
Abstract
A new approach for calculating the influence of droplets on the arc and weld pool in gas metal arc welding is presented. A three-dimensional self-consistent model of the arc, workpiece and electrode that includes the influence of metal vapour is used to track the temperature, velocity and diameter of a droplet as it detaches and passes through the arc. The time averaged influence of the droplet on the arc and weld pool is then calculated. The approach allows very large savings of computational time compared to the usual volume of fluid method. The approach has been applied to one-drop per pulse welding of aluminium. Weld pool depth and shape were predicted accurately. The enthalpy transferred to the weld pool was found to have a strong influence on weld pool depth, while the flow in the weld pool depends on the momentum transferred by the droplet and the magnetic pinch force.
Introduction
The metal droplets that detach from the wire electrode in gas–metal arc welding (GMAW) play a significant role in determining the depth and shape of the weld pool. The most obvious effect is the transfer of additional volume of molten metal, which raises the surface of the weld pool, leading to reinforcement of the weld. However, the droplets also transfer significant heat energy and momentum to the weld pool.
Sophisticated computational models have been developed to track the formation of droplets, their detachment from the wire electrode, and their transfer through the arc and into the weld pool. These have combined fluid dynamic models of the arc plasma with volume of fluid calculations of the droplet and, in some cases, weld pool. Haidar1 and Wang et al. 2 modelled the formation of the droplet at the wire tip, but did not track the droplet after detachment. Fan and Kovacevic,3 Zhu et al. 4 and Hu and Tsai5, 6 have all modelled the detachment of the droplet and its transfer through the arc to the weld pool in two dimensions. Xu et al. 7 recently extended these studies to three-dimensional geometry, although they did not examine the weld pool properties.
The volume of fluid method has the disadvantage of requiring very small time steps (such that the metal–plasma boundary crosses at most control volume boundary per time step), meaning that computation times are very long. Moreover, the vaporisation of the wire electrode on the arc was neglected in all these studies; the presence of metal vapour has been shown to greatly reduce the arc temperature.8, 9
Here, a computational study of the influence of droplets on the weld pool in GMAW of aluminium is reported. The model treats the wire electrode, arc plasma and workpiece self-consistently in three dimensions, taking into account the influence of metal vapour. The droplets are treated using a novel and relatively simple approach, in which the net enthalpy, momentum and mass transferred to or from each droplet are tracked as the droplet detaches and passes through the arc plasma. The influence of the droplet on the arc and weld pool is then determined by averaging these effects in time. This approach greatly speeds the calculations compared to the volume of fluid method, while still allowing the influence of droplets to be included in a self-consistent manner. The decrease in calculation time arises because (1) the calculation of droplet properties requires only simple algebraic calculations in only those control volumes through which the droplet centre passes; and (2) the approach does not require small time steps, being compatible with steady state calculations, or with time steps of any duration.
As well as presenting the new approach and representative results for the case of pulsed current GMAW of aluminium, we examine the influence of the droplets on the flow of liquid metal in the weld pool, and on the weld pool shape and depth.
Method
Since details of most components of the model have been given previously,10 only a brief outline of these is presented here. However, the treatment of droplets and their interaction with the arc and weld pool are given in some detail. Further, since the treatment of metal vapour has not previously been published, it is also summarised.
Equations
As described in Ref. 10, the equations of mass continuity, momentum conservation, energy conservation and current continuity are solved in three dimensions. The magnetic field strength is calculated from the magnetic potential, which is in turn determined from the current density distribution. The equations are solved simultaneously in the electrode, weld pool, workpiece and plasma, with appropriate interface and boundary conditions between the different regions. The motion of the arc and wire electrode with respect to the workpiece is taken into account.
In a welding arc containing a shielding gas and metal vapour, an additional equation is required to describe the conservation of the metal vapour mass

 is the sum of the mass fractions of the metal vapour species and
is the sum of the mass fractions of the metal vapour species and
 is the average mass flux, relative to the flow velocity, of the metal vapour species, calculated using the combined diffusion coefficient method.11,
12 The metal vapour source term SM describes the production of metal vapour due to evaporation of the electrode, workpiece and droplets.9 The vaporization rate is calculated using an expression that takes into account both evaporation and condensation, and gives close agreement with more complex expressions obtained by solution of the Boltzmann transport equation.13
is the average mass flux, relative to the flow velocity, of the metal vapour species, calculated using the combined diffusion coefficient method.11,
12 The metal vapour source term SM describes the production of metal vapour due to evaporation of the electrode, workpiece and droplets.9 The vaporization rate is calculated using an expression that takes into account both evaporation and condensation, and gives close agreement with more complex expressions obtained by solution of the Boltzmann transport equation.13
The mass continuity equation is also modified to take into account the production of metal vapour

Treatment of droplets
The influence of droplets is calculated using a method that determines the net momentum, enthalpy and mass flux from the droplets to the arc plasma and liquid metal weld pool. The approach, which assumes that the droplets are spherical and of uniform temperature, has three steps:
the initial droplet velocity, temperature and diameter are calculated
the trajectory of the droplets in the arc is determined by numerically integrating the equation of motion. The changes in temperature and diameter of the droplet are determined by integrating the heat balance equation and the vaporisation equation, respectively, along the droplet trajectory
source terms in the momentum, energy and metal vapour mass conservation equations are determined by calculating the momentum, energy and mass transferred from the droplets at each axial position, and then averaging over time and over the horizontal cross-section through which the droplets travel.
The initial droplet diameter is determined by the wire electrode feed rate vw and radius rw, and the droplet detachment frequency fd

The initial velocity (i.e. the detachment velocity) of the droplet is determined using the formula v0 = G(3I/πDd0)(μ0/ρd)1/2 given by Lin et al., 15 based on a calculation assuming that only the electromagnetic force is responsible for detachment, where I is the arc current, μ0 is the permeability of free space and G = 0·98 is a geometric factor, whose value was obtained by fitting the expression to measurements. The initial temperature is equated to the average temperature of the region at the tip of the wire electrode with volume equal to that of a droplet.
The equation of motion of a droplet is obtained following Crowe et al.
16

 is the modified drag coefficient,
is the modified drag coefficient, 
 is the droplet velocity at the start of the time step and
is the droplet velocity at the start of the time step and
 is the characteristic time. Here
is the characteristic time. Here
 ,
,
 is the Reynolds number based on the relative velocity between the plasma and the droplet, and η is the plasma viscosity.
is the Reynolds number based on the relative velocity between the plasma and the droplet, and η is the plasma viscosity.
The modified drag coefficient can be represented by16

As the metal droplet passes through the arc, it is partially evaporated. This reduces its diameter, and also its temperature through the latent heat of vaporisation. The decrease in droplet diameter Dd with time is calculated using16

 and
and
 are the mass fraction of the metal vapour at the droplet surface and in the free stream respectively. The Sherwood number varies as Sh = 2+0·6 Re1/2 Sc1/3, where Sc = ρη/D is the Schmidt number.
are the mass fraction of the metal vapour at the droplet surface and in the free stream respectively. The Sherwood number varies as Sh = 2+0·6 Re1/2 Sc1/3, where Sc = ρη/D is the Schmidt number.
Solving equation (7) gives the droplet diameter as it travels through the arc

 is the droplet diameter at the start of the time interval Δt.
is the droplet diameter at the start of the time interval Δt.
The heat balance equation for the droplet is19
 is the rate of heat transfer to the droplet, given by
is the rate of heat transfer to the droplet, given by
 , where k is the thermal conductivity of the plasma, Hvap is the latent heat of vaporisation, and
, where k is the thermal conductivity of the plasma, Hvap is the latent heat of vaporisation, and


Integrating equation (9) over a small time interval Δt, assuming that the plasma temperature is constant over the time interval, gives

 is the droplet temperature at the start of the time step,
is the droplet temperature at the start of the time step,
 and
and

Equations (5), (8) and (12) are respectively used to determine the droplet velocity, diameter and temperature in each control volume along the path of the droplet centre through the arc. The source terms describing the influence of the droplets on the arc and weld pool are then calculated as follows.
The mass of vapour transferred to the arc plasma per unit time is given by


 is the droplet enthalpy. The droplet's kinetic energy can be neglected with respect to its enthalpy. In equations (13)–(15), the prime indicates the value at the previous control volume.
is the droplet enthalpy. The droplet's kinetic energy can be neglected with respect to its enthalpy. In equations (13)–(15), the prime indicates the value at the previous control volume.
When the droplets reach the weld pool, they are assumed to transfer all their energy and momentum to the top of the weld pool. This differs from the approach used in Ref. 10, in which the energy and momentum were transferred at a range of weld pool depths, but is in line with the methods used in volume of fluid treatments, e.g. Ref. 5. Both approaches give similar weld pool depths.
At a given axial position, the metal vapour mass, momentum and energy transferred from the droplets to the arc are averaged over all control volumes that are intersected by the droplet. This allows the source terms, which are added to the metal vapour mass, momentum and energy conservation equations respectively, to be determined for these control volumes.
One further, but important, influence of the droplets is to increase the volume of the weld pool. The surface profile of the weld pool is calculated as described previously,10 using an equilibrium surface method.20, 21 The surface profile of the weld pool is calculated by minimising the total surface energy, taking into account the surface tension energy (which decreases as temperature increases, as described in Ref. 10), the gravitational potential energy and the work performed on the surface by the arc pressure and droplet pressure. The overall height increase, relative to the initial workpiece surface, is restricted to be consistent with the mass added through droplet transfer.
Parameters
Calculations were performed for argon shielding gas and aluminium alloy AA 5754 electrode and workpiece. Properties of the liquid and solid metal have been given previously.10 The thermophysical properties of argon–metal vapour mixtures, including the combined diffusion coefficients, were taken from Murphy.9 The net radiative emission coefficients, for a 1 mm absorption length, were taken from Cram22 for argon and Essoltani et al. 23 for aluminium vapour. The net emission coefficients for mixtures of argon and metal vapour were determined by a linear interpolation of those of the pure gases based on the mole fraction.24
Calculations were performed with an initially flat workpiece (i.e. bead on plate welding), and for constant welding speed and arc current. The welding parameters considered are typical of one drop per pulse welding of aluminium; these are listed in Table 1. Consistent with the time averaging of the influence of the droplets on the arc and weld pool, a constant arc current (equal to the time average of the step waveform) is used in the model. A flat electrode tip was used.
Parameters used for calculations
The conservation equations were solved using the finite-volume method described by Patankar.25 Details of the mesh and computational methods have been given previously.10
Results
Arc and weld pool properties
The temperature distribution and velocity vectors for a cross-section through the centre of the wire electrode and arc are shown in Fig. 1. The maximum temperature is about 10 000 K; this is about 4000 K lower than calculated when metal vapour is neglected,9 due to the cooling effects of the increased radiation from the metal vapour,26 and the influx of relatively cool vapour from the wire.14 There is strong downward flow near the wire electrode, with velocities reaching 140 m s−1, as a consequence of the magnetic pinch force, and the influx of vapour.
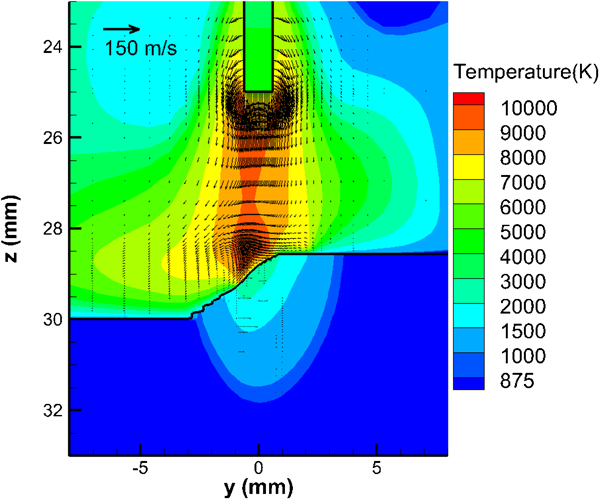
Temperature distribution and velocity vectors in vertical cross-section through centre of electrode, arc and workpiece: welding direction is to left
The weld pool height is increased by 1·45 mm due to the metal transferred by the droplets. As the arc moves in the negative y direction, the weld pool surface solidifies, leaving a reinforced weld.
Weld pool depth: comparison with experiment
Figure 2 shows the calculated weld pool depth and shape, compared to the measured weld cross-section. In previous work, it was shown that when metal vapour is neglected, the calculated weld pool depth is significantly greater than the measured depth. The presence of metal vapour decreases the depth by decreasing the arc temperature, thereby lowering the heat conducted to the workpiece, and by decreasing the current density near the workpiece.9
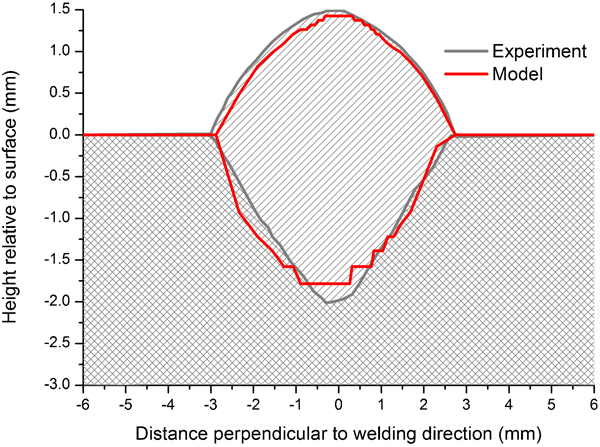
Measured and calculated weld cross-sections
Droplet properties
The diameter, velocity and temperature of the droplet as it passes through the arc are shown in Fig. 3. The droplet diameter decreases only very slightly by evaporation as it passes through the arc. The initial velocity is 1·6 m s−1 in an axially downwards direction. The drag forces associated with the high relative velocity between the arc and the droplet are sufficient to accelerate the droplet to 1·7 m s−1 immediately above the weld pool surface. These velocities are in accordance with measurements performed using high speed photography with laser illumination. The horizontal velocity is very low. The temperature of the droplet as it detaches is calculated to be 2600 K. The droplet is then heated slightly as it passed through the arc.
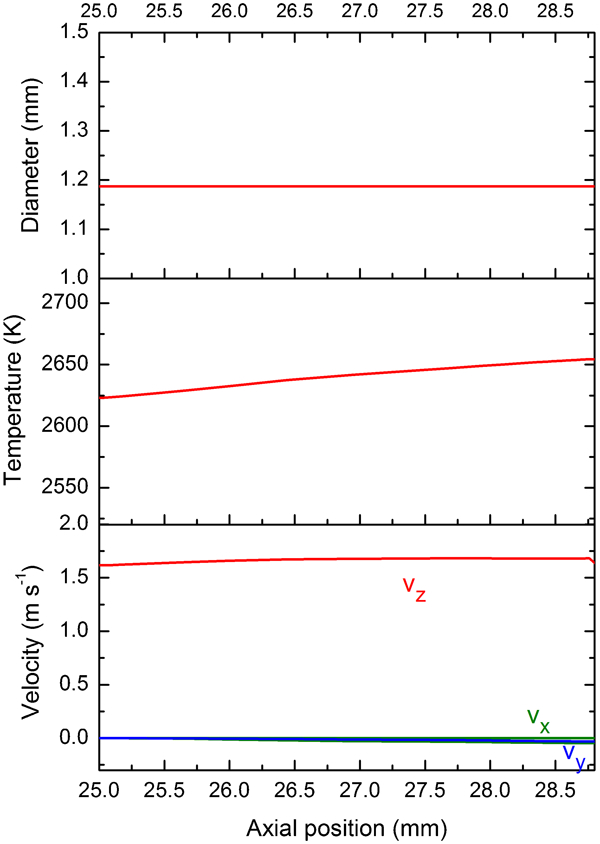
Calculated droplet diameter, temperature and velocity components in arc
Influence of droplet on arc and weld pool properties
The enthalpy and axial momentum transferred from the droplets to the arc and weld pool are shown in Fig. 4. In the arc region (z<28·7 mm), the values are mostly negative, since the arc transfers enthalpy and momentum to the droplet. In the top of the weld pool, the values are positive, as the droplet transfers its enthalpy and momentum to the molten metal. The momentum transfer becomes less negative as it travels away from the wire electrode in the arc, and becomes positive close to the workpiece, because the flow velocity in the arc decreases rapidly away from the wire electrode (Fig. 1).
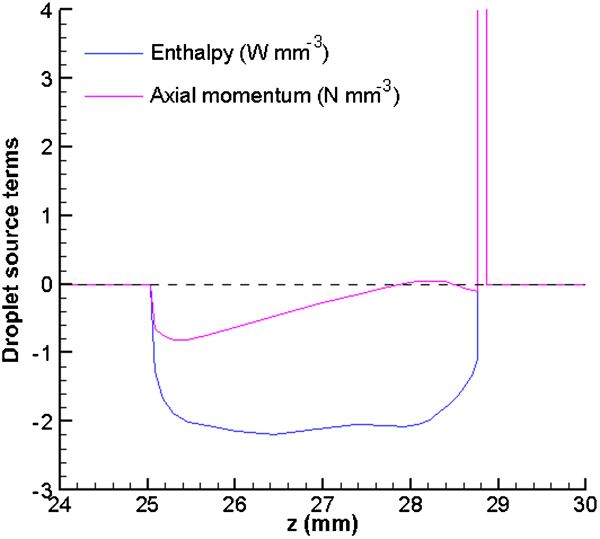
Enthalpy and momentum transferred from droplet to arc and weld pool (droplet source terms) along arc axis: arc region is from z = 25·0 to 28·7 mm; maximum values of enthalpy and axial momentum source terms in weld pool are 10 800 W mm−3 and 595 N mm−3 respectively.
Figure 5a shows the temperature distribution and flow vectors in the weld pool. There is a clear correlation between the horizontal position at which the source terms shown in Fig. 4 are large and the regions in which the flow is strongly downwards.
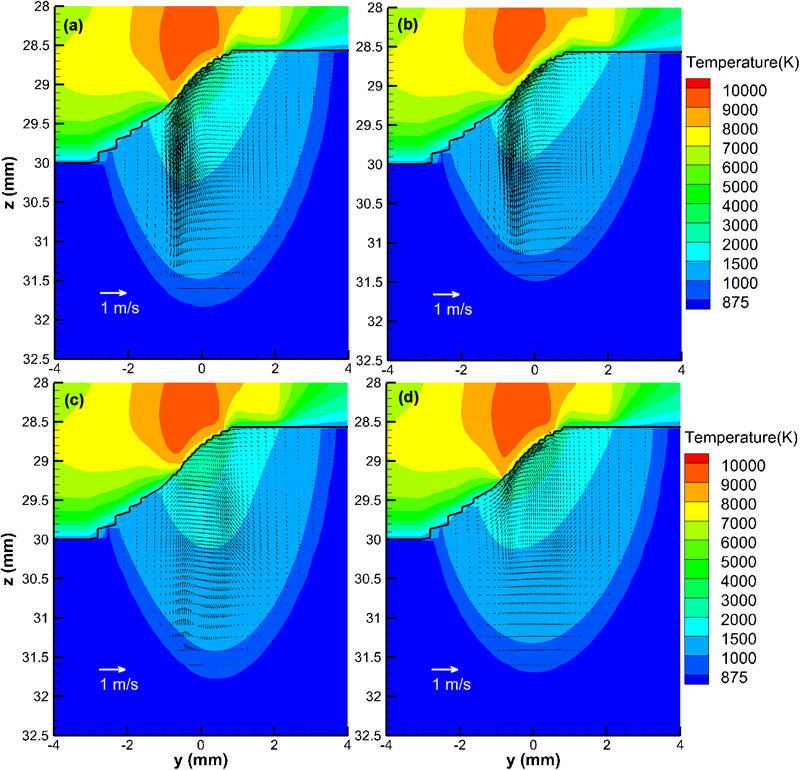
Temperature distributions and velocity vectors in vertical cross-sections through centre of weld pool for a standard case, b influence of droplet enthalpy on weld pool removed, c influence of droplet momentum on weld pool removed and d influence of magnetic pinch force on weld pool removed
It is possible, using a computational model, to artificially remove different influences on the weld pool flow. Figure 5b–d respectively show the weld pool temperature distribution and flow vectors for cases in which the influence of the droplet enthalpy, droplet momentum and magnetic pinch force have been separately removed. The magnetic pinch force is associated with the constricted attachment region, and consequent large current density, at the arc/workpiece boundary.
It is clear from Fig. 5 that the weld pool depth is most strongly determined by the transfer of enthalpy from the droplets. The droplet momentum and the magnetic pinch force have much weaker influences on the depth of the weld pool.
The flow pattern in the weld pool is strongly influenced by the droplet momentum and the magnetic pinch force. Neglecting either influence decreases the axial velocity in the central region, as shown in Fig. 5c and d.
Conclusions
A new approach for calculating the influence of droplets on the arc and weld pool in GMAW is presented. The approach allows a very large saving in computational time compared to the volume of fluid method, but nevertheless, allows weld pool depth and shape to be predicted accurately when combined with a self-consistent model of the arc, wire electrode and weld pool that takes metal vapour into account.
The approach has been applied to one drop per pulse welding of aluminium. It was found that the enthalpy transferred from the droplet to the weld pool has a strong influence on weld pool depth, while the flow in the weld pool is strongly determined by the momentum transferred by the droplet.
Footnotes
Acknowledgements
The support provided for the work reported here by General Motors, General Motors Holden and the Commonwealth of Australia, through the Cooperative Research Centre for Advanced Automotive Technology, is gratefully acknowledged, as are useful discussions with Dr J. Lowke, Dr J. Haidar and Dr E. Tam of CSIRO, Dr H.-P. Wang of General Motors, and Dr B. Protas of McMaster University.