
Abstract
In this study, the influence of Y2O3 particles on the weld properties of low carbon steel was investigated by metallographic and mechanical tests. It was found that the microstructure of the fuse zone in the weld beam undergoes a significant change after adding Y2O3 particles. The amount of allotriomorphic ferrite increases, while that of the acicular ferrite decreases. Moreover, the size of the allotriomorphic ferrite decreases with the adding of the Y2O3 particles. On the other hand, the absorbed energy in the Charpy impact test increases, whereas the tensile strength almost keeps unchanged with adding of the Y2O3 particles. Furthermore, the hardness of the weld metal is nearly lowered to the level of that of the base metal due to the adding of the Y2O3 particles.
Introduction
The microstructure of the fusion zone of low alloy steel weld deposits is complex. Allotriomorphic ferrite (sometimes called ‘grain boundary proeutectoid ferrite’), Widmanstatten ferrite plates, intragranularly nucleated acicular ferrite plates and small amounts of martensite or degenerate pearlite exist in the welding seam microstructure of low alloy steel.1 This is the ‘as welded’ microstructure of the low carbon steel having a profound influence on the mechanical properties. For example, the fairly uniform layers of allotriomorphic ferrite at the boundaries between the columnar austenite grains are generally accepted to be detrimental to the toughness of the weld deposit, since thick layers of such ferrite seem to offer little resistance to crack propagation.2 It is clear that the microstructure of low carbon weld beam is non-uniform. Meanwhile, different microstructures exhibit different mechanic properties. For example, the microhardness of the allotriomorphic ferrite is relatively low, while that of the acicular ferrite is relatively high.3 Thus, the non-uniform microstructure leads to the inhomogeneity of the mechanical properties. This non-uniform microstructure also tends to cause the cracks that appear on the junction of different microstructures.4 Moreover, the coarseness of the solidification structure is also harmful to the mechanical properties of the welding seam.5 The development of grain refining procedures is an important topic of current welding research for the reason that fine and uniform equiaxed microstructures in welds not only have a greater resistance to hot cracking but also possess improved mechanical properties, such as ductility, toughness and fatigue life.6 Furthermore, the difference of mechanical properties between the as deposited regions and reheated regions would also cause stress concentration on the fusion line.7 Hence, reducing the difference between the as deposited regions and reheated regions is anticipated.
The microstructure of the weld seam in low alloy steel, especially acicular ferrite, has received considerable attention over the years.8, 9 A lot of studies have been carried out on the formation mechanism of acicular ferrite, and classification of the microstructure formation mechanism and the interlocking nature was also discussed.10, 11 It is well known that inclusions in the weld metal strongly contribute to the nucleation of acicular ferrite.12, 13 Indeed, some studies report that titanium containing inclusions promote the formation of acicular ferrite. It has been shown that when titanium is added as a microalloying element, the microstructure of the weld deposits is mainly acicular ferrite, in contrast to when there is no titanium added.14, 15 On the other hand, allotriomorphic ferrite is rarely reported over the years. However, allotriomorphic ferrite with low hardness could decrease the hardness of the weld seam. Thus, this would reduce the difference between the hardness of the weld metal and that of the base metal. Meanwhile, equiaxed allotriomorphic ferrite that has small grain size displays excellent toughness.16 Therefore, fine allotriomorphic ferrite is expected to be formed in the weld seam of low carbon steel.
The influence of Y2O3 particle additions on the microstructure of the weld bead in low carbon steels was studied in the present work. More refined allotriomorphic ferrite is formed with the addition of Y2O3 particles. The effects of Y2O3 on the constituent and morphology of the microphases that determine the mechanical properties were also investigated.
Method
The plates were machined into 300×50×3 mm rectangular plates to serve as welding blanks. Before welding, the plates were ground using a grinder and then cleaned with acetone. The Y2O3 particles were mixed with acetone with the mass of 7·5×10−5 g mm−2. The mixture was applied manually on the surface of the plates. Moreover, the plates were dried for 2 h to make the acetone volatile enough. The chemical composition of the filler metal and base metal is presented in Table 1. The chemical composition of the deposited metal without Y2O3 is listed in Table 2. Table 3 presents the range of welding conditions used in the trials. The type of joint was bead on plate. The welding process was automated. The powder was applied on the surface of the plate. The penetration of the weld pool was 2·4 mm, and the dilution was 27%. Both arc current and voltage were recorded on a computer using a digital data acquisition system upon welding.
Wire and base metal compositions/wt-%
Composition of deposited metal
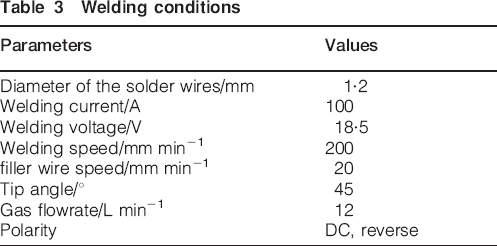
Welding conditions
Charpy impact tests were performed at the temperature of 20°C by a Charpy impact of 500 J capacity on subsize Charpy specimens with 5×10×55 mm size. Since the amount of material available is not allowed to make the standard impact test specimens, smaller samples according to the ‘ASTM E23-A3·1’ were used. Tensile tests (according to ‘ASTM E8-04’) were performed in an Instron 4505 machine. The tensile strength and toughness were determined as the average values of five specimens. The hardness HV tests (according to Ref. 17) on the typical positions were inspected.
Result and discussion
In this study, results are summarised into two categories: quantitative results and qualitative ones. Quantitative results include hardness numbers, tensile strength and Charpy V notch tests energies. Qualitative results include micrographs of etched samples.
Effect of Y2O3 particles on weld microstructure
The optical microscope photographs of the weld microstructure near the fusion line with and without Y2O3 particles are presented in Fig. 1. Significant differences can be found in the final microstructure in the fusion zone by the addition of Y2O3 particles. The amount of allotriomorphic ferrite nucleating on the austenite grain boundary increases, while the quantity of acicular ferrite decreases. Furthermore, as the addition of the Y2O3 particles, the size of the allotriomorphic ferrite decreases. Using the measuring method in Ref. 12, it should be noted that the measured initial austenite grain size of 117–340 μm in Fig. 1 (a1) is significantly larger than that (26–80 μm) in Fig. 1 (b1). Therefore, it can be suggested that yttria additions could refine the solidification grain structure and result in equiaxed delta ferrite and austenite.
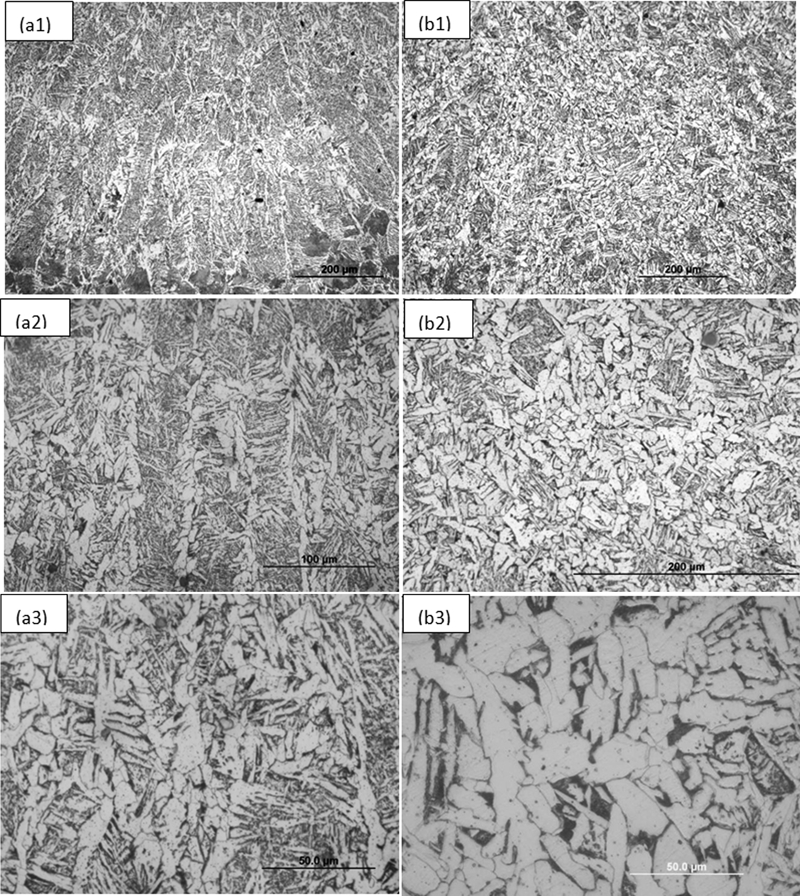
Metallographic micrographs of weld pool: (a1) without Y2O3 200×, (a2) without Y2O3 500×, (a3) without Y2O3 1000×, (b1) adding Y2O3 particles 200×, (b2) adding Y2O3 particles 500× and (b3) adding Y2O3 particles 1000×
Figure 2 shows the transmission electron micrographs in the fusion zone with and without Y2O3 to research the inclusions. It is indicated that the smaller size of the inclusions was observed when adding Y2O3 particles. Observing many TEM images, one can also see that the size of the inclusions is ∼500 nm without adding Y2O3 and 50–200 nm with adding Y2O3 particles respectively. The diffraction pattern of the small size inclusions indicates that these inclusions are Y2O3. Figure 2 indicates that the Y2O3 particles cannot be decomposed during the welding process. It is noted that the melting point of Y2O3 particles is 2700 K, while the temperature of the melting pool upon welding is ∼2500 K. Consequently, the Y2O3 particles are stable in the melting pool.
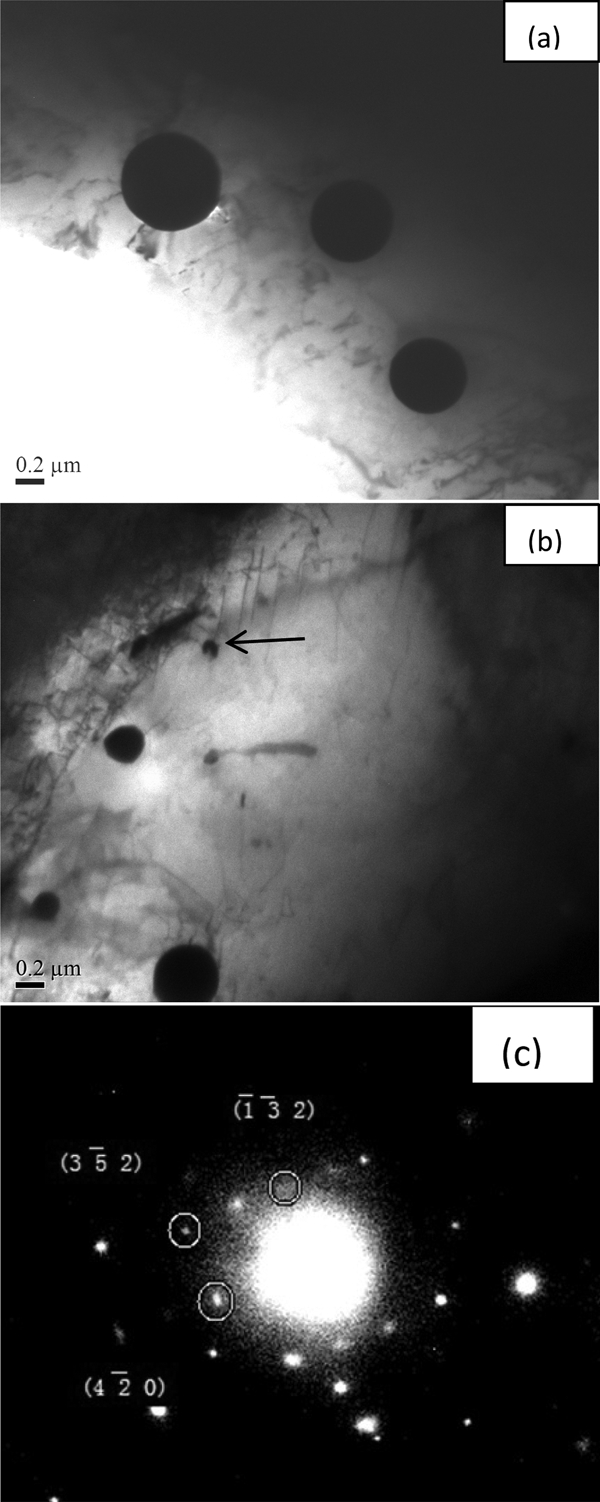
Transmission electron micrographs showing inclusions in fusion zone
The solidification process of a low carbon steel weld is complex. The solidification process involves the epitaxial growth of δ-ferrite from the parent plate grains at the fusion boundary, which generally proceeds in a cellular manner due to the high temperature gradients involved in arc welding. The final solid δ-ferrite grains have an anisotropic columnar morphology. On further cooling, austenite forms in such a way that its final grain structure resembles closely the original δ-ferrite morphology. However, if the carbon level, substitutional alloy content or cooling rate is sufficiently high, austenite is the firstly formed solid, and columnar austenite grains grow directly from the melt. This result is caused by the small differences in the free energies of these two phases. Whatever the mechanism of primary solidification, the austenite grains eventually undergo further transformation into a complex microstructure consisting of layers of allotriomorphic ferrite that decorate the austenite grain boundaries, Widmanstatten ferrite plates, intragranularly nucleated acicular ferrite plates and small amounts of martensite or degenerate pearlite.3
Allotriomorphic ferrite, which nucleates at the prior austenite grain boundaries, tends to grow along the austenite grain boundaries at a rate faster than the normal direction to the boundary plane. Hence, its shape is strongly influenced by the presence of grain boundaries and does not necessarily reflect its internal symmetry. Of course, allotriomorphic ferrite does not need to form just at austenite grain boundaries, but it invariably does so, presumably because there are no other two-dimensional heterogeneous nucleation sites in austenite more suitable.18 The primary effect of decreasing the initial austenite grain size is to enhance the amount of grain boundary surface area and the number of grain edges and corners per unit volume and, therefore, to increase the density of favourable allotriomorphic ferrite nucleation sites.19 Based on the discussion above, it can be assumed that Y2O3 particles might suppress the growth of austenite grains. Allotriomorphic ferrite forms around the grain boundaries of these refined austenite grains; thus, the amount of allotriomorphic ferrite increases.
Bhadeshia et al. 20 reported that the oxide and other inclusions do not determine the size of the austenite grains in the as deposited microstructure. This is probably because the driving force for austenite formation from δ-ferrite is large compared with the force needed to pin the boundaries. In addition, it should also be noted that even if the columnar γ grains form directly from the melt by cellular solidification, the cell size at the solid/liquid interface is determined by interface stability21 in the concentration field ahead of the interface. Oxide and other inclusions that are present in the liquid become passively included in the solid by being trapped by the advancing interface and play no role in influencing the cell size.
As mentioned above, the Y2O3 additions have resulted in refinement of the solidification grain structure, resulting in equiaxed delta ferrite or austenite. Based on the report of Bhadeshia et al., 20 the mechanism of decrease in the size of austenite grains by Y2O3 additions could be the change of the interface stability in the concentration field ahead of the interface.
Effect of Y2O3 particles on weld performance
Table 4 shows the results of Charpy impact tests and tensile tests in different samples. It is shown that the Charpy energy of the weld metal increases with the adding of Y2O3 particles. However, the tensile strength does not change remarkably.
Mechanical properties of welded joint

The variation of Vickers microhardness versus distance from the fusion line could be seen in Fig. 3. The hardness profiles along the cross-section of each sample in different distances from welding centre to the base metal were determined. With the adding of Y2O3 particles, the Vickers microhardness of the as deposited regions is decreased. It leads to the decreased difference between the as deposited regions and reheated regions. The similar performance between the as deposited and reheated regions could reduce the possibility of crack in the fusion line. It can also be observed from Fig. 3 that Y2O3 additions have no metallurgical effect on the HAZ hardness. This result suggests that Y2O3 coating somehow affected the heat input. However, the curve of the voltage and current with and without Y2O3 coating in 0·5 s (see Fig. 4) indicates that Y2O3 additions hardly affect the curve of the voltage and current. As a result, the Y2O3 coating had no effect on the heat input.
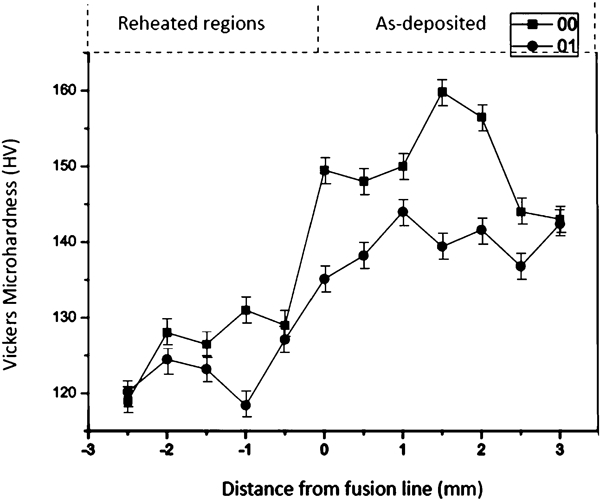
Hardness profile along cross-section of sample: (00) without Y2O3 and (01) adding Y2O3 particles
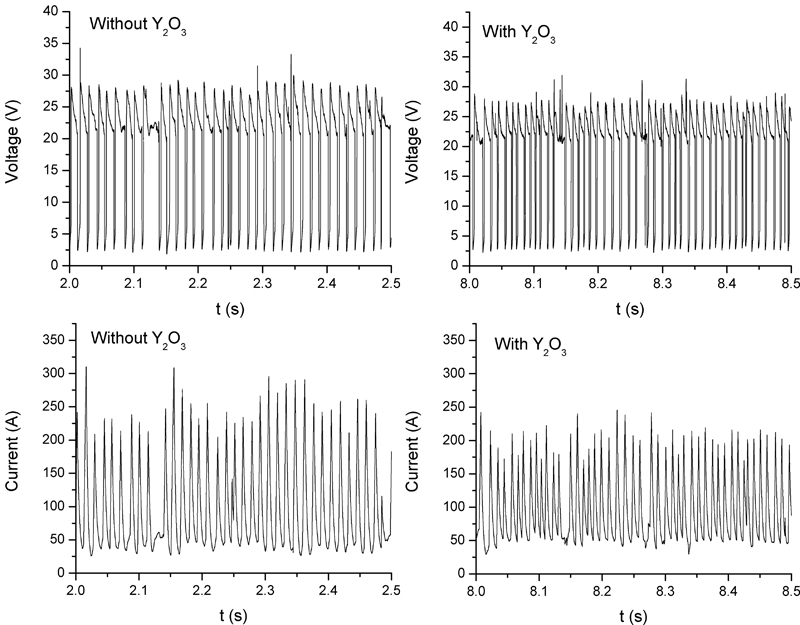
Effects of Y2O3 particles on curves of voltage and current
The variations in Charpy energy absorbed by the samples, the tensile strength and the Vickers microhardness correspond to the change of the microstructure in the weld metal. The refined allotriomorphic ferrite presents higher toughness. The decrease in acicular ferrite with high hardness and the increase in allotriomorphic ferrite with low hardness made the Vickers microhardness lower.
Conclusions
The effect of Y2O3 particles on the weld properties of low carbon steel in GMAW was investigated using optical microscopy, transmission electron microscopy and mechanical tests such as Charpy V-notch test and hardness test. The results are summarised as follows.
The microstructure of the fuse zone in the weld beam undergoes a significant change when adding Y2O3 upon the welding process. It is found that the volume fraction of the allotriomorphic ferrite increases while the volume fraction of the acicular ferrite decreases. The size of the allotriomorphic ferrite is decreased with the adding of Y2O3 particles.
The Y2O3 additions can refine the solidification grain structure and result in the formation of equiaxed delta ferrite and austenite. Allotriomorpic ferrite forms around the grain boundaries of these refined austenite grains, providing more allotriomorphic ferrite nucleation sites; thus, the amount of allotriomorphic ferrite increases.
Charpy V-notch energy increases with the addition of Y2O3 particles. The weld metal hardness decreases due to the adding of Y2O3 particles.
Footnotes
Acknowledgements
The authors are grateful to the Tianjin Science and Technology Plan (grant no. 08JCYBJC09000) for grant and financial support.