
Abstract
The bead on plate test method was employed to investigate the effect of single pass welding heat input on microstructure and hardness of submerged arc welded high strength bainitic steel. The weld metal microstructure contains very high volume fraction of acicular ferrite regardless of heat input. By contrast, with the increase in heat input, the main microstructure in coarse grained heat affected zone (HAZ) changes from a mixture of lath martensite and ferrite sideplate to full ferrite sideplate. Microhardness measurement showed that maximum hardness values always present at the coarse grained HAZ under lower heat input condition, which indicates that the minimum heat input of experimental steel should be higher than 0·92 kJ mm−1 to avoid the formation of welding cold crack. The size distributions of complex inclusions in the weld metal are very similar for all heat inputs mainly because the short residence time does not make the inclusion grow rapidly.
Introduction
Hot rolled low carbon bainitic steels have been successfully used in many fields for several decades due to their good combination of high strength and toughness.1, 2 However, when they are welded using an immature welding process, the welding cold crack and deterioration in toughness can occur easily in the welded joint.2– 4 Therefore, more attention should be given to the weldability of steels, especially for high strength steels. Meanwhile, the complexity of welding process to a large extent determines the uncertainty of final properties of the welded joint. As reported by Babu,5 the welding system design of new steels can be influenced by various parameters, such as base metal composition, welding method and welding process parameters (e.g. welding speed, current and voltage). For a given welding method and base metal, it is evident that the heat input, which is defined as a function of the current, voltage and welding speed,6 plays a critical role in influencing microstructures and mechanical properties of the welded joint.
There exists extensive literature on the effect of heat input on microstructure evolution in the welded joints.4,7– 10 Bhadeshia et al. 7 proposed a phenomenological model for weld microstructural variation based on the phase transformation theory and considered the cooling curve as an important factor to estimate the volume fractions of different products. Ion et al. 8 investigated the microstructure and hardness variation of the heat affected zone (HAZ) under the condition of different process variables (such as heat input and preheat), and two types of HAZ microstructure/hardness diagrams were developed to optimise welding processes. The content of acicular ferrite decreases, acicular ferrite lath becomes coarser and hardness decreases with increasing heat input concluded by Viano et al. 4 In addition, the heat input also has a significant impact on the formation of oxide inclusions in the weld metal.11– 13 Kluken and Grong11 proposed that the arithmetic mean three-dimensional (3D) inclusion diameter is directly proportional to the cube root of the net heat input based on Ostwald ripening theory. However, Hong et al. 13 considered that the inclusion growth in the weld pool is controlled by the diffusion mechanism, and the result of inclusion size as a function of residence time is also in good agreement with the Wagner equation.
Meanwhile, the occurrence of welding cold crack in the welded joint is a common problem for high strength steel welding. Although there are many empirical equations as a function of steel composition, such as carbon equivalent Ceq and welding crack susceptibility index Pcm, which can be used to evaluate the steel susceptibility to welding cold crack,14, 15 it is still absolutely necessary that some specific tests should be employed to evaluate the weldability of modern steels because only some old empirical equations used are not enough to guarantee safe welding practice for the modern steels.16, 17 Maximum HAZ hardness distribution is usually regarded as a simple and effective method to assess the hardenability of base metal based on the bead on plate weld test or the simulated weld thermal cycle continuous cooling transformation curve.14, 17, 18 The value of 350 HV is often specified as the maximum allowable HAZ hardness for avoiding welding cold cracking.14 Furthermore, the allowable maximum HAZ hardness is much lower than 350 HV for the steels used in the special environment. For example, the linepipe steels for sour gas service are required to satisfy an HAZ hardness of <248 HV in an as welded condition primarily for avoiding hydrogen induced stress corrosion cracking in service.18
In the present work, a new kind of modern high strength low carbon bainite steel produced at a steel plant in China was investigated to provide some fundamental information for welding system design. The composition design of high strength steel was limited within the Pcm<0·25 in order to obtain excellent welding property, which was expected to guarantee the welding crack free in the HAZ even at no preheating weld condition.19 Therefore, to reveal the weld microstructural characters and to examine the relationship between the heat input and HAZ hardness of this modern steel, the bead on plate experiment was carried out on the hot rolled steel by means of the submerged arc welding technique. Different heat inputs were designed in order to ascertain the critical heat input range of the formation of welding cold crack according to the HAZ hardness variation.
Experimental
The base material was cut from the high strength bainitic steel plate in thermomechanical controlled processing condition and machined into the dimensions of 200 mm (length)×70 mm (width)×20 mm (thickness). The chemical compositions and mechanical properties of the base metal are shown in Table 1. Obviously, the base metal as rolled condition has an excellent combination of high strength and toughness. The carbon content and the Pcm value are 0·07 and 0·21 wt-% respectively, and Pcm was given by equation (1)14

Chemical compositions and as rolled mechanical properties of base metal

Single pass submerged arc welding process parameters

The photograph of steel plate after welding is shown in Fig. 1a. It is obvious that the weld beads with different heat inputs exhibit different appearances. Several metallographic samples were taken from the middle section of weld bead along the transverse section with respect to the welding direction for each welded plate and then prepared using standard methods such as grinding, polishing and etching. The microstructures were observed using an optical microscope, and the microhardness was determined utilising an FM700 hardness testing machine employing a 50 gf load along the horizontal tangent and middle line of the weld pool (see Fig. 1b). The austenite grain size was measured by the line intercept method based on the optical micrographs, and the standard point count technique was used to estimate the volume fractions of different products for each weld microstructure.20 The compositions of inclusion were examined using a JXA-8530F field emission electron probe microscope, which has a good spatial resolution (better than 0·1 μm) and is effective for analysing the trace concentrations of B and C. The statistical analysis of size distribution of inclusion was conducted based on many backscattered micrographs.
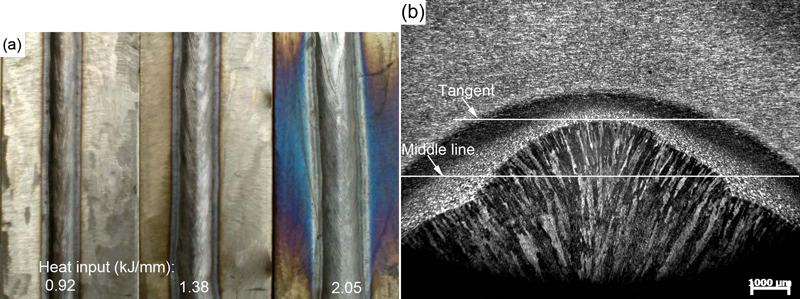
a photograph of experimental welded plates and b low magnification micrograph showing transversal outline and microhardness measured lines of weld bead with heat input of 0·92 kJ mm−1
Results and discussion
Effect of heat input on microstructural evolution in welded joint
According to the International Institute of Welding classification system,21 the weld metal microstructures of the low carbon and low alloy steel usually contain acicular ferrite, austenite grain boundary primary ferrite, ferrite sideplate and martensite. In fact, the ferrite sideplate in this system is composed of two morphologies of Widmanstätten ferrite and bainite. Figure 2 shows the typical microstructures of the weld metal and coarse grained HAZ (CGHAZ) with different heat inputs. Quantitative analysis results of prior austenite grain size and volume fraction of microstructural constituents were present in Table 3. The morphology of the columnar austenite grains in the weld metal is approximated as space filling hexagonal prisms because of the epitaxial nucleation of delta ferrite from parent plate grains at the fusion boundary and the cellular nature of the solidification front.7 Thus, the width of the columnar austenite grains in a direction normal to the major axis in the transverse section is usually regarded as the austenite grain size. It can be found that the austenite grain size increased with the increase in the heat input (see Table 3). The weld metal microstructure has very high volume fraction of acicular ferrite (86·9–91·8%) under any heat input condition. Some of ferrite sideplate forms at the lower heat input condition, but nearly no obvious grain boundary ferrite can be observed along the columnar austenite grain boundaries even at the 2·05 kJ mm−1 heat input condition.
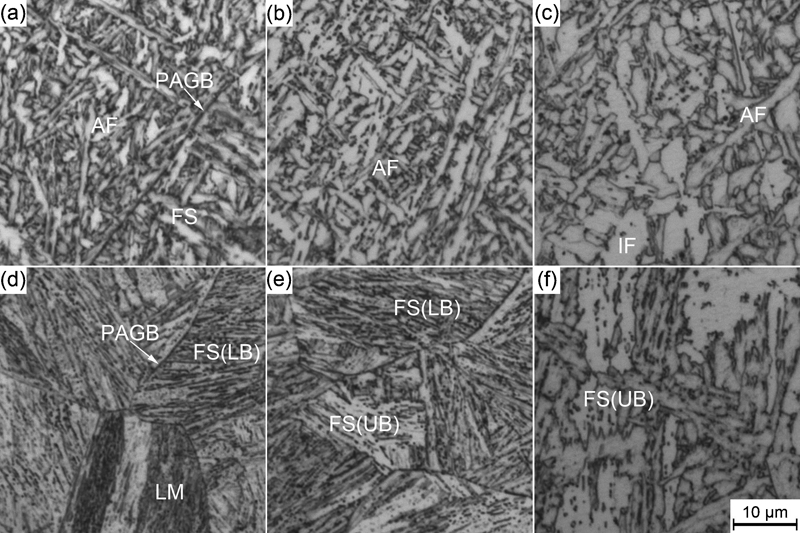
Optical image showing microstructural change in a–c weld metal and d–f CGHAZ with different heat inputs (a, d 0·92 kJ mm−1; b, e 1·38 kJ mm−1; c, f 2·05 kJ mm−1) [PAGB: prior austenite grain boundary; AF: acicular ferrite; FS: ferrite sideplate; IF: intragranular ferrite; LM: lath martensite; FS(LB): ferrite sideplate with microphase distributed within and between plates (lower bainite); FS(UB): ferrite sideplate with microphase distributed between plates (upper bainite)]
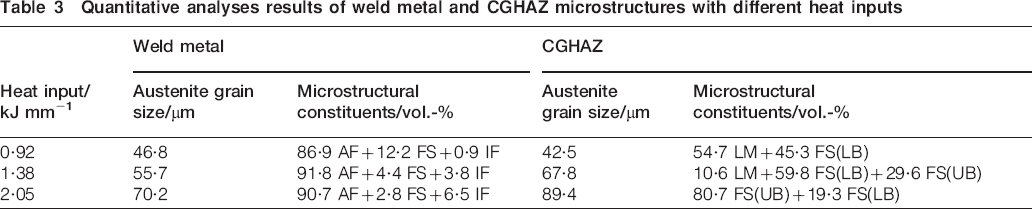
Quantitative analyses results of weld metal and CGHAZ microstructures with different heat inputs
It is generally accepted that the volume fraction and morphology of acicular ferrite have a close relationship with the cooling rate, austenite grain size and inclusion in the weld metal, and the cooling rate mainly determines the kinetics of acicular ferrite transformation.7,
22,
23 The cooling time from 800 to 500°C (Δt8/5) is widely used to represent the cooling rate index during welding. It is approximately proportional to the net heat input and can be calculated in terms of equation (2) for the welding of thick plates23

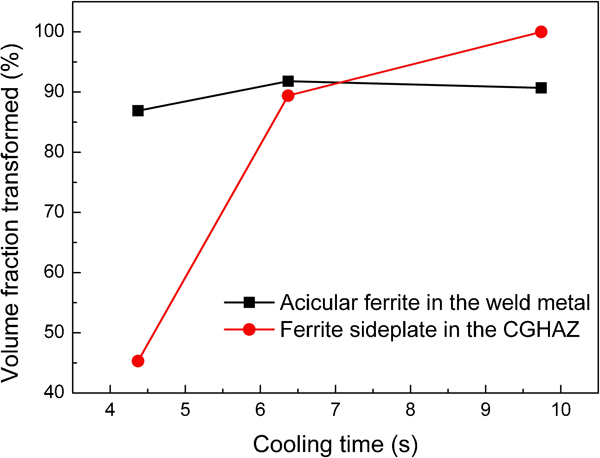
Volume fractions of acicular ferrite in weld metal and ferrite sideplate in CGHAZ as function of cooling time
The CGHAZ microstructural variation near the fusion line with different heat inputs is shown in Fig. 2d–f respectively. Coarse austenite grain in this region further increases with the increase in the heat input because the higher heat input prolongs the dwell time above the austenisation temperature (see Table 3). Main microstructures of the CGHAZ are lath martensite and ferrite sideplate (see Fig. 2), and the microstructural identification is also based on the International Institute of Welding classification system.21 When the heat input is 0·92 kJ mm−1, a mixture of lath martensite and ferrite sideplate with microphase distributed within the plates (lower bainite) can be observed in the CGHAZ (Fig. 2d), and their volume fractions are given in Table 3. As the heat input (i.e. cooling time) increases, the volume fraction of ferrite sideplate increases rapidly at the expense of lath martensite (see Fig. 3), accompanied with the changes in distribution site and morphology of microphase. The primary ferrite sideplate packet always nucleates simultaneously at the austenite grain boundary and grows quickly towards the grain inside, and then may occur to hard impingement with each other.25 Therefore, each austenite grain seems to be divided into several ferrite sideplate packets with different directions (Fig. 2e and f).
Microhardness variations in welded joint
Figure 4 shows microhardness distributions along the tangent and middle line of the weld pool (see Fig. 1b). In general, the hardness values of the weld metal and HAZ region decrease with the increase in heat input. Under the low heat input condition (heat input is 0·92 kJ mm−1), the hardness value in the HAZ is higher than that in the weld metal, but both of which are larger than the base metal hardness. The highest hardness value (higher than 350 HV) occurs in the CGHAZ, which also demonstrates that the lath martensite forms largely in the CGHAZ because the Vickers hardness of fully martensite is ∼345 HV according to the carbon content empirical equation (3)14

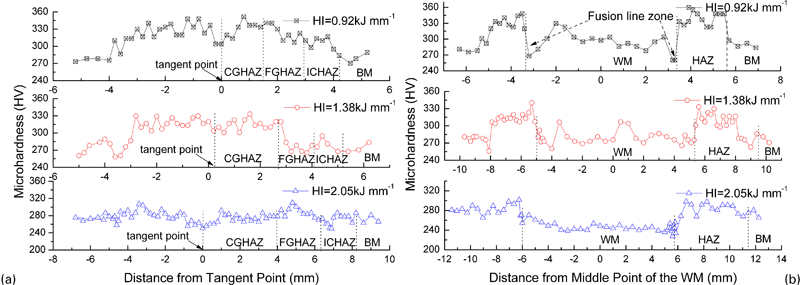
Microhardness distribution along a tangent and b middle line of weld pool (FGHAZ: fined grained HAZ; BM: base metal; WM: weld metal; HI: heat input)
When the heat input increases to 1·38 kJ mm−1, the hardness value of the weld metal decreases obviously, while the CGHAZ hardness decreases slightly. Therefore, the highest hardness values also present at the CGHAZ and the values of other regions (including the weld metal) are almost equal to the base metal values. Meanwhile, the hardness in the intercritically reheated HAZ shows some fluctuations resulting from a mixture of newly formed martensite and tempered base microstructure, mainly due to the incomplete transformation. As the heat input further increases, the hardness of weld metal continues to decline, even much lower than the base metal hardness, which confirms that the relatively coarse acicular ferrite forms in the weld metal at higher heat input condition (Fig. 2c). On the other hand, the corresponding HAZ hardness also decreases largely and is almost equal to the base metal hardness. According to hardness result, the most reasonable welding process should be designed as the middle heat input parameters (1·38 kJ mm−1) for the experimental steel in order to avoid the occurrence of hydrogen cold crack and to produce the matching strength between the weld metal and the base metal.
Complex inclusions analysis in weld metal
Figure 5 shows the distribution of microalloy elements on the inclusion using the electron probe microarea scanning analysis. A relatively large inclusion presents in black, and several acicular ferrite laths seem to nucleate attached to this inclusion according to the back scattered image. It is clear evidence that carbon segregation forms along the acicular ferrite lath boundaries according to carbon distribution map, though it is only a qualitative analysis for carbon distribution because the carbon is a light element.
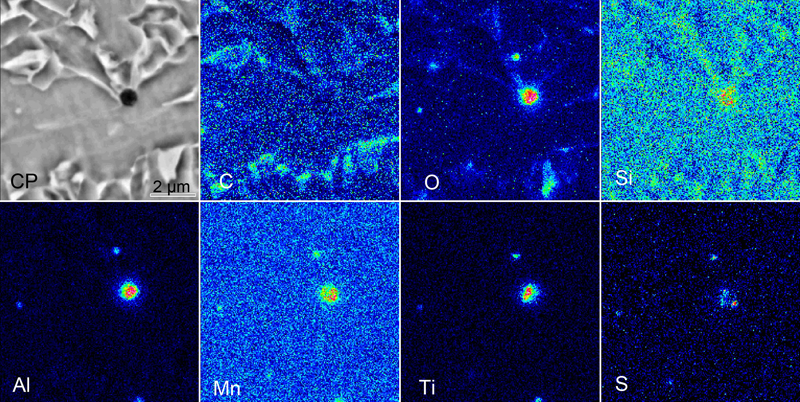
Area scanning analysis of chemical composition distributions of inclusions in weld metal
According to the distribution maps of titanium, aluminium, oxygen and manganese shown in Fig. 5, it can be confirmed that the inclusions belong to the complex oxide precipitates with a core/shell composite structure, which commonly forms during the solidification of weld metal. However, there is no clear boundary between the core and shell of inclusion. The cores of these inclusions are composed of the complex oxides of aluminium and manganese, sometimes with a mixture of magnesium oxide. By contrast, the shell contains quite a number of microalloying elements, which mainly include titanium oxide, manganese sulphide and silicon oxide. The formation of these complex inclusions in the weld metal is mainly attributed to the chemical composition of electrodes with many microalloying additions. The similar complex inclusion was found by Narayanan et al.,27 who employed the welding electrode with microalloying additions of titanium and zirconium to deposit weld metal using a multipass procedure. Their outstanding conclusions showed that the formation of a spinel oxide (MgAl2O4) is critical for the nucleation of nitrides of zirconium and titanium, and the nitride shell has a cube on cube orientation relationship to the spinel core. However, although the nitrides formed attached to the oxides have not been observed in the present study, these complex oxide inclusions may also have some potential abilities to stimulate the nucleation of acicular ferrite and to improve the toughness.22
Size distribution of inclusions with the heat inputs of 0·92 and 2·05 kJ mm−1 is shown in Fig. 6. The statistical analysis is based on at least 20 random fields in the backscattered mode for these two welds. It can be seen that their size distributions are very similar, although the average size of inclusions with 2·05 kJ mm−1 heat input (339 nm) is slightly larger than that with 0·92 kJ mm−1 heat input (306 nm). Some research4, 11 showed that the larger heat input can lead to the increase in inclusion size, which is mainly attributed to the phenomenon of Ostwald ripening of particles. However, Babu et al. 12 and Hong et al. 13 considered that the long residence time at the liquidus temperature should be required to make the inclusion size coarsen rapidly, which strongly supports the present conclusion because the residence time in all used heat inputs are too short to make the inclusions occurring to Ostwald ripening phenomenon.
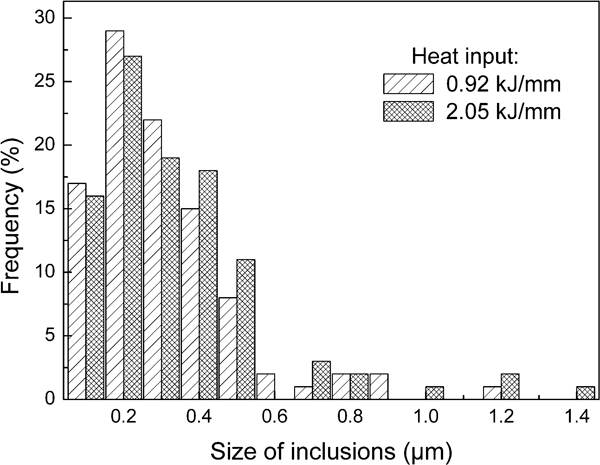
Size distributions of inclusions with heat inputs of 0·92 and 2·05 kJ mm−1
Conclusions
The weld metal has very high volume fraction (86·9–91·8%) of acicular ferrite at any heat input condition. However, prior austenite grain size and acicular ferrite lath become larger with the increase in heat input. Meanwhile, the main microstructure of CGHAZ changes from a mixture of lath martensite and ferrite sideplate to full ferrite sideplate with increasing heat input.
Maximum hardness values always occur at the CGHAZ with the low heat input welding procedures, which indicates that the experimental steel should avoid being welded under the condition of lower heat input of 0·92 kJ mm−1 because the hardened microstructure in the CGHAZ may be susceptible to hydrogen induced cold cracking.
The complex oxide inclusions formed in the weld metal have a core/shell composite structure containing quite a number of alloy/microalloy elements. Their size distributions are very similar for all heat inputs, which suggest that they do not grow rapidly at the short residence time condition.
Footnotes
Acknowledgements
The present study is supported by the National Natural Science Foundation of China (grant no. 51074052) and the Fundamental Research Funds for the Central Universities (grant no. N100607001).