
Abstract
Rapid electrode wear due to localised random alloying between copper and aluminium at high temperature is by far the greatest challenge for the resistance spot welding of aluminium alloys. An effective recourse would be to enhance the overall electrical conductivity along the electrode/sheet interface to reduce the resistive heating of copper electrode and to prohibit direct contact between electrode and sheet during welding. We propose here the application of carbon black paste in fluidic form as a barrier along the electrode/sheet interface both for the enhancement of electrical conductivity and for the prohibition of direct electrode to sheet contact. Carbon black is chemically inert to both copper and aluminium and in fluidic form allows the enhancement of thermal and electrical conductance due to better conformability within a pressurised contact. The present experimental study has shown a significant enhancement in electrode life in the presence of the carbon black based barrier coating along the interface.
Introduction
Resistance spot welding (RSW) involves the simultaneous application of high current and pressure between two or more metallic sheets, which are held by a pair of water cooled copper electrodes, for a small time duration. The resistive heat generated at the sheet/sheet interface results in localised melting that on solidification forms the weld nugget. Although the RSW of uncoated and even coated steel sheets is now well established,1– 7 the same has remained a challenge for aluminium alloys due to the rapid electrode wear to the extent that redressing of electrodes is needed only after a very few spots. In contrast, a few thousand spots with galvanised steels and even 10 000 spots with uncoated steel are possible without electrode redressing.8, 9 The RSW of aluminium, because of its high thermal and electrical conductivities, needs a very high amperage current, which also leads to significant resistive heating along the electrode/sheet (ES) interface. At high temperature, chemical alloying between copper and aluminium occurs followed by pitting and loss of material from the electrode face.10, 11 Although the mechanism of electrode wear during the RSW of aluminium alloys is studied extensively,12– 23 methods to counter, mitigate or eliminate the same remain unavailable.20
Ikeda et al. reported the formation of a localised insulating layer of MgO on the electrode face and the subsequent reduction in weld nugget volume within only a few spots during the RSW of AA 5182.12 Dilthey and Hicken suggested the formation of a diffusion controlled, brittle Cu–Al layer and its subsequent fracture in a random manner as the primary reason for electrode wear.13 Fukumoto et al. confirmed a similar mechanism during the RSW of AA 5182 and reported the maximum electrode life between 400 and 900 spots.14– 17 Chang et al. noticed typical hole and ring types of electrode pitting morphology during the RSW of AA 5182, with the former being more detrimental.18, 19 Rashid et al. suggested that the spherical electrode face would be more susceptible to ring type pitting.20 Precleaning of aluminium sheets and application of protective surface lubricants respectively to remove and to avoid the tenacious oxide layer on aluminium alloys could enhance the electrode life.21, 22
In summary, alloying of copper electrode with aluminium and subsequent pitting of the former during RSW of aluminium alloys remain unstoppable. Because the chemical alloying between copper and aluminium is a strong function of interface temperature,13 enhancement of the thermal and electrical conductivities of the ES interface will be beneficial. The measured values of electrical contact resistance along the ES interface are reported to be in the range of 350–50 μΩ in a typical RSW set-up for aluminium alloys.23– 25 The lower values of contact resistance were obtained either by prior extensive cleaning of the sheet surface and at very high electrode force.23– 25 The simulated results reported in the published literature indicate that the peak temperature along the ES interface can reach 400–450°C for typical welding currents of 20–25 kA commonly used for the RSW of aluminium alloys.25, 26 At such high peak temperature, the chemical reaction between copper and aluminium is likely.13
Here, we propose a recourse to counter the alloying between copper and aluminium by introducing a carbon black paste in fluidic form as a barrier along the ES interface with a common aim to enhance the thermal and electrical conductivities and minimise direct electrode to sheet contact during welding. Carbon is chemically inert to both copper and aluminium, and carbon black paste in fluidic form can remarkably enhance the thermal and electrical conductances in a pressurised contact.27– 29 The present study with a typical carbon black based ES interfacial coating has shown a significant enhancement in electrode life during spot welding of automotive aluminium alloys.
Experimental
The RSW of aluminium alloys AA 6061-T6 (1·0 mm) is performed using a medium frequency direct current pedestal RSW machine using dome and conical type flat face Cu–Cr–Zr electrodes with face diameter of 6·0 mm. Figure 1 schematically shows the electrodes that are used in the present study. The electrode life tests are carried out at a welding current of 20 kA, weld time of 100 ms and electrode force of 2·5 kN. Multiple spot welds are performed both with and without the application of the carbon black ES interface coating. At regular intervals of 50 spots, the mushrooming of electrode faces and the weld nugget quality are monitored respectively through carbon paper imprints7 and shear–tensile strength of single spot joint. Figure 2 shows the typical weld coupon used for the actual experiments before and after the welding. Two sheets, each of width W 35 mm and length L 105 mm, are overlapped by 35 mm, and the weld nugget is made at the middle of the overlapping portion. These dimensions are selected based on the guideline mentioned in the standard ISO 14273:2000 for the preparation of tensile–shear specimen in 1·0 mm thick sheets to evaluate the weld joint strength. The carbon paste is applied on the overlapping portion and only on one side of the sheets that comes in contact with the electrodes. After the welding is over, the carbon black paste is removed simply using a wet cotton to obtain a fairly clean surface without any trace of carbon paste, as indicated in Fig. 2.
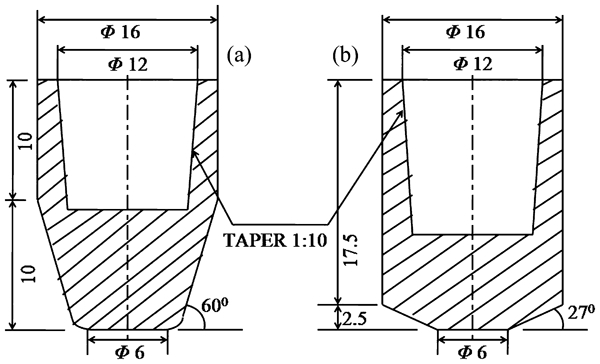
a dome type and b conical tip flat faced electrodes used in present work
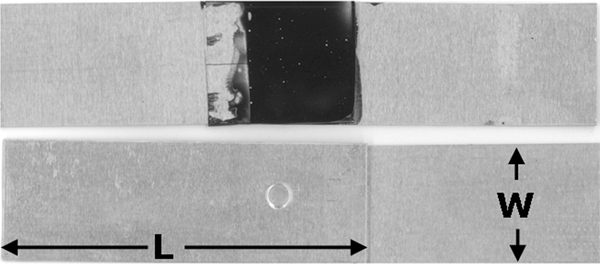
Sample weld coupons before and after welding
To check the variability of the measured results, the mean and standard deviation of five repeated measurements are considered. No prior conditioning of new electrodes is performed to avoid the initial electrode wear. The acceptable weld joint strength is considered as 1·4 kN (with a variation of ±10–15%) for the type and thickness of sheet materials used in the present study.30 Defining a unique criterion for electrode life, in particular, during spot welding of aluminium alloys appears to be debatable. For example, heavy sticking of the sheet to electrode and expulsion of metal either from ES or from sheet/sheet interface are safety hazards and thus can be considered as a suitable criterion for the end of electrode life. Alternately, electrodes producing weld joints at strength lower than a predefined level or with a high variability can also be considered to have reached at the end of life. Lastly, random and excessive pitting of electrodes can also lead to reduced weld joint strength, and redressing of such electrodes may become impossible. An application with the possibility of intermediate redressing of electrodes can thus consider the topography of electrode face as a criterion to decide the frequency of electrode redressing. The criterion for the end of electrode life is thus necessary to be related to the typical requirement. In the present work, the electrode life is deemed to be over when the weld joint strength has reached 50% of the original joint strength, i.e. around 0·7–0·8 kN. A similar trend, such as 30–50% reduction in the initial joint strength, is also used in the open literature for the characterisation of electrode life in spot welding of galvanised steel.31
The carbon black paste utilised in this study comprises complex polyaromatics of C12 with the weight percentage of carbon >93% and with very low sulphur content. The paste is applied in the form of a viscous liquid, which is evenly spread along the ES interface using a brush before the spot welding trials. Because of its low flash point temperature (70–95°C), the coating is expected to undergo spontaneous pyrolysis in situ on the application of welding current, leading to further enhancement of thermal and electrical conductances along the ES interface.
Results and discussion
Figure 3a and b shows the measured values of the single spot joint strength respectively with and without the application of carbon black interfacial paste with the conical electrodes (Fig. 1b). Two points are worth noting in Fig. 3a and b. First, the weld joint strength reduced to 0·75 kN after 422 spots when the carbon black interfacial paste was used, while with the bare ES interface, the weld joint strength reduced to 0·74 kN after 240 spots. It can, however, be pointed out that frequent sticking between the top electrode and the sheet is encountered after approximately 50 spots only in the case of bare ES interface. However, no such sticking between electrode and sheet was faced with the carbon black interfacial past. Second, the variability in the measured weld strength is higher in the case of bare ES interface, indicating the greater extent of electrode wear from the very early stage. The overall range of variations in the joint strength is significantly less in the presence of the carbon black interfacial paste. Figure 3c and d shows that the weld joint strength has reduced to 0·85 kN after 328 spots with carbon black ES interfacial paste and to 0·73 kN after 135 spots only when no carbon ES paste is applied with the dome type electrode (Fig. 1a). The variability in the measured values of weld strength has remained higher in the case of bare electrodes. The reason for the greater electrode life with the interfacial carbon black paste can be attributed to the lesser alloying of electrode face during welding. The greater life of the conical electrodes in comparison to the dome type electrodes can be attributed to the higher rate of heat dissipation in the former case due to the larger electrode mass.
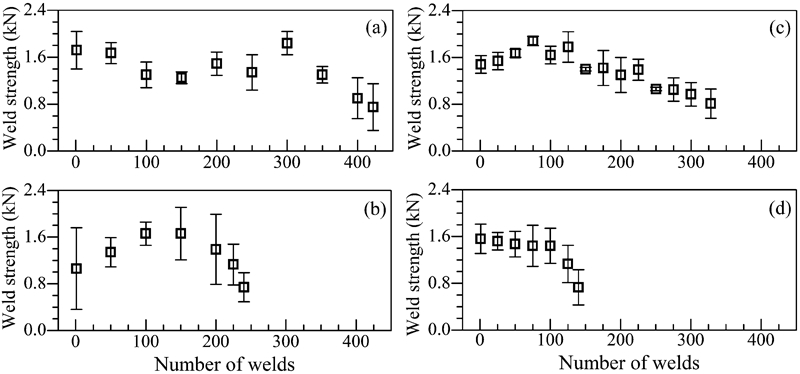
Single spot welded joint strength as function of number of spots a with and b without carbon black paste interfacial coating with conical electrodes and c with and d without carbon paste interfacial coating with dome electrodes
Figure 4a and b depicts the growth of the electrode diameter with the number of spots respectively, with and without the application of interfacial carbon black paste with the conical electrodes (Fig. 1b). Figure 4a shows a steady growth in the electrode face diameter with the number of spots in the presence of the interfacial carbon black paste as against a slightly random nature of electrode mushrooming in the case of bare ES interface. Similarly, Fig. 4c and d shows the electrode growth as a function of the number of spots respectively with and without the application of carbon black ES paste with the dome type electrodes. The random mushrooming of the bare electrodes with the progress of the spots is also observed in the case of dome shaped electrodes. In both cases, visual inspection of the electrodes at the end of life test experiments does not reveal any pitting or aluminium pick-up when the carbon black paste is applied along the ES interface. Traces of carbon paste, however, remained, which could be cleaned simply by wet cotton. The bare electrode faces, on the other hand, have shown appreciable extent of pitting and random build-up of aluminium layers. To probe the pattern of electrode face wear with and without the interfacial carbon black paste, a scanning electron microscope characterisation of the electrode faces is carried out subsequently.
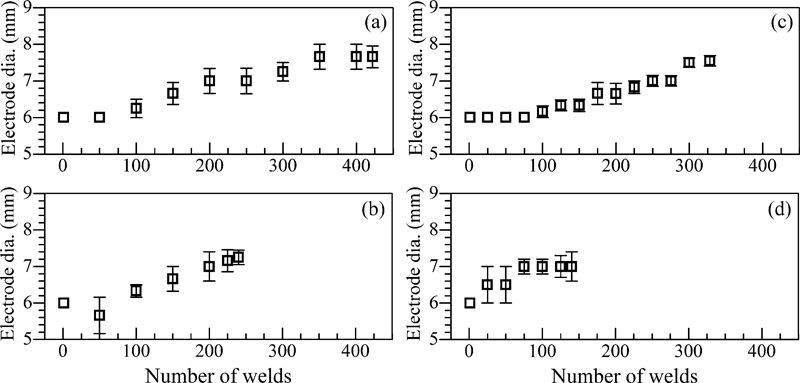
Growth of electrode face with number of spots a with and b without carbon black paste interfacial coating with conical electrodes and c with and d without carbon paste interfacial coating with dome electrodes
Figure 5a and b shows the macroscopic view of the electrode face after a number of welds. The electrode damage is fairly localised in the case of bare ES interface (Fig. 5b), while a more uniform topographical change of the electrode face is observed in the presence of the carbon paste interfacial barrier (Fig. 5a). Figure 5c and d shows the higher magnification images of the damaged area. With the bare ES interface, the presence of blocky Al2Cu particles on the electrode face is apparent in Fig. 5d. In the presence of carbon barrier coating, similar blocky particles are absent even after 250 spots, although sparse presence of some spherical particles is observed on the ES interface (Fig. 5c). Energy dispersive X-ray (EDX) analysis indicates these particles to be predominantly aluminium that could not diffuse into copper electrode possibly due to the carbon black interfacial barrier. The EDX spectra are taken at a depth of 100 μm from the top surface of the electrode face and along its cross-section, as indicated in Fig. 6. Figure 6a shows that the interfacial build-up on the electrode face is < 150 μm after 250 spots in the presence of carbon black barrier paste. The interfacial build-up primarily constitutes Cu (93·97 wt-%, 85·13 at-%) followed by Al (4·67 wt-%, 9·96 at-%) and O (1·37 wt-%, 4·92 at-%). In contrast, the interfacial build-up on the electrode face is almost 500 μm thick when no carbon black barrier paste is applied (Fig. 6b). The interfacial build-up in the absence of carbon black ES paste predominantly constitutes Al (61·98 wt-%, 72·95 at-%) followed by Cu (32·60 wt-%, 16·29 at-%) and O (5·42 wt-%, 10·76 at-%). The damage of copper electrode by aluminium concentration is, therefore, significantly lessened by the presence of the carbon black ES barrier layer, confirming that the barrier layer inhibits the interaction of aluminium and copper possibly both through lowering the ES interface resistance and acting as a physical diffusion barrier.
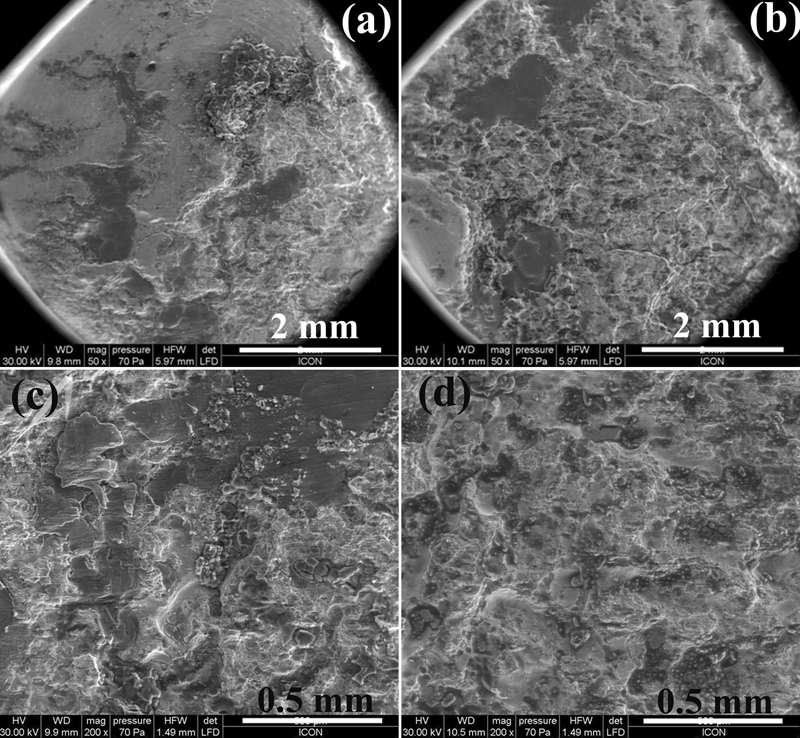
a macro- and c microstructural view of conical electrode face with carbon black ES interfacial coating after 250 spots and b macro- and d microstructural view of conical electrode face without carbon black ES interfacial coating after 100 spots
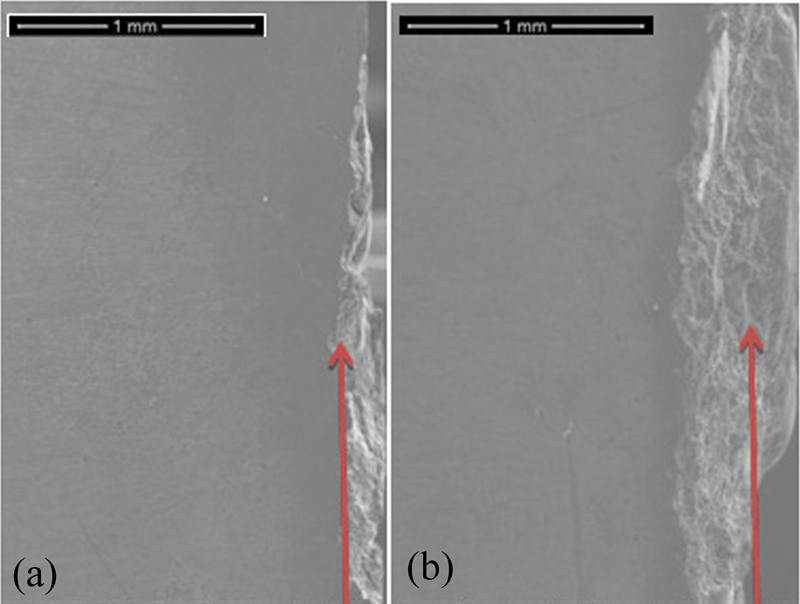
Cross-sectional view of conical electrodes a with and b without carbon black interfacial coating: inset shows EDX spectra at depth of 100 μm from surface for each case
A promising methodology to reduce electrode wear during spot welding of aluminium alloys is presented based on the application of a carbon black paste based ES interfacial barrier that can reduce or possibly eliminate direct electrode to sheet contact. A reasonable enhancement of the thermal and electrical conductances along the ES interface is imperative due to the possibility of in situ pyrolysis of the carbon black based barrier coating. The present experimental investigation with two commonly used spot welding electrodes has promised significant enhancement of electrode life in the presence of the interfacial coating. Further work is in progress to characterise the nature of electrode wear and contact resistance variation in the presence of such ES interfacial coating.
Conclusions
An improved methodology to reduce electrode wear by applying a carbon black based barrier liquid coating along the ES interface is proposed during the RSW of aluminium alloys. The experimental results have shown an enhancement in electrode life by nearly two times for two commonly used electrodes when the carbon black paste is applied along the ES interface in comparison to the bare electrodes. A thick ES interfacial build-up containing predominantly aluminium is observed when the spot welding of aluminium is performed without applying the carbon black interfacial barrier. In contrast, a very thin ES interfacial build-up constituting very little aluminium is observed when the spot welding of aluminium is performed using the carbon black interfacial barrier paste. Furthermore, no localised pitting of electrode face is observed when spot welding is carried out using the carbon black interfacial paste. The carbon black based coating has appeared to undergo a spontaneous pyrolysis in situ on the application of welding current, leading to the enhancement of ES interface electrical conductivity and the prohibition of direct electrode to sheet contact. A more controlled and mechanised application of similar coating can possibly enhance the electrode life further.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support provided by the Department of Science and Technology, Government of India (grant no. SR/S3/MERC-080/2007) and the Aditya Birla Science and Technology Co. Ltd to carry out this research study. The authors also acknowledge the contribution of Mr A. Giri in carrying out micrographic characterisation of the electrode face.