
Abstract
The investigation on the influences of the KCl, TiO2 and CaCl2 fluxes on the metal transfer and the spatter loss in metal inert gas (MIG) welding of magnesium alloy is carried out. The results indicate that KCl flux favours the stability of metal transfer and reduces the spatter loss, whereas the extension of the period of metal transfer and the aggravation of the spatter loss are produced by CaCl2 flux, compared with MIG welding. For TiO2 flux, the metal transfer behaviour and the spatter loss are similar to those of MIG welding. The reason for promoting the metal transfer on KCl flux is that the increased electromagnetic force resulted from the enhancement of the welding current. In addition, for MIG welding with the KCl or CaCl2 flux, the arc conductivity is affected together by the metallic atoms and the chlorine atoms contained in the two fluxes.
Introduction
As the lightest structural material available, magnesium alloys have attracted increasing attentions for their unique properties and have already found considerable applications in aerospace, automotive, electronics and other industries.1– 3 The wider applications of magnesium alloys need reliable welding processes. In order to obtain high quality joints of magnesium alloy, various welding techniques including tungsten inert gas (TIG) welding, metal inert gas (MIG) welding, laser–TIG hybrid welding and friction stir welding have been investigated, and some remarkable progress has been gained. Since its introduction in the 1940s, MIG welding has became one of the significant welding methods in the fields of welding and joining owing to the high deposition rate and production efficiency, and especially the ability to accomplish high speed welding of thick plates. Moreover, many improvements have been acquired in the performance and reliability of the facility for this process in the past few years.4
Nevertheless, the heavy spatter emerges frequently during MIG welding of magnesium alloys,5, 6 which will severely reduce the welding quality. Because the unstable droplet transfer from the wire tip to the weld pool is mainly responsible for the formation of spatters, much effort has been made to promote droplet transfer and decrease the spatter nowadays. Ueyama and Nakata get a stable droplet transfer for magnesium alloy using direct current pulsed MIG welding with a 1·2 mm diameter filler wire.7 Song et al. adopt alternating current pulse waveform to achieve a reliable pulse transfer without larger energy input into filler wire during MIG welding of magnesium alloy.5 Gao et al. believe that the addition of laser in MIG welding of magnesium alloy can accelerate the droplet detachment by the synergic effects of laser and arc.8 All processes mentioned above are effective to improve the stability of the metal transfer in MIG welding of magnesium alloy. However, up to now, only limited studies have been conducted on taking other measures to realise this aim.
Huang reports that some activating fluxes can have an intense influence on the arc in MIG welding availing of their own physicochemical characteristics.9 The similar phenomenon also appears in twin wire MIG welding.10 The metal transfer is bound up with the welding arc in MIG welding due to the fact that the formation and transfer of the droplet all happen within the arc. Therefore, the application of activating flux to MIG welding in order to promote the droplet transfer in MIG welding of magnesium alloy is feasible and promising. Besides, this method is characterised by low equipment cost and excellent operability compared with pulsed MIG or laser–MIG hybrid welding.
In this paper, the technology combining MIG welding and activating flux is carried out on AZ61 magnesium alloy. The main objective of this study is to exposit the mechanism in changing metal transfer behaviour for activating flux and to propose a new method to decrease the spatter in MIG welding of magnesium alloy.
Experimental
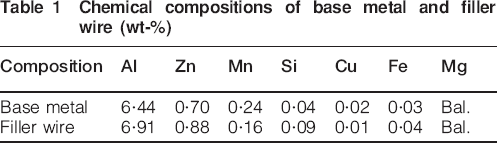
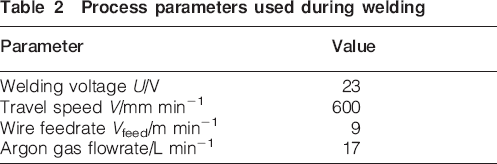
In the present study, the rolled AZ61 magnesium alloy plate with the dimension of 150×100×6 mm and the extruded AZ61 magnesium alloy wires with 1·6 mm in diameter are used as base metal and filler wire during MIG bead on plate welding respectively. The chemical compositions of the base metal and the filler wire are determined by X-ray fluorescence spectrometer and shown in Table 1. The process parameters served in this experiment are listed in Table 2.
Chemical compositions of base metal and filler wire (wt-%)
Process parameters used during welding
Three activating fluxes, i.e. KCl, TiO2 and CaCl2, are provided in powder form with the particle size of 75 μm. Before welding, the base metal and the wire need polishing to remove the surface impurities and oxides. The single component flux powder is mixed uniformly by alcohol to produce paint-like consistency. A brush is used to apply the mixture of activating flux on the sample surface. The schematic diagram of experimental set-ups is presented in Fig. 1. As illustrated in Fig. 1, the width of the area covered with flux is ∼25 mm, and the quantities of the KCl, TiO2 and CaCl2 flux coatings are all 1·2 mg cm−2. A high speed camera with a sampling frequency of 1000 frames/s is positioned towards the arc zone of MIG welding to observe the metal transfer behaviour. A common digital camera is utilised to continuously monitor and record the instantaneous welding current displayed on operation panel of the welding machine with constant voltage pattern. In addition, a spectrograph (SP-2556) produced by Acton Company is used to analyse the spectral characteristic of the welding arc plasma. The spectrograph adopts a 300 grooves/mm grating, a spectral resolution of 0·128 nm and a capturing wavelength range from 200 to 600 nm to ensure that the spectral date is accurate and credible. The light emitted from the arc plasma is imaged 2∶1 by a convex lens, which is helpful to acquire the local spectral information on the plasma. In welding process, the specimen travels at a preset speed in a direction, while the other devices remain in a stationary position.
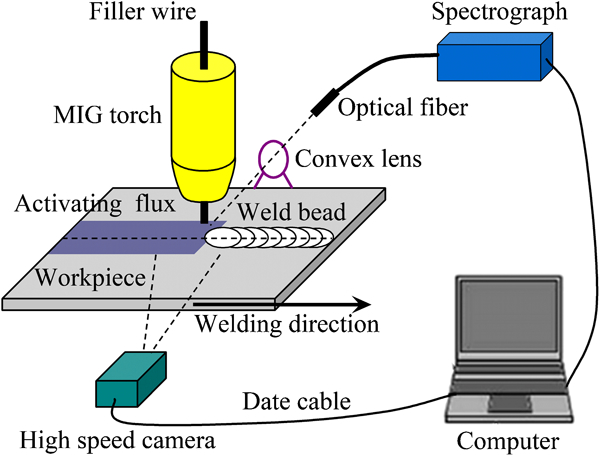
Schematic diagram of experimental devices
Results and discussion
Effect of activating flux on metal transfer behaviour
The metal oxides and chlorides are often utilised as the activating fluxes in activated welding of magnesium alloy.11, 12 Moreover, the elements with low ionisation energy can stabilise the welding arc and then possibly achieve a stable metal transfer. Consequently, the KCl, TiO2 and CaCl2 are selected as the activating flux in this experiment. Figure 2 shows the metal transfer behaviours of MIG welding without and with activating fluxes observed by a high speed camera. It is seen that the metal transfers without and with TiO2 and CaCl2 fluxes are proceeded in a similar manner that the size of the droplets is far larger than the wire diameter and the droplets attaching to the wire tip always swing back and forth around the wire, but not fall into the weld pool. This metal transfer pattern is considered as the typical globular transfer mode, as reported by Iordachescu and Quintino,13 while the differences in the periods of droplet transfer are also seen from Fig. 2 among MIG welding without and with TiO2 and CaCl2 fluxes. By analysing large number of experimental results, it is believed that the periods of droplet transfer without and with TiO2 and CaCl2 fluxes are 150–170, 150–175 and 190–210 ms respectively. The period of droplet transfer is an important factor in describing the difficulty level of the metal transfer. The longer the period is, the harder the metal transfer is and, in contrast, the smoother the metal transfer is. Therefore, the CaCl2 flux hinders the molten drop from detaching from the wire end, whereas the TiO2 flux has no visible influence on the droplet transfer, compared with single MIG welding.
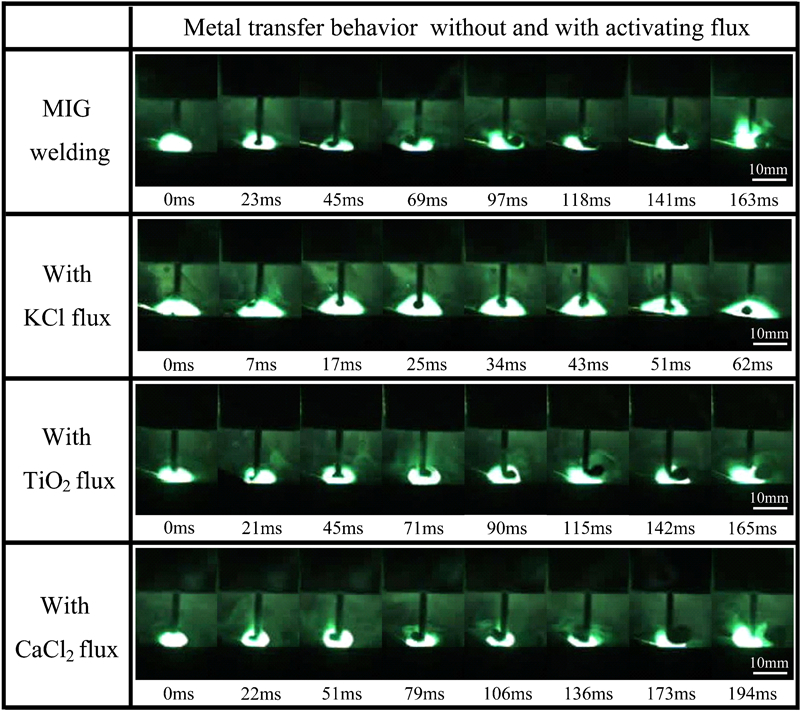
Metal transfer behaviour in MIG welding without and with activating fluxes
When the KCl flux is employed, the metal transfer behaviour is greatly different from that of single MIG welding, as shown in Fig. 2. The KCl flux not only diminishes the droplet size but also allows the molten drop to transfer along the axial direction from the wire end to the weld pool. Besides, its period of metal transfer is only 55–75 ms, which is far less than that of MIG welding. Because the diameter of the droplet with KCl flux is slightly larger than that of the electrode wire, it is confirmed that the metal transfer pattern with KCl flux is the drop spray mode, which is one of the spray transfer modes.13 Furthermore, the contraction of the period of droplet transfer with KCl flux proves that it is favourable for the stability of the metal transfer as well.
As reported by Choi et al., the transition from globular transfer to spray transfer is principally owing to the variations in the forces acting on the droplet.14 Meanwhile, these forces are intimately related to the welding current, which will be affected by the arc conductivity during welding. Accordingly, it will be necessary to estimate the variations of these forces, the welding current and the arc conductivity in order to reveal the mechanism of the change of the droplet transfer behaviour with activating flux in MIG welding of magnesium alloy.
Variation in welding current and arc conductivity
Figure 3 shows the variation tendencies of the welding current without and with activating fluxes with the time lapse during MIG welding. It can be seen that the change of the welding current of single MIG welding is comparatively stationary and the average current value is kept up ∼184 A. The KCl flux not only makes the fluctuation of the current become intense but also increases the average welding current value by 17 A in comparison with single MIG welding. When the CaCl2 flux is used, the average current value is reduced to 175 A, and the variation trend of the current is erratic. With respect to the TiO2 flux, the welding current is almost the same as that of single MIG welding.
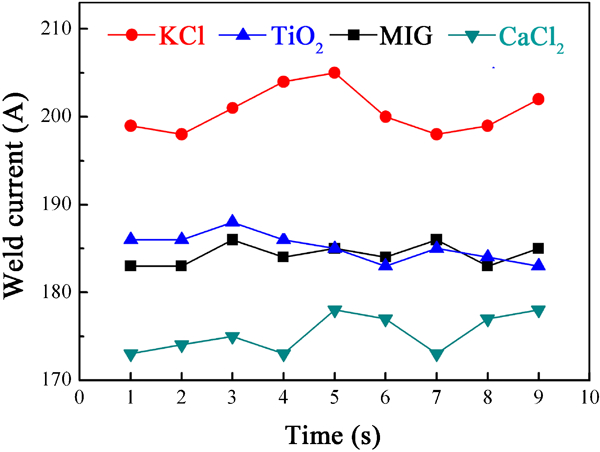
Variation tendency of welding current in MIG welding without and with activating fluxes
Since the arc voltage is maintained at 23 V in this study and the change in the arc conductivity will lead to an inverse change in arc resistance, it is concluded that the arc conductivity is proportional to the welding current on the basis of the Ohm's law. The arc conductivity may be altered when the activating fluxes are added. Therefore, it is required to observe the spectral characteristic of the welding arc plasma with fluxes for analysing the arc conductivity in depth. Figure 4 shows the spectral characteristics of the arc plasma in MIG welding without and with activating fluxes. As displayed in Fig. 4, the spectrums with the wavelength from 200 to 600 nm are acquired, and some sensitive spectral lines of the existing elements are identified. It can be viewed in Fig. 4a that the arc plasma in MIG welding mainly consists of Mg atoms, Ar atoms, Mg+ ions and Ar+ ions.
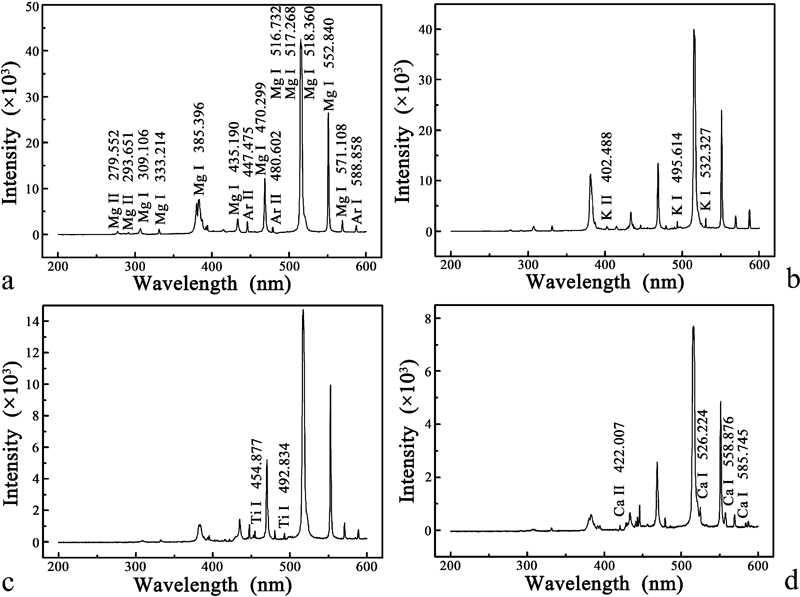
Spectrum of arc plasma in MIG welding without and with activating fluxes
While the applications of the KCl and CaCl2 flux to MIG welding are carried out, the metallic atoms (K and Ca atoms) and univalent cations (K+ and Ca+ ions) involved in the chlorides are found to be present in the corresponding arc plasma, as shown in Fig. 4b and d. This means that a part of KCl and CaCl2 fluxes has decomposed into relevant metallic atoms (K and Ca atoms) and Cl atoms under the thermal action of the welding arc. Subsequently, these metal atoms are readily ionised into univalent cations and electrons due to the lower first ionisation energy of K and Ca element as compared to Mg element (as listed in Table 3). It is well known that the electrons act as the prime carriers of the current in the arc plasma. Additionally, the more easily electrons are made, the better the arc conductivity is. In consequence, the arc conductivity will be enhanced with the ionisation of K and Ca atoms, and correspondingly, the welding current will be increased.
First ionisation energy of different elements

Nevertheless, the preceding experimental results demonstrate that the current is decreased by the CaCl2 flux, implying that the Cl atoms also exert a significant influence upon the arc conductivity. As reported by Tanaka et al., halogen atoms (such as Cl and F atoms) can catch electrons in the outer regions of the arc and in turn reduce the arc conductivity because of their strong affinity for electrons.15 As a result, it is believed that the arc conductivity with KCl or CaCl2 flux is influenced together by the metallic atoms and the Cl atoms contained in the two fluxes. Furthermore, the final arc conductivity will depend on the strengths of the influences of both metal and Cl atoms on the arc conductivity, namely, on the major factor between the two kinds of atoms.
Since the first ionisation energy of K element is far lower than that of Mg element, the influence of K atoms on the arc conductivity will prevail over that of Cl atoms, and the ultimate result is that the arc conductivity is augmented by the KCl flux. In the case of the CaCl2 flux, the arc conductivity is principally controlled by Cl atoms because the distinction of the first ionisation energy between Ca and Mg element is unnoticeable compared with that between K and Mg element (as listed in Table 3), and a CaCl2 molecule occupies two Cl atoms. It follows that the arc conductivity with CaCl2 flux is diminished. The arc conductivity is in proportion to the welding current; thus, the current is enhanced when KCl flux is used and it is reduced when CaCl2 flux is used, as shown in Fig. 3.
It can be observed from Fig. 4c that only Ti atoms exist in the arc plasma with TiO2 flux, which is possibly related to the higher melting point (2098 K) and boiling point (3073 K) of TiO2 flux. Although the first ionisation energy of Ti element is lower than that of Mg element (as listed Table 3), TiO2 flux still has no effect on the arc conductivity compared with single MIG welding, taking into account that Ti+ ions are not detected by the spectrograph. Thereby, the welding current with TiO2 flux is nearly the same as that of single MIG welding, as illustrated in Fig. 3.
Variation in forces acting on droplet
The introduction on the forces acting on the molten drop will be beneficial to further understand the metal transfer behaviour in MIG welding without and with fluxes. The forces acting on the droplet largely refer to the gravitational force, the surface tension force, the plasma drag force and the electromagnetic force.16 The gravitational, plasma drag and electromagnetic forces are detaching forces which improve metal transfer, whereas the surface tension force is a retaining force which hinders the droplet from falling into the weld pool. The gravity will play a key role in the detachment of the droplet from the wire end in globular transfer mode, while the electromagnetic force will become the dominant detaching force in spray transfer mode.17 The surface tension force is almost constant whether it is in globular transfer or in spray transfer mode.18
It can be seen from Fig. 2 that the metal transfer behaviours of MIG welding without and with TiO2 and CaCl2 fluxes all posses the common characteristics of the greater droplet size and the longer period of the droplet transfer, regarded as the globular transfer mode. This results from the competition between the gravity and the surface tension force in globular transfer mode. As a result of the low density of magnesium alloy, the droplet will gradually grow up during welding until the gravity can overcome the effect of the surface tension force, thereby forming the bigger droplet and the longer period of droplet transfer. However, the variance in the period of metal transfer from 150–170 ms for single MIG welding to 190–210 ms for MIG welding with CaCl2 flux is correlated with the electromagnetic force. The electromagnetic force is expressed as follows

When the KCl flux is available, the spray transfer is observed, the droplet size is approximately equal to the diameter of the filler wire and the period of droplet transfer is half less than that of single MIG welding, as shown in Fig. 2. This metal transfer behaviour is caused by the electromagnetic force dominating the droplet transfer during welding. Because the KCl flux augments the welding current in comparison with single MIG welding (Fig. 3), the increased current will supply the droplet greater electromagnetic force so as to accelerate the drop off of the droplet. The result is that the droplet size and the period of metal transfer are evidently decreased as compared to single MIG welding.
Effect of activating flux on spatter loss
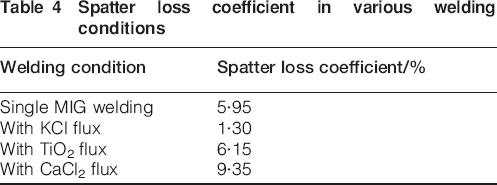
With the applications of the KCl and CaCl2 flux, the metal transfer behaviour of MIG welding is changed, which will result in the difference in the spatter loss. In consequence, the spatter loss coefficient φ is proposed to evaluate the degree of spatter loss in welding and is defined as follows

The welding torch and specimen are enclosed by a glass cover before welding to prohibit spatters from splashing out during welding. After welding, spatters are gathered and screened by a sieve with 300 mesh. Subsequently, spatters on the sieve are weighed by an electronic balance. The detailed results are listed in Table 4. It can be seen that the spatter loss with CaCl2 flux is the most serious but that with KCl flux is the smallest. In addition, the negligible distinction of the spatter loss coefficient between MIG welding without and with TiO2 flux can also be noticed from Table 4.
Spatter loss coefficient in various welding conditions
For MIG welding of magnesium alloy, spatters primarily derive from two following aspects. On one hand, the droplet affected by surface tension force will grow up continuously and always swing around the filler wire in the globular transfer mode (Fig. 2). This flutter may cause the position at which the droplets get into the weld pool to unfix. Spatters with big size are generated if the droplets fall outside the pool. On the other hand, on account of low melting, boiling point and high vapour pressure of magnesium alloy, slight overheating of droplet can make itself explode, leading to tiny spatters.8
By analysing the reason for generating the spatter, it is found that the increment in the detaching force acting on the droplet cannot only restrain the flutter by accelerating the transfer of the droplet but also shorten the dwelling time of the droplet at the wire end so as to avoid overheating. Consequently, the enhancement of the detaching force will offer a direct and effective solution to diminishing spatters in MIG welding of magnesium alloy. By virtue of the enlarged electromagnetic force, the KCl flux is advantageous to reduce spatters. However, spatters are increased by CaCl2 flux for the decrement of the electromagnetic force.
Conclusions
In this paper, the metal transfer behaviours in MIG welding of magnesium alloy without and with activating fluxes are studied. The following conclusions are obtained.
Compared with single MIG welding, the KCl flux increases the welding current and reduces the droplet size and the period of metal transfer, accordingly promoting the detachment of the droplet and decreasing the spatter loss. Nevertheless, the results with CaCl2 flux are opposite to that using KCl flux. With regard to the TiO2 flux, the metal transfer behaviour and the spatter loss are nearly the same as those of MIG welding.
The reason for forming the stable metal transfer and fewer spatters on KCl flux lies in the enhanced electromagnetic force, which resulted from the increment of welding current. When the CaCl2 is selected as the flux, however, the decreased electromagnetic force caused by the reduction of the welding current is responsible for the prominent increments in the period of metal transfer and spatter loss in comparison with single MIG welding.
The arc conductivity is increased when KCl flux is used, whereas it is reduced when CaCl2 flux is used, as compared to single MIG welding. For MIG welding with KCl or CaCl2 flux, the arc conductivity is influenced together by the metallic atoms and the chlorine atoms involved in the two fluxes. Moreover, the eventual result will depend on the strengths of the influences of both metal and chlorine atoms on the arc conductivity owing to that the metallic atoms can augment the conductivity, and yet the chlorine atoms can deteriorate it.
Footnotes
Acknowledgements
The authors gratefully acknowledge the sponsorship from Program for Changjiang Scholars and Innovative Research Team in University (grant no. IRT1008) and the National Natural Science Foundation of China (grant no. 51004022).