
Abstract
The isolation coupling device is designed based on the principle of high pass filter circuit, which can achieve isolation and coupling between ac welding power and ultrasonic frequency excitation source. In addition, ac arc ultrasonic vibration is obtained successfully. The plasma arc in situ welding of SiCp/6061Al was performed using two different processes. The first process is that the plasma gas is argon nitrogen mixture and the filler material is flux cored wire (Al–5Ti–5Si); the other process is that the plasma gas is argon and the filler material is flux cored wire (Al–15Ti–3Si). The two joints are respectively enhanced by nitride and Al3Ti, which were obtained in these processes. After arc ultrasonic vibrations were imposed on the two welding processes, it was revealed that arc ultrasonic improved the distribution of the new nitride phases and optimised the morphology of Al3Ti to improve the mechanical properties of joints that reached 246 and 263 MPa. Fracture analysis showed that the improvement of the mechanical properties resulting from Al3Ti is better than that from nitride under the effect of arc ultrasonic.
Introduction
SiC particle reinforced aluminium matrix composites (SiC/Al MMCs) are considered as advanced materials that are widely applied in aerospace, transportation and electronic industries due to their excellent combinations of high specific strength, high specific stiffness, low coefficient of thermal expansion and excellent wear resistance.1, 2 However, in order to obtain complex structures, it is often needed to join other components made of similar composites and other structural materials. Therefore, it is of significant importance for SiCp/Al MMCs to develop reliable and economic jointing technologies.
However, due to the great difference in both physical and chemical properties between the reinforcing SiC particles and the aluminium matrix, joining of SiCp/Al MMCs has been a difficult, challenging technological problem.3 From previous literature reports,4, 5 solid state and transient liquid phase diffusion bondings have been utilised to join SiCp/6061Al. The promising joint has been obtained by correct operating parameters, but the mechanical properties of the joint are not good enough because of the formation of some brittle, submicroscopic interfacial interaction products at the SiCp/Al interface. Moreover, joining of SiCp/Al MMC using friction stir welding (FSW) has also been investigated.6, 7 As a new advanced welding technology, it is demonstrated that FSW is very useful for the joining of ceramic particle reinforced aluminium alloys. The FSW can produce high quality joints with good microstructural characteristics and high mechanical properties. Otherwise, the FSW process is a solid state process, and therefore, solidification structure is absent in the weld, and the presence of the reinforcing particles that debond and segregate in a very severe way in localised high temperature is eliminated. Actually, FSW is regarded as the most promising joining technique for SiCp/Al MMCs until now. However, the application of FSW for SiCp/Al MMCs is limited due to its poor adaptability to component size and shapes.
It is well known that traditional fusion welding is the most flexible and versatile welding technology, such as tungsten inert gas and metal inert gas.8, 9 However, numerous previous studies reveal that the high temperature locally reached during traditional fusion welding strongly promotes the SiC/Al interface reaction

Previous studies have demonstrated that aluminium carbide can be suppressed in the weld by in situ weld alloying with strong carbide forming alloying element Ti.12 Further research showed that filler materials with multiple alloying elements were more beneficial in terms of repressing the formation of harmful Al4C3 and promoting the metallurgical environment of welding, e.g. silicon is helpful in improving the fluidity of the welding pool.13, 14 A series of flux cored wires with multiple alloying elements in different proportions were utilised to join SiCp/6061Al MMCs with corresponding processing parameters. A weld metal microstructure is produced, no harmful needle-like Al4C3 and enriched newborn reinforcements instead of decomposed SiC.15 However, further improvement of the mechanical properties of joints is limited by coarse morphology and uneven distribution of newborn reinforcements. Scientists demonstrated that it is indeed efficacious to refine grains and disperse particles by exerting ultrasonic vibration on the weld pool. However, it is difficult to effectively utilise ultrasonic vibration in welding due to special coupling requirements.
Arc ultrasonic technology successfully solves the problem of traditional ultrasonic coupling,16 in which the arc could play the role of not only a thermal source but also an ultrasonic emitter. At present, the study of arc ultrasonic is only limited to the dc arc, and ac arc ultrasonic is studied very little owing to the difficulty of electrical isolation between ultrasonic source and welding power. In this paper, an isolation coupling device based on a high pass filter was designed in order to electrically isolate the ultrasonic source and the ac welding power. Then, in situ weld alloying/plasma arc welding with the arc ultrasonic technology was utilised to join the SiCp/6061Al MMC. The microstructure of the weld and the mechanical properties are reported as functions of arc ultrasonic and processing parameters.
Experimental
Arc ultrasonic test system
This arc ultrasonic test system is composed by ultrasonic frequency excitation source, isolation coupling device and plasma arc welding power. The frequency and voltage of the ultrasonic frequency excitation source can be adjusted, the range of the voltage regulator is 0–50 V and the adjustment range of the frequency is 15–80 kHz. Ultrasonic frequency excitation source and plasma arc welding power are connected by a self-developed isolation coupling device, as shown in Fig. 1.
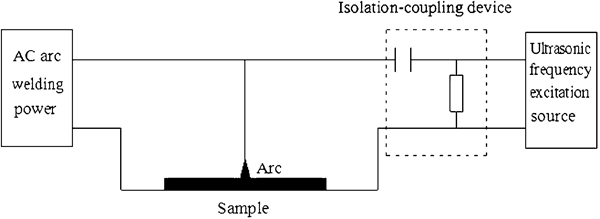
Schematic of ac arc ultrasonic test system
This isolation coupling device is essentially a passive high pass filter. Low frequency welding current cannot enter into ultrasonic frequency excitation source, while high frequency excitation current can couple with the welding current through isolation coupling device. Because the attenuation values of the excitation current with different frequencies after passing though the capacitor is different, taking into account the effect of isolation on the welding current, capacitors with different values were selected to match excitation current with corresponding frequencies in order to ensure the stability of the result. The selected resistor is a wire wound resistor valued at 1 kΩ, and the values of the selected capacitors are shown in Table 1.
Capacitance values under different frequencies
Test materials and programme
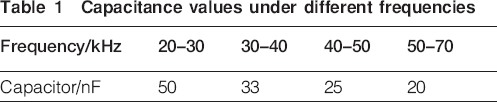
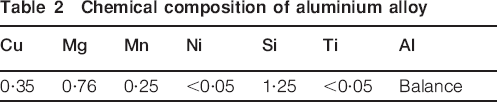
A SiCp/6061Al MMC containing 10 vol.-%SiC particle (particle size of 6 μm) is selected as the test material whose maximum tensile strength is 320 MPa in annealing. The microstructure of SiCp/6061Al MMC is shown in Fig. 2. Before joining, the materials were T6 treated and then cut to rectangle (60×20×3 mm) by an electrical discharge machine. The chemical composition of the matrix for experimental materials is listed in Table 2.
Microstructure of SiCp/6061Al MMC
Chemical composition of aluminium alloy
Plasma arc in situ welding of SiCp/6061Al MMC with ac arc ultrasonic is conducted with two welding processes using butt joint, as shown in Table 3. Two kinds of flux cored wires are feed by hand leading to the in situ alloying of the welding pool during plasma arc welding.
Parameters of welding in two processes

The ac arc ultrasonic is respectively used in these two kinds of welding processes, in which the arc ultrasonic excitation voltage is 40 V, and the excitation frequency is 50 KHz. The microstructure of the welds is characterised by a scanning electron microscope (SEM, Hitachi, S-570), and phase composition analysis is carried out by X-ray energy dispersive spectroscopy (EDS, Rigaku Corporation, D/max-RB). The diffraction patterns are collected from 20 to 80° (2θ) at an angular velocity of 8°(2θ) min−1. The tensile test is performed in accordance with GB/T228-2002, and then the tensile fracture is examined by SEM.
Results and discussion
Impact of arc ultrasonic on weld structure
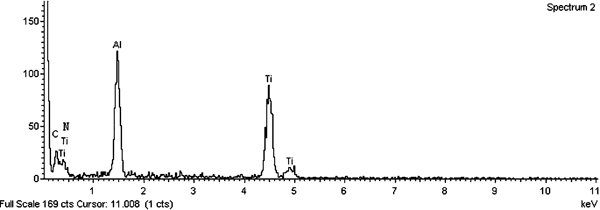
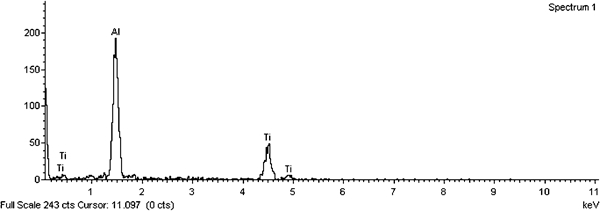
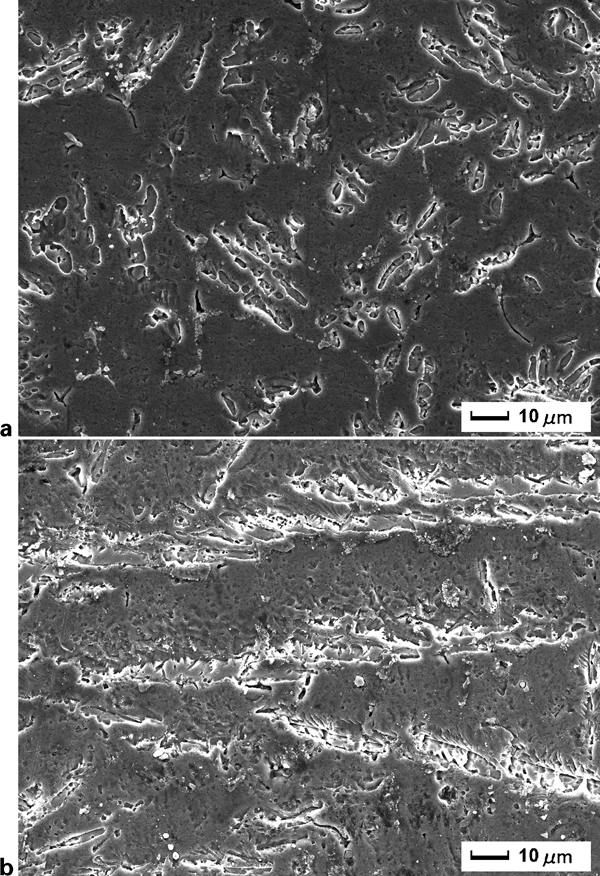
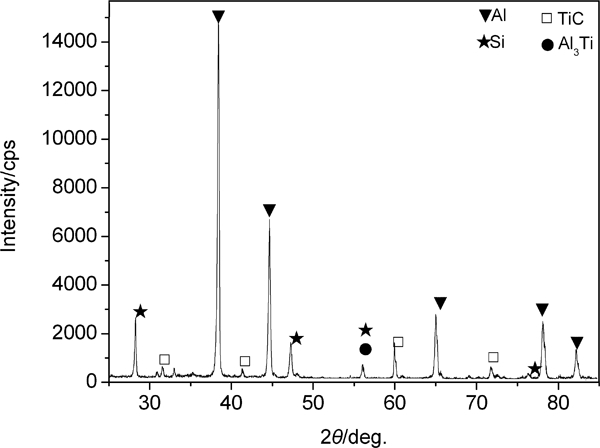
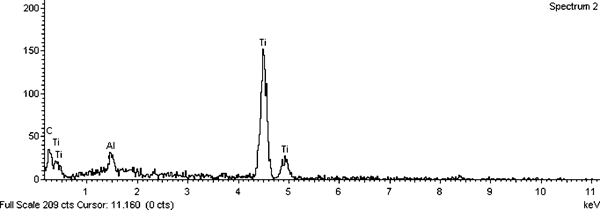
The microstructure of the plasma arc in situ alloy welded joint of SiCp/6061Al MMC without ac arc ultrasonic using process 1 is shown in Fig. 3a. A high quality weld without pores and cracks was produced in fusion weld zone by plasma arc in situ welding using flux cored wire (Al–5Ti–3Si) as feed materials and mixture of argon and nitrogen as plasma gas. In the central fusion weld zone, no needle-like phases were observed (as shown in Fig. 3a); instead, there are some fine particles distributed in line and a few strip-like phases arc newly produced. The results of X-ray diffraction (XRD) (see Fig. 4) and EDS (see Figs. 5 and 6) indicate that the fine particles are a mixture of TiC, AlN and TiN, and the strip-like phases are Al3Ti. As the result demonstrated, because titanium has much greater affinity to carbon than that of aluminium, the formation of Al4C3 is suppressed. In order to obtain more newborn reinforcements instead of decomposed SiC, nitrogen was utilised as part of plasma gas producing nitride in the weld. However, the number of reinforcements in the joint is much less than that in the base metal.
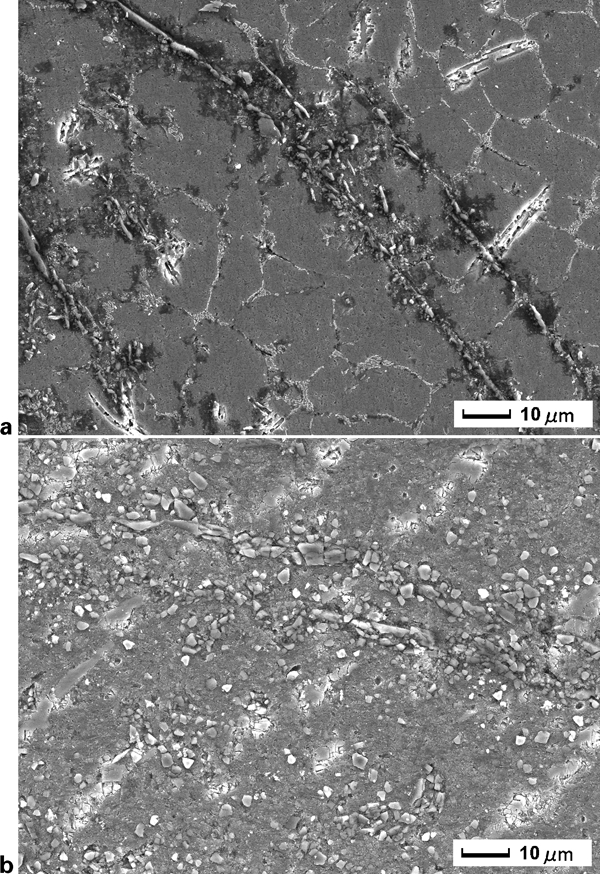
Images (SEM) of welded joint using process 1
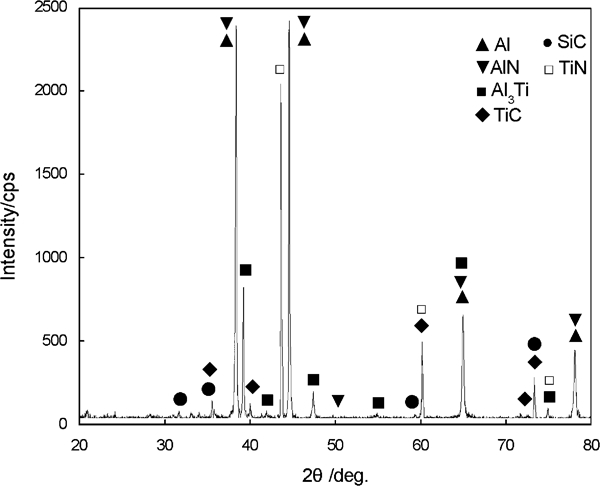
Patterns (XRD) of welded joint using process 1
Energy spectrum qualitative analysis of fine particles in weld using process 1
Energy spectrum qualitative analysis of strip-like phases in weld using process 1
Figure 3b shows the microstructure of the central weld zone of SiCp/6061Al MMC with ac arc ultrasonic using process 1. Compared with Fig. 3a, there are much more fine particles (mixture of TiC, AlN and TiN) uniformly distributed in the weld, and Al3Ti particle fracture is observed. This is because ac arc ultrasonic acting in pool can generate cavitations and acoustic streaming in the melt. Collapsed cavitation bubbles will locally produce high pressure and high temperature, which are strong enough to disperse particles and fracture strip-like phases. Meanwhile, acoustic streaming plays an important role in the plasma arc in situ welding of SiCp/6061Al MMC. It is found during welding without arc ultrasonic that newborn AlN mainly distributes in the surface of the weld, as shown in Fig. 7a, with the difficultly of entering into central weld zone only depending on self-diffusion. When plasma arc in situ welding with arc ultrasonic is utilised to join SiCp/6061Al MMC, there will be circulation in the pool thanks to acoustic streaming,17 as shown in Fig. 7b, which carry newborn AlN into the central weld zone and uniformly distributing the weld.
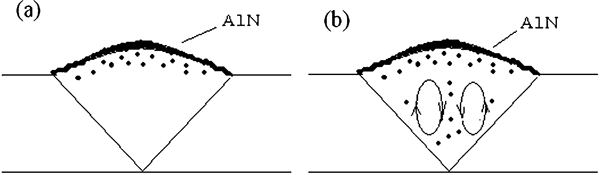
Diagram of arc ultrasonic imposed on weld using process 1
Figure 8a shows the microstructure of the plasma arc in situ alloying welded joint of SiCp/6061Al MMC using process 2 without arc ultrasonic. There are no pores, cracks and needle-like phases observed in the central weld zone; instead, there are a large amount of coarse strip-like phases and a few agglomerated particles. The results of XRD (see Fig. 9) and EDS (see Figs. 10 and 11) indicate that the coarse strip-like phases are Al3Ti and the agglomerated particles are TiC. As the above discussion, because of the much greater affinity to carbon than that of aluminium, titanium can completely suppress the formation of aluminium carbide Al4C3 in fusion welding. During the solidification of the in situ alloying welding pool, the formation of titanium carbide consumes part titanium, and others change into Al3Ti. Because the quantity of titanium in the flux cored wire Al–15Ti–3Si is more relative, Al3Ti is able to grow thicker.
Images (SEM) of welded joint using process 2
Patterns (XRD) of welded joint using process 2
Energy spectrum qualitative analysis of agglomerated particles in weld using process 2
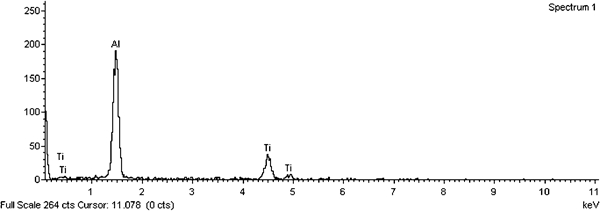
Energy spectrum qualitative analysis of coarse strip-like phases in weld using process 2
Figure 8b shows the microstructure of the central weld zone of SiCp/6061Al MMC with ac arc ultrasonic using process 2. In the central fusion weld zone, an evident Al3Ti particle fracture is observed compared to the central weld zone in Fig. 8a, and the agglomerated TiC distribute more uniformly. This is a result from the combinations of cavitations and acoustic streaming,17 as shown in Fig. 12, which are two steps respectively experienced. The high content of a titanium alloying element in the welding pool leads to the formation of a coarse strip-like Al3Ti phase during the solidification of in situ alloyed weld pool without arc ultrasonic, as shown in Fig. 12a. When an arc ultrasonic is utilised during the plasma arc in situ alloying welding of SiCp/6061Al MMC, the instant high pressure released by collapsed cavitations is able to fracture coarse strip-like Al3Ti, as shown in Fig. 12b, which is the first step of action. Then, the circulation resulting from acoustic streaming carries the fractured Al3Ti everywhere in weld, distributing uniformly (see Fig. 12c) as a second step of action. Actually, both actions of cavitations and acoustic streaming are simultaneous. The combinations of both lead to the microstructure shown in Fig. 8b.
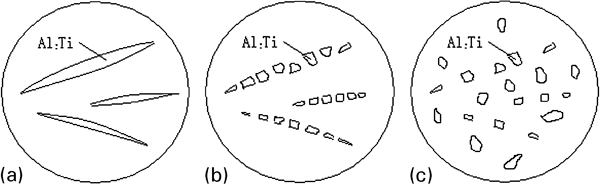
Diagram of arc ultrasonic imposed on weld in process 2
Impact of arc ultrasonic on mechanical properties of joints
The microhardness profile of the two studied processes is plotted in Fig. 13. In both processes, a pronounced hardening was observed in the centre of the weld due to newborn particles with high hardness. With respect to the joint welded with process 1, a greater recorded value of hardness was reached in the joint reinforced with newborn Al3Ti in process 2. Using an ultrasonic in both processes results in a smoother curve of hardness in the centre of the weld since smaller particles and uniform distribution are useful for that.
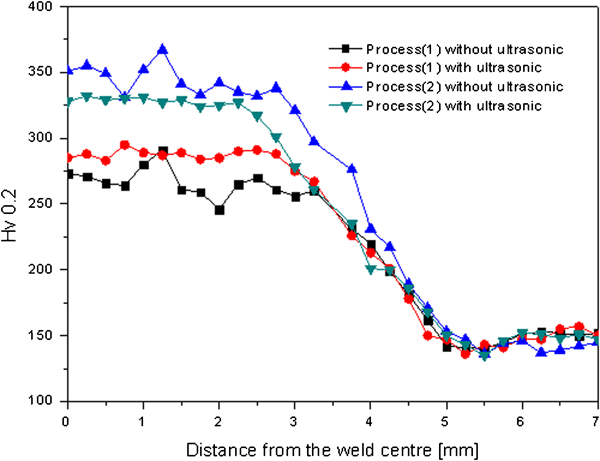
Microhardness profile measured in cross-section of joints
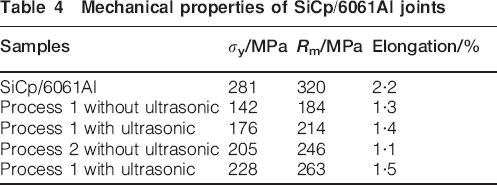
A series of mechanical properties of the joints were reported in Table 4. The joints prepared with ultrasonic exhibit better properties of yielding, intensity and ductility from a global point of view with respect to normal fusion welding without ultrasonic. In evaluating in situ weld alloying/plasma arc welding with the arc ultrasonic, a critical problem is the morphology and distribution of newborn reinforcement particles instead of SiC particles, which strongly affect the mechanical response. The effect of structure of newborn particles results strongly in the variation in the recorded mechanical properties. The mechanical response of the weld prepared with ultrasonic is better than the normal weld due to particle refinement and uniform distribution by ultrasonic action.
Mechanical properties of SiCp/6061Al joints
At room temperature, the joints prepared with the ultrasonic showed better ductility with fracture than that without the ultrasonic. The observations performed by employing SEM revealed a locally ductile and brittle mechanism (Fig. 14). As shown in Fig. 14, the zones of ductile behaviour showed the presence of fine dimples proper of small newborn reinforcement particles, which can be obtained by in situ weld alloying/plasma arc welding with the arc ultrasonic. However, the cases of different newborn particle reinforced metal matrix composite joints are different; there are less dimples in the joints reinforced by nitride (Fig. 14a), showing some divorced reinforcement particles from the matrix metal. This is because the nitride is mainly generated in the weld pool surface and then pushed inside by acoustic streaming. However, the poor wettability between the nitride and matrix aluminium leads to the poor combination of interface and existing impurities and stomas; this is not helpful for the further improvement of mechanical properties. While the lattice misfit between Al3Ti and matrix aluminium is only 5·55%, which is a good interfacial bonding, and the Al3Ti is generated within the matrix. Therefore, it can significantly improve the mechanical properties of the joint.
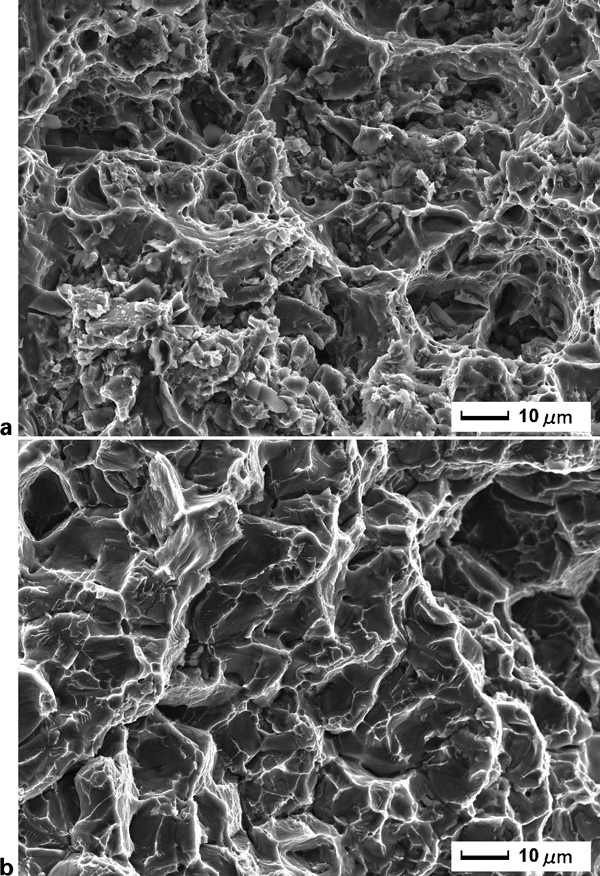
Fractographs (SEM) of joints with arc ultrasonic
Conclusions
The joint enhanced by the new reinforcement of nitrides can be obtained when the plasma gas is argon nitrogen mixture and the filling material is flux cored wire (Al–5Ti–5Si). The joint enhanced by the new reinforcement of Al3Ti can be obtained when the plasma gas is argon and the filling material is flux cored wire (Al–15Ti–3Si).
The cavitations and acoustic streaming resulting from arc ultrasonic can significantly improve the distribution of the new nitride in the matrix, raising the tensile strength of the joint. It can also refine the Al3Ti to improve the Al3Ti nucleation rate, obtaining joins with better mechanical properties.
Owing to the good interfacial bonding between Al3Ti and matrix aluminium, appearance and distribution of Al3Ti improved by arc ultrasonic, the mechanical properties of joints enhanced by Al3Ti are better than that enhanced by nitride.
Footnotes
Acknowledgements
The authors acknowledge the project (project no. 09003) supported by the Open Fund Research of the State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology, and the project (project no. JSAWT-09-03) supported by the Provincial Key Research Fund of Advanced Welding Technology, Jiangsu University of Science and Technology.