
Abstract
Laser brazing is a joining technology which is typically employed in areas with particularly high quality requirements, e.g. to create zero gap roof joints in automotive production. These seams have to be leak proof and are situated in an area of the car body which is in direct view of the customer. Hence, seam defects and imperfections are inacceptable and require extensive rework whenever they occur. Resulting high rework costs can be avoided by investigating the causes of these imperfections in order to prevent their formation. One type of imperfection which may occur during the laser brazing of galvanised steel are dark deposits on the seam surface. This paper examines the mechanisms leading to the formation of this type of imperfection. Results on the properties of surface deposits are presented along with conclusions regarding the systematic reasons behind their formation. Finally, strategies for preventing the occurrence of surface deposits are recommended.
Introduction
One of the prime advantages of the laser brazing process is the high achievable seam quality. Laser brazed seams typically offer a very smooth, even surface with a tangential transition to the base material. The process also causes particularly low thermal damage to the base materials, offers high typical joining speeds of up to 4 m min−1 and is highly automatable. Owing to these advantages, laser brazing has become an established production technology in the automotive sector. It is most commonly used for creating joints in areas of the vehicle situated in direct view of the customer. While replacing less economical joining technologies in some areas, laser brazing has also opened up new ways in car body design.
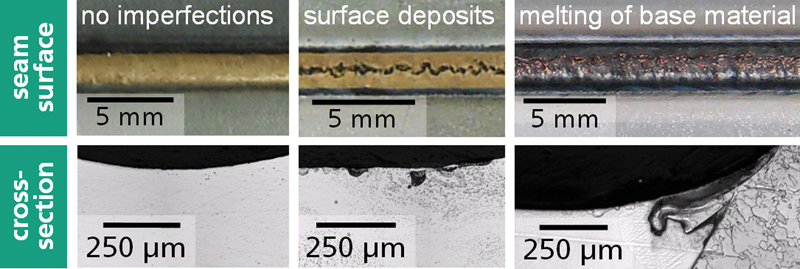
A typical base material for laser brazing in the automotive industry is electrogalvanised deep drawing steel, e.g. DC04+ZE75/75 (cf. DIN EN 10152). This material is commonly brazed using CuSi3Mn1 (cf. DIN EN ISO 24373) silicon bronze as a filler material, often abbreviated as CuSi3. Since the first industrial introduction of this type of process in 1998, the development of sophisticated process and quality control systems has led to significant increases in performance and reliability.1 Despite these advancements, various types of seam imperfections may still occur. Among these are metallurgical seam imperfections like an unintentional melting of the base material or the occurrence of distinct sinuous deposits on the seam surface (cf. Fig. 1). These deposits adhere strongly to the seam surface. They not only affect the optical appearance and metallurgical soundness of a seam but also can interfere with quality control systems. Consequently, the occurrence of surface deposits on laser brazed seams needs to be avoided. With this goal in mind, new findings on the formation of these deposits will be presented.
Metallurgical imperfections in double flanged seams
State of art
To be able to prevent or counteract the occurrence of seam imperfections, the systematic causes leading to their formation first need to be identified. However, the formation mechanisms of seam imperfections in laser brazing are not yet fully understood. While the general availability of published results on defects or imperfections in laser brazed seams is already rather limited, there is particularly little information available on surface deposits. For long established joining methods like metal inert gas (MIG) welding, the amount of available data and literature is much larger. For example, surface deposits along the seam centre of ferrous metal welds can result from a teardrop shaped melt pool due to a high heat input at high welding speeds according to Schulze.2 However, the significant penetration of the base material, which is typical for welding processes, leads to several fundamental differences in comparison to brazing.3 These differences include the metallurgical composition, heat distribution, joining temperature and reaction times. Further differences result from the use of special welding additives and the mandatory use of process gasses in many welding applications.5 Hence, only few results are truly transferrable.
The limited availability of literature on seam quality also applies to more closely related joining processes like MIG brazing3 or plasma brazing.4 This can be attributed to the fact that these joining methods have only become established within the last few years.4 Despite the apparent lack of literature on this topic, some findings on the formation of surface deposits in laser brazing have been published by Heyn.6 Here, the influence of different types of zinc coatings on the surface quality of laser brazed seams is examined. It is concluded that certain types of coatings may have a strong influence on the dynamics of the melt pool, thus affecting the surface quality. However, no further influence factors on the formation of surface deposits are identified. The basic data provided by this source may serve as a starting point for further investigations. Still, it does not provide a sufficient basis for effectively preventing or counteracting the occurrence of surface deposits on laser brazed seams. Further research is also required to develop a full understanding of the mechanisms leading to the formation of these deposits. In a first step towards this goal, energy dispersive spectroscopy (EDS) scans were performed on selected seams, expanding on the data provided by Heyn.6
EDS analysis
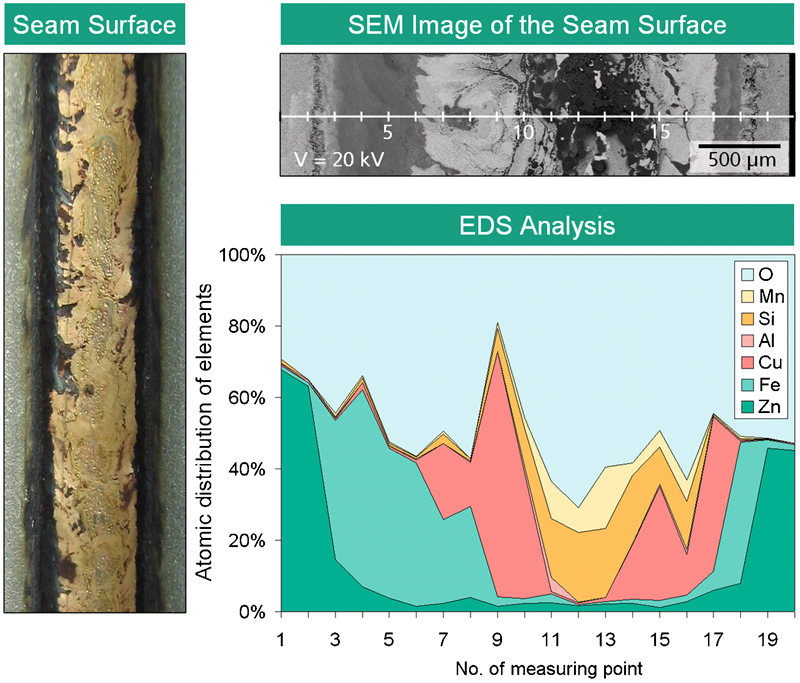
A graphical analysis of the element distribution across the surfaces of two sample seams is given in Figs. 2 and 3. The data are visualised by additive area charts, in which the individual elements add up to a total of 100 at-%. For example, the first measuring point of Fig. 2 shows a surface composition of 68 at-%Zn and 29 at-%O, with other elements only making up a total of 3 at-%.
EDS analysis of seam with minor surface deposits
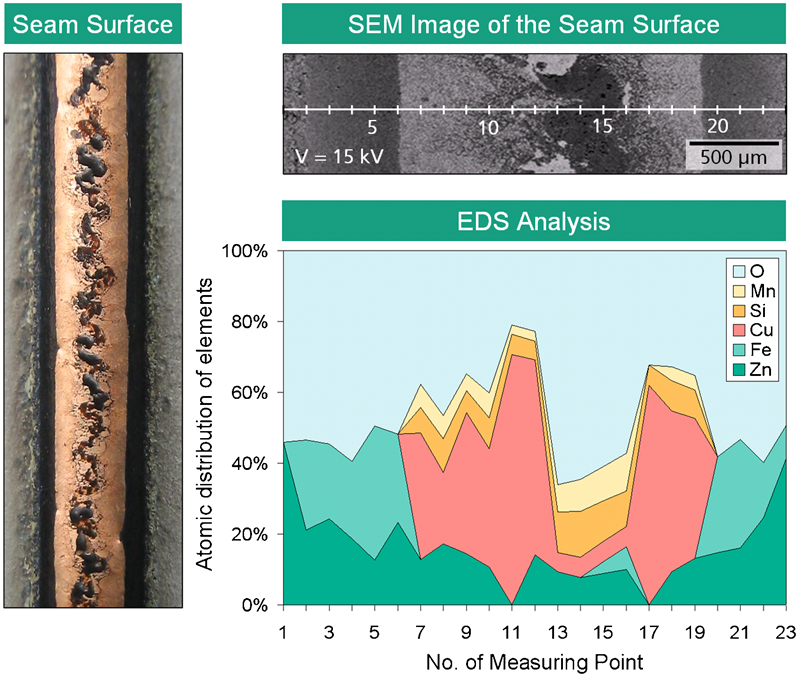
EDS analysis of seam with distinct surface deposits
Figure 2 shows analysis results for a seam with nearly no visible deposits along the centre of the seam surface. Figure 3 shows a seam with distinct surface deposits. Both seams were brazed without shielding gas. As is to be expected, the graphical plot of the element distribution shows a high degree of oxidisation across the surface of both seams. Likewise, both seams show high concentrations of silicon and manganese at the centre of the seam surface. This not only shows that the observed deposits mainly consist of these elements but also that this phenomenon even affects seams which appear to be free of deposits. While very little damage to surface coatings is characteristic for laser brazed seams, both sample seams also show a dark fringe area in which the zinc is largely removed. In addition, a slight melting of the base material occurred near the surface of the seam in Fig. 2. This results in dark deposits near the fringe area, which consist mostly of oxidised iron. By comparison, the deposits at the centre of the seam exhibit a completely different composition. This indicates different origins, leading to the conclusion that melting of the base material is not the primary cause for deposits that occur in the centre of the seam surface.
The sample results displayed in Figs. 2 and 3 are in agreement with those generated by further EDS scans and the data published by Heyn.6 These deposits are accompanied by additional copper rich phases from which they are strictly separated. In the scanning electron microscopy (SEM) images, these copper phases appear as white areas among the dark, silicon rich deposits and can be seen in Figs. 1 and 2. The copper content of these phases may exceed 90 at-%. In summary, some phases in the middle of the seam consist of almost pure copper, while others contain silicon and manganese in concentrations that exceed the global specifications for CuSi3 by far.
The observed phenomena can be explained by the formation of a silicon rich slag on the seam surface. Owing to the strong oxidisation of the seam surface and high concentrations of silicon, the reaction of oxygen and silicon to SiO2 is highly likely. In copper metallurgy, SiO2 is a typical slag component.7 Even more so, silicon is commonly combined with manganese for deoxidisation and slag forming purposes.5 Slags are commonly employed to extract solid particles and impurities from a melt and gather these on the surface. In consequence, alloying elements and oxides are concentrated in this slag, while other areas of the melt are almost devoid of alloying elements.
Experimental analysis
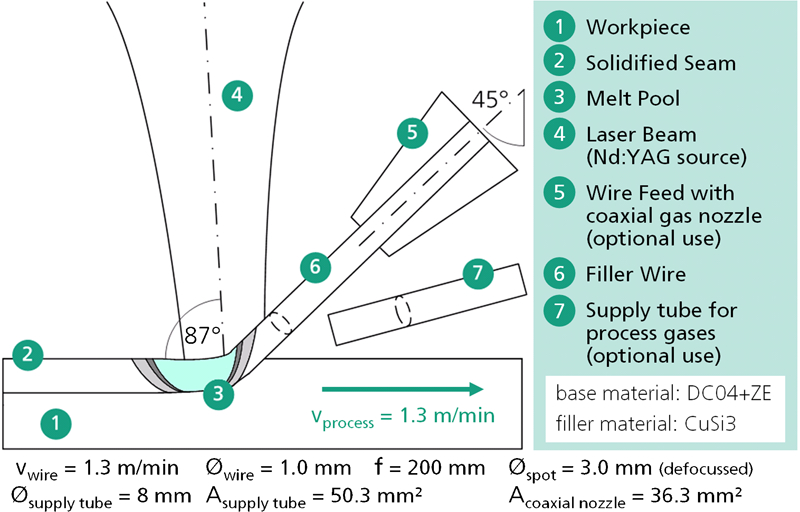
The experimental work program was largely limited to examining three major influence factors: laser output power, process gasses and materials. These process parameters were selected due to preliminary analysis results. Starting out with a configuration, in which surface deposits were known to occur, the influence of these parameters on the process was examined. Unless specified otherwise, the experiments were performed on double flanged seams using electrogalvanised DC04 steel and CuSi3 filler material. The results were also verified on lap joints. All seams were brazed using a solid state Nd∶YAG laser at a process speed of 1·3 m min−1. The brazing process requires a comparatively large spot size to preheat the base material while melting the filler material, improving the wetting conditions. This was achieved by defocusing the beam to a spot diameter of 3·0 mm, creating a melt pool of ∼3·7 mm length at standard process conditions. Further data on the experimental set-up is provided in Fig. 4.
Schematic illustration of experimental set-up
Laser output power
Figure 5 shows the surfaces of several seams brazed at different laser output powers. All other parameters were kept constant. As the illustration shows, the intensity of surface deposits increases with an increase in laser output power. At values of <1000 W, the melting of the filler material is incomplete. However, the occurrence of dark surface deposits near the centre of the seam can still be observed at 900 W. This shows that a mere reduction of laser output power is not sufficient to prevent surface deposits. The sinuosity of the deposits also decreases, which is most likely caused by the shorter brazing time and higher viscosity at lower output powers.
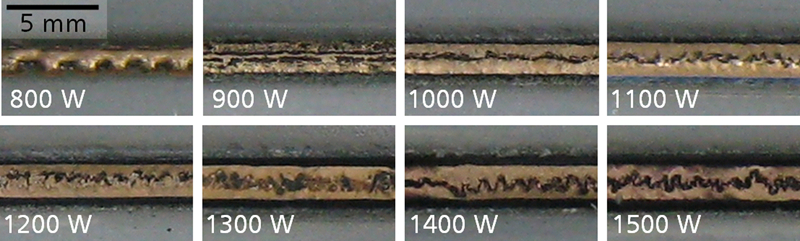
Influence of laser output power on seam surface quality
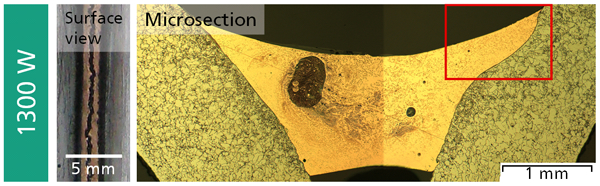
Microsections of two seams brazed at output powers of 1100 and 1450 W are shown in Fig. 6. The surface view of the 1100 W seam shows that deposits still occur at this power setting. Yet, the microsection shows that the cross-section of the seam is largely unaffected by this imperfection. On the other hand, the 1450 W seam exhibits a more irregular surface and pronounced aggregations of oxides or partitioned phases in all areas of the cross-section. This illustrates that the formation of surface deposits can also indicate an impaired quality of the whole seam. It also shows that higher temperatures and a longer brazing time may facilitate the formation of these deposits. Furthermore, the microsections provide little evidence of molten base material. An exception is the area highlighted by a red frame in the bottom image, where the contour indicates that a small amount of melting occurred. Still, the evidence suggests that melting of the base material is not a primary cause of surface deposits. Further microsections were taken to ascertain the representativeness of these images.
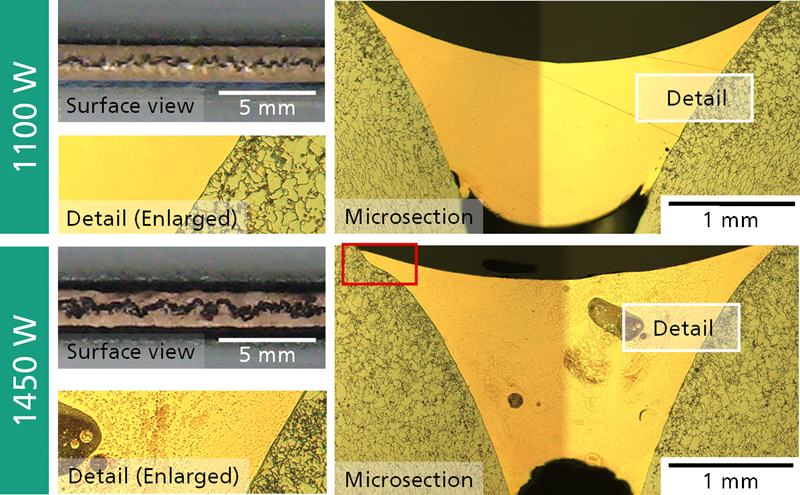
Cross-sections of seams with surface deposits at different output powers (red frame marks area where base material was molten)
Process gasses
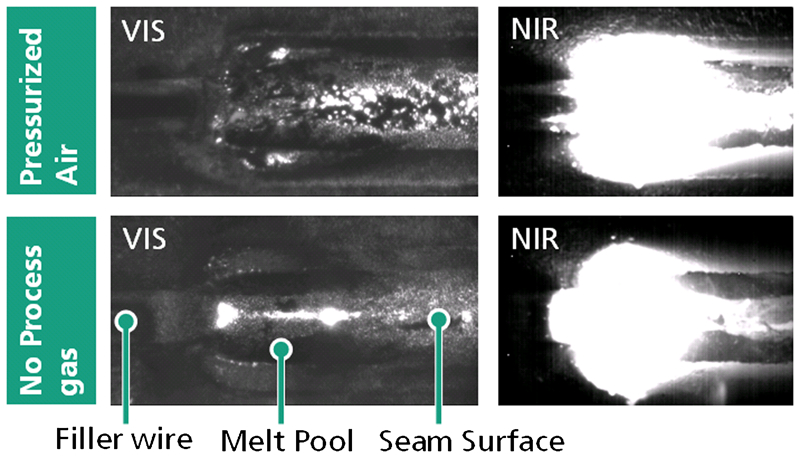
For brazing galvanised steel using bronze based filler materials, the use of shielding gas is not required. In addition, the low energy input of the brazing process causes only minimal damage to surface coatings. However, an evaporation of the zinc coating in the immediate vicinity of the process zone cannot be completely avoided. For this reason, pressurised air is used in many industrial applications to remove zinc vapours from the process zone. This may also prove necessary when optical or thermal systems are employed for process control. To examine the influence of this practice on the formation of surface deposits, experiments were carried out using argon as a substitute for pressurised air. In the first results, it could be noted that the use of argon as a shielding gas did not completely prevent the formation of surface deposits. This phenomenon was further investigated using high speed videography. Selected stills from the recorded videos are shown in Fig. 7. The images on the left and at the centre show seams where the process gas was supplied using the wire feed's coaxial nozzle. This nozzle supplies the gas coaxial to the filler wire, causing it to act directly on the melt pool. In the image on the right, only a cross-jet was used to protect the laser optics, introducing no additional gasses into the process zone. By comparison, it becomes evident that the gas can induce a strong convective movement in the melt pool. This results in the formation of distinct surface deposits. The transition of the liquid filler material from the wire to the seam is much more even when no additional process gas is used. Furthermore, the process zone appears much brighter on the left and at the centre images, possibly signifying an increase in process temperature. This temperature increase could be confirmed by monitoring the heat distribution using a near infrared camera. Sample images showing the expanding temperature field are given in Fig. 8.
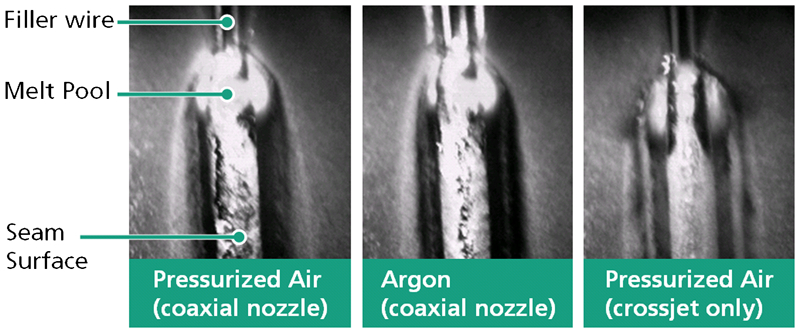
High speed video stills showing influence of process gasses on brazing process
Coaxial camera images showing thermal process signature
Figure 9 shows the results of an additional test series, in which both process gasses were supplied at different rates using both types of nozzles illustrated in Fig. 4. The cross-sectional areas of the nozzles are also provided in Fig. 4. The images show that the seam quality increases at low flowrates. The deposits are also less intense when argon is used as a process gas. Furthermore, the seam quality improves when using an external tube to supply argon, as can be seen on the lower right of Fig. 9. The supply tube allows for a much more laminar gas flow than the coaxial nozzle at the same flowrate. As a result, the surface deposits are significantly less severe and more evenly distributed when argon is used, showing that oxygen is an important factor in slag formation.
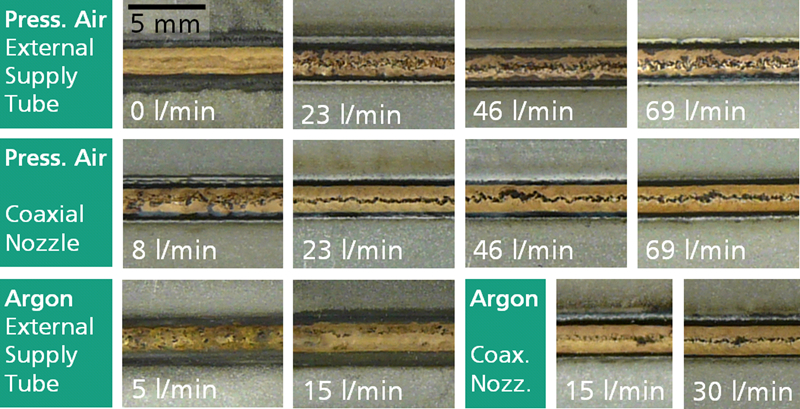
Effect of different process gasses, flow rates and delivery methods on seam surface quality
Materials
To evaluate the potential influence of different base material coatings on the process, the surfaces of several specimens were mechanically treated to remove the zinc coating. Even though residual traces of zinc will remain, simple methods like manual grinding with an abrasive web will significantly reduce the amount of zinc on the steel surface. This makes it possible to evaluate the influence of zinc oxidisation on the formation of surface deposits.
As illustrated in Fig. 10, surface deposits will also occur when the zinc coating is removed. The intensity of the deposits on uncoated steel is not lessened, showing that zinc accumulations in the melt or zinc oxidisation are not primary causes for this phenomenon. Further experiments with different steel grades delivered no contraindication of these results. The microsection in Fig. 10 also shows that a significant amount of base material was molten, indicating an increase in process temperature. A likely reason for this is that a considerable amount of thermal energy will be absorbed by melting and evaporating the zinc layer of 7·5 μm. Additionally, the zinc coating prevents an oxidisation of the base metal and facilitates the wetting process.8 This makes it possible to braze galvanised material at especially low temperatures and widens the available process window.8 Correspondingly, uncoated steel surfaces must be heated to higher temperatures in order to establish adequate wetting conditions. This correlation of an increase in process temperature with an intensification of surface deposit formation is in agreement with the results regarding an increase in laser output power.
Cross-section of seam with mechanically removed zinc coating (melting of base material is marked by red frame)
In EDS analyses, the influence of silicon was also identified as a potential factor in surface deposit formation. This theory is supported by the fact that silicon is a typical slag former.7 To examine the influence of the Si content, CuAl5Ni2 aluminium bronze was substituted as a filler material. This alloy nominally contains no silicon and possesses a melting temperature range of 1060–1085°C, which is slightly higher than that of CuSi3 (965–1035°C).9
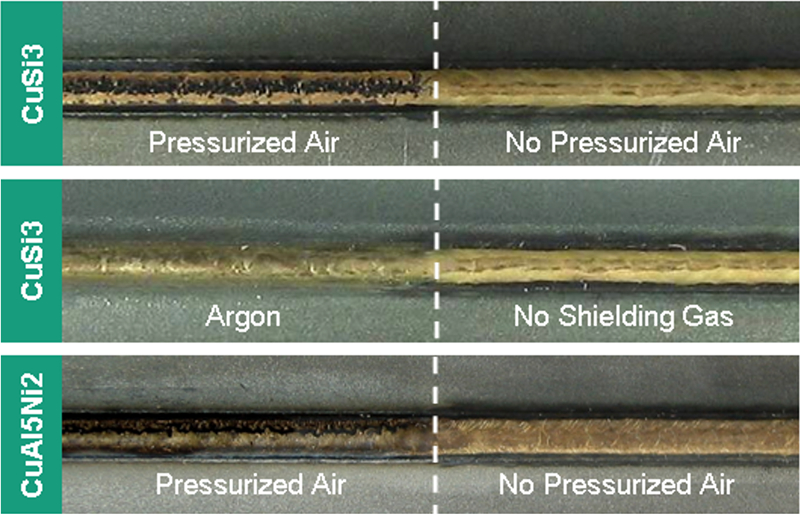
Results using CuAl5Ni2 filler material are shown in Fig. 11. As illustrated in these images, surface deposits will also occur on aluminium bronze when pressurised air is introduced into the process zone. The microsection of the seam shows extensive melting of the base material on both sides. This may in part be attributed to the increased working temperature range of this filler material but once again relates an increased process temperature to the formation of surface deposits. The deposits on the aluminium bronze seam are more evenly distributed than they typically are on seams where silicon bronze is used (cf. Fig. 5). This may be due to an even more pronounced oxide layer on the surface of the aluminium bronze seams, as indicated by the matte surface. The existence of this oxide layer could be confirmed by EDS analyses showing oxygen contents in excess of 50 at-% across the whole seam surface. Still, these values are only marginally higher than those determined on silicon bronze seams. It also needs to be noted that EDS measurements, while generally very accurate for elements in high concentrations, offer only limited accuracy for elements lighter than sodium.10 In conclusion, the theory that SiO2 facilitates the agglomeration of oxides and alloying elements along the centre of the seam surface is much more viable.
Effect of pressurised air on CuAl5Ni2 filler material
Discussion
Through the use of several metallographical and experimental methods, it could be shown that the formation of sinuous deposits on the seam surface occurs due to systematic reasons. As a main cause for these deposits, the direct interaction of process gasses with the melt pool surface has been established. This interaction causes the oxidisation of alloying elements and phase partitioning. It can also induce a strong convection of the melt pool, which may further affect the formation process of surface deposits.
A significant influence of the process temperature has also been noted in several instances. Reducing the energy input per unit length reduces the amount of phase partitioning and oxides in the cross-section of the seam as well as on its surface. This indicates that the formation of deposits is facilitated by high temperatures and long brazing times. In consistence with this observation, a strong convective movement of the melt pool will also be counteracted by low temperatures and short brazing times, e.g. due to the resulting increase in viscosity.
An additional increase in the process temperature can be noted when process gasses directly affect the melt pool. One potential reason for this is a strong convective movement of the melt pool, which has been observed. Owing to surface rippling, the absorption of laser radiation will be improved.11 Furthermore, the convection will change the heat distribution of the melt and cause an increased heat exchange between base and filler material. It is also likely that the increased process temperature not only facilitates the slag formation process but also is in turn generated by it through exothermal oxidisation reactions.5 Additionally, an oxidisation of the seam surface can cause an increased absorption of laser radiation, further increasing the process temperature.11
The EDS analysis leads to the conclusion that surface deposits occur due to the formation of a metallurgical slag layer on SiO2 basis. In this slag layer, alloying elements and their oxides are agglomerated. This theory is supported by the fact that these oxides are much more evenly distributed across the seam surface when a silicon free filler material is used. Thus, the use of silicon rich filler materials is another factor contributing to the formation of surface deposits.
Process gasses which directly act on the melt cause a strong movement of the melt pool and facilitate the oxidisation of alloying elements. The oxygen can either be directly introduced into the melt through the use of pressurised air or indirectly through a turbulent shield gas flow. The effect of directly introducing process gas into the melt pool is also similar to that of a metallurgical gas treatment. These treatments are commonly used in copper metallurgy to selectively remove iron from a copper melt through oxidisation.7
A final aspect to consider is the functionality of the oxide layer covering the melt pool. As shown in Fig. 2, oxides and small amounts of slag form even on good quality seam surfaces. According to some manufacturers, this oxide layer serves the purpose of reducing escaping zinc vapours and preventing further oxidation.12 A strong convective movement of the melt pool caused by the process gas will prevent a continuous oxide layer from forming. This deprives the oxide layer of its protective function and facilitates further oxidisation.
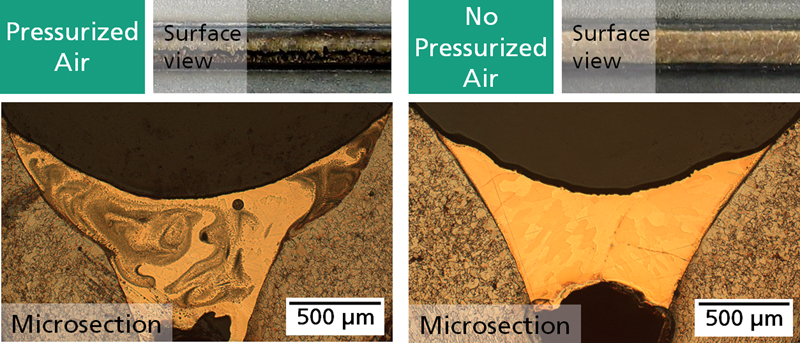
To verify the established results, additional experiments were conducted in which the gas flow was interrupted during the joining operation. Different optics providing a focused 3 mm spot were used, and the gases were supplied using the external tube. The results shown in Fig. 12 demonstrate the immediate correlation between slag layer formation and process gas influence. The reproducibility of this effect could also be reaffirmed through this experiment.
Experimental verification of influence of process gasses on slag formation
Conclusions
Surface deposits are caused by the formation of a metallurgical slag, in which alloying elements agglomerate.
Minor amounts of slag occur even on good quality seam surfaces.
The intensification of these surface deposits can be prevented by avoiding the direct interaction of process gasses and liquid filler material.
To a lesser extent, the intensity of the deposits can also be reduced by
lowering the energy input per unit length
using filler material with a lower silicon content
ensuring a laminar flow when inert shielding gas is used.
The increase in process temperature associated with the formation of slag deposits may be used to detect this type of imperfection in process.
Footnotes
Acknowledgements
The German Federal Ministry of Economics and Technology (BMWi) is gratefully acknowledged for financial support of the project ‘EQOS − Development and Qualification of a Simple Online Quality Monitoring System for Industrial Laser Brazing’.