
Abstract
Different amounts of TiB2 powder were added to flux cores of wear resistant hardfacing flux cored wires for the preparation of new flux cored wires. Fe–Cr–C hardfacing alloys reinforced with TiB2 were produced by arc hardfacing. The microstructure, hardness and wear resistance behaviour of the hardfacing alloys were investigated using an optical micrograph, scanning electron micrograph (SEM), X-ray diffractometer, macrohardness tester, microhardness tester and abrasive wear tester. The results showed that, among the hardfacing alloys, a new hard phase, i.e. TiC–TiB2 composite compound particles, was formed and dispersed in the primary carbides and matrix structures. The TiC–TiB2 reinforced Fe–Cr–C hardfacing alloys imparted greater hardness and better wear resistance. The presence of TiC–TiB2 hard phase particles is the main reason for the improvement in hardness and wear resistance of Fe–Cr–C hardfacing alloys.
Introduction
Owing to their high hardness, good overall properties and low cost, Fe–Cr–C hardfacing alloys are widely used in environmental conditions requiring resistance to low stress abrasion during industrial production.1– 3 The wear resistance mechanism of this alloy depends mainly on the M7C3 high hardness primary carbides generated during the crystallisation process as wear resistant particles,4 coordinated with higher hardness eutectic structures to achieve good overall material properties.
Electrodes and flux cored wires are widely used in Fe–Cr–C hardfacing alloys, of which flux cored wires occupy the dominant position as they are able to improve the efficiency and quality of hardfacing significantly.3, 5, 6 M7C3 type carbides are beneficial to improve the hardness and wear resistance of materials, but their brittle phase is easily fractured and spalled, thereby reducing wear resistance. Currently, through the addition of different alloying elements or other materials to flux cored wires, their influences on the microstructure and properties of Fe–Cr–C hardfacing alloy have been investigated by researchers attempting to improve the wear resistance of these alloys. Studies by Berns and Wewers7 showed that the wear resistance was dependent on a good combination of hardness and toughness. When carbides were uniformly distributed in the matrix structures as fine particles, the toughness and wear resistance of the hardfacing layer were significantly improved. It was pointed out by Wang and colleagues8– 10 that when Ti, V and Mo were added to flux cored wires, TiC–VC–Mo2C composite carbides were synthesised by metallurgical reaction with C, and the hardfacing alloy obtained had better crack resistance and higher hardness. It was considered by Lee et al. 11 that the wear resistance of hardfacing alloys could be improved not only by increasing the matrix content but also by adding strong carbide forming elements, such as Ni, Ti and V, to form carbides, in order to improve the ability of strain induced martensitic transformation, thus greatly improving the wear resistance of the alloy. Strain induced martensitic transformation is one of the most important mechanisms of wear resistance for iron based hardfacing alloys. Buchely et al. 12 concluded that matrix microcutting and brittle fracturing of carbides were the major wear mechanisms in wear resistant hardfacing. When the alloy microstructure contained a eutectic matrix, primary M7C3 and MC carbides, the optimal wear resistance was achieved for the hardfacing layer.
As the most stable compound of boron and titanium, TiB2 is widely used due to its high melting point, high hardness and excellent wear resistance. By adding TiB2 ceramic powder to flux cored wires of Fe–Cr–C hardfacing, wear resistant hardfacing alloys were prepared in this study. The microstructures and properties of the hardfacing alloys were tested and studied, and the influences of TiB2 ceramics on the microstructure, hardness and wear resistance were analysed.
Experimental
Materials
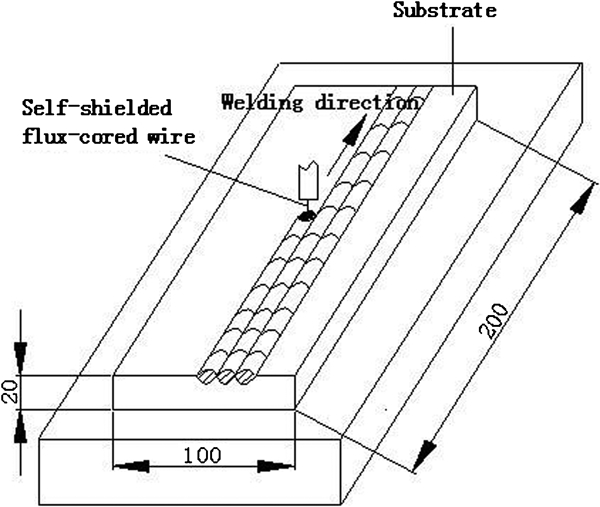
Three types of wear resistant hardfacing flux cored wires were used in this test. One type was a commonly used flux cored wire of high chromium cast iron hardfacing, denoted as D-1, and the hardfacing metals were high chromium Fe–Cr–C alloys. The other two types were wires produced by adding 5 or 10 wt-%TiB2 to the above wire flux cores, denoted as D-2 and D-3 respectively, of which the wire diameters were both φ 2·8 mm, and the hardfacing test plates were Q235 steel with dimensions of 200×100×20 mm.
Preparation of wear resistant hardfacing alloys
Hardfacing was carried out on the substrate of Q235 steel plates using a Deltaweld-852 welding machine, as shown schematically in Fig. 1. The temperature between the welding layers was controlled at ∼150°C with four hardfacing layers. The process specification for the hardfacing parameters is shown in Table 1, and the top layer was selected as the hardfacing alloy for test.
Deposition of hardfacing alloy
Welding parameters

Microstructure and properties of hardfacing alloys
All the chosen samples that used microstructure testing are parallel to the hardfacing direction, i.e. parallel to the rod length. A CMM-20Z optical microscope was used to observe the microstructure of the hardfacing alloys; an S-4800 scanning electron microscope (SEM) and a TD-3000 X-ray diffractometer were used to analyse the microstructure and structure of the hardfacing alloys, while an ARL-3460 spectrometer was used to analyse their chemical composition. An HMV-2 microhardness tester was used for microhardness testing, while an HR-150A Rockwell hardness tester was used for hardness testing at room temperature. The tests were conducted at six points, and then the average value was selected.
Although most testing of chromium carbide hardfacing alloys is performed with low stress abrasion, this study is to develop a wear resistant hardfacing alloy that can be used in mining machinery, such as the coal mill roll grinding. The abrasive wear of coal mill roll grinding is a typically high stress crushed abrasion. Therefore, high stress abrasion was chosen in this article. An ML-10 abrasive wear testing machine was used for wear testing on hardfacing alloys, of which the sample size was φ 6×15 mm, the test load was 2·5 kg and the wear medium was no. 180 waterproof sandpaper. A photoelectric analytical balance with an accuracy of 0·1 mg was used to weigh the sample's mass before wear M0 and after wear M1, and the absolute mass loss from sample wear was obtained as (M0–M1), i.e. ΔW. Hardfacing sample D-1 was taken as the standard sample, and then the relative wear coefficient was calculated as ϵ = absolute mass loss of standard sample/absolute mass loss of test sample. The tests were carried out three times, and the average was taken as the final result.
Results and discussion
Chemical composition of hardfacing alloys
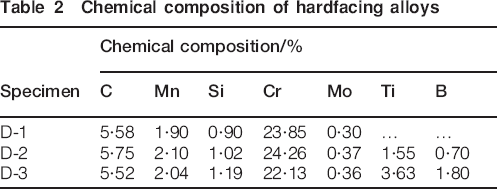
The chemical compositions of the three different hardfacing alloys are shown in Table 2. It can be seen that, among the three types of hardfacing alloys, apart from Ti and B, the other elements have consistent values. The contents of Ti and B in D-3 hardfacing alloy are approximately double those in D-2 hardfacing alloy, consistent with the TiB2 content actually added to the alloys.
Chemical composition of hardfacing alloys
Microstructure
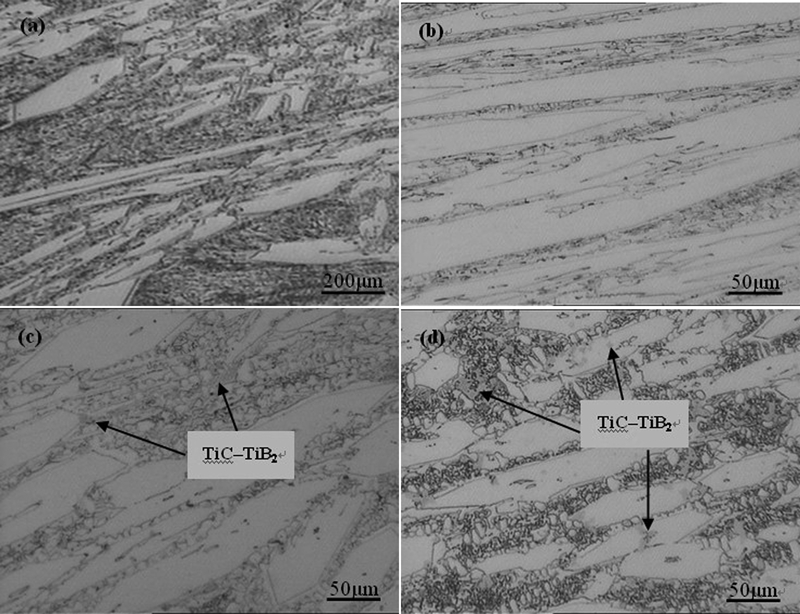
Figure 2 shows the optical microstructure of the three hardfacing alloys: b is the local amplification of a. We can see that three hardfacing alloys are consistent with the primary carbides with eutectic (PKE) and primary carbides, alloy carbides and eutectic (KKA) deposit types of ISO/TR 13393:2009 titled ‘Welding consumables – hardfacing classification – microstructures’,13 typically high chromium cast iron hardfacing deposit type. The matrix structures of the three alloys are all martensite with a small amount of residual austenite (seen as dark grey–black structures). A large amount of primary Cr carbides and eutectic carbides are distributed in the matrix, but the morphology and quantity of Cr carbides are quite different. The carbide in D-1 alloy has a columnar morphology, as shown in Fig. 2b. With the addition of TiB2, the development of columnar carbide is interrupted, and the number of particles increases, as shown in Fig. 2c and d. On the one hand, the addition of TiB2 is able to increase the nucleation of particles and improve the nucleation rate of primary carbides. On the other hand, during the solidification process in welding metallurgy, primary carbides are formed, and latent heat is released to reduce undercooling.14 The greater the number of primary carbides generated, the greater the latent heat released in the solidification process, leading to a reduction in the undercooling at the solid/liquid interface and inhibition of the growth of primary carbides. Thus, with an increase in TiB2 content in hardfacing alloys, the size of primary carbide particles will decrease and the number of particles will increase.
Microstructure of hardfacing alloys
The analytical results showed that many irregular black particles were also distributed in the matrix and carbides of D-2 and D-3 alloys, as shown in Fig. 2c and d. Moreover, the quantity of black particles in D-3 alloy was greater than that in the D-2 alloy. A scanning electron micrograph was used to analyse the microstructure and composition of D-2 and D-3 and gave a clear understanding of the microstructure and structure of the black particles. As shown in Fig. 3, the spectra of the black particles proved that the chemical compositions were dominated by Ti with a small amount of B and C. Thus, the black particles were speculated to be TiC–TiB2 composite compounds.
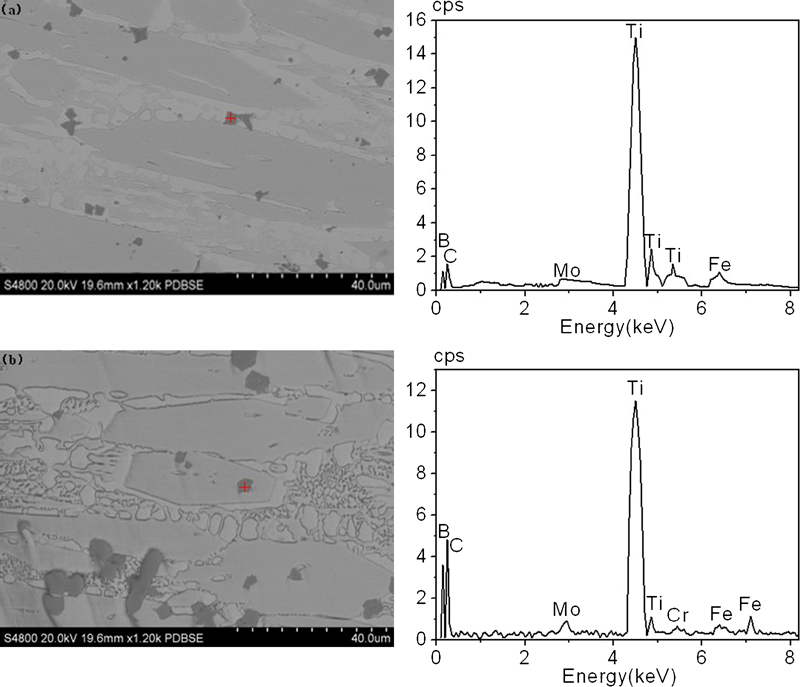
Images (SEM and EDS) of hardfacing alloys with a alloy D-2 (5% TiB2) and b alloy D-3 (10% TiB2)
The above conclusions were further proven by X-ray diffraction analyses. As shown in Fig. 4, the phases of D-1 hardfacing alloy were mainly composed of α-Fe, Fe3C, (Cr,Fe)7C3 and Cr23C6, while D-2 and D-3 hardfacing alloys also included TiC and TiB2 compounds. It can be seen that when TiB2 ceramic powder was added to the flux cored wires, through metallurgical reactions with high temperature arc effect, TiC and TiB2 compounds can be generated in the hardfacing alloys. Combining these results with the SEM test results, the black particles in the hardfacing alloys can be concluded to be TiC–TiB2 composite compounds. Comparing Fig. 3a and b, it can also be concluded that, with an increase in TiB2 content in the flux cored wires, the TiC–TiB2 composite compounds will have larger size and greater numbers.
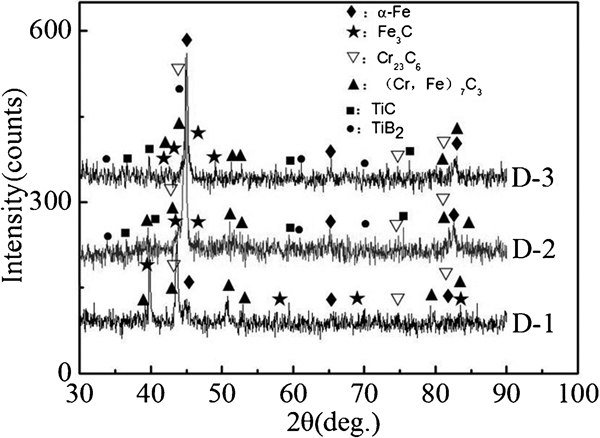
X-ray diffraction spectra of hardfacing alloys with different TiB2 contents
Hardness of hardfacing alloys
The Rockwell hardness test results for the different hardfacing alloys are shown in Table 3. The average hardnesses of D-1, D-2 and D-3 hardfacing alloys were 58·4, 64 (5%TiB2) and 68·4 HRC (10%TiB2) respectively. It can be seen that the addition of TiB2 to flux cored wires can significantly improve the hardness of hardfacing alloys.
Macrohardness of hardfacing alloys

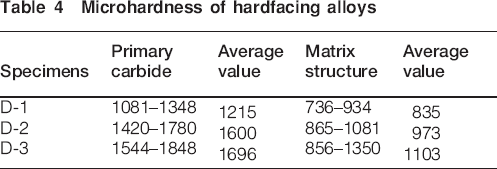
The microhardness test results for the different hardfacing alloys are shown in Table 4. The microhardness of the primary carbides was significantly higher than that of the matrix. However, the microhardness of either primary carbides or matrix structure was significantly improved with the addition of TiB2. Experimental values were not detected in TiC–TiB2 composite compound particles. In theory, its microhardness can be up to 3200–3400 HV as the hardest phase of the hardfacing alloys.
Microhardness of hardfacing alloys
Wear resistance of hardfacing alloys
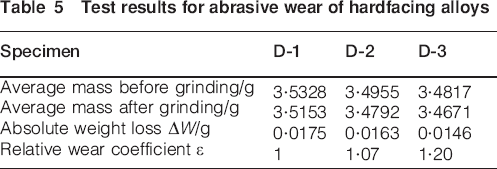
Wear resistance is a major performance indicator in Fe–Cr–C hardfacing alloys.15 The results of abrasive wear tests on different hardfacing alloys are shown in Table 5. It can be seen that after the addition of TiB2, the wear resistances of hardfacing alloys are significantly better than without TiB2.
Test results for abrasive wear of hardfacing alloys
Influence of TiB2 on hardness and wear resistance of hardfacing alloys
The above tests showed that the addition of TiB2 to the flux cored wires was a key factor influencing the microstructure and properties of hardfacing alloys.
The addition of TiB2 can interrupt the development of columnar carbide and increase the number of primary carbide particles in hardfacing alloys. This is grain refinement. The greater the number of particles, the greater the hardness of the hardfacing alloy will be. It can be seen from the microhardness test results (Table 4) that the addition of TiB2 leads to a significant improvement in the hardness of both primary carbides and matrix structures, which will inevitably increase the hardness of hardfacing alloys. However, the main cause of reinforcement is apparently due to the hard phase in hardfacing alloys, i.e. TiC–TiB2 composite compounds. The microhardness of TiC and TiB2 is up to 3200–3400 HV, dispersed in the primary carbides and matrix structures. Thus, particles with high hardness and wear resistance are formed and greatly improve the hardness and wear resistance of hardfacing alloys.
The primary carbides in D-1 hardfacing alloy occupy a continuous zonal distribution (Fig. 2). However, the small number of matrix microstructures does not impart a good protective effect on the primary carbides, resulting in poor toughness of the microstructures and affecting the wear resistance. With the addition of TiB2 in D-2 and D-3 samples, the number of primary carbides with a dispersed distribution is increased and with a subsequent improvement in wear resistance. In Fe–Cr–C wear resistant hardfacing alloys, stress concentrations exist at the boundary positions of the primary carbides.16 By adding TiB2, a large number of TiC–TiB2 hard phase particles are dispersively embedded within the structures to absorb part of the stress, weaken the stress concentration at the boundary positions of primary carbides and mitigate falling wear.
Conclusions
TiB2 was added to flux cored wires of Fe–Cr–C wear resistant hardfacing alloy. Through arc metallurgical reactions, a new hard phase is formed, i.e. TiC–TiB2 composite compound particles, dispersed in the primary carbides and matrix structures.
With the addition of TiB2, the Rockwell hardness and wear resistance of hardfacing alloys are significantly increased. The microhardness of primary carbides and matrix structures is also significantly improved.
Grain refinement by interrupting the development of columnar carbide and dispersion of TiC–TiB2 hard phase particles in the microstructures are the main reasons for the improvement in hardness and wear resistance of Fe–Cr–C hardfacing alloys.