
Abstract
In order to study the effects of laser induced metal vapour on arc plasma during laser arc double sided welding (LADSW), emission spectroscopy techniques were utilised. The arc plasma in LADSW of 5A06 aluminium alloy was compared with conventional gas tungsten arc welding (GTAW) in this work. The electron temperature and density were estimated by the Saha–Boltzmann equation and the Stark broadening effect. The results indicated that the amount of metal vapour in the arc plasma during LADSW was larger than that of GTAW. Furthermore, the electron temperature of arc plasma in LADSW was lower than that in GTAW, and the electron density of arc plasma in LADSW was higher than that in GTAW near the arc anode. It was shown that the differences in arc properties between LADSW and the conventional GTAW processes were the result of laser induced metal vapour changing the composition of the arc plasma.
Introduction
Laser arc hybrid welding, which takes advantage of the synergetic effect between laser and arc, has been considered as a very promising welding process.1– 4 In laser arc hybrid welding, attenuation of the laser energy via the arc plasma is inevitable due to the laser beam having to pass through the arc plasma before reaching the materials to be joined. 5 5,6 This is especially true for CO2 lasers, where, at a distance of 1 cm, ∼40% of laser power is absorbed by the arc plasma.7 In our previous work, it was confirmed that the synergetic effect of laser arc hybrid welding was diminished at high arc current due to excessive attenuation of the laser energy by the arc plasma.8 Similarly, other researchers have found that the weld penetration of laser arc hybrid welding at higher currents was shallower than that of traditional laser welding under similar welding conditions.9 With this in mind, an improved laser arc hybrid welding method called laser arc double sided welding (LADSW) was developed by our research group recently.10– 12 In LADSW, a CO2 laser beam and a gas tungsten arc welding (GTAW) torch are vertically located on the opposite sides of the workpiece, preventing laser energy loss via the arc plasma.
In the LADSW process, a unique phenomenon was observed by the charge coupled device (CCD) camera. The GTAW arc was compressed and stabilised on the arc side, resulting in higher arc current density as well as a more stable welding process.10 This observation indicates that there are physical interactions between the laser and the arc plasma. It has been hypothesised that the laser induced metal vapour on the arc side offers a path of least resistance for arcing between the workpiece and the GTAW electrode.10 Therefore, the main objective of this study is to confirm whether laser induced metal vapour affects the arc plasma.
The laser affecting the arc plasma, leading to stabilisation and constriction of the arc, has also been suggested in laser arc hybrid welding.1– 4, 13–15 In the recent review paper entitled ‘Problems and issues in laser arc hybrid welding’, it was pointed out that it would be shown subsequently that the overlapping of the laser induced plasma plume with the arc can significantly affect the arc electron density and its electrical conductivity.3 Furthermore, in another review, the key issues of understanding the process were attributed to a lack of understanding of the interaction of the laser beam and the arc via the metal vapour in the process zone.16 Previous investigations in this area were mainly based on theoretical conjecture1, 17, 18 and numerical simulation methods.2, 19– 21 Recently, emission spectroscopy has been identified as a useful method for studying the GTAW arc plasma22 and laser welding plasma23 and has been applied to investigate arc plasma in laser arc hybrid welding.24– 26 Liu and Hao found that the hybrid arc plasma temperature decreased and the density increased compared with the conventional GTAW.24 Ribic et al. studied the electron temperature, electron density and electrical conductivity of the hybrid welding plasma for various conditions.26 Emission spectroscopy techniques were found to be a suitable method for investigating the interaction between laser and arc plasma in laser arc hybrid welding.24– 26
Laser arc hybrid welding is a complicated physical process where both the laser energy itself and the laser induced metal vapour or plasma plume simultaneously influence the arc plasma.18, 24– 26 It is therefore necessary to study the separate effects of the laser energy and laser induced metal vapour on the arc plasma. The laser beam passing through the arc plasma with the water cooled copper anode is a good physical model to study the effect of laser on arc plasma.27 The effect of laser induced metal vapour has not yet been studied. The physical process of LADSW is quite different from that of conventional laser arc hybrid welding. The interaction between the laser induced metal vapour and the arc plasma only occurs at a certain threshold of laser power in LADSW.10 Therefore, to study the effect of laser induced metal vapour on arc plasma in LADSW is helpful to not only provide a deep understanding of the physical mechanism in LADSW, but also create a special experimental condition to clarify the complicated process of laser arc hybrid welding.
In this paper, the arc plasmas of both LADSW and GTAW were contrastively investigated in order to study the effect of laser induced metal vapour on arc plasma by emission spectroscopy. Typical spectra of arc plasma were obtained. Based on these spectral characteristics, the electron temperature and density were estimated by the Saha–Boltzmann equation and the Stark broadening effect. The associations between arc plasma parameters and arc behaviours, such as arc voltage and arc profile, were also discussed. Consequently, an in depth understanding of the physical mechanism behind LADSW was provided.
Experimental
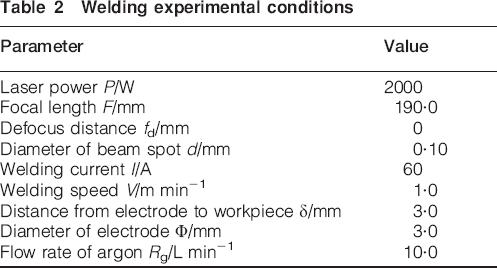
The schematic diagram in Fig. 1 shows the experimental set-up for acquiring the arc plasma spectra. Bead on plate welding was performed on 4 mm thick 5A06 aluminium alloy plate. The material composition is provided in Table 1. The main welding parameters are listed in Table 2; more details on the welding process can be found in the previous papers.10, 12
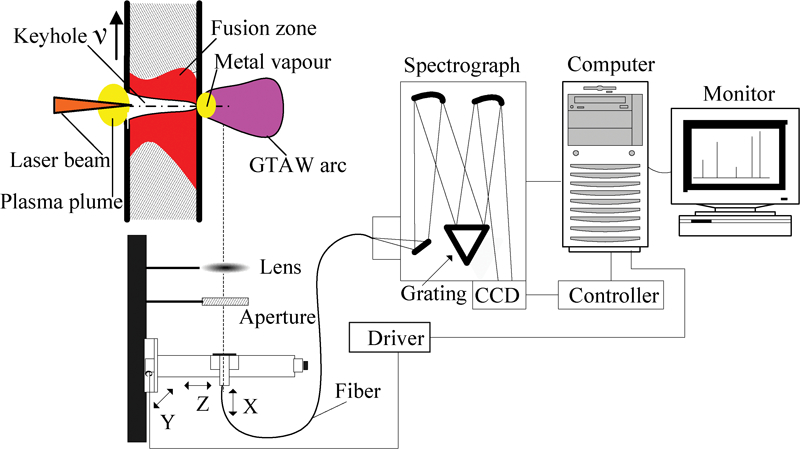
Schematic diagram of experimental set-up for emission spectroscopy analysis
Chemical composition of 5A06 Al alloy/wt-%

Welding experimental conditions
For emission spectroscopy, the radiation from the arc plasma was projected by a convex lens onto an image plane with a magnification of 2∶1. A light aperture was employed to limit the light from the arc for obtaining adequate spatial resolution. An optical fibre was aimed towards the light aperture and coupled to the spectrograph. The optical fibre tip was fixed on a precision stage capable of motion in the y and z axes. The radiation was dispersed by an SP556 spectrograph manufactured by Acton Research. A 300 g mm−1 (blaze = 500) grating with a resolution of 0·156 nm was used, and the wavelength range covered ∼160 nm. A thermoelectrically cooled CCD, model TE/CCD-1100PF manufactured by Princeton Instrument with high thermal stability was used as detector. The working temperature of the CCD was −30°C. The signals were transmitted to an ST133 controller manufactured by Princeton Instrument, where they were processed and displayed by a WinSpec32 software on a computer. The spectra of the arc plasma were acquired on the axis of the arc plasma, and the fibre was vertically moved along the z direction on the image plane during the scanning. Spectral lines were identified by comparison to the wavelengths listed in the referenced data of NIST Atomic Spectra Database.
The arc image, arc voltage and current were monitored in real time by the CCD camera and Hall elements; more information on this analysis can be obtained from a previous paper.10
Theoretical background of spectroscopic diagnosis
Underlying assumptions
In optically thin plasma, the intensity of a given spectral line Imn,
which is induced by the transition from level m to level n,
can be described by

The welding plasma was assumed to be in local thermal equilibrium.29 The Boltzmann distribution and the Saha equation were applied to determinate the plasma temperature.
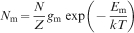
The Boltzmann distribution describes the population densities of excitation
energy levels as a function of temperature29
The Saha equation relates the densities of the subsequent ionisation species
for a temperature T
29

Measurement of electron temperature
Based on the measurement of the relative intensities of two lines from
the same element and ionisation stage, from equations (1) and (2), the so
called Boltzmann two-line method can be used to determine the electron temperature
as29



Considerable improvement in the accuracy can be obtained if lines of successive
ionisation stages for the same element are compared with each other because
the effective energy difference is enhanced by the ionisation energy, which
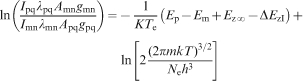
is larger than the thermal energy. Therefore, combining equations (1)–(3),
the so called Saha–Boltzmann equation is obtained as28, 29
Measurement of electron density
The Stark broadening of the spectral line is used to determine the electron
density. This method is based on the assumption that the Stark effect is the
dominant broadening mechanism opposed to the Doppler broadening and the other
pressure broadening mechanisms due to collisions with neutral atoms. The validity
of this assumption was generally accepted and was justified in other studies.24, 28, 29 Then, the electron density of the arc
plasma can be calculated by the following expression

 is the full width at half maximum (FWHM),
and ω is the electron impact parameter.
is the full width at half maximum (FWHM),
and ω is the electron impact parameter.
Results
Spectral characteristics
The typical spectra measured from the arc plasma in LADSW are compared with conventional GTAW at the axial position of 0·5 mm above the workpiece (i.e. anode) in Figs. 2 and 3. In the wavelength range of 320–480 nm shown in Fig. 2, it is found that arc plasma spectra of both GTAW and LADSW mainly consist of spectral lines of argon atoms (Ar I) and metal atoms (Al I and Mg I). However, the intensities of Al I and Mg I in LADSW are much stronger than those in GTAW, and the intensities of Ar I in LADSW are much weaker than those in GTAW. For example, the intensities of Mg I (383·829 nm) and Al I (396·152 nm) in LADSW are 3·1 and 5·7 times respectively larger than those in GTAW. On the contrary, the intensities of Ar I (415·859 nm) and Ar I (420·067 nm) in LADSW are only 41·3 and 57·5% respectively of those measured in GTAW. In the wavelength range of 640–800 nm shown in Fig. 3, it was observed that the arc plasma spectra of both GTAW and LADSW mainly consist of spectral lines of argon atoms (Ar I). The intensities of all the spectra of Ar I in LADSW are much weaker than those in GTAW. For example, the intensity of Ar I (763·511 nm) in GTAW is 2·2 times larger than that in LADSW.
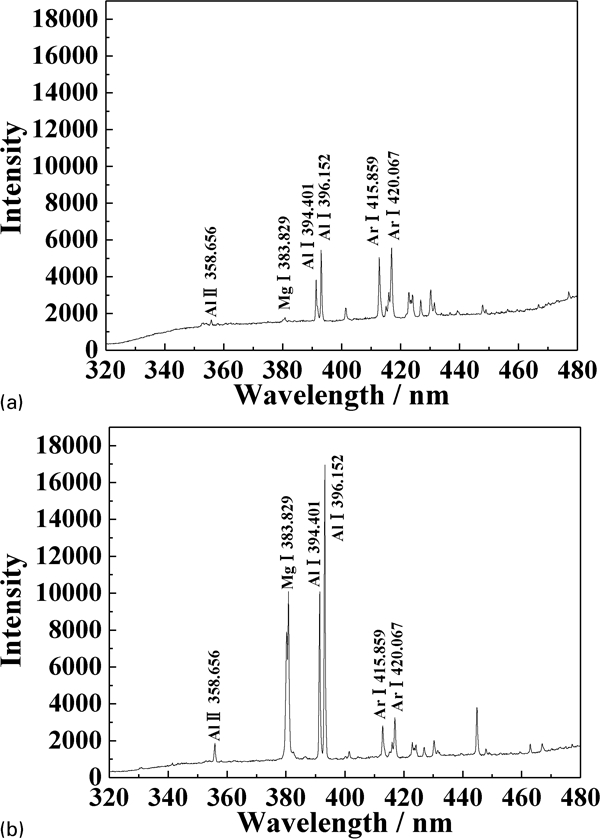
Emission spectra of arc plasma during a conventional GTAW and b LADSW in wavelength range of 320–480 nm
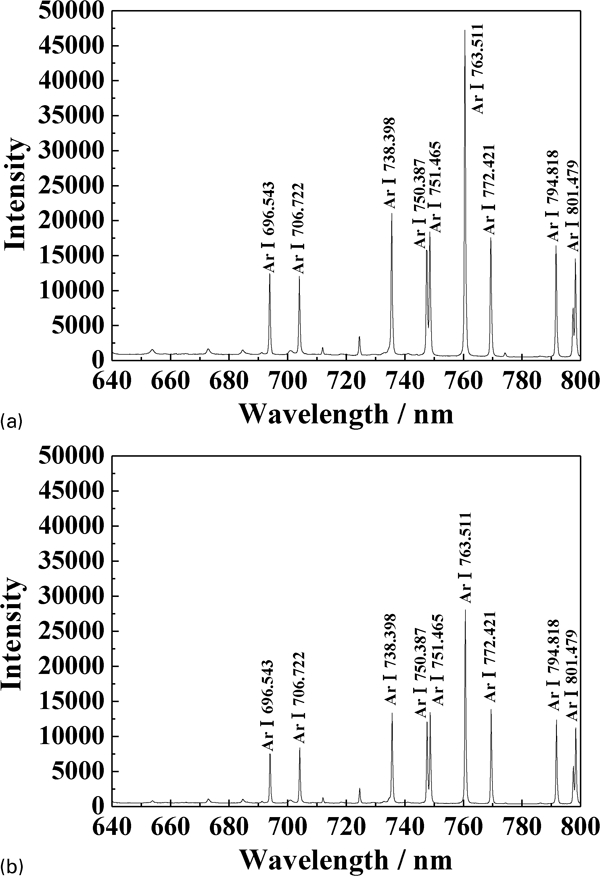
Emission spectra of arc plasma during a conventional GTAW and b LADSW in wavelength range of 640–800 nm
According to equation (1), the intensity of spectral line Imn is in direct ratio to the particle population density Nm. Therefore, it was qualitatively concluded that there are more metal atoms (Al and Mg) and less Ar atoms in the arc plasma during the LADSW process compared to during the GTAW process
Electron temperature
Three usual methods were considered to calculate the electron temperature: the Boltzmann two-line, the Boltzmann plot and the Saha–Boltzmann methods. For the Boltzmann two-line method, even the emission lines between Ar I (750·387 nm) and Ar (I 801·479 nm) that have the largest difference of upper energies cannot fulfil the criterion Em(1)−Em(2)>KT.29 For the Boltzmann plot method, in order to reduce the error, emission lines from a single element and ionisation stage must be used, and the range of upper level energies should be as large as possible. Although there are nine strong emission lines of Ar I (shown in Fig. 3), the range of their upper level energies is not large enough. Therefore, the Boltzmann two-line and Boltzmann plot methods are not suitable for calculating the electron temperature.
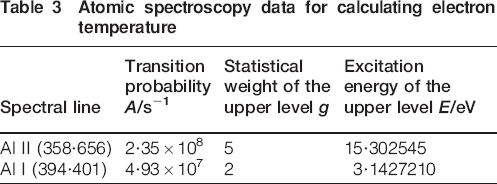
In the present experiments, Al I (394·152 nm) and Al II (358·656 nm) meet the requirement of the successive ionisation stages for the same element, and consequently, the Saha–Boltzmann method was used to calculate the electron temperature. Considerable improvement in the accuracy was obtained using this method due to the enhanced effective energy difference by the ionisation energy being larger than the thermal energy.28, 29 For the Saha–Boltzmann method, the value of the electron density Ne was found using the Stark broadening effect (in the section on ‘Electron density’). The other atomic spectroscopy data shown in Table 3 were obtained from the NIST atomic spectra database.30
Atomic spectroscopy data for calculating electron temperature
The electron temperature of the arc plasma in LADSW was found to be lower than that of GTAW near the anode, as shown in Fig. 4. It was indicated that the effect of laser induced metal vapour causes a gradual decrease in electron temperature of the arc plasma moving from the tungsten electrode (i.e. cathode) to the workpiece (i.e. anode) in LADSW. The difference in electron temperature between LADSW and GTAW is minimal close to the tungsten electrode; however, it can be more than 3000 K at the workpiece.
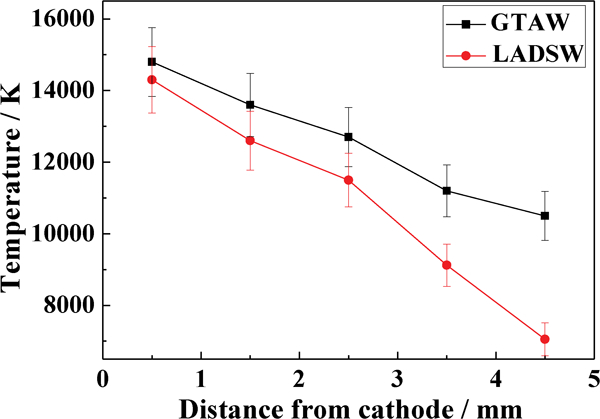
Electron temperature of arc plasma in LADSW compared with GTAW: error bars represent 6·5% variation in data
Electron density
For accurate measurements of the electron density, well isolated spectral
lines emitted in optically thin conditions should be selected. Errors in determining
the electron density result from errors in the Stark width measurement and
the Stark coefficient.28 Although the
referenced Stark coefficients or parameters are more accurate for hydrogen
and hydrogenic lines, the addition of hydrogen will change the property of
the arc plasma. Taking these factors into consideration, the spectral line
of Ar I (763·511 nm) was chosen to calculate the electron density.
The FWHM
 of Ar I (763·511 nm) was obtained
by Lorentzian fitting, and the broadening parameter ω
was obtained from the literature.31, 32
of Ar I (763·511 nm) was obtained
by Lorentzian fitting, and the broadening parameter ω
was obtained from the literature.31, 32
The estimated electron density of the arc plasma in LADSW was higher than that of GTAW, as shown in Fig. 5. It was indicated that the effect of laser induced metal vapour makes the electron density of the arc plasma in LADSW increase significantly. The extent of the increase in density becomes larger, moving from the tungsten electrode (i.e. cathode) to the workpiece (i.e. anode), where the difference of electron temperature between LADSW and GTAW was minimal close to the tungsten electrode. The electron density in LADSW was more than three times greater than that of GTAW at the workpiece.
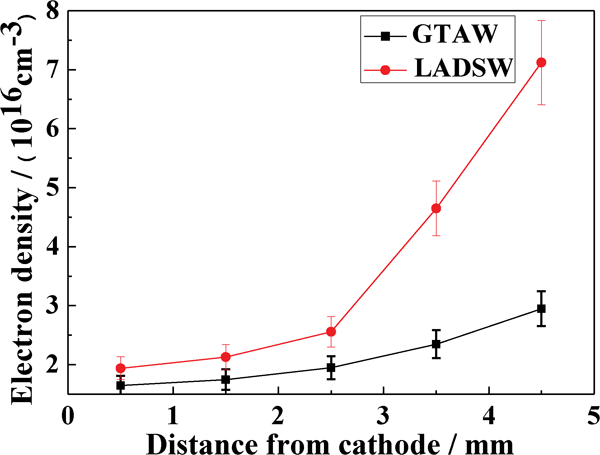
Electron density of arc plasma in LADSW compared with GTAW: error bars represent 10·2% variation in data
Arc plasma profile
Figures 6 and 7 show the typical arc profile for LADSW compared with GTAW. The lower energy density during arc welding of aluminium leads to arc instability due to the arc being more easily burned at the arc root point on the oxidisation surface. Furthermore, due to thermal stabilisation, the arc cannot keep up with the feedrate of the electrode until the distance between the arc root point and the electrode exceeds a critical limit and the arc jumps to a new root point.7 This instability of the arc was more pronounced at lower welding current and higher welding speeds. The wandering and instability of the arc observed in GTAW are shown in Fig. 6. In comparison, the arc plasma was well rooted on the location of the laser induced metal vapour in LADSW, where it became compressed and stable, as illustrated in Fig. 7.
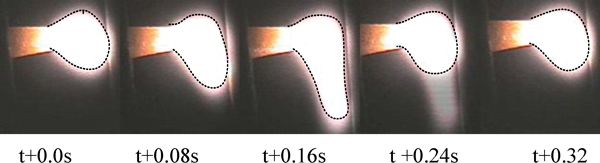
Arc images during GTAW process
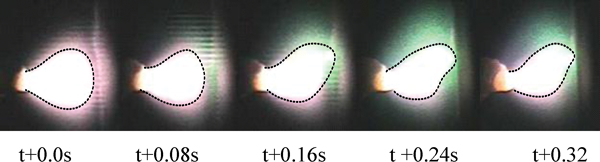
Arc images during LADSW process
Discussion
In conventional GTAW, as the maximum temperature of the welding pool is far below the evaporation temperature of the workpiece, the argon gas is mainly ionised to conduct arc current. Consequently, the arc plasma of GTAW mainly consists of Ar atoms, and only a very small fraction of metal atoms are present.7 In LADSW, the laser is capable of heating the workpiece surface on the arc side above the boiling point of the aluminium alloying elements, resulting in evaporation of the weld metal. Moreover, a portion of the laser induced plasma is ejected from the arc side of the workpiece. As a result, the metal vapour or laser induced plasma mixes with the arc plasma and changes the arc composition. The intensities of spectral lines for the metal atoms Al and Mg in LADSW are larger, whereas the intensities of spectral lines of Ar atoms are lower than those measured in GTAW (Figs. 2 and 3). This confirmed that the laser induced metal vapour enters the arc plasma.10
Considering that primary ionisation is dominant in the arc, the Saha equation
(i.e. equation (3)) can be expressed in the following form

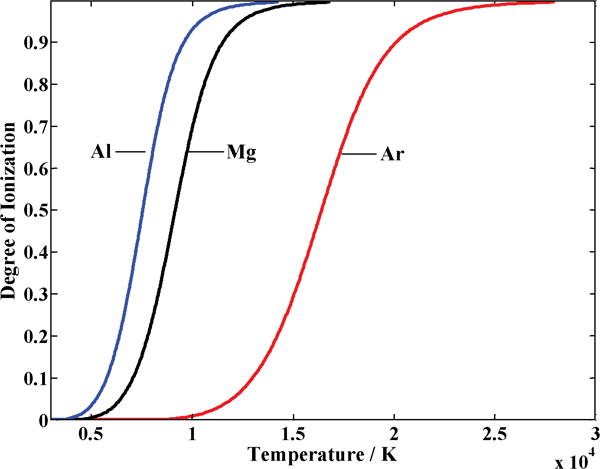
Degree of ionisation as function of temperature
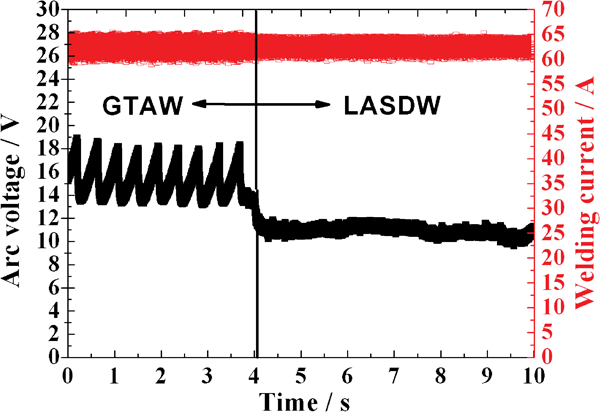
Arc voltage and current of LADSW and GTAW
For the constant current power supply used for the GTAW process, the constricted arc caused by the LADSW process will result in higher electron density translating to higher energy density of the arc. Higher energy densities will be helpful in obtaining deeper weld penetration and improved arc stability.
In this work, it was shown that laser induced metal vapour leads to a significant decrease in the electron temperature of the arc plasma in LADSW when compared to conventional GTAW. It is therefore generally accepted that concentrations of metal vapour in the arc plasma have a large effect on the increase in electrical conductivity and the increase in radiated emission.35, 36 An increase in the electrical conductivity makes the electrical field weaker. As a result, the acceleration of electron by the electric intensity decreases. An increase in radiative emission causes more energy loss of the arc. As a consequence, the increases in both electrical conductivity and radiated emission lead to a cooler arc in LADSW. However, the constriction of the arc plasma in LADSW due to the thermal pinch effect counteracts the decrease of arc energy. This phenomenon was confirmed by a decrease in arc voltage in LADSW caused by the increase in electrical conductivity.
Laser energy itself and laser induced metal vapour simultaneously influence the arc plasma during the laser arc hybrid welding process. Therefore, it is impossible to identify the separate effects of laser and laser induced metal vapour on the arc plasma in laser arc hybrid welding by emission spectroscopic diagnosis.24– 26 The laser beam passing through the arc plasma with the water cooled copper anode was used to study the separate effect of laser on the arc plasma because there is no metal vapour caused by the laser and arc heating.27 In this paper, the separate effect of laser induced metal on the arc plasma has been investigated by optical emission methods under the condition of LADSW. Therefore, this work is quite different from previous works about laser arc hybrid welding by emission spectroscopic diagnosis.
In this work, we drew a conclusion that the laser induced metal vapour decreases the electron temperature. This conclusion is helpful to make clear the complicated process of LADSW. Liu and Hao studied the effect of low power pulse laser on arc plasma during laser arc hybrid welding by emission spectroscopic diagnosis.24 It was found that the electron temperature of the arc plasma in the hybrid welding process was much lower than that of GTAW welding. However, Ribic et al. got a different result compared to Liu and Hao's work. They found that the electron temperature of the arc plasma during hybrid welding was greater than that of arc welding.26 In Liu and Hao's work, the average power of the laser was only 350 W. The effect of the laser induced metal on the arc plasma is dominant in hybrid welding relative to the weak effect of low power laser on the arc plasma by inverse bremsstrahlung. Therefore, the electron temperature of the arc plasma in the low power laser arc hybrid welding process was mainly decreased by the metal vapour. Whereas in Ribic et al.'s work, the laser power was as high as 1700 W. The laser effect on the arc (i.e. heating the arc) was assumably larger than the laser induced metal vapour on the arc (i.e. cooling the arc). Therefore, the electron temperature of the plasma during laser arc hybrid welding with high power laser is greater than that of conventional arc welding.
A successful GTAW relies on the melting of the metal workpiece; therefore, the formation of a metal vapour is inevitable. It is known that the mixture of metal vapour with the arc plasma reduces the maximum current density and expands the current conducting region of the arc.35 In the literature, the amount of metal vapour was increased by altering welding parameters such as increasing the arc current in order to increase the temperature of the weld pool, while in this study, the concentration of metal vapour in the arc plasma of LADSW results from the laser heating the back side of GTAW pool. Owing to the unique temperature field of laser welding, the metal vapour was confined to a very small area of the welding pool. Therefore, the arc was constricted by the laser induced metal vapour, leading to a smaller current conducting channel and therefore increased current density.
Since the GTAW arc plasma is not always stable and axisymmetric under real welding conditions, it is difficult to obtain an accurate radial distribution of the emission intensity using Abel transform. For this reason, only the average electron temperature and density were determined in this work. It is generally accepted that the assumption of local thermal equilibrium can be satisfied in free burning arcs at atmospheric pressure except in the regions close to the electrodes or in the arc fringes.37, 38 Therefore, the spectroscopic measurement positions are mainly at the axial position of 0·5 mm above the anode and 0·5 mm below the cathode in the present experiment. Nevertheless, the general and qualitative results were obtained from the limited measuring positions.
The effect of metal vapour on the arc was only analysed instantaneously due to the limitations of the spectroscopic measurement system. The dynamic behaviour of the metal vapour has not been considered in this work. Future study of the transport of metal vapour in arc plasma caused by both convection and diffusion will be based on the time dependent experimental observations and numerical simulations.
Laser induced metal or plasma was the dominant factor influencing the arc properties in LADWS when the laser power surpassed a certain threshold. If the laser power was lower, then the amount of metal vapour was not adequate to affect the arc discharge. Both the higher composition of the metal vapour and the laser energy itself affect the arc plasma when the laser power was high enough to penetrate into the arc plasma. When this occurs, the arc plasma can absorb the laser energy by inverse bremsstrahlung,7 which was not observed in this study. Similar effects have been observed during the laser arc hybrid welding. In laser arc hybrid welding, laser passes through the arc plasma before making contact with the workpiece. Therefore, both laser and laser induced plasma have an effect on the arc plasma.24, 25 Since absorption of the laser beam in arc plasma depends on the wavelength of the laser, the effect of arc absorbing yttrium aluminium garnet laser energy can be neglected. In contrast, there is a large effect when using a CO2 laser. This will be investigated further in a future work.
Conclusions
A comparative study on the arc plasma between LADSW and GTAW was carried out in this paper. The amount of metal vapour in the arc plasma of LADSW was found to be larger than GTAW. It was confirmed that the laser keyhole affects the opposite side of the workpiece, causing more metal vapour to enter the arc during LADSW. The laser induced metal vapour caused the electron temperature to decrease near the anode due to an increase in electrical conductivity and radiative emission. The extent of decrease in temperature was larger at the workpiece (i.e. anode) compared to at the tungsten electrode (i.e. cathode). The decrease in electron temperature was in good agreement with the measured drop of arc voltage. The arc was forced to burn predominantly in the region with high metal vapour concentration governed by Steenbeck's minimum principle. Therefore, the arc was stabilised and constricted by the laser induced metal vapour or plasma in LADSW. Moreover, the constricted arc in LADSW results in higher electron density near the anode.
Footnotes
Acknowledgements
This research was sponsored by the National Nature Science Foundation (grant no. 51105105) and the Fundamental Research Funds for the Central Universities (grant no. HIT. NSRIF. 201137). The authors are grateful to A. Pequegnat of the University of Waterloo for polishing the English of this manuscript and Professor C. F. Hou (Department of Physics, Harbin Institute of Technology) for many useful discussions of atomic emission spectroscopy. In addition, the authors wish to thank Dr M. Shuiliang (State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology) for the help of experiments about spectroscopic measurement.