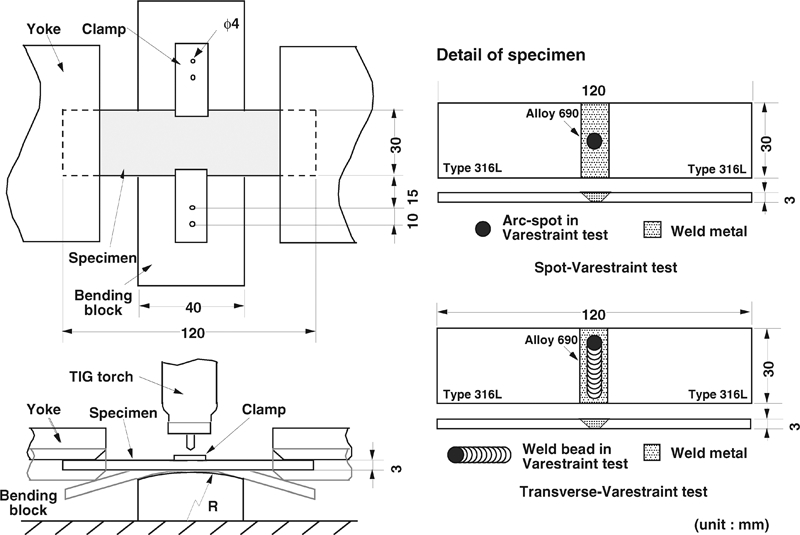
Schematic illustrations of spot and transverse Varestraint test procedures
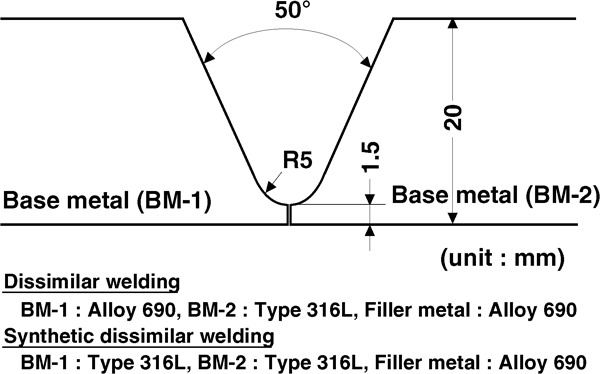
Schematic illustration of multipass welding specimen
The multipass weld metal was sectioned and prepared for microscopic observation by grinding and then polishing using 400–1500 emery papers. The final polishing was performed with 1 μm alumina paste. Electrolytic etching was then performed with a 10% oxalic acid ethanol solution at 1·5–3·0 V for 25–30 s.
The relative dilution ratio of each weld pass in the multipass weld metal was defined as schematically illustrated in Fig. 4 and obtained from microphotographs of cross-sectioned multipass welds.
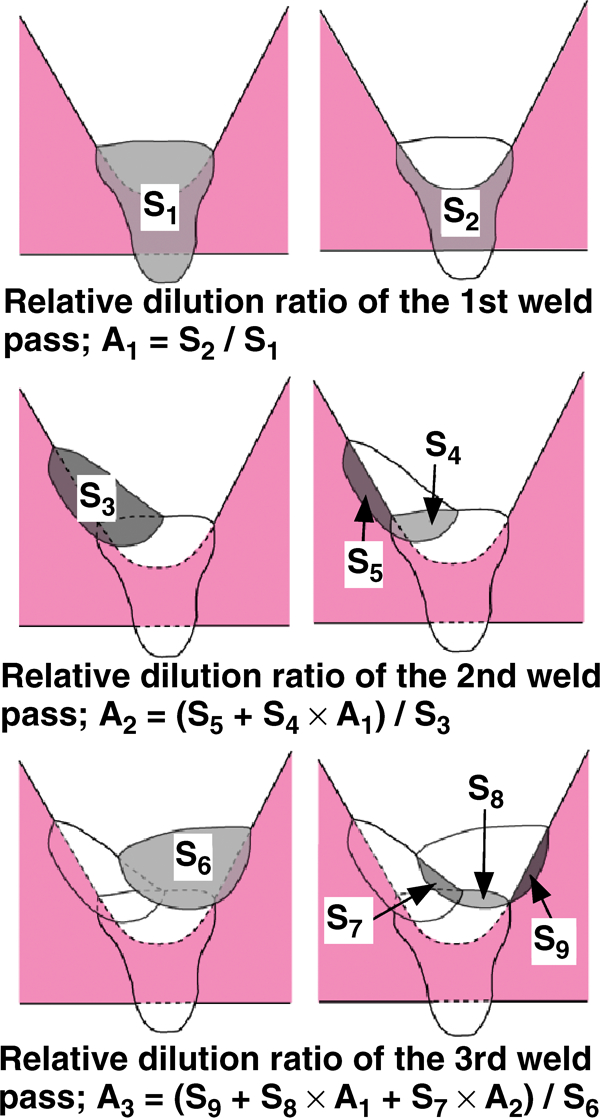
Definition of relative dilution ratio of each weld pass in multipass weld metal
Microcracking behaviour in dissimilar multipass weld metal of alloy 690 to type 316L stainless steel
A cross-sectional view of dissimilar multipass welds of alloy 690 to type 316L stainless steel is shown in Fig. 5. A commercial high purity filler metal containing 20 ppm P and 5 ppm S was employed in this case. Microcracks occurred at the GB in the weld beads beside the stainless steel base metal under the subsequent weld bead, while no microcracks occurred in the other weld beads. Scanning electron microscopy observation of the crack surface revealed that the microcracks in the dissimilar multipass weld metal could be characterised as ductility dip cracks. It follows that ductility dip cracks occur in the weld beads beside the stainless steel base metal even when using low impurity filler metals with (P+1·2S)<30 ppm.12 The difference between alloy 690 welds and dissimilar welds of alloy 690 to type 316L stainless steel is the contamination of P and S due to the penetration of a stainless steel because the P and S contents in commercial stainless steels are generally higher than those in alloy 690.
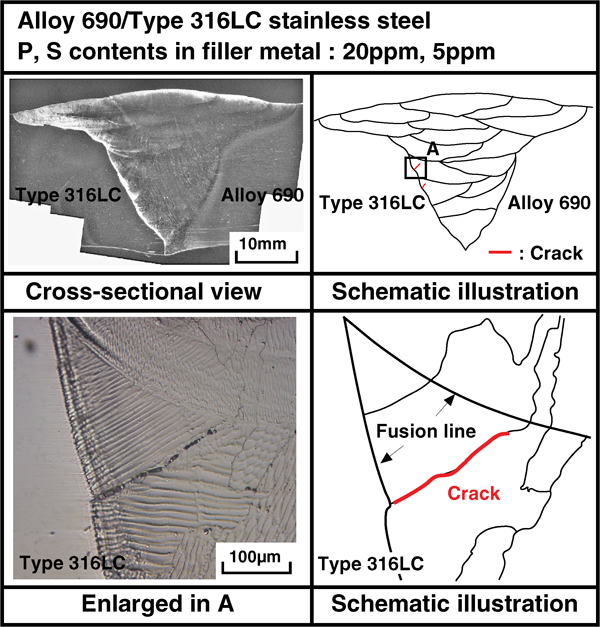
Microcracks in dissimilar multipass welds of alloy 690 to type 316L stainless steel using commercial filler metal
Effect of Ce addition on microcracking susceptibility in dissimilar multipass welds of alloy 690 to type 316L stainless steel
From the fact that the contamination of impurity elements (P and S) from the base metals influences the degree of microcracking in dissimilar multipass welds of alloy 690 to type 316L stainless steel, the reduction in impurity elements in the base metal, as well as the filler metal, is likely to be one of the most efficient methods for preventing microcracks in multipass welds. However, in practice, it is not easy to refine P and S in the base and filler metals to the extremely low levels required (i.e. extra high purity). In addition, the contamination of P and S due to the penetration of stainless steel is inevitable even when the extra high purity filler metal will be applied. As an alternative approach, the present study investigated the effect of Ce addition to the filler metal on the microcracking susceptibility of dissimilar multipass welds. This element has good affinity for P as well as S and may act to scavenge these impurities.
Microcracking susceptibility in simulated dissimilar weld metal
The microcracking susceptibility of the reheated weld metal using filler metals with various Ce contents between 0 and 0·077 wt-% (FC0–FC7) was evaluated by the Varestraint test. Cracks occurring in this test could be classified into three types: cracks occurring apart from the fusion line (regarded as ductility dip cracking), those occurring beside the fusion line (regarded as liquation cracking) and those occurring in the weld pool (regarded as solidification cracking). Figure 6 shows an example of the effect of the Ce content in the weld metal on the cracking susceptibilities of ductility dip, liquation and solidification cracks evaluated by spot and transverse Varestraint tests (base metal type 316LC stainless steel, relative dilution ratio of 35% and calculated (P+S) content of 0·0025 wt-%). The cracking susceptibilities of ductility dip and liquation cracks were evaluated as the total crack length, and that of solidification crack was evaluated as the maximum crack length. The (P+S) and Ce contents in the weld metal were calculated from the relative dilution ratio in the GTAW process used to manufacture the Varestraint testing specimens. The ductility dip cracking susceptibility drastically decreased with an increase in the Ce content in the weld metal, and few ductility dip cracks occurred at Ce contents of >0·02 wt-%. On the other hand, the liquation cracking susceptibility remained low for Ce contents <0·02 wt-% and then drastically increased beyond 0·03 wt-%. A similar tendency could be observed in the solidification cracking susceptibility when the Ce content was varied.
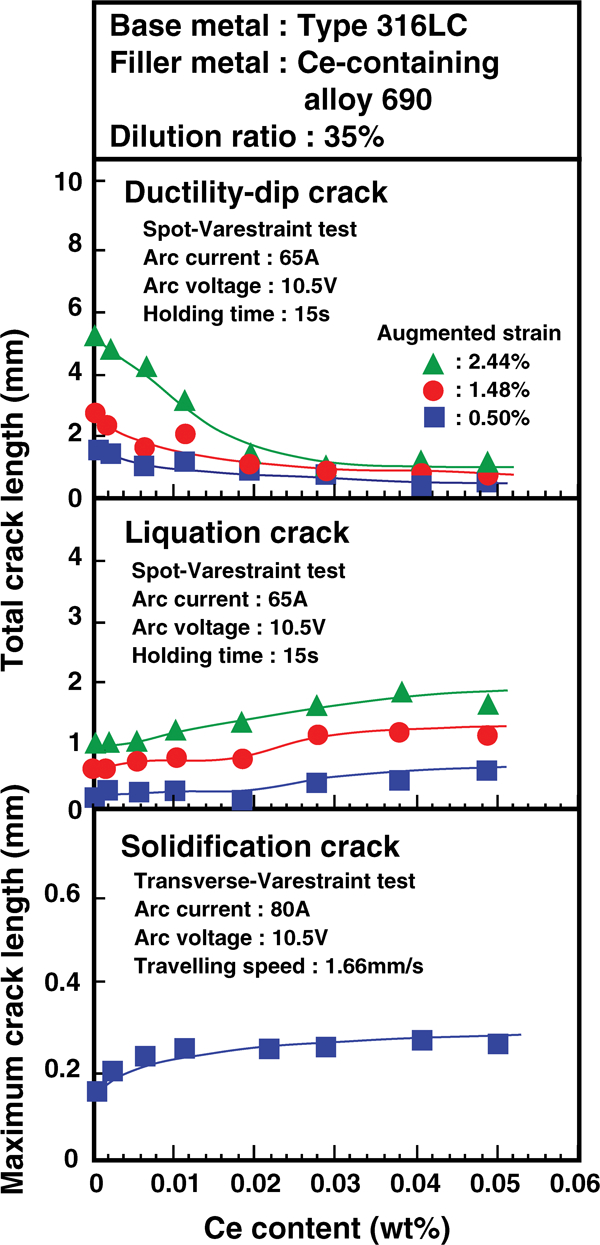
Relation between Ce content in weld metal and microcracking susceptibility (base metal, type 316LC; relative dilution ratio, 35%)
Microcracking susceptibility in multipass weld metal
Any differences in the microcracking susceptibility with the (P+S) content in the base metal, the Ce content in the filler metal and the relative dilution ratio of the weld metal were investigated by the multipass weld cracking test using the simulated dissimilar weld metal. The multipass welding of type 316L stainless steels with varying (P+S) content was conducted using the Ce containing alloy 690 filler metal. Figure 7 shows a cross-sectional view of the multipass weld metal and the distribution (contour map) of the relative dilution ratio measured in it. The relative dilution ratio of the first weld pass was ∼70%, and the relative dilution ratios of the upper weld passes beside the base metal (type 316L stainless steel) were almost constant, i.e. being ∼60%. In contrast, the relative dilution ratios of the other central weld passes that were not beside the base metal were relatively low, i.e. being <10%.
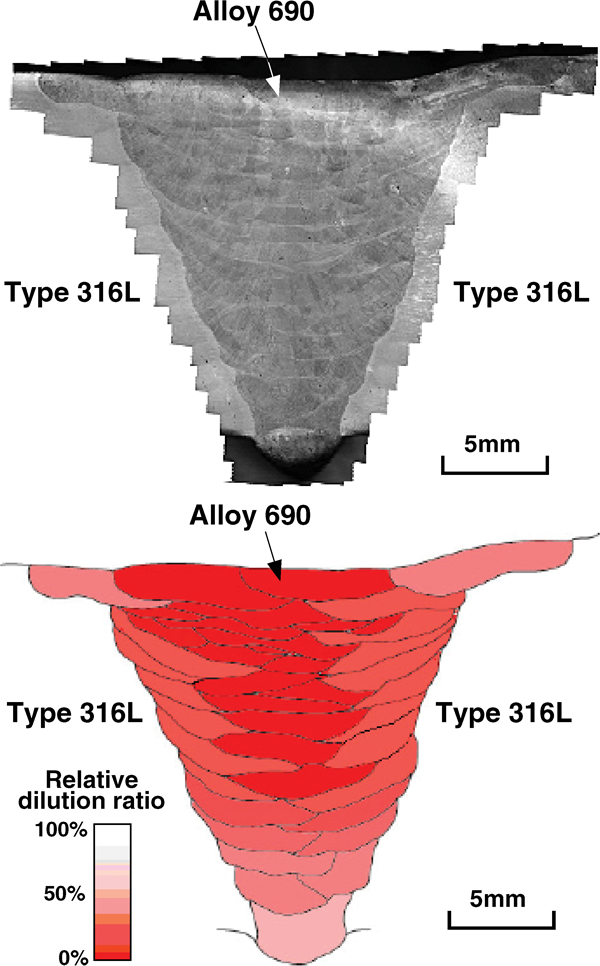
Cross-sectional view of multipass weld of type 316L stainless steel using alloy 690 filler metal and distribution of relative dilution ratio measured in multipass weld metal
The amounts of (P+S) and Ce in each weld pass were calculated from the relative dilution ratio, and their relations with the microcracking susceptibility in each weld pass were investigated for the multipass welds of type 316LA, 316LB and 316LC stainless steels. The results are shown in Fig. 8. The occurrence of ductility dip and liquation/solidification cracks in the multipass weld metal was principally established from the crack location. The occurrence of microcracks could be approximately mapped by the compositional parameter (atomic ratio) in the weld metal. Namely, ductility dip crack occurred in the multipass weld metal in the composition range Ce/(P+S)<0·22 and liquation/solidification cracks occurred in Ce/(P+S)>1·1, while no cracks occurred in the multipass weld metal when the ratio Ce/(P+S) = 0·22–1·1.
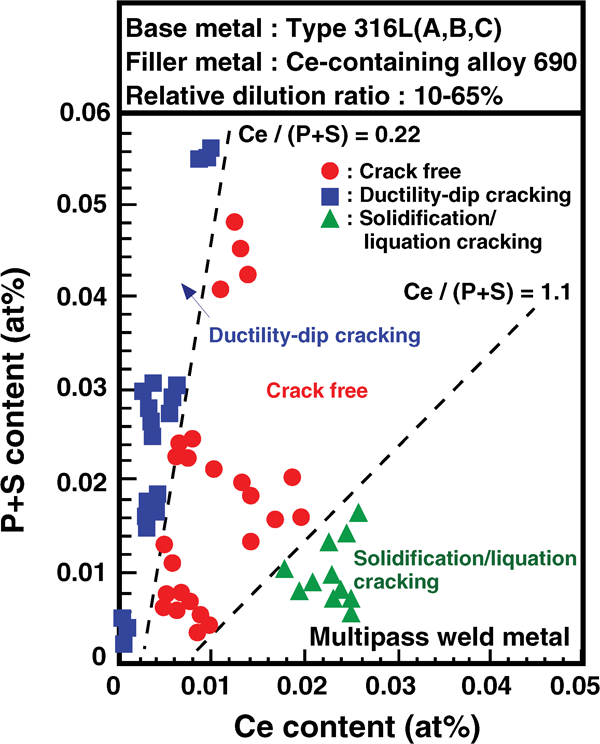
Relation between (P+S) content, Ce content and microcracking susceptibility in multipass weld metal
These results suggest that microcracks in the multipass weld metal could be prevented when Ce/(P+S) in the weld metal is controlled within the 0·22–1·1 range. It follows that the amount of Ce addition to the filler metal for preventing microcracks should be varied, consistent with the P and S contents in the base metals, as well as taking into account the relative dilution ratio in the welding process. Namely, the recommended optimal amount of Ce in the filler metal for dissimilar welding needs to be matched to the amount of impurity elements in the materials (base and filler metals used) and the welding conditions.
Mechanism of improvement in microcracking by Ce addition
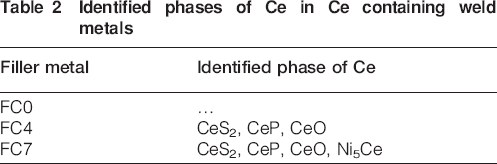
In order to elucidate the mechanism of improvement in the microcracking susceptibility by Ce addition, microstructural analysis of the weld metal was carried out. Figure 9 shows the microstructure and element analyses by electron probe microanalysis (EPMA) of the Ce containing weld metal (filler metal FC4). The morphology of the weld metal indicated a cellular structure, and the solidification boundary with a little tortuous GB (migrated austenitic GB)10 was observed in the weld metal. A number of fine inclusions whose sizes were <1 μm were formed in the austenitic grains, while a few inclusions were observed at the solidification boundaries or GBs. The EPMA analyses indicated that Ce, S and/or P seemed to be enriched in the fine inclusions. The inclusions found by electron diffraction and X-ray diffraction analyses in the Ce containing weld metals are summarised in Table 2. Ce phosphide (CeP), sulphide (CeS2) and oxide (CeO) were identified in every Ce containing weld metal, and Ni–Ce intermetallic compound (Ni5Ce) was additionally identified in the weld metal FC7.
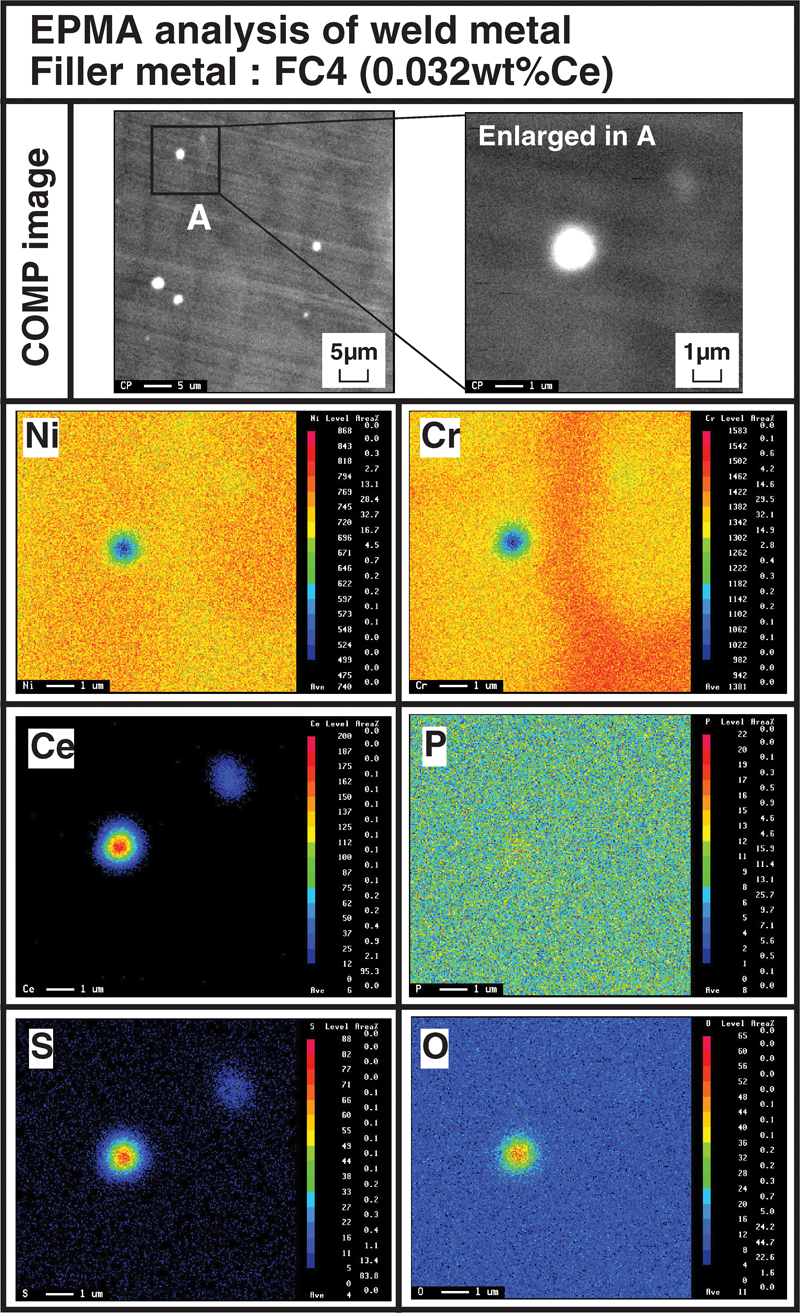
Elemental analysis by EPMA in Ce containing weld metal (FC4)
Identified phases of Ce in Ce containing weld metals
The authors now consider the mechanism by which addition of Ce to the filler metal improves microcracking in the reheated weld metal of type 316L stainless steel using the alloy 690 filler metal. From the fact that Ce phosphide and sulphide were formed in the Ce containing weld metals, microsegregation of P and S to GBs would be depressed due to the known scavenging action of Ce on P and S in the weld metal.13 On the other hand, excessive Ce addition to the filler metal contrarily led to liquation cracking and solidification cracking in the weld metal. Excessive Ce addition also led to the formation of Ni–Ce intermetallic compound in the weld metal, which possessed a low eutectic point compared to a Ni matrix (∼1483 K for Ni5Ce).13 Therefore, liquation and solidification cracks would occur in the weld metal at excess Ce contents that is attributed to the enlargement of the brittle temperature range (between solidus and liquidus) and/or the occurrence of local liquation of Ni–Ce intermetallic compound during the reheated process.13
Validity of Ce containing filler metal for prevention of microcracking in dissimilar multipass weld metal
As described above, microcracks in the simulated dissimilar multipass weld metal of alloy 690 to type 316L stainless steel could be prevented using Ce containing filler metals whose Ce/(P+S) ratios were controlled to be within 0·22–1·1. However, it is almost impossible to prevent all cracks in the dissimilar multipass weld metal using only one kind of Ce containing filler metal, because there is a non-negligible variation in the relative dilution ratio [i.e. (P+S) and Ce contents] at every weld pass in multipass welds. In particular, the weld passes beside the stainless steel base metal will be contaminated by P and S. From these considerations, the optimal Ce containing filler metals have Ce/(P+S) = 0·22–1·1 for every weld pass in order to prevent microcracks in the dissimilar multipass weld metal of alloy 690 to type 316L stainless steel. For a case study, type 316LA stainless steel was used as the base metal, and the multipass welding condition was selected as the relative dilution ratio of weld passes beside the stainless steel being 60–70%. Given that the (P+S) content in the type 316LA stainless steel was 500 ppm, filler metals containing 0·077 wt-%Ce (FC7) and 0·032 wt-%Ce (FC4) were used for weld passes beside stainless steel and other weld passes respectively, as illustrated in Fig. 10a. Figure 10b shows a cross-sectional view of dissimilar multipass welds manufactured by applying this welding procedure. No cracks could be observed in the whole volume of the multipass weld metal. It follows that microcracks can be completely prevented in dissimilar multipass welds of alloy 690 to type 316L stainless steel by selecting the optimal filler metal (the amount of Ce addition) corresponding to the base metal composition (the amount of impurity elements) and the welding condition (penetration ratio). In the practical application, the buttering stainless steel employing the optimal Ce containing filler metal of alloy 690 would be efficacious against microcracking in dissimilar multipass welds of alloy 690 to stainless steels.
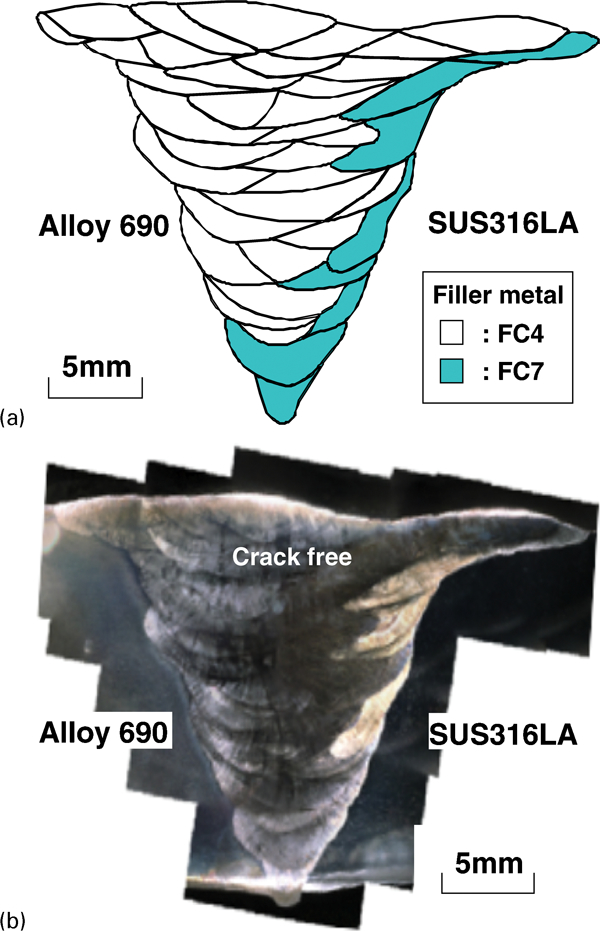
Microcracking susceptibility of dissimilar multipass weld metal of alloy 690 to type 316LA stainless steel using optimal filler metals
Conclusions
In the present study, the microcracking behaviour and the beneficial effect of Ce addition on the microcracking susceptibility in dissimilar multipass welds of alloy 690 to type 316L stainless steel were clarified. The results obtained may be summarised as follows.
The ductility dip cracking susceptibility drastically decreased with an increase in the Ce content in the weld metal, and no ductility dip cracks occurred for Ce contents >0·02 wt-%. On the other hand, the liquation and solidification cracking susceptibility remained low at Ce contents <0·02 wt-% but drastically increased with an increase in Ce content beyond 0·03 wt-%.
Ductility dip cracks in the simulated dissimilar multipass weld metal of alloy 690 to type 316L stainless steel occurred in the composition range (atomic ratio) of Ce/(P+S)<0·22 and solidification/liquation cracks occurred for Ce/(P+S)>1·1, while no cracks occurred for Ce/(P+S) ratios between 0·22 and 1·1.
The ductility dip cracking susceptibility was improved by desegregation of impurity elements of P and S to GB due to the scavenging effect of Ce. However, excessive Ce addition resulted in the formation of Ni–Ce intermetallic compound; therefore, liquation/solidification cracks would occur in the weld metal attributable to the enlargement of the brittle temperature range and/or the occurrence of local liquation during the reheating process.
No microcracks could be observed in the dissimilar multipass weld metal of alloy 690 to type 316LA stainless steel using two kinds of filler metals containing 0·077 wt-%Ce (FC7) for weld passes beside the stainless steel and containing 0·032 wt-%Ce (FC4) for other weld passes.
Footnotes
Acknowledgements
Part of this study was carried out as a part of the research activities of ‘Research Projects on Basics of Ageing Management for Safe Long Term Operation of Light Water Reactors’, which was funded by the Nuclear and Industrial Safety Agency (NISA). The authors wish to express sincere appreciation to Kansai Electric Power Co. Inc. and Daihen Co. for their support of this study.