
Abstract
The effects of activating flux containing nanoparticles on the welding microstructure and hardness distribution of titanium alloy were investigated. The fluxes, consisting of NaF with 1 wt-% of either nano-TiO2 or nanodiamond, effectively yielded refined grain size and deep weld penetration. The hardness of the weldment was close to that of the base metal for 99 wt-% NaF plus 1 wt-% diamond, leading to a desirable uniform mechanical property in the weld design. In the meantime, the transmission electron microscopy images illustrate that the nanoparticles promote β phase coarsening and martensitic α′ phase formation at the β veins.
Introduction
Titanium alloys are commonly used in multiple industries and as medical implant materials due to their significant strength/weight ratio, resistance to corrosion and high temperature creep.1, 2 The conventional tungsten inert gas (TIG) weld results in lower productivity and limited weld depth in a single pass, so the welding penetration is improved by preplacing a thin layer of active flux on the surface of the base metal before welding, which is called active flux gas tungsten arc welding (A-TIG) welding.3
Nowadays, A-TIG is extensively applied for the welding of stainless steel, carbon steel, nickel based alloy and titanium alloy to increase the welding penetration and grain refinement.4– 8 Two main physical mechanisms of A-TIG welding have been proposed to explain its advantages. The first mechanism is that the change in surface tension in a molten pool can result in the reversal of Marangoni convection by adding oxygen atoms and oxides.9– 11 The flux, containing active ingredients, changes the surface tension gradient ∂γ/∂T from negative to positive, causing the fluid of the molten pool to flow inward and downward.10, 11 The second mechanism is arc constriction, which is produced by the vapourised activating flux molecules.12 Arc constriction is produced by the capture of electrons by the vapourised molecules in the outer region of the arc, which results in a constricted plasma, similar to the effect produced by the nozzle in the conventional plasma arc system.13 Simonik14 was the first to propose the inclusion of oxide and fluorine molecules in activating flux, as their affinity to chaining the free electrons at the edge of the plasma of the arc leads to increased current density in the centre of the arc. Lucas and Howse13, 15 also discovered that arc constriction increases both the current density at the anode root and the arc force, substantially increasing the penetrating depth of the molten pool.
The ingredients of activating flux used to produce arc constriction are quite wide ranging, and several flux formulations have been reported as being effective for particular materials. The development and practical application of activating fluxes can be classified into three kinds: oxide, chloride and fluoride. For example, an oxide coating consisting of iron, chromium, silicon, titanium, manganese, nickel, cobalt, molybdenum and calcium has been reported to improve weldability and increase welding penetration in stainless steel.4– 6,16 The halogens, calcium fluoride, sodium fluoride, aluminium fluoride and silicon dioxide, have been reported to constrict the arc and to increase the welding depth penetration in titanium alloys.13, 14, 17 Liu et al. 8 discovered that using halogen elements in activating flux in A-TIG for titanium alloy (Ti–6Al–4V) obviously improves the welding penetration. The increase in depth of penetration of TIG welding titanium alloy also occurs with compounds of alkali activating flux, such as fluorides and chlorides,18 or with halogen activating fluxes, such as MgF2, NaF and CaF2.19
Lee et al. 17 proposed that the addition of small amounts of zirconium (0·15 wt-%), calcium (0·24 wt-%) or silicon (0·15 wt-%) could produce a strong grain refining effect in pure magnesium. The further addition of carbon is a widely adopted industrial grain refinement technique for Mg alloys because it offers some important practical advantages, such as lower operating temperature, large melt volume and less fading with long holding time. The formation of Al4C3 particles leads to the significant grain refinement of AZ63B magnesium alloy by heterogeneity nucleation, and its average grain size decreases from ∼270 to 50 μm at the centres of the ingots because of carbon addition.20 Qian and Das21 also reported that a content of 1·5 wt-%Zr produced optimum grain refinement of magnesium alloy in a casting process, while 0·22 wt-%Zr was optimum for the transition from columnar to equiaxed grains.
The aim of this study is to improve the essential disadvantage of the heterogeneous mechanical property in conventional welds. The A-TIG welding of Ti-64 alloy with NaF active flux comprising or not comprising 1% nanoparticles was utilised not only to develop a deep penetration weld but also to refine the microstructure to obtain a uniform mechanical property of the weldment; in other words, a strength of the weld metal (WM) and the heat affected zone (HAZ) that is close to that of the parent metal.
Experimental
Duplex α and β titanium alloy (Ti–6Al–4V or Ti–6–4) plate with a thickness of 3 mm was used as experimental material. The chemical composition of the Ti–6Al–4V alloy is Ti–6·3Al–3·8V–0·3Fe–0·01Mo (wt-%). Five kinds of activating flux were made, and their compositions are listed in Table 1. The activating flux comprised of NaF powder in several micrometre scale sizes, TiO2 particles of 7 nm in size and diamond particles (D) of 8 nm in size. In addition, a commercial flux, ACT 860 (ActivaTec 860) in powder form, was used for comparison. Before welding, the plate surface was ground to clear off oxides and pollutants with abrasive paper and cleaned with acetone. The activating powders were mixed with acetone to form a paste and then brushed onto the desired area of the workpiece before welding. After the acetone evaporated, a layer of dry flux remained and adhered to the surface of the plate to be welded. The autogenous welding beads were made using a current of 50 A, a voltage of 20 V and a welding speed of 50 mm min−1. The flowrate of the arc and shielding helium gas was 20 L min−1. The microhardness of the weldment was measured at half weld pool depth from the base metal, across the HAZ and the fusion zone (FZ) (WM) and to the base metal in a transverse direction using a Mitutoyo MVK-G1 Vickers microhardness tester under a 300 g load for 15 s. The optical microstructures were etched for ∼15 s in a solution composed of 10 vol-%HF, 5 vol-%HNO3 and 85 vol-% distilled water. The 3 mm discs for the TEM sample were punched out and twin jet electropolished with a solution composed of 5 vol-% sulphuric acid and 95 vol-% methanol in a temperature range of −45 to −40°C at 20 V potential.
Depth/width ratio of A-TIG weld beads with different fluxes under same heat input of 1·2 kJ mm−1
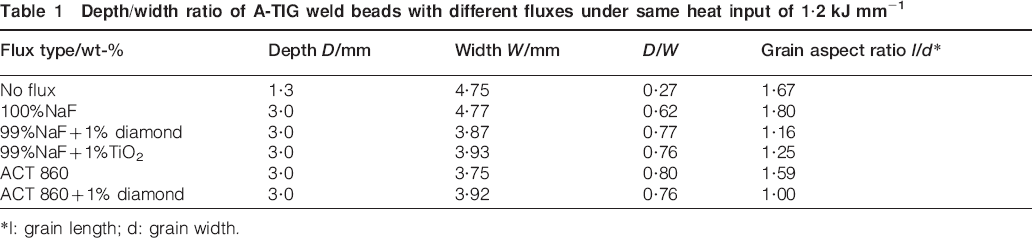
*l: grain length; d: grain width.
Results and discussion
Macrographs of weld penetration
During the welding process, the base metal regions at the fusion boundary are rapidly heated to the effective liquidus temperature. The β grains at the edge of the weld pool act as an ideal substrate upon which the solid phase can grow into the molten pool. This epitaxial WM solidification results in the continuous growth of β grains from the base metal into the FZ (WM). Although solidification occurs, epitaxial grain coarsening in the HAZ and competitive growth in the FZ (WM) result in much larger grain sizes in the WM relative to that of the base material.2 The macrographs of A-TIG welds produced using different active fluxes are summarised in Fig. 1. The NaF flux and commercial ACT 860 flux obviously provide favourable welding penetration and produce a narrow and deep weld, as shown in Fig. 1. Furthermore, the addition of 1% nanosized diamond or TiO2 particles in either fluoride activating flux or commercial ACT 860 flux results in grain refinement, as shown in Fig. 2. The depth/width ratios D/W of autogenous welds with all kinds of fluxes under the same 1·2 kJ mm−1 heat input, as well as without flux, are presented in Table 1. Welds with depth/width ratios of above 0·6 were regarded as full penetration and were achieved with activating fluxes of 100 wt-%NaF, 99 wt-%NaF+1 wt-%D, 99 wt-%NaF+1 wt-%TiO2, commercial ACT 860 and commercial ACT 860+1 wt-% nanodiamond (Table 1). The sodium fluoride flux effectively increases the D/W ratio as the fluoride flux can constrict the arc and intensify the plasma energy in titanium alloy welding. As mentioned above, Lucas and Howse13, 15 observed that the fluorine molecules present in the activating fluxes can chain the free electrons at the edge of the arc plasma. It is well known that ions formed in this way have substantially lower mobility than free electrons, therefore leading to increased current density at the centre by means of the higher movement of free electrons. This results in better focusing of the arc, causing more heat to be transferred into the specimens and consequently producing deeper penetration. Not only is the depth/width ratio of the weld high, but the region of the HAZ also becomes narrow. This can be ascribed to the concentrated density of power of the heat source due to the arc constriction. It can also be explained by the formation of an inward and downward convective flow in the weld pool as sodium fluoride of activating flux exceeds 50 wt-%, resulting in a positive slope of surface tension versus temperature. Conversely, shallow penetration in a weld bead with a large HAZ results from the negative slope of surface tension versus temperature and outward convective flow in the molten pool, as in the condition without flux.
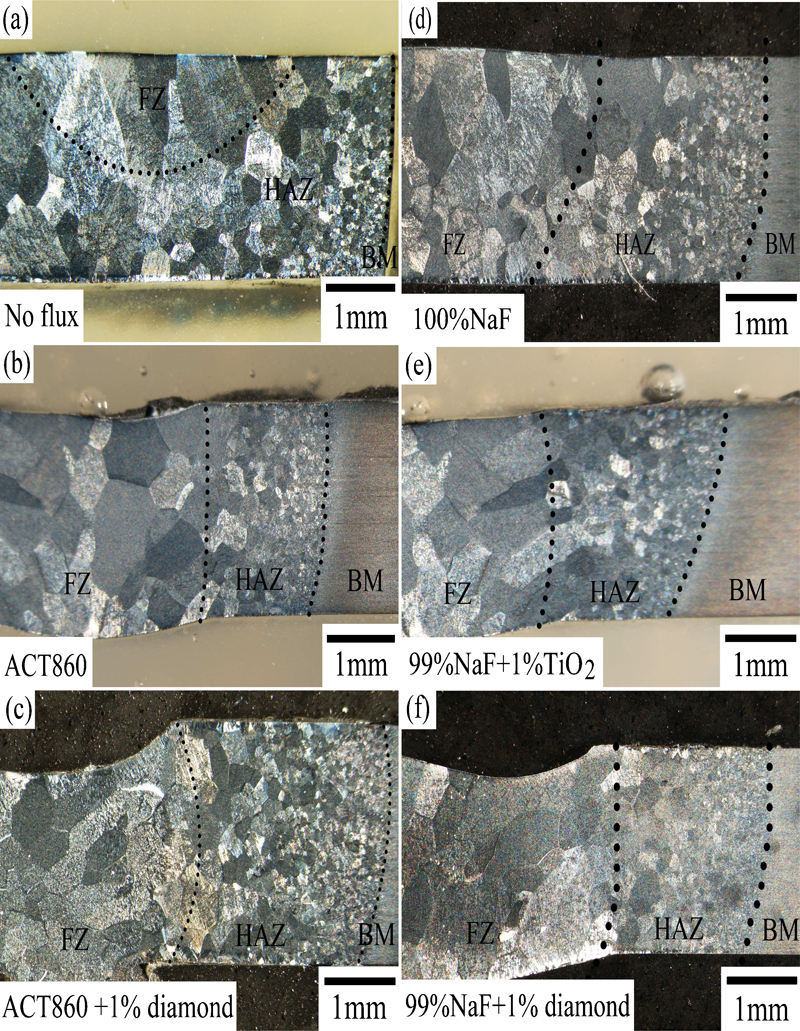
Enlarged macrographs of full penetration weld with flux
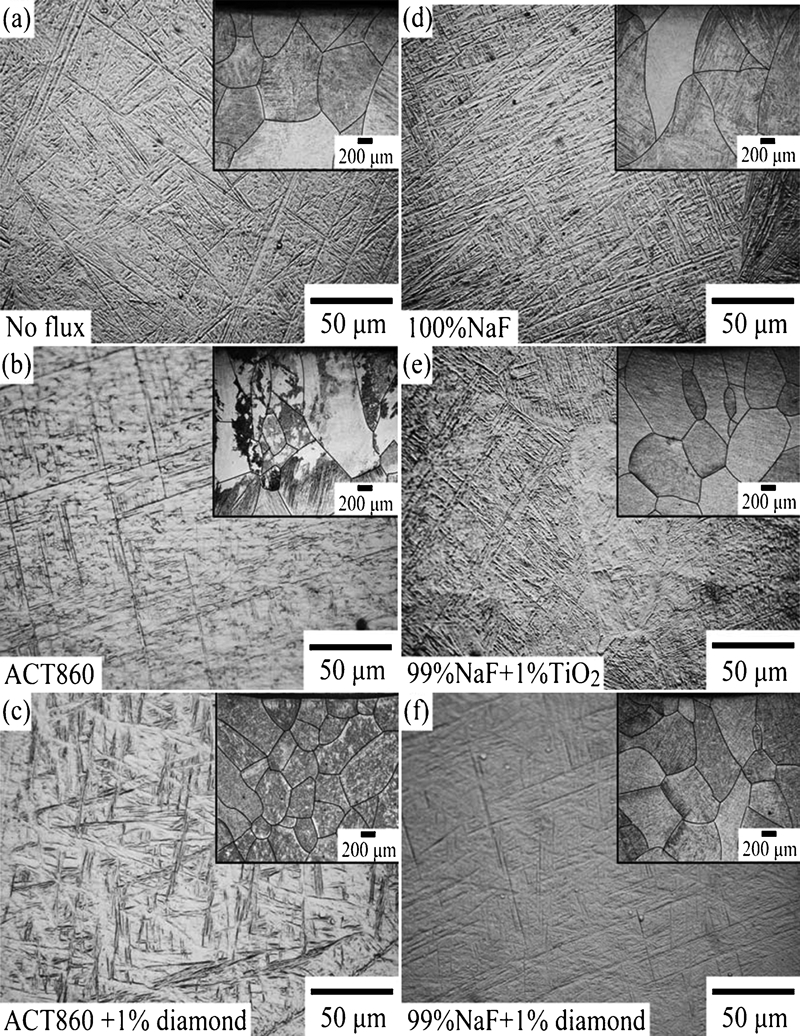
Microstructure of solidified FZ (WM) for a no flux, b ACT 860, c ACT 860+1 wt-% diamond, d 100 wt-% NaF, e 99 wt-%NaF+1 wt-% TiO2 and f 99 wt-% NaF+1% diamond
The orientation of columnar grains also demonstrates the growth direction of the equiaxed grains, which follows the heat flow direction during solidification. The aspect ratios of the grain geometry measured at the top of the weld bead for various activating fluxes are listed in Table 1. The aspect ratio (Table 1) decreases to ∼1 as the grain shape changes from columnar to equiaxed due to the small amount of 1 wt-% nanoparticle added into the activating flux. The microstructure of the FZ (WM) produced with 100 wt-%NaF flux reveals relatively longer columnar grains, as shown in Figs. 1d and 2d. The addition of 1 wt-% nanodiamond in the NaF flux can effectively refine the grain size of the solidified weld, as shown in Fig. 2e and f. Similarly, the microstructure of the WM produced with 1 wt-% nano-TiO2 in NaF flux has the same tendency to refine the grain size and induce the needle weave microstructure. The microstructure of the FZ (WM) produced with commercial ACT 860 flux plus 1 wt-% nanodiamond also exhibits the desirable degree of penetration and a small grain size, as shown in Fig. 2c. The enlarged optical microstructure of FZ (WM) examination revealed a needly α structure with different features in Fig. 2d. In addition, it led to the cross α needles, holding in store many martensite α′ (referring to Figs. 3 and 4), especially for ACT 860 flux+1 wt-% diamond. The grain size of the HAZ was refined extensively, as shown in Fig. 1. The microstructure of the HAZ also depends on the thermal history during welding. The microstructure of the HAZ near the FZ (WM) boundary was almost the same as that of the FZ, while the region away from the FZ boundary at low peak temperatures yielded a microstructure similar to that of the base metal.
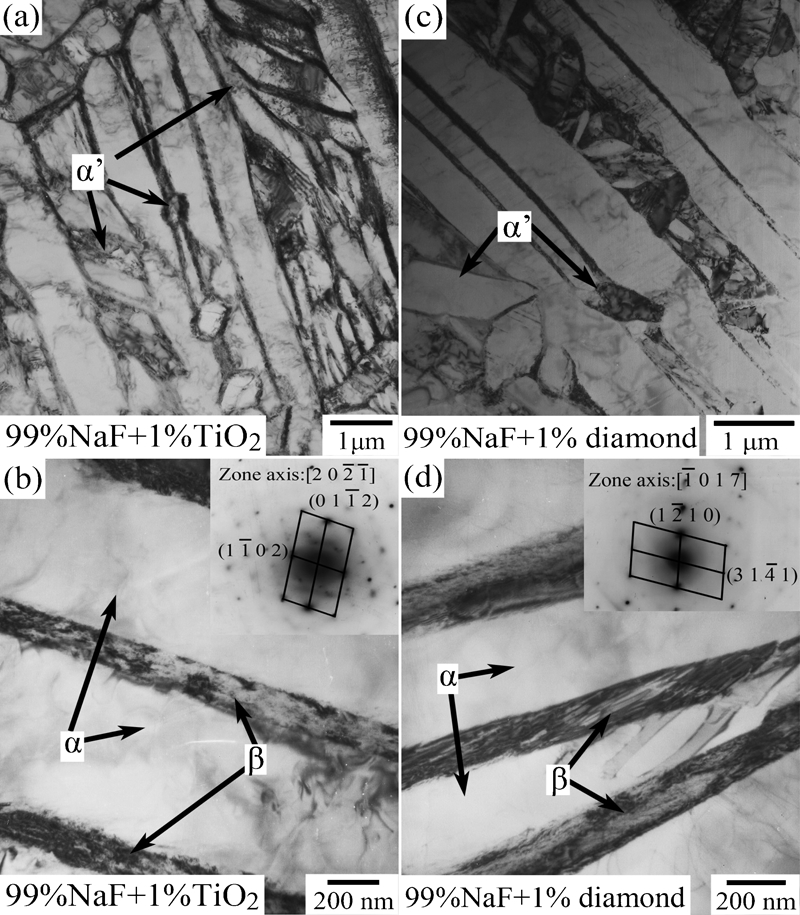
Image (TEM) of Ti–6Al–4V FZ (WM) using a, b 99 wt-% NaF+1 wt-% TiO2 and c, d 99 wt-% NaF+1 wt-% diamond
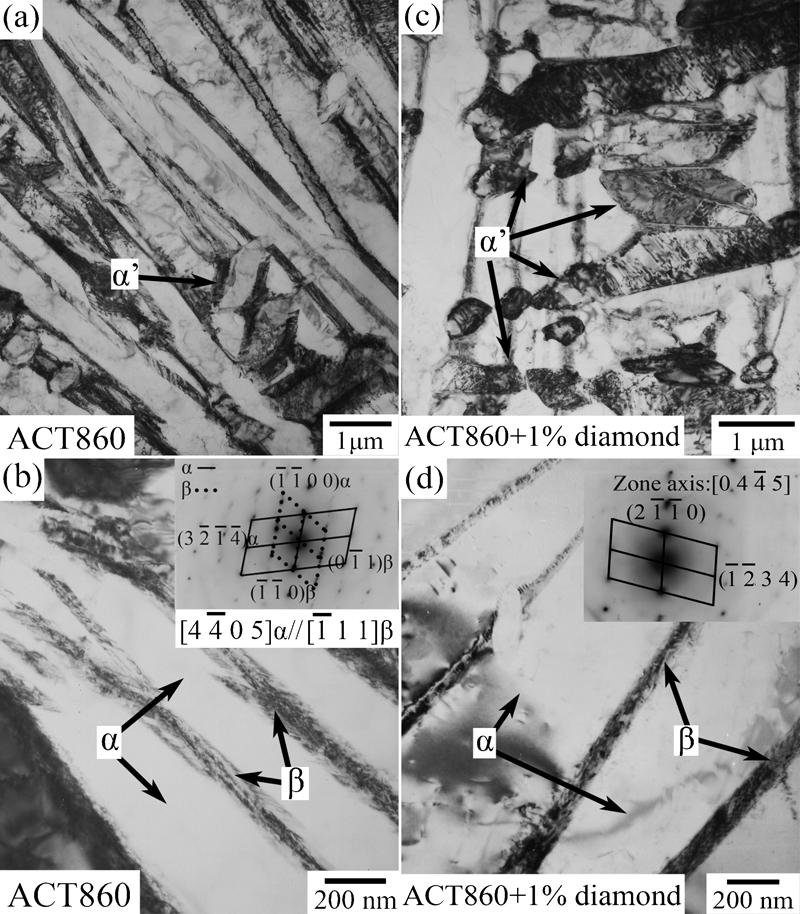
Image (TEM) of Ti–6Al–4V FZ (WM) using a, b ACT 860 and c, d ACT 860+1 wt-% diamond
Hardness distribution and related microstructure of WM
The hardnesses of HAZ and FZ were always higher than that of the BM. The highest hardness value was found within the FZ (WM), and the hardness decayed through the HAZ to the base metal, as shown in Fig. 5. This difference can be attributed to the dense and intersected needly α weave structure. In the case of NaF flux with 1 wt-% particle addition, either nanodiamond (Fig. 2f) or nano-TiO2 (Fig. 2e), the weld had deep, full penetration and a refined grain size. At the same time, the hardness was reduced by ∼12% in the FZ (WM) as compared to that without using flux, and consequently, a desirable relative uniform microhardness distribution of the weldment was obtained (Fig. 5a and c). In contrast, the addition of 1 wt-% nanodiamond in the commercial ACT 860 flux led to the highest hardness in the FZ (WM), and its hardness increased by ∼16% as compared to that without flux, as shown in Fig. 5b. The hardness distribution results should be related to the microstructure, as confirmed by the optical (Fig. 2) and TEM (Figs. 3, 4 and 6) observations. The needly α of the optical microstructures in the solidified FZ (WM) in Fig. 2 is very similar to each other. Based on the optimum weld design, a flux composed mainly of sodium fluoride plus 1 wt-% diamond and ACT 860 flux offers preferable welds in that it provides not only deep penetration but also a fairly relative uniform microhardness distribution approaching the base metal hardness, as depicted in Fig. 5c. The hardness data presented in Fig. 5a clearly show that the HAZ hardness data for this weld with the addition of 1 wt-% diamond to the NaF flux is also significantly lower than the comparable data for both welds made with no flux and fluxes without diamond additions. The actual reason for the former case of lower HAZ hardness is not clear at the current stage. Nevertheless, the bulged weld bottom in Fig. 1e and f suggests that either the more concentrated power density of the plasma arc constriction, or a higher positive slope of surface tension versus temperature, both due to the addition of 1 wt-% nanoparticle to the NaF flux, enhances the heat absorbed in the weld pool. In consequence, the lower peak temperature of the thermal cycle at HAZ results in a lower hardness at the HAZ of the welds made with flux containing 1 wt-% diamond.
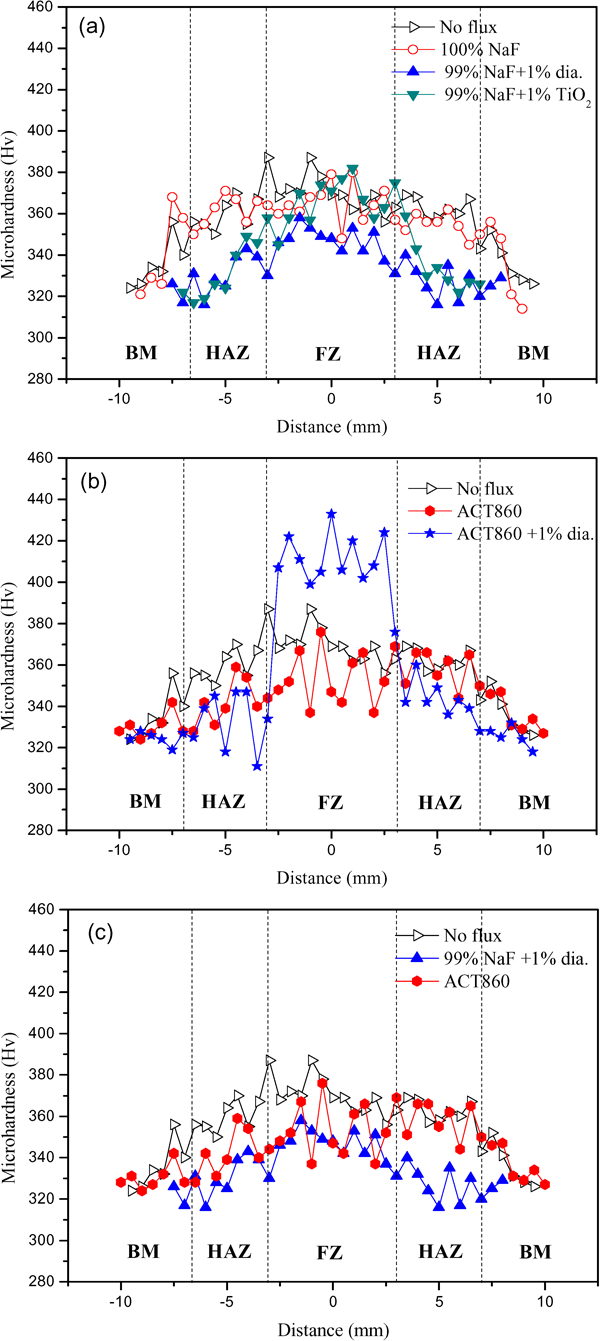
Comparison of hardness distributions of weldment with a no flux and various NaF fluxes, b no flux and two commercial ACT 860 fluxes and c no flux, ACT 860 flux and NaF+1 wt-% diamond flux
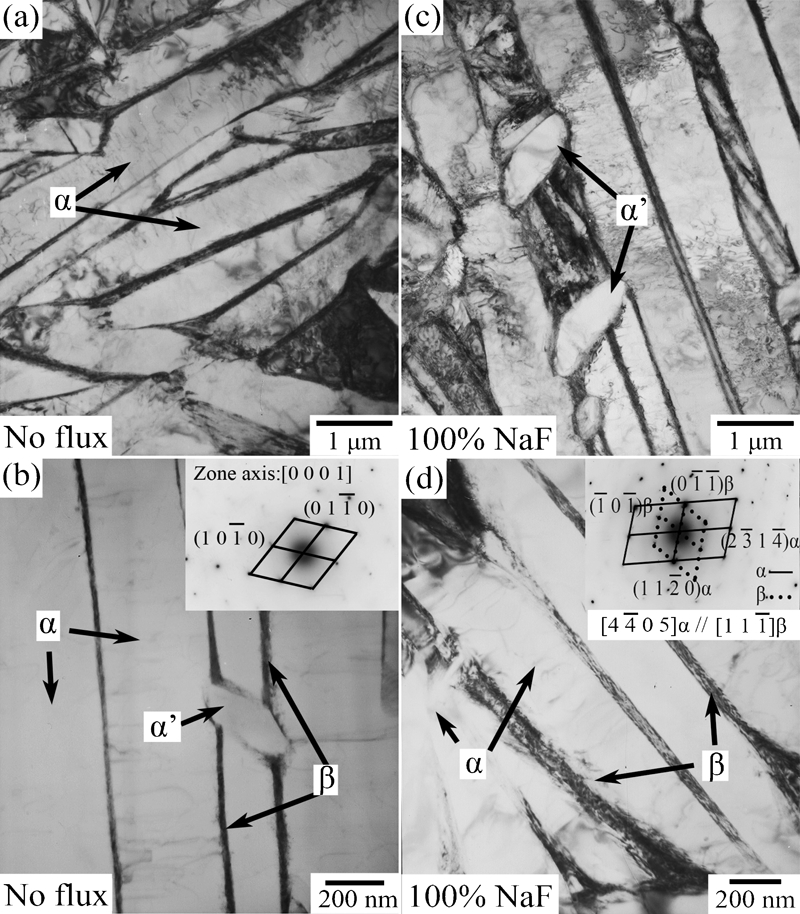
Image (TEM) of Ti–6Al–4V FZ (WM) using a, b no flux and c, d 100 wt-%NaF flux
From the TEM image, the microstructure of the solidified FZ (WM) consisted of long α, blocky martensite α′ and retained slender β phases, as can be seen in Figs. 3, 4 and 6. Because the lattice constants of the α and α′ phases are extremely close1, 2, 23 in Ti–6Al–4V alloys, it is not easy to distinguish between the α and α′ phases by diffraction pattern; therefore, we rely on the particular appearance of α′ phase during martensitic transformation.22, ,23 Solidification in α/β titanium alloy welds occur epitaxially as β crystals, which transform into the solid state on continuous cooling; the actual mode transformation depends on the stabilising elements of phase and cooling rate.23, 24 The β phase transforms as the temperature rises during the welding process. Exceeding the β-transus temperature results in almost no transformation of the α phase at the highest cooling rate; as a result, the β phase transforms into a supersaturated solid solution, one that is martensitic α′ phase.25 Ahmed and Rack1 reported that cooling rates above 410°C s−1 result in a fully martensitic microstructure in Ti–6Al–4V by the quenching Jominy procedure. A massive transformation was observed between 410 and 20°C s−1. The lower cooling rate, resulting in mixed microstructures of α phase, martensitic α′ phase and various morphological forms of diffusion, controlled the α phase. Therefore, many parallel primary α phases, the interplate prior β phases and the lenticular appearance of α′ phases formed in diverse sizes and nucleated on the β phase boundaries owing to the cooling rate.1, 22– 24
In this study, the thermal cooling was recorded at the fusion line, and the cooling rates of the phase transformation regions, between 850 and 600°C for the various A-TIG fluxes, were approximately the same, i.e. ∼27°C s−-1. The FZ (WM) of the sample produced without flux was composed of rare lenticular α′ phase, parallel α plates, and slender β phase strip, as shown in Fig. 6a and b. The average widths of the α plates and β phase in those A-TIG welds are listed in Table 2. The FZ (WM) produced with 100 wt-% NaF flux revealed slight coarsening to 294 nm α plate and a few lenticular α′ phase particles, as shown in Fig. 6c and d. With the addition of 1 wt-% nanodiamond or nano-TiO2 in fluoride flux, the microstructure of both cases exhibits 120–140 nm thick β phase (Table 2), or coarsening, and the width of the α plates becomes thinner for nanodiamond addition and thicker for nano-TiO2 addition respectively, as depicted in Fig. 3. Slightly more α′ martensites coexisted with the thickest α platelet and thick β platelet (Table 2) in the WM processed with 1 wt-% nano-TiO2 addition to NaF flux, resulting in a hardness of FZ close to that with only NaF flux, as shown in Fig. 5a. It seems that nano-TiO2 particles are more preferable for the heterogeneous nucleation of α platelet and α′ martensite to nanodiamond. Therefore, the same amount of different nanoparticles may produce these different microstructures in welds and the variation in hardness values with similar cooling rates.
List of α and β phase widths measured from TEM image
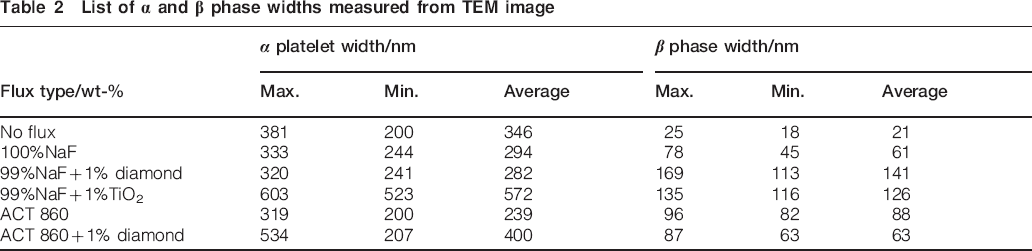
It appears that the nanoparticles somehow can stabilise the β phase in the FZ (WM) and promote more martensitic α′ transformation. Particularly, the solidified FZ (WM) made with commercial ACT 860 flux shows a relatively thick β phase and triggers some α′ martensite formation, as can be seen in Fig. 4a and b. In the case of 1 wt-% nanodiamond addition in ACT 860 flux, many α′ martensite intensive nucleations occurred on the β strips, followed by growth and eventual coalescence. The highest hardness of the FZ (WM) in Fig. 5b, i.e. that of ACT 860+1 wt-% diamond, must be associated with the highest amount of α′ martensite and much thicker α phase shown in Fig. 4c and Table 2. The greatest distinction between the addition of nanodiamond into NaF (Fig. 3c and d) flux and ACT 860 flux (Fig. 4c and d) is that the latter flux can extensively stimulate the development of heterogeneous martensitic α′ grains with average of ∼400 nm thick α platelets (Table 2) and has the highest hardness (Fig. 5b). In contrast, the microstructure of 1 wt-% nanodiamond addition in NaF flux has a thick β phase, with an average of 141 nm, which is about twice more of 63 nm made with ACT 860 flux containing 1 wt-% nanodiamond. Therefore, the lowest hardness of the weldment in 1 wt-% nanodiamond added NaF flux with more and thick β phases in the FZ (WM) provides the lowest hardness and consequently that closest to the base metal hardness. It is found that the maximum hardness of FZ for the weld made by 1 wt-% nanodiamond added in the unknown composition of commercial ACT 860 flux can transform more comparable thick α platelets (Table 2) and many α′martensites (Fig. 4c) than that in the NaF flux. Therefore, the ingredient of the flux plays an important role for the final solidification microstructure and the mechanical property of the weld besides full penetration.
It is desirable that a uniform mechanical property of the weldment approaching the base metal hardness can offer a reliable structure life based on the design point of view.
Conclusions
Sodium fluoride (NaF) significantly improves the welding penetration because arc constriction by the vapourised fluorine molecules captures electrons in the outer regions of the arc. This leads to the increased current density in the centre and produces more heat to be transferred into the target metal. The solidified FZ (WM) made with 1 wt-% nanoparticles of either diamond or TiO2 added into the NaF flux and the commercial ACT 860 flux can provide a refined grain size.
The martensitic α′ phase exhibits a lenticular appearance and nucleates at the beta vein. The number of martensitic α′ grains increases with the amount of nanoparticles added into the NaF flux. They also have a tendency to stabilise and coarsen the width of beta phases, excluding from the ACT 860 flux.
The FZ (WM) made with 1 wt-% diamond added in NaF flux provides a uniform hardness distribution, which is the lowest hardness approaching that of the base metal with the thickest beta. Contrarily, the FZ (WM) made with 1 wt-% diamond added in the ACT 860 flux offers a heterogeneous hardness distribution with the highest hardness due to the greatest martensite and alpha volume.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support received from the National Science Council of the ROC, Taiwan, under contract no. NSC 97-2221-E-019-006-MY3.